Il sistema di espulsione è un sistema cruciale sia negli stampi che nello stampaggio a iniezione. Un difetto comune nel processo di espulsione è la tacca di espulsione. Oggi fornirò un'introduzione dettagliata ai segni di espulsione.
Se siete interessati ad altri difetti di stampaggio a iniezionePer saperne di più, non esitate a cliccare sul link sottostante.
| Comprendere i diversi difetti dello stampaggio a iniezione | ||||
|---|---|---|---|---|
| Flash | Colpo corto | Segno del lavandino | Curvatura/Deformazione | Segno di bruciatura |
| Segno di strombatura/striscia d'argento | Macchia scura/punto nero | Marchio di flusso | Bolla | Linea di saldatura |
| Differenza di colore/colore non uniforme | Segno del perno di espulsione | |||
Cosa sono i segni di espulsione nello stampaggio a iniezione?
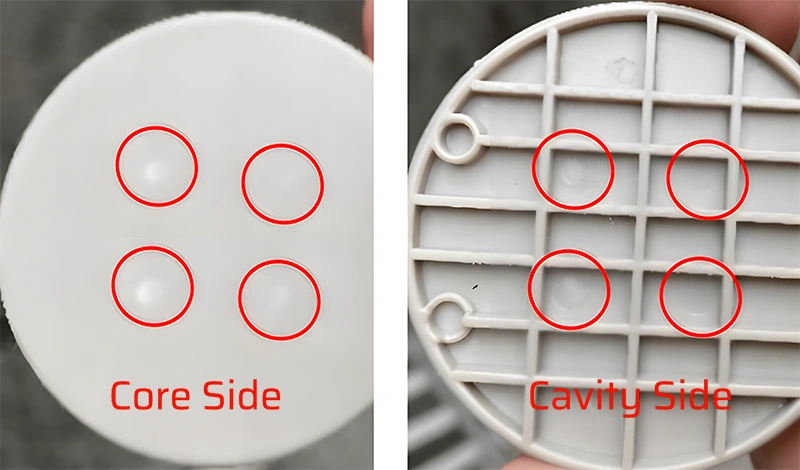
I segni di espulsione (o segni dei perni di espulsione) si verificano generalmente nei prodotti stampati a iniezione in plastica, a causa dei perni di espulsione dello stampo che premono e danneggiano le parti durante lo stampaggio, provocando uno sbiancamento nelle aree danneggiate. Questo fenomeno si manifesta sul prodotto come segni opachi o ombrosi in corrispondenza delle posizioni dei perni di espulsione e dei corrispondenti lati opposti.
L'impatto sulla qualità del prodotto si riflette principalmente sulla qualità dell'aspetto e sulle prestazioni del prodotto.
Qualità dell'aspetto: Le impronte dei perni di espulsione possono rendere la superficie del prodotto non uniforme, con macchie o segni bianchi visibili, che incidono sull'estetica complessiva del prodotto.
Prestazioni del prodotto: I segni di espulsione possono danneggiare la struttura interna del prodotto, compromettendone la resistenza e la durata. I segni di espulsione gravi possono causare crepe, deformazioni e altri problemi durante l'uso, riducendo la durata del prodotto.
Questo difetto non è fatale o grave, ma se si presenta sulla superficie esterna è inaccettabile per i clienti. Per i pezzi non apparenti, a volte è possibile negoziare con i clienti e accettare i prodotti sulla base di standard di campionamento limitati o di criteri di ispezione scritti.
Cause e soluzioni per i segni di spillo dell'espulsore
Quando compaiono segni di espulsione, verificare innanzitutto se la parete del prodotto è troppo sottile per resistere alla forza di espulsione; provare a utilizzare un distaccante per verificare l'effetto. Inoltre, valutare il materiale e l'ambiente esterno per determinare se il difetto compare in modo costante o ciclico, e quindi regolare i parametri di stampaggio di conseguenza. Il fattore principale per i segni dei perni di espulsione durante l'iniezione è la velocità di espulsione; una velocità troppo elevata aumenta l'adesione allo stampo. Pertanto, la riduzione dell'adesione dello stampo è una considerazione primaria quando si regola il processo di iniezione. Verificare se lo sbiancamento si verifica in assenza di espulsione; in tal caso, è dovuto all'adesione davanti al prodotto. Una volta confermata la causa principale, è possibile prendere in considerazione una contromisura chiara.
1. Fattore di progettazione del prodotto
- Design irragionevole, posizioni multiple delle nervature, spessore sottile delle pareti.
- Piccolo angolo di sformo
Soluzioni
- Puntare a uno spessore uniforme delle pareti in base agli standard industriali di progettazione del prodotto.
- Aumentare l'angolo di sformatura.
2. Fattore materiale
- Selezione inadeguata delle materie prime o mancanza di additivi come i lubrificanti. Immagine
- Cambiare i materiali o aggiungere lubrificanti.
3. Fattore muffa
Corridore:
Le guide strette, le materozze lunghe o le curve brusche delle guide aumentano la resistenza al flusso e incidono sulla regolazione dei parametri di stampaggio. Questo è un fattore tipico che porta alla formazione di segni di spine di espulsione.
Soluzioni: Regolare il posizionamento della guida o aumentarne le dimensioni.
Cancello:
Dimensioni, forma, posizione e numero di paratoie inadeguate. Le paratoie troppo piccole possono causare un'eccessiva resistenza al flusso, generando sollecitazioni di orientamento.
Soluzioni: Regolare la posizione e le dimensioni del cancello.
Perno di espulsione:
Progettazione irragionevole dei perni di espulsione, come il tipo, la disposizione, le dimensioni, la posizione e il numero dei perni di espulsione.
Soluzioni: Aggiungere perni di espulsione o sostituirli con altri più grandi.
Raffreddamento delle cavità:
Raffreddamento non uniforme all'interno della cavità dello stampo.
Soluzioni: Regolare temperatura dello stampo.
Vuoto:
Il prodotto si trova in uno stato di vuoto all'interno della cavità dello stampo.
Soluzioni: Aumentare lo sfiato.
La scorrevolezza della superficie dello stampo:
Lucidatura insufficiente dell'anima dello stampo.
Soluzioni: Migliorare la precisione della lucidatura.
Angolo di bozza:
Angolo di sformo insufficiente dell'anima dello stampo.
Soluzioni: Aumentare l'angolo di sformo.
Differenze di conducibilità
Le differenze di conducibilità tra il perno di espulsione e i materiali in acciaio dello stampo possono causare segni di espulsione.
Soluzioni: Per ridurre questo effetto, aggiungere materiale nella posizione del perno di espulsione di 0,05~0,2 mm, che aiuta a ridurre la tensione della catena molecolare plastica creando un flusso turbolento sul perno di espulsione; anche la testurizzazione della superficie del perno di espulsione può aiutare.
Caso di studio dei segni di espulsione
Introduzione
Il settore automobilistico comprende tipicamente quattro pannelli porta - sinistro, destro, anteriore e posteriore - generalmente realizzati in PP, con elevati requisiti di qualità estetica. L'immagine a destra mostra un difetto del segno di espulsione di un pannello della portiera di un'automobile. Il segno di espulsione sul retro corrisponde a un'asta di espulsione circolare, che influisce sull'estetica del pannello della portiera dell'auto e rappresenta un difetto estetico inaccettabile.

Parametri del progetto
| Dettagli del prodotto | Parametri di stampaggio a iniezione | ||||
|---|---|---|---|---|---|
| Nome | Pannello porta automobilistico | Pressione di iniezione | 40MPA | Pressione di mantenimento | 18MPA |
| Materiale | PP | Metodo di iniezione | Cancello laterale | ||
| Colore | Grigio | Peso | 1400g | ||
Analisi delle cause potenziali e misure di miglioramento
La ragione principale dei difetti dei segni di espulsione è l'eccessiva forza esercitata dalle aste di espulsione, che provoca difetti apparenti nelle posizioni delle aste di espulsione del prodotto. Le misure di miglioramento più comuni comprendono l'ottimizzazione della struttura dello stampo e dei processi di stampaggio per ridurre efficacemente la forza esercitata dalle aste di espulsione, riducendo così la probabilità che si formino segni di spine di espulsione. La soluzione per questo caso considera i due aspetti seguenti:
Struttura dello stampo:
Quando l'angolo di sformatura dello stampo è ridotto o l'effetto di lucidatura delle posizioni delle nervature è scarso, aumenta la resistenza allo sformatura dei pezzi. La forza esercitata dalle aste di espulsione sui pezzi aumenta, provocando segni di espulsione. Il metodo di miglioramento consiste nel migliorare la lucidatura delle posizioni delle nervature o nell'aumentare l'angolo di sformo dei pezzi.
Processo di stampaggio:
Quando la pressione di mantenimento è troppo alta o il tempo di mantenimento è troppo lungo, i pezzi si riempiono eccessivamente. A questo punto, la forza di incapsulamento dei pezzi attorno al nucleo dello stampo è significativa e quindi le aste di espulsione esercitano una forza di espulsione sostanziale sui pezzi, causando in ultima analisi segni di spine di espulsione o rigonfiamenti dell'espulsore. Il metodo di miglioramento consiste nel ridurre la pressione di mantenimento o nel diminuire il tempo di mantenimento.
Effetto post-miglioramento

Conclusione
Quando si verificano problemi di marcatura dell'espulsore, è necessario analizzare la progettazione strutturale interna del prodotto, la progettazione dello stampo e l'ottimizzazione dei processi di stampaggio a iniezione.
Il riconoscimento dei difetti di stampaggio a iniezione dovrebbe essere una competenza essenziale per il personale addetto allo stampaggio a iniezione. Ogni tipo di difetto nello stampaggio a iniezione ha un diverso meccanismo di insorgenza e anche i metodi per risolvere i problemi di qualità del prodotto sono diversi. Pertanto, un'errata identificazione dei difetti del prodotto porta spesso ad adottare un approccio sbagliato per risolvere il problema. È frequente vedere fabbriche di stampaggio a iniezione che classificano i difetti in modo molto generico, soprattutto perché il personale responsabile della classificazione dei difetti del prodotto non è professionale e si limita ad assegnare codici ai difetti del prodotto, il che spesso trae in inganno il personale di processo.
FirstMold è specializzata nello stampaggio a iniezione e nella produzione di stampi da oltre dieci anni, con molti esperti nel team che operano nel settore da oltre 20 anni. Grazie alla pratica continua e all'apprendimento innovativo, sono riusciti a gestire perfettamente i vari difetti di stampaggio a iniezione. Se avete bisogno di un servizio di produzione di stampi o servizi di produzione di stampaggio a iniezione, siete invitati a ottenere un Preventivo per lo stampaggio a iniezione.