

La godronatura è una tecnologia di officina che prevede la pressatura di un disegno sulla superficie di un utensile da officina. Il disegno può essere costituito da linee rette e angolari o da forme simili a diamanti. Aggiungendo consistenza e migliorando la maneggevolezza, la superficie offre una presa efficace. La godronatura aggiunge anche caratteristiche decorative all'utensile. I produttori eseguono la zigrinatura principalmente su pezzi cilindrici.
Tuttavia, se necessario, possono eseguire la zigrinatura anche su superfici piane. Alcuni strumenti in cui avviene la zigrinatura sono le impugnature di utensili come i cacciaviti e gli elementi di fissaggio come bulloni, tubi e aste. Il ruolo principale della godronatura nell'industria manifatturiera è quello di migliorare la presa del pezzo da lavorare. Questa presa facilita la manipolazione dell'utensile in aree in cui lo scivolamento può essere pericoloso. Inoltre, offre un valore estetico agli utensili e un bloccaggio meccanico. La zigrinatura contribuisce inoltre a migliorare le superfici resistenti all'usura in diverse condizioni. Le superfici risultanti aiutano anche a dissipare il calore, aumentando in alcuni casi la superficie.

Zigrinatura manuale
La godronatura manuale esiste da molto tempo sui torni. Questo processo dipende dall'efficacia delle competenze del tecnico d'officina e dagli strumenti di godronatura. I tecnici utilizzano diversi strumenti per eseguire il processo di godronatura.
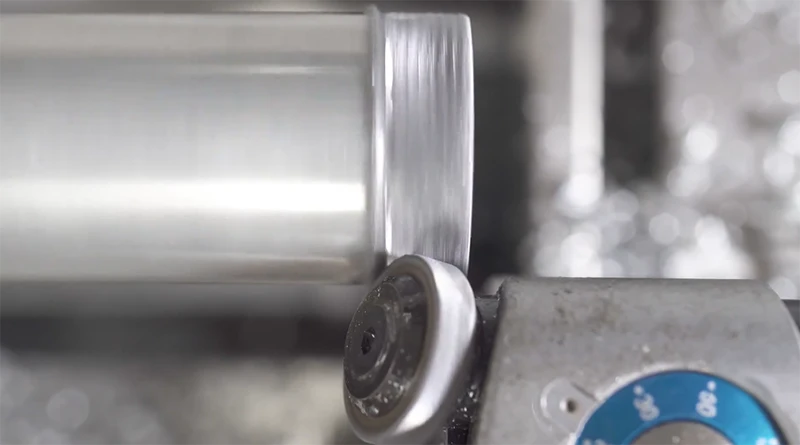
L'utensile di godronatura sostiene e guida i godroni, creando motivi strutturati sulla superficie del pezzo. I tecnici fanno avanzare il godrone sul pezzo in rotazione sul tornio per ottenere il disegno necessario. L'utensile godronatore guida un godrone con motivi di filettatura.
I godronatori sono rulli cilindrici con creste per la pressatura dei disegni sul pezzo. Esistono diversi design dei godroni, che creano diversi modelli di godronatura. Alcuni modelli di godronatura includono la godronatura diritta, la godronatura a diamante e la godronatura angolare.
Il tornio è un requisito molto importante per il processo di godronatura. Fa ruotare il pezzo in lavorazione mentre l'utensile godronato imprime i motivi.
Processo di zigrinatura manuale
Impostazione del pezzo
L'impostazione del pezzo sulla macchina del tornio aiuta a ottenere risultati di godronatura di qualità. I tecnici montano in modo sicuro e allineano con precisione il materiale sul tornio. Durante l'impostazione del pezzo, il centraggio è fondamentale per evitare il disallineamento. Un cattivo centraggio può portare a modelli di godronatura non uniformi. Gli indicatori a quadrante aiutano a verificare la presenza di eventuali scostamenti. La deviazione del pezzo dalla rotazione reale può portare all'usura dell'utensile e a risultati di godronatura scadenti.
Utensile per zigrinatura di posizionamento
Il corretto posizionamento dell'utensile di godronatura comporta il suo bloccaggio in modo sicuro sul montante del tornio. L'utensile deve essere ben posizionato sul montante per un contatto corretto con il pezzo. La regolazione dell'altezza del centro assicura che l'altezza del centro del godrone sia in linea con l'asse del pezzo. Per posizionare l'utensile contro il pezzo, avvicinare il godrone al pezzo in rotazione fino a quando non entra in leggero contatto con la superficie del pezzo.
Applicazione della pressione
Una volta che l'utensile interagisce costantemente con il pezzo, l'operatore aumenta la pressione in base al materiale. Una pressione sufficiente è fondamentale per ottenere modelli uniformi e di qualità. Una pressione bassa può non portare a una godronatura efficace, mentre una pressione eccessiva può causare deformazioni, deviazioni o rotture del materiale. Dopo una zigrinatura efficace, l'operatore ispeziona il pezzo da lavorare per garantire la coerenza dei modelli.
Zigrinatura CNC
La godronatura CNC è un processo automatizzato di creazione di modelli su un pezzo, sfruttando le capacità dei torni o delle fresatrici CNC. Questo processo utilizza sistemi controllati da computer per gestire la pressione e il movimento degli utensili e creare i modelli.
Processo di zigrinatura CNC
1. Programmazione di macchine CNC
Il primo passo nel processo di godronatura CNC è la creazione di un programma per il funzionamento della macchina. Il programma definisce una serie di parametri per descrivere il processo di godronatura. Durante la programmazione della macchina CNC, il primo passo è la selezione del tipo di motivo, se dritto, a diamante o angolare. In secondo luogo, l'operatore imposta la profondità del motivo. La profondità del godrone nel pezzo dipende dal materiale e dallo scopo del materiale godronato.
L'aspetto della programmazione comporta anche la determinazione dell'avanzamento. L'avanzamento determina la velocità delle operazioni e la velocità dell'utensile godronato lungo la superficie del pezzo. Se da un lato un avanzamento più elevato porta a una produzione veloce, dall'altro può compromettere la qualità della godronatura. D'altra parte, un avanzamento più lento aumenta il tempo di lavorazione. Tuttavia, consente una formazione più precisa del disegno.
Dopo aver specificato la velocità di avanzamento, l'operatore programma la velocità del mandrino (RPM). La velocità del mandrino determina la velocità di rotazione del pezzo nel processo di godronatura. Gli operatori lavorano con una velocità inferiore se il materiale ha un livello di durezza elevato. Utilizzano velocità più elevate per i materiali più morbidi. Una corretta velocità del mandrino elimina il surriscaldamento dell'utensile godronato e del pezzo da lavorare e consente di ottenere un disegno regolare.
2. Definizione del percorso utensile e impostazione del refrigerante
Il passo successivo è la definizione di un percorso utensile per guidare l'utensile godronato in una traiettoria specifica di creazione del modello. Il percorso utensile comprende il punto di partenza, la linea di movimento e il numero di passate. Quando si progettano modelli poco profondi, l'operatore imposta una sola passata. Le passate multiple servono per i modelli profondi o complessi.
Gli operatori impostano quindi il refrigerante e la lubrificazione in caso di operazioni ad alta velocità per ridurre l'attrito. È importante anche programmare l'attivazione del refrigerante in fasi specifiche della lavorazione.
3. Simulazione ed esecuzione
Prima di far funzionare il programma, gli operatori lo simulano sul software CNC. La simulazione consente di visualizzare il percorso utensile e di impostare correttamente tutti i parametri. Quando la simulazione rivela che il programma è accurato e privo di errori, gli operatori lo trasmettono alla macchina CNC per l'esecuzione.
4. Impostazione dello strumento
Dopo aver impostato il programma giusto, l'operatore imposta l'utensile. In genere, gli utensili di godronatura includono un godrone. Questo processo prevede il montaggio e l'allineamento corretto dell'utensile nel portautensili della macchina. Dopo il posizionamento, la macchina CNC sposta automaticamente l'utensile in base al programma CNC per metterlo a contatto con il pezzo.
5. Controllo della pressione
La godronatura CNC dispone di un programma specifico per il controllo della pressione. A differenza della godronatura manuale, in cui l'operatore controlla la pressione di conseguenza. La forza di pressione esercitata dalla macchina è costante tra il godrone e il pezzo. Questa forza costante garantisce la formazione di una profondità uniforme del modello e riduce al minimo i casi di distorsione.
Il processo di godronatura avviene automaticamente seguendo il programma che gli operatori impartiscono alla macchina. Nei moderni CNC, il monitoraggio e la regolazione continui avvengono in tempo reale. La macchina regola di conseguenza il percorso dell'utensile e la pressione per mantenere la qualità del modello ottico. Quando la macchina completa il processo di godronatura, lo ripete immediatamente per altri pezzi con la stessa precisione. La godronatura CNC è quindi adatta alla produzione di massa.
Applicazioni nella prototipazione: Zigrinatura manuale e CNC
La godronatura svolge un ruolo sia funzionale che estetico nello sviluppo dei prototipi. La godronatura manuale e quella CNC dipendono dalla precisione, dalla scala e dalla complessità. I produttori preferiscono la godronatura manuale per la creazione di prototipi unici, che richiedono abilità artigianale e flessibilità. La flessibilità per i progetti personalizzati è una caratteristica della godronatura manuale per lo sviluppo di prototipi unici. Gli operatori possono regolare la profondità e il modello di godronatura per soddisfare le mutevoli esigenze dei clienti. I clienti che richiedono la lavorazione di impugnature, utensili e maniglie personalizzate preferiscono lavorare con la godronatura manuale. La godronatura manuale consente inoltre di controllare il processo in prima persona. Questo controllo è vantaggioso per gli operatori che lavorano su progetti sperimentali per una facile regolazione.
La zigrinatura CNC offre una prototipazione rapida con specifiche precise
Gli operatori preferiscono utilizzare la godronatura CNC nei casi in cui velocità e precisione sono fondamentali. Questo metodo di godronatura funziona bene su lavori che hanno tolleranza di lavorazione ridottache porta a una consistenza superficiale uniforme. Nella godronatura CNC, ogni prototipo risponde esattamente alle esigenze del cliente e alle specifiche dell'operatore, il che crea fiducia tra l'operatore e i clienti. La godronatura CNC è molto veloce, anche per i pezzi complessi. Rispetto alla godronatura manuale, la macchina realizza in modo efficace e semplice prototipi complessi nel minor tempo possibile. L'automazione delle macchine CNC garantisce la produzione iterativa di piccoli prodotti complessi.
Tabella di confronto dei parametri di godronatura manuale e di godronatura CNC
| Aspetto | Zigrinatura manuale | Zigrinatura CNC |
| Personalizzazione | Ideale per prototipi altamente personalizzati e unici. Gli operatori qualificati possono adattare facilmente i modelli. | Ideale per replicare progetti complessi con elevata precisione. Flessibilità limitata senza riprogrammazione. |
| Volume | Più conveniente per volumi ridotti o prototipi singoli. | Efficiente per volumi elevati e per la rapida iterazione di più prototipi. |
| Precisione | Dipende dall'abilità dell'operatore, che può avere lievi variazioni tra le parti. | Alta precisione e ripetibilità con modelli coerenti su ogni prototipo. |
| Velocità | Si tratta di un processo più lento, soprattutto per i modelli complessi, poiché si basa su uno sforzo manuale. | Veloce ed efficiente, soprattutto per modelli complessi e iterazioni multiple. |
| Complessità | Si limita a modelli più semplici e a disegni meno intricati. | Può gestire con facilità modelli di zigrinatura complessi e intricati. |
| Movimentazione dei materiali | Consente regolazioni immediate in base alle variazioni del materiale (materiali morbidi o duri). | Garantisce una pressione e una profondità del disegno costanti su diversi materiali. |
| Costo-efficacia | Costo iniziale più basso per i progetti di piccole dimensioni, grazie alla mancanza di impostazioni e di programmazione. | Più conveniente a lungo termine per progetti su larga scala o con più iterazioni, grazie all'automazione. |
| Requisiti di abilità | Richiede un operatore altamente qualificato per garantire precisione e qualità. | Richiede competenze di programmazione, ma richiede un minore intervento dell'operatore durante la produzione. |
| Applicazioni | Adatto per utensili personalizzati, maniglie e parti di bassa precisione. | È ideale per la prototipazione nei settori automobilistico, dei dispositivi medici e dell'elettronica, dove è richiesta un'elevata precisione. |
| Tempi di consegna | Tempi di consegna più lunghi, in particolare per i progetti dettagliati o per le grandi quantità. | Tempi di consegna più brevi per prototipi su larga scala o multipli grazie all'automazione. |
| Iterazione del progetto | Le modifiche al progetto richiedono regolazioni manuali che possono richiedere molto tempo. | Le modifiche al progetto possono essere facilmente implementate riprogrammando la macchina CNC. |
| Utensili | Utilizza ruote zigrinate e regolazioni manuali per la creazione di modelli. | Utilizza torni o fresatrici CNC con controllo automatizzato del movimento degli utensili e della pressione. |
Tendenze future nella tecnologia di godronatura: Automazione CNC e materiali avanzati
La godronatura CNC si evolve rapidamente grazie ai nuovi materiali, all'automazione e ai progressi dell'apprendimento automatico. Queste tendenze porteranno ad alti livelli di versatilità, precisione ed efficienza nella prototipazione. Mentre il CNC ha un campo di applicazione più ampio nella godronatura, gli sviluppi futuri mirano a rafforzare l'automazione con l'intelligenza artificiale (AI) e i robot avanzati. Le tendenze future mirano a rendere autonome le macchine CNC con sistemi di cambio utensile integrati per il cambio automatico degli utensili di godronatura. Questa automazione ridurrà i tempi di inattività e porterà a livelli di produzione elevati. I sistemi futuri cercheranno sistemi robotici integrati per la post-lavorazione e la movimentazione dei pezzi. La capacità dei robot di caricare e scaricare i pezzi migliorerà la produzione continua e ridurrà al minimo i casi di incidenti sul lavoro.
L'apprendimento automatico (ML) e l'analisi predittiva stanno diventando la tecnologia di godronatura CNC, portando a livelli di precisione elevati. Ad esempio, gli ingegneri cercano di impiegare la manutenzione predittiva. Questo approccio consente di prevedere quando la macchina necessita di manutenzione, per aiutare la programmazione sequenziale della lavorazione dei pezzi. Il sistema includerà inoltre sistemi di visione e IA per rilevare eventuali difetti superficiali nel processo di godronatura.
Stanno emergendo anche nuovi materiali che cambiano la natura della godronatura CNC. Ad esempio, il settore aerospaziale utilizza materiali compositi come i polimeri rinforzati con fibre di vetro (GFRP) e le plastiche rinforzate con fibre di carbonio (CFRP). Questi compositi sono leggeri e più resistenti. La tecnologia di godronatura CNC è necessaria per adattarsi a questi materiali.
Conclusione
La zigrinatura è un importante processo ingegneristico che contribuisce a fornire una presa agli utensili e alle dita. La tecnologia dell'officina prevede la pressatura di un disegno sulla superficie dell'utensile. Il ruolo principale della zigrinatura nell'industria manifatturiera è quello di migliorare la presa del pezzo da lavorare. Questa presa facilita la manipolazione dell'utensile in aree in cui lo scivolamento può essere pericoloso.
La godronatura manuale esiste da molto tempo sui torni. I tecnici utilizzano diversi strumenti per eseguire il processo di godronatura. Esistono vari modelli di godroni, che creano diversi modelli di godronatura. Alcuni modelli di godronatura includono la godronatura diritta, la godronatura a diamante e la godronatura angolare.
La godronatura CNC è un processo automatizzato di creazione di modelli su un pezzo, sfruttando le capacità dei torni o delle fresatrici CNC. La godronatura manuale e quella CNC dipendono dalla precisione, dalla scala e dalla complessità. I produttori preferiscono la godronatura manuale per la creazione di prototipi unici, che richiede abilità manuale e flessibilità. Gli operatori preferiscono utilizzare la godronatura CNC nei casi in cui velocità e precisione sono fondamentali. Questo metodo di godronatura funziona bene su lavori con tolleranze strette, con conseguente uniformità della superficie.
Nella godronatura CNC, ogni prototipo risponde esattamente alle esigenze del cliente e alle specifiche dell'operatore, il che crea fiducia tra l'operatore e i clienti. La godronatura CNC si evolve rapidamente grazie ai nuovi materiali, all'automazione e ai progressi dell'apprendimento automatico. Queste tendenze porteranno ad alti livelli di versatilità, precisione ed efficienza nella prototipazione.











