

Nel nostro ultimo articolo abbiamo approfondito il tema della 'Che cos'è lo stampaggio a iniezione'. Per motivi di spazio, non ci siamo concentrati sugli stampi a iniezione. Siamo consapevoli che lo stampaggio a iniezione e gli stampi a iniezione per materie plastiche sono inseparabili. Questo articolo decodifica in modo esaustivo "cos'è uno stampo a iniezione di plastica", ricco di informazioni preziose. È ideale per i neofiti, i progettisti e gli operatori del settore.
Se volete saperne di più sui servizi di produzione di stampi a iniezione e sui loro casi di studio, cliccate su 'Servizi di produzione di stampi a iniezione'. Qui troverete servizi, preventivi e casi di studio offerti da FirstMold.

Che cos'è uno stampo a iniezione di plastica?
Definizione di stampo a iniezione di plastica
Gli stampi a iniezione per materie plastiche sono strumenti utilizzati per lo stampaggio a iniezione, un metodo utilizzato per la produzione di prodotti industriali in plastica. Abbiamo già parlato dello stampaggio a iniezione, un processo che prevede il riscaldamento della plastica (come pellet o fibre di plastica) fino allo stato fuso. Questa plastica fusa viene poi iniettata in stampi utilizzando una macchina per lo stampaggio a iniezione. Dopo il raffreddamento, il materiale si solidifica nella forma e nelle dimensioni desiderate. In parole povere, questo processo fonde i materiali solidi in un liquido, li inserisce in uno stampo fisso e attende che si raffreddino e solidifichino prima di essere rimossi.
In generale, la stragrande maggioranza dei prodotti che richiedono una produzione di massa (non solo quelli in plastica) si basa sugli stampi. La nascita dello sviluppo industriale è iniziata con la produzione di stampi, motivo per cui gli stampi sono spesso definiti la "madre dell'industria"!
Importanza degli stampi a iniezione nei processi di produzione
L'importanza delle muffe non può essere sottovalutata.
In primo luogo, gli stampi migliorano notevolmente la produttività e la qualità del prodotto. Rispetto alla produzione manuale, gli stampi possono trasformare le materie prime in parti o prodotti di forme specifiche in modo rapido e preciso. Allo stesso tempo, gli stampi possono espandere le linee di produzione sia in orizzontale che in verticale, aumentando così la produttività.
In secondo luogo, la produzione di stampi svolge un ruolo cruciale nei processi di produzione automatizzati e intelligenti. Grazie alla produzione di stampi, è possibile ridurre efficacemente i costi di produzione, aumentare l'efficienza produttiva e automatizzare completamente il processo di produzione.

Stampaggio a iniezione e macchine per lo stampaggio a iniezione
Abbiamo accennato al fatto che per produrre in serie prodotti in plastica utilizzando gli stampi, è necessaria l'assistenza di macchine per lo stampaggio a iniezione. Per chi non lo sapesse, si può semplicemente considerare una macchina per lo stampaggio a iniezione come uno strumento che inietta le materie prime plastiche nello stampo. La collaborazione tra lo stampo e la macchina per lo stampaggio a iniezione è il cosiddetto processo di stampaggio a iniezione.
Per chi fosse interessato a saperne di più sulle macchine per lo stampaggio a iniezione, può cliccare su "Macchine per lo stampaggio a iniezione" per scoprire ulteriori informazioni su di loro.
Nozioni di base sugli stampi a iniezione di plastica
Tipi di stampi a iniezione
Quando abbiamo parlato di stampaggio a iniezione, abbiamo notato che quello che spesso viene definito "stampaggio a iniezione" è in realtà, nella maggior parte dei casi, "stampaggio a iniezione di plastica". Il termine "plastica" viene spesso omesso nelle conversazioni, ma in realtà lo stampaggio a iniezione comprende vari tipi. Lo stampaggio a iniezione di plastica è solo uno di questi tipi.
Il rapporto tra "stampo a iniezione di plastica" e "stampo a iniezione" è simile. In questo articolo, ci concentriamo principalmente sugli argomenti relativi allo "stampo a iniezione di plastica".
Prima di addentrarci nella struttura degli stampi, è fondamentale comprendere i tipi di stampi a iniezione. Gli stampi a iniezione possono essere classificati in vari modi, in base a diversi criteri.
Per materiale del prodotto:
- Stampi a iniezione di plastica: Stampi a iniezione standard, di cui parliamo in questo articolo.
- Stampi a iniezione per metallo: Utilizzato per il processo di pressofusione che può produrre prodotti metallici come alluminio e zinco.
- Stampi ad iniezione in silicone: Per i prodotti in gomma siliconica, questo tipo è spesso utilizzato in campo medico e in cucina.
Per materiale dello stampo
- Stampi in alluminio: Leggero, economico e veloce da produrre. Ha una durata inferiore ed è ideale per la produzione di volumi medio-bassi.
- Stampi in acciaio: Molto durevoli e resistenti all'usura, adatti alla produzione di grandi volumi. Gli stampi in acciaio possono essere più costosi.
- Stampi in rame berillio: Spesso utilizzato nelle aree dello stampo che richiedono una rapida rimozione del calore o in inserti per migliorare la velocità di raffreddamento. Il rame berillio è il più costoso.
Per volume di produzione:
- Stampi per prototipi: Conosciuto anche come attrezzaggio rapido
- Stampi di produzione: Conosciuti anche come utensili di produzione. Sono progettati per la produzione di massa.
Per Runner System:
- Stampi per canali caldi: Stampi che utilizzano un dispositivo di riscaldamento per evitare che la massa fusa nel canale si solidifichi.
- Stampi a freddo: Stampi a iniezione in cui le guide si solidificano e vengono rimosse con il prodotto.
Per numero di cavità
- A cavità singola: Produce un pezzo per ciclo, a seconda della progettazione di stampi.
- Multi-cavità: Produce più pezzi per ciclo. Come per gli stampi a cavità singola, sono più comuni e dipendono dalla progettazione dello stampo.
Per meccanismo centrale:
- Stampo a due piastre: Struttura semplice e facile manutenzione.
- Stampo a tre piastre: Dispone di due livelli di separazione, che consentono di realizzare pezzi più complessi con più porte.
Per caratteristiche speciali:
- Stampi per la famiglia: Produce un insieme di pezzi diversi nello stesso ciclo, tipicamente usato per pezzi piccoli che vanno insieme nel prodotto finale.
- Stampo per inserti: Consente di incorporare parti metalliche in parti in plastica.
- Sovrastampaggio: Consiste nello stampaggio di plastica su una parte precedentemente stampata, utile per creare prodotti multimateriali come gli spazzolini da denti con un'impugnatura morbida.
- Stampo a due colpi: Si tratta di un tipo speciale di sovrastampaggio che consente di realizzare prodotti in plastica in materiali diversi, ma in un unico ciclo.

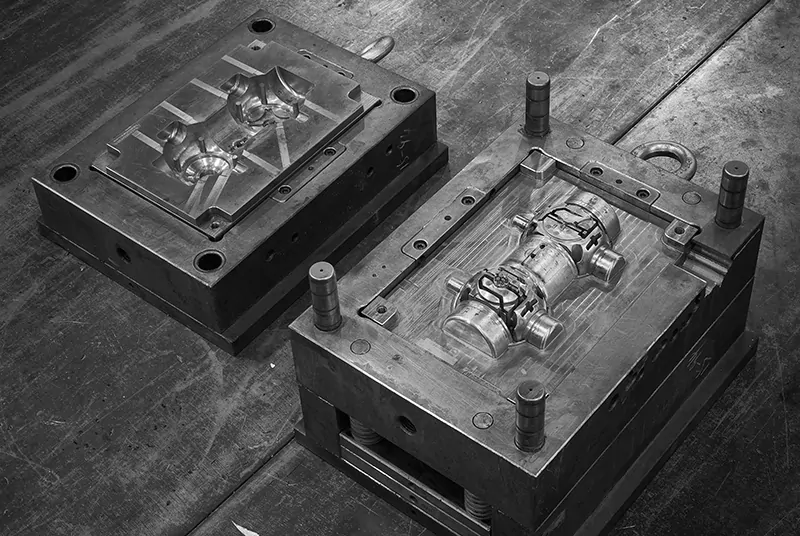
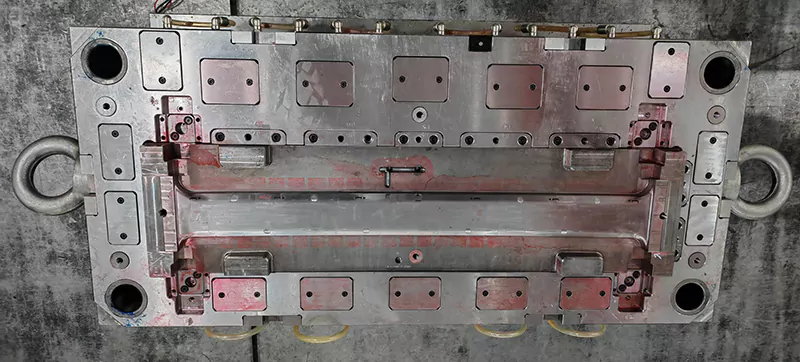
Struttura degli stampi a iniezione
Il sistema dello stampo a iniezione è costituito da diversi componenti critici, ognuno dei quali svolge un ruolo fondamentale nel processo di stampaggio. Qui forniamo una panoramica della struttura di base di uno stampo, sottolineandone la complessità. In seguito, introdurremo in dettaglio le funzioni, la struttura e le considerazioni di ciascun componente dello stampo. Per una conoscenza avanzata degli stampi, i lettori interessati possono visitare il sito "Componenti per stampi a iniezione". Ora discutiamo brevemente gli elementi fondamentali di uno stampo:
Sistema di stampaggio
Le parti di stampaggio formano la cavità dello stampo e comprendono inserti, anime dello stampo e anime laterali.
Sistema di regolazione
Il sistema di chiusura è un percorso di transizione che conduce la plastica fusa dall'ugello della macchina a iniezione alla cavità chiusa dello stampo. Comprende il canale principale, i canali secondari, le porte e i pozzetti di scarico a freddo. Oltre ai sistemi a canale freddo, vengono utilizzati anche sistemi a canale caldo.
Sistema di controllo della temperatura
Questo sistema mantiene la temperatura dello stampo entro un intervallo ottimale, coinvolgendo aspetti di raffreddamento e riscaldamento, anche se il raffreddamento è più comune. È dotato di canali di raffreddamento ad acqua, pozzi di raffreddamento e raffreddamento in rame berillio, con acqua, olio, rame berillio e aria come mezzi di controllo.
Sistema di espulsione e ritorno
Conosciuto anche come sistema di demolding o di espulsione, garantisce la rimozione sicura e senza danni del pezzo in plastica dallo stampo.
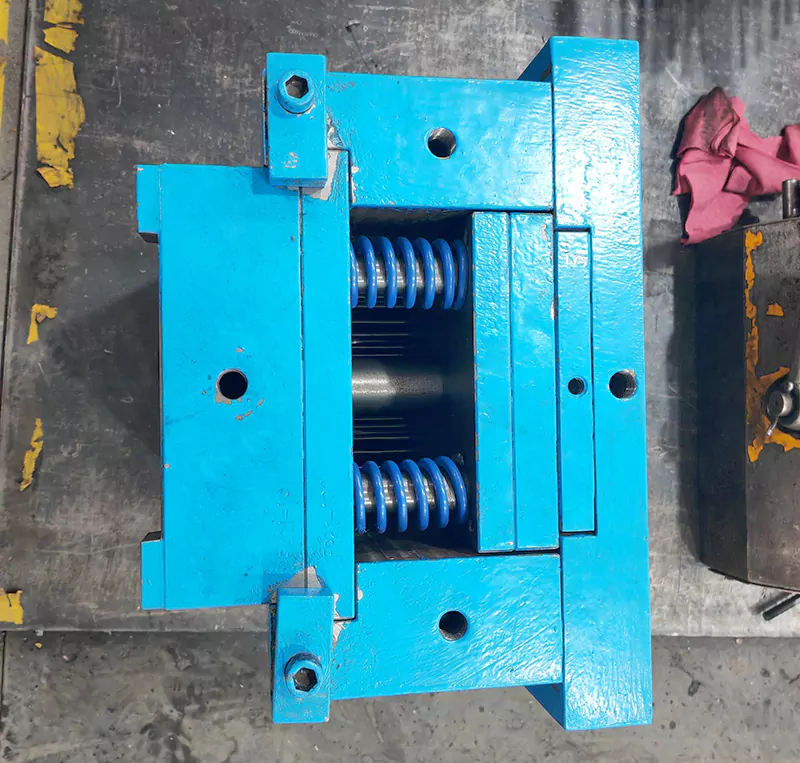
Sistema di guida
Questo sistema comprende componenti di guida. I componenti di guida sono costituiti principalmente da perni e boccole di guida per la cavità e l'anima dello stampo e da scanalature di guida per le guide. Il posizionamento comprende blocchi di bloccaggio e strutture di posizionamento coniche.
Sistema a scorrimento
Per i pezzi in plastica con sporgenze laterali o fori, le guide (o gli inserti) devono essere tirate prima dell'espulsione. Questo meccanismo coinvolge perni angolari di scorrimento, cursori, scanalature a T, cilindri idraulici e parti di posizionamento a molla.
Sistema di ventilazione
Il sistema di sfiato espelle l'aria dalla cavità dello stampo quando il materiale fuso la riempie e la lascia entrare durante l'apertura dello stampo per evitare il vuoto. Lo sfiato può avvenire tramite sfiati della linea di divisione, sfiati delle scanalature, sfiati degli inserti, sfiati delle aste, perni di sfiato, ecc.
Flusso di lavoro della produzione di stampi a iniezione
I video che si vedono spesso sulla lavorazione degli stampi mostrano in genere tecniche quali Lavorazione CNC, elettroerosione (Electrical Discharge Machining) e taglio a filo. Tuttavia, il lavoro vero e proprio prevede molte fasi meticolose prima e dopo questi processi. Solo grazie a queste fasi possiamo garantire che gli stampi non presentino difetti di stampaggio a iniezione durante il loro utilizzo finale.
Normalmente, un'azienda produttrice di stampi segue queste fasi, dal ricevimento dell'ordine di costruzione dello stampo alla consegna del prodotto finito:
| Passo | Descrizione |
| 1 | Ricevere gli ordini e i disegni degli stampi |
| 2 | Revisione del Design for Manufacturability (DFM) |
| 3 | Approvazione del DFM da parte del cliente |
| 4 | Revisione della progettazione dello stampo |
| 5 | Approvazione del progetto dello stampo da parte del cliente |
| 6 | Ordinare i materiali dello stampo in base al progetto dello stesso |
| 7 | Ricevere i materiali dello stampo in fabbrica |
| 8 | Foratura profonda |
| 9 | Programmazione della lavorazione CNC |
| 10 | Lavorazione con elettroerosione a filo |
| 11 | Lavorazione in elettroerosione |
| 12 | Montaggio degli inserti |
| 13 | Adattamento allo stampo |
| 14 | Adattamento allo stampo per linea di separazione e angolo di sformo |
| 15 | Lavoro di follow-up su linea di demarcazione e angolo di sformo |
| 16 | Lucidatura |
| 17 | Assemblaggio dello stampo |
| 18 | Prova di muffa |
Materiali utilizzati negli stampi a iniezione
I materiali utilizzati nella produzione di stampi sono incredibilmente vari e comprendono metalli, plastiche, non metalli inorganici e paraffina, ognuno dei quali trova la sua nicchia in base alle esigenze e alla domanda specifiche.
In particolare, l'acciaio è il materiale più utilizzato nella costruzione degli stampi. La conoscenza dei materiali per stampi è essenziale per gli impianti di produzione di stampi. I progettisti e i neofiti hanno bisogno solo di una conoscenza di base, quindi qui elenchiamo alcuni materiali in acciaio comunemente utilizzati per la costruzione di stampi:
Acciaio
- 45 - Acciaio strutturale al carbonio di alta qualità, il più comunemente usato acciaio al carbonio medio bonificato.
- Q235A (acciaio A3) - L'acciaio strutturale al carbonio più comunemente utilizzato.
- 40Cr - Uno degli acciai più utilizzati, appartiene agli acciai strutturali legati.
- HT150 - Ghisa grigia.
- 35 - Materiale comune per vari componenti e dispositivi di fissaggio standard.
- 65Mn - Acciaio per molle comunemente utilizzato.
- 0Cr18Ni9 - L'acciaio inossidabile più comunemente utilizzato (acciaio americano di grado 304, acciaio giapponese di grado SUS304).
- Cr12 - Acciaio per stampi per lavorazioni a freddo comunemente utilizzato (acciaio statunitense di grado D3, acciaio giapponese di grado SKD1).
- DC53 - Acciaio per stampi giapponese comunemente utilizzato per la lavorazione a freddo.
- DCCr12MoV - Acciaio al cromo resistente all'usura.
- SKD11 - Robusto acciaio al cromo.
- D2 - Acciaio per lavorazioni a freddo ad alto tenore di carbonio e alto tenore di cromo.
- SKD11 (SLD) - Acciaio ad alto tenore di cromo resistente alle deformazioni.
- DC53 - Acciaio ad alta tenacità e alto tenore di cromo.
- SKH-9 - Acciaio universale ad alta velocità resistente all'usura e ad alta tenacità.
- ASP-23 - Acciaio ad alta velocità con metallurgia delle polveri.
- P20 - Generalmente utilizzato per stampi in plastica di grandi dimensioni con requisiti moderati.
- 718 - Utilizzato per stampi in plastica di grandi dimensioni ad alta richiesta.
- Nak80 - Utilizzato per stampi in plastica ad alta lucentezza e precisione.
- S136 - Resistente alla corrosione e richiede la lucidatura a specchio degli stampi in plastica.
- H13 - Comunemente utilizzato per gli stampi di pressofusione.
- SKD61 - Stampi per pressofusione di alta gamma.
- 8407 - Stampi per pressofusione di alta gamma.
- FDAC - Zolfo aggiunto per migliorare la lavorabilità.
Alluminio
La lega di alluminio è composta principalmente da alluminio, con una piccola quantità di altri metalli aggiunti come elementi di lega. Questo materiale si ottiene attraverso una serie di lavorazioni e trattamenti.
Le leghe di alluminio comunemente utilizzate negli stampi comprendono la lega di alluminio-silicio e la lega di alluminio-magnesio. La lega di alluminio-silicio è nota per l'elevata durezza e la buona tenacità, mentre la lega di alluminio-magnesio vanta un'elevata forza e una buona resistenza al calore. Entrambe possono essere scelte in base alle diverse esigenze di lavorazione. Gli stampi in lega di alluminio sono utilizzati principalmente nella pressofusione, nella colata a gravità e nella colata a bassa pressione e offrono vantaggi quali l'elevata precisione di stampaggio e la buona qualità della superficie.

Rame berillio
Il rame berillio svolge un ruolo importante nella costruzione di stampi grazie alle sue proprietà uniche:
Miglioramento della durezza dello stampo e della resistenza all'usura: Il rame berillio offre una maggiore durezza e resistenza all'usura rispetto alle leghe di rame generiche. Ciò consente di creare stampi con nuclei e cavità di elevata durezza, che possono essere utilizzati per lunghi periodi senza subire danni.
Miglioramento della conducibilità termica degli stampi: La conducibilità termica del rame berillio supera quella delle leghe di rame standard, rendendolo un materiale efficace per i riscaldatori degli stampi. Aumenta l'efficienza del riscaldamento degli stampi e ne migliora la conducibilità termica. Questo porta a un riscaldamento più uniforme del prodotto, aumentando così l'efficienza della produzione.
Aumento della precisione e della stabilità degli stampi: Il rame berillio può essere utilizzato per produrre montanti di guida dello stampo e piastre dello stampo ad alta resistenza e durezza. Questo migliora la stabilità e la precisione dello stampo, garantendo la qualità del prodotto.
Montaggio e lucidatura degli stampi
Dopo aver completato la lavorazione dello stampo, due fasi indispensabili sono la lucidatura e il montaggio dello stampo.
La lucidatura degli stampi ha una duplice funzione. In primo luogo, migliora la scorrevolezza dello stampo, assicurando che gli articoli prodotti abbiano una superficie pulita, attraente ed esteticamente gradevole. In secondo luogo, facilita la sformatura, evitando che la plastica si attacchi allo stampo. Il processo prevede l'uso di pietre ad olio, carta vetrata e composti lucidanti per levigare la superficie della cavità dello stampo, con l'obiettivo di ottenere una finitura a specchio.
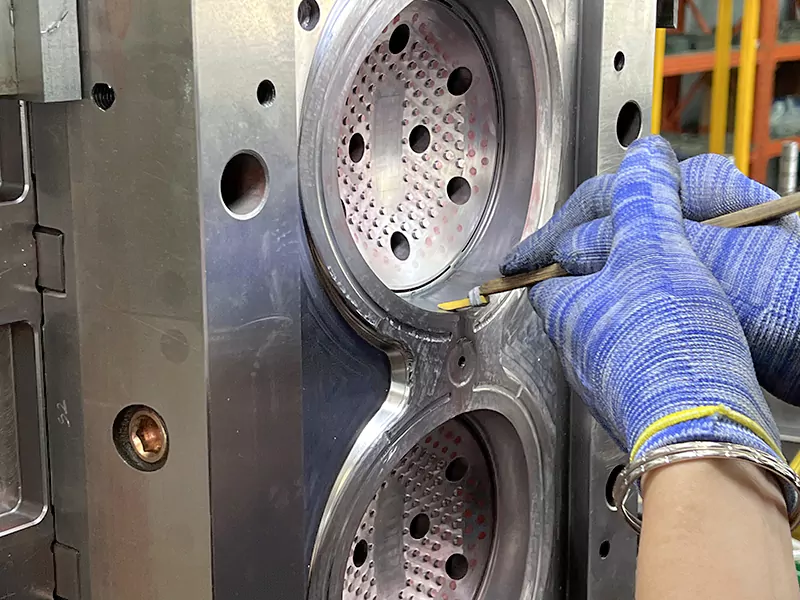
Il montaggio dello stampo, solitamente effettuato con una macchina specifica, verifica la corrispondenza di precisione tra l'anima dello stampo e la cavità dello stampo.

A volte i processi di lucidatura e montaggio dello stampo si alternano fino alla realizzazione dello stampo finale.
Questo approccio garantisce sia la qualità estetica del prodotto che l'efficienza del processo di stampaggio.
Protezione, manutenzione e riparazione della muffa
La protezione degli stampi è fondamentale a causa della loro specificità, precisione e vulnerabilità. Ciò è particolarmente importante per i produttori di stampi e anche per i clienti che acquistano stampi per lo stampaggio a iniezione nei propri stabilimenti. Le misure di protezione possono essere riassunte come segue:
Prevenzione della ruggine: Per evitare la ruggine causata da perdite d'acqua, condensa, esposizione alla pioggia o impronte digitali sugli stampi a iniezione.
Prevenzione degli incidenti: Per evitare danni dovuti alla rottura dei perni di espulsione o al loro mancato rientro.
Rimozione delle bave: Per evitare bave causate da pulizia impropria, punzonatura del materiale, pulizia manuale, contatto con pinze o coltelli per materozze.
Prevenzione delle parti mancanti: Per garantire che non si verifichino danni dovuti alla mancanza di componenti come aste o rondelle durante l'uso.
Prevenzione dei danni da compressione: Per evitare danni quando lo stampo si chiude con i prodotti ancora all'interno.
Prevenzione dei danni da bassa pressione: Per evitare danni dovuti a impostazioni di protezione dalla bassa pressione troppo elevate.
Riparazione della muffa
Anche se non ci addentreremo nei dettagli di riparazione della muffa, È essenziale seguire alcuni principi di protezione durante la manutenzione:
- Evitare di danneggiare o bagnare lo stampo durante lo smontaggio. Muoverlo in modo fluido.
- Riscaldare lo stampo prima di spruzzare una piccola quantità di distaccante.
- Eseguire un'ispezione completa e applicare misure antiruggine. Asciugare con cura e rimuovere i detriti da cavità, anime, meccanismi di espulsione e guide, quindi spruzzare un antiruggine per stampi e applicare del grasso.
Manutenzione della muffa
Durante il funzionamento continuo, gli stampi richiedono manutenzione a causa dell'usura delle parti, del degrado dei lubrificanti, delle perdite d'acqua e dei danni da compressione dei materiali plastici.
La manutenzione degli stampi si divide generalmente in manutenzione giornaliera e manutenzione dei tempi di inattività.
Manutenzione giornaliera comprende:
- Rimozione regolare della ruggine (base dello stampo, superfici della linea di separazione, cavità, anime, ecc.)
- Riapplicare regolarmente i lubrificanti (sistema di espulsione, sollevatori, ecc.).
- Sostituzione regolare delle parti soggette a usura (aste, bulloni, ecc.).
Manutenzione in tempo di inattività richiede l'intervento di tecnici professionisti per lo smontaggio dello stampo e l'esecuzione di test professionali e la protezione delle cavità dello stampo, dei perni di espulsione, ecc.
Questo approccio strutturato garantisce la qualità e la durata dello stampo, mantenendo prestazioni ottimali nel processo di produzione.
Stampo a iniezione di plastica avanzato
Progettazione di stampi
La progettazione degli stampi è la fase più critica del processo di produzione degli stampi e influisce direttamente sulla qualità del prodotto finale. Questa fase è anche di grande interesse per molti dei miei amici. Cominciamo con l'esaminare le qualifiche necessarie per un tipico progettista di stampi presso FirstMold, come indicato nei requisiti del loro annuncio di lavoro:
Descrizione del lavoro:
- Responsabile della progettazione di stampi in base al programma di sviluppo di nuovi prodotti.
- Organizzare e partecipare a varie revisioni della struttura di progettazione degli stampi (DFM).
- Collaborare alla risoluzione di problemi tecnici e di qualità durante la produzione e il collaudo degli stampi.
- Organizzare e partecipare al collaudo dello stampo per garantirne l'accettazione senza problemi.
- Identificare i difetti dei prodotti e degli stampi e migliorarli.
Requisiti della posizione:
- Almeno 5 anni di esperienza nel settore delle materie plastiche e della progettazione, passione per la progettazione di stampi.
- Conoscenza di software di disegno come AutoCAD, UG, CATIA.
- In grado di produrre autonomamente disegni di progettazione di stampi in plastica.
- Buone capacità di comunicazione e coordinamento, obbedienza alla direzione, forte capacità di esecuzione.
- Responsabile della progettazione 3D di stampi per parti in plastica.
- Responsabile della creazione di disegni di lavorazione.
- Guidare, gestire, coordinare e risolvere tempestivamente i problemi tecnici che si presentano durante il processo di produzione.
Questo annuncio di lavoro evidenzia efficacemente la complessità della progettazione degli stampi. Quindi, come si svolge il processo di progettazione degli stampi?
Processo principale di progettazione di stampi professionali
Il cliente fornisce il disegno del prodotto → Analizzare il prodotto → Confermare il tipo di plastica → Confermare il materiale dello stampo → Convertire in disegni ingegneristici → Applicare il restringimento per l'immagine speculare → Perfezionare il disegno di assemblaggio → Ordinare la base dello stampo → Ordinare il materiale dell'anima dello stampo → Progettare lo stampo→ Suddivisione dello stampo in 3D → Determinare il sistema di guide/gate → Progettare la struttura in base al disegno del layout → Smontare gli inserti → Correggere i disegni 3D → Produrre i disegni ingegneristici (anima dello stampo/inserti/base dello stampo/parti varie) → Creare la distinta base → Correggere e revisionare.
Questo processo coinvolge anche i criteri su cui si basano i progettisti di stampi per la loro progettazione.
Criteri per la progettazione degli stampi
La base principale è costituita dai disegni dei prodotti e dai campioni forniti dal cliente. I progettisti devono analizzare e comprendere a fondo il prodotto e il campione, controllando tutti gli elementi uno per uno durante il processo di progettazione.
Precisione delle dimensioni
Per i prodotti in plastica che richiedono un aspetto estetico elevato ma una bassa precisione dimensionale, come i giocattoli, oltre alle dimensioni trasferite, è sufficiente che altre dimensioni corrispondano bene.
Per i prodotti con requisiti rigorosi in termini di aspetto e dimensioni, è necessario considerare se gli angoli di sformo sono ragionevoli, l'uniformità e lo spessore delle pareti del prodotto, il tipo di plastica (scegliendo l'acciaio dello stampo e determinando il tipo di materiale da utilizzare). tasso di ritiro), i requisiti di superficie e il colore del prodotto. In genere, il colore non ha un impatto diretto sulla progettazione dello stampo. Tuttavia, nel caso di prodotti con pareti spesse o esterni di grandi dimensioni, è più probabile che si verifichino colori non uniformi; inoltre, più scuro è il colore, più evidenti sono i difetti.
Postelaborazione del prodotto
Se il prodotto richiede la placcatura superficiale, soprattutto per gli stampi a più cavità, è necessario considerare l'installazione di guide ausiliarie per mantenere i prodotti collegati fino al completamento del processo di placcatura e poi separati.
Volume del prodotto
Il volume di produzione è una base importante per la progettazione degli stampi. Il cliente deve fornire un intervallo per decidere il numero di cavità, le dimensioni, la scelta del materiale per lo stampo e la sua durata.
Specifiche della macchina per lo stampaggio a iniezione
Altri requisiti del cliente
I progettisti devono considerare e verificare la conformità a questi requisiti.
Esempi di buone e cattive progettazioni di stampi
Una buona o una cattiva progettazione dello stampo può avere un impatto significativo sulla qualità, sull'efficienza produttiva e sui costi del prodotto finale. Ecco alcuni esempi di progettazione di stampi buoni e cattivi:
Buona progettazione dello stampo
- Il design dello stampo consente un raffreddamento e una ventilazione adeguati per garantire una qualità uniforme e costante del prodotto.
- Lo stampo è stato progettato con una forma semplice e snella che consente un facile rilascio del prodotto finito.
- La progettazione dello stampo tiene conto del tipo di plastica utilizzata e delle specifiche del prodotto previsto per garantire un riempimento corretto e uno scarto minimo.
- Il design dello stampo include caratteristiche quali perni di espulsione e sollevatori per facilitare la rimozione del prodotto finito.
- Lo stampo è progettato per durare nel tempo, utilizzando materiali di alta qualità in grado di resistere alle alte temperature e pressioni del processo di stampaggio a iniezione.
Cattiva progettazione dello stampo
- Il design dello stampo non garantisce un raffreddamento adeguato, con il risultato di prodotti non uniformi o deformati.
- La progettazione dello stampo è troppo complessa o include caratteristiche non necessarie, con conseguenti difficoltà nel rilascio del prodotto e costi di produzione più elevati.
- La progettazione dello stampo non tiene conto del tipo di plastica utilizzata o delle specifiche del prodotto previsto, con conseguente riempimento eccessivo, insufficiente o altri problemi di qualità.
- Il design dello stampo non include caratteristiche necessarie come perni di espulsione o sollevatori, con conseguenti difficoltà di rimozione del prodotto e tempi di produzione più lunghi.
- Lo stampo è progettato con materiali di bassa qualità che sono soggetti a danni o usura, con conseguenti costi di manutenzione più elevati e una minore efficienza produttiva.
Se aspirate a diventare progettisti di stampi o se siete già progettisti di prodotti che mirano a creare prodotti migliori, FirstMold vi consiglia di leggere i nostri articoli sulla "Progettazione degli stampi".
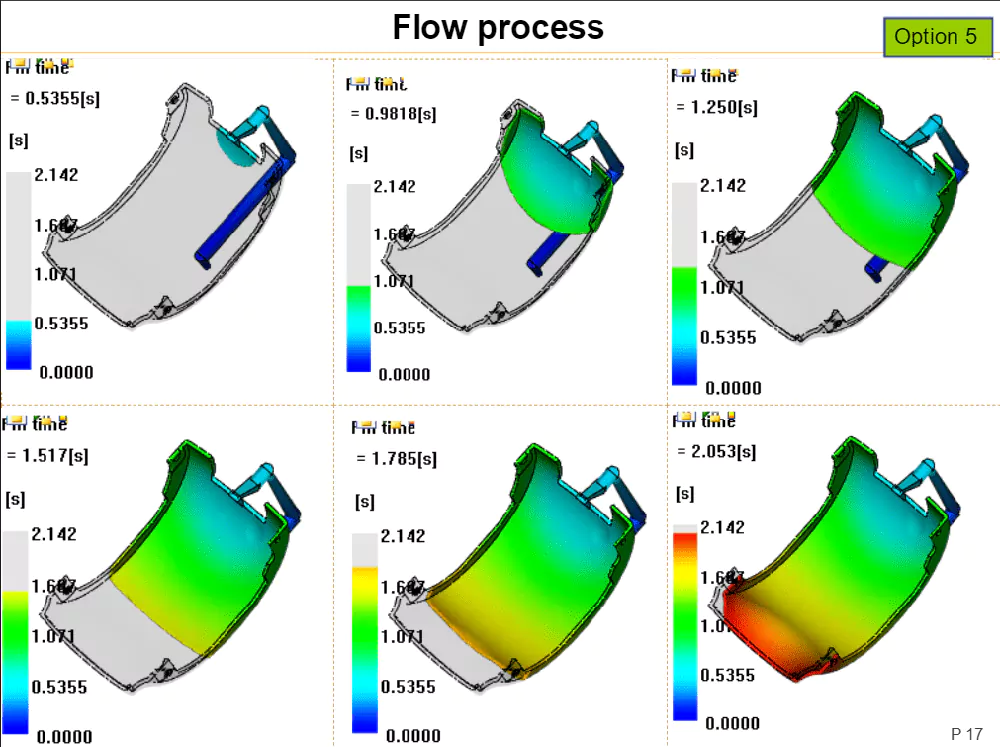
Analisi del flusso dello stampo
L'analisi del flusso dello stampo è utilizzata principalmente nel processo di progettazione e produzione di stampi per materie plastiche. La simulazione e l'analisi del flusso, del raffreddamento e della deformazione della plastica all'interno degli stampi aiuta gli ingegneri a comprendere meglio il processo di stampaggio della plastica, a prevedere e risolvere potenziali problemi e a ottimizzare i parametri di progettazione degli stampi e del processo produttivo. In particolare, l'analisi del flusso dello stampo ha le seguenti finalità:
Ottimizzazione del design del prodotto:
L'analisi del flusso dello stampo consente di valutare la fattibilità e l'affidabilità dei progetti di prodotto e di prevedere e risolvere potenziali problemi come i segni di affondamento e i segni di flusso, ottimizzando così il progetto del prodotto per migliorare la qualità e le prestazioni.
Ottimizzazione della progettazione degli stampi:
Aiuta gli ingegneri a comprendere i processi di flusso e raffreddamento della plastica negli stampi e a prevedere la temperatura dello stampo, il tempo di raffreddamento e gli effetti del raffreddamento, ottimizzando così la progettazione dello stampo per migliorarne la qualità e la durata.
Ottimizzazione dei parametri del processo produttivo:
L'analisi del flusso dello stampo consente agli ingegneri di comprendere il comportamento del flusso e del raffreddamento della plastica negli stampi, prevedendo la pressione di iniezione ottimale, il tempo di iniezione e la temperatura dello stampo, oltre ad altri parametri del processo produttivo, migliorando così l'efficienza della produzione e la qualità del prodotto.
Riduzione del numero di test sui prototipi:
Prevedendo e risolvendo i potenziali problemi prima della produzione dello stampo, l'analisi del flusso dello stampo può ridurre il numero di test sui prototipi, abbreviare il ciclo di ricerca e sviluppo e ridurre i costi di ricerca e sviluppo.
Migliorare la qualità e le prestazioni dei prodotti:
L'analisi del flusso dello stampo aiuta gli ingegneri a comprendere le caratteristiche strutturali e prestazionali dei prodotti, prevedendo e risolvendo potenziali problemi per migliorare la qualità e le prestazioni del prodotto.
L'analisi del flusso dello stampo può essere considerata come una revisione DFM (Design for Manufacturing) di livello superiore. Un'analisi completa del flusso dello stampo è solitamente a pagamento, anche se ciò dipende dalla strategia commerciale delle diverse aziende di stampi o di stampaggio a iniezione.
Risoluzione dei problemi di stampaggio a iniezione
Nel nostro articolo sullo stampaggio a iniezione, abbiamo parlato anche dei difetti dello stampaggio a iniezione. I difetti di stampaggio a iniezione possono essere influenzati da diversi fattori, come una progettazione inadeguata dello stampo, un controllo inadeguato del processo di iniezione e problemi di materiale. I difetti più comuni nello stampaggio a iniezione includono:
- Flash (Burrs)
- Deformazione (Warping)
- Segni di lavandino
- Scatti brevi
- Segni di bruciatura
- Linee di saldatura (linee di maglia)
- Jetting
- Vuoti di vuoto (sacche d'aria)
- Segni di flusso (linee di flusso)
- Striature d'argento (segni di strombatura)
Le aziende produttrici di stampi devono essere altamente competenti nell'affrontare questi difetti. In un certo senso, una delle misure della qualificazione di un produttore di stampi è la sua capacità di affrontare efficacemente questi difetti di stampaggio a iniezione.
Conclusione
Lo stampaggio a iniezione è un mestiere affascinante. Un buon designer di prodotti deve conoscerne le basi per creare prodotti pratici dal punto di vista del materiale, del ciclo di lavorazione e del design del prodotto stesso. La conoscenza degli stampi a iniezione va ben oltre. FirstMold è un'azienda che ama condividere le conoscenze. Se avete domande, non esitate a contattarci all'indirizzo [email protected].











