

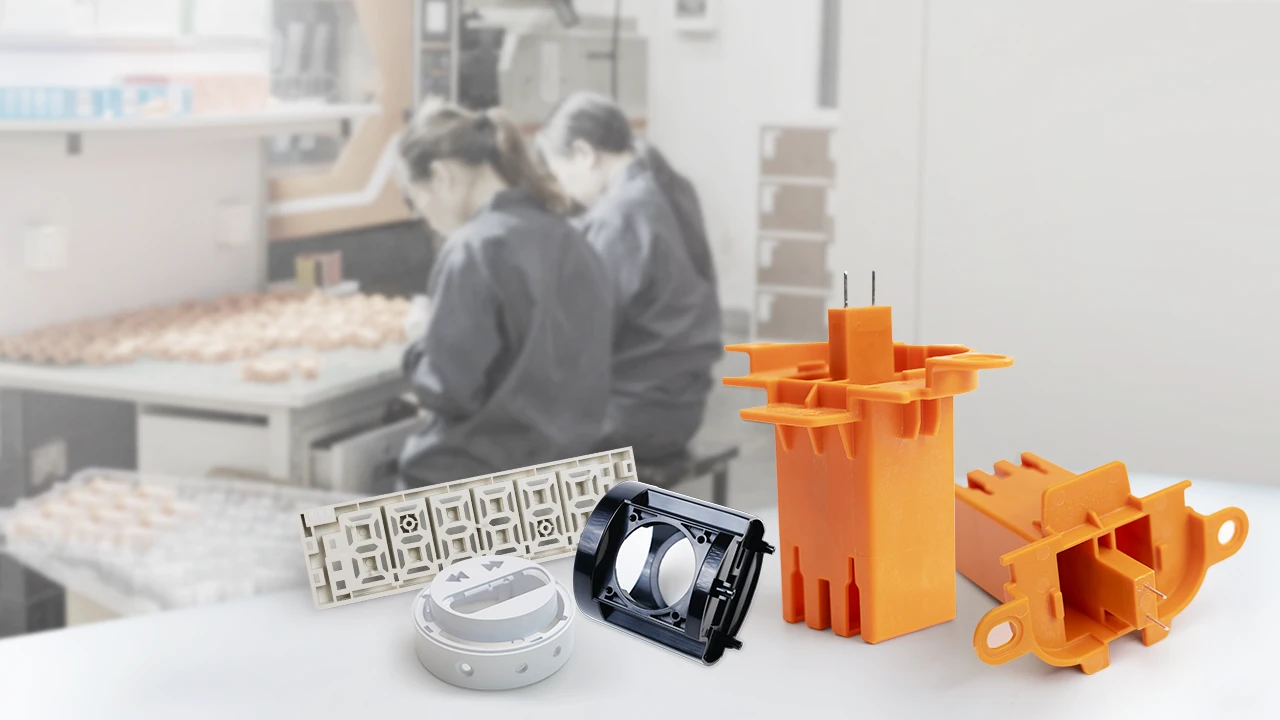
Nel mondo dello sviluppo dei prodotti, portare un prodotto da un bellissimo disegno in 3D a un oggetto fisico e tangibile è una sfida. La maggior parte delle persone non si ferma mai a pensare agli aspetti tecnici che stanno dietro a questi semplici oggetti che riempiono le nostre vite.
Lo stampaggio a iniezione è un processo di produzione in cui un materiale viene fuso e quindi iniettato in una cavità dello stampo per produrre pezzi. Un cilindro riscaldato fonde il materiale e, dopo averlo iniettato nella cavità dello stampo, si raffredda e si solidifica, formando le caratteristiche del pezzo desiderato. I materiali utilizzati possono essere plastica, metalli, vetri e i più comuni polimeri termoplastici e termoindurenti. [1].

Nella produzione moderna, lo stampaggio a iniezione è diventato la pietra miliare della produzione. Si consideri, ad esempio, una macchina che lavora per pochi secondi per ciclo. Se funziona per un giorno intero, può produrre migliaia di pezzi. Questi alti tassi di produzione consentono alle industrie di soddisfare rapidamente le esigenze del mercato. Inoltre, uno stampo a tenuta stagna può formare un pezzo, indipendentemente dalla sua complessità.
Inoltre, la sua capacità di accogliere materiali diversi la rende adatta a diverse applicazioni. I materiali plastici hanno dominato questo settore rispetto ad altri materiali come i metalli. Per questo motivo, se qualcuno non specifica il materiale, è lecito pensare che si stia riferendo allo stampaggio a iniezione di plastica.

Storia dello stampaggio a iniezione
Il primo brevetto per una macchina per lo stampaggio a iniezione è stato rilasciato nel 1872 da John W. Hyatt e i suoi fratelli. Si trattava di un semplice dispositivo a stantuffo, simile a una siringa, che iniettava celluloide attraverso un cilindro riscaldato e in uno stampo. Produceva pezzi semplici come bottoni, pettini per capelli e fermagli.
All'inizio del 1900, i chimici tedeschi Arthur Eichengrün e Theodore Becker inventarono una forma solubile di acetato di cellulosa meno infiammabile del nitrato di cellulosa.
Negli anni '40, nel periodo che precede la Seconda Guerra Mondiale, la domanda di prodotti a basso costo e prodotti in serie si intensificò, facendo salire alle stelle l'esperienza del settore. Ci fu un grande sviluppo di molte termoplastiche, come il cloruro di polivinile (PVC) e il polistirene, che sono ancora attuali. La guerra ha colpito le risorse tradizionali come il metallo e la gomma, riducendone la disponibilità. Le materie plastiche rappresentarono una soluzione e lo stampaggio a iniezione permise di produrre parti in plastica in modo efficiente. Lo sviluppo della macchina a iniezione a vite per estrusione, nel 1946, da parte di James Watson Hendry, ha portato a progressi nel processo di stampaggio a iniezione della plastica, che è ancora oggi lo standard. La macchina ha permesso un maggiore controllo del processo di iniezione, consentendo la produzione di pezzi di alta qualità. [2].
All'interno del flusso di lavoro dello stampaggio a iniezione
Il ciclo di lavoro dello stampaggio a iniezione può essere suddiviso in 6 fasi chiave. Questo ciclo ripetibile facilita la produzione di massa di pezzi simili con un'elevata efficienza.

1. Morsetto di bloccaggio
Il sistema di bloccaggio dello stampo è costituito da due metà che consentono l'apertura e la chiusura dello stampo. Questa operazione viene eseguita con una forza maggiore per evitare che si apra durante l'iniezione ad alta pressione. Il processo richiede un'elevata precisione con un cambio di velocità "lento-veloce-lento" per ridurre i danni allo stampo e al prodotto e minimizzare il rumore dovuto alle forti vibrazioni. Le dimensioni della pressa di stampaggio determinano il tempo necessario per questa fase.
2. Iniezione
Una volta che la cavità dello stampo è completamente chiusa, il cilindro riscaldato e i pellet di plastica fusi vengono trasformati in uno stato fuso. Il liquido viene iniettato nello stampo ad altissima pressione per riempire ogni dettaglio della cavità. Durante questo processo è prevista una temperatura costante.
3. Abitazione
Dopo che la plastica fusa ha riempito lo stampo, viene applicata una pressione. La pressione viene trattenuta per garantire che il liquido riempia ogni parte della cavità, in modo che il pezzo prodotto sia completamente identico allo stampo.
4. Raffreddamento
La plastica fusa all'interno della cavità viene lasciata raffreddare e solidificare nella forma desiderata. I canali di raffreddamento all'interno dello stampo, attraverso i quali circolano rapidamente acqua e olio, facilitano il processo di raffreddamento. Lo spessore del pezzo e le proprietà del materiale influenzano il tempo di raffreddamento.
5. Espulsione
Dopo il raffreddamento, i perni di espulsione spingono fuori il pezzo finito all'apertura dello stampo. Sono posizionati in modo strategico per evitare di danneggiare il pezzo. Lo stampo si chiude e il ciclo continua.
6. Post-elaborazione
Dopo l'espulsione, il pezzo potrebbe essere ancora caldo, quindi è necessario un ulteriore raffreddamento. Vengono eseguite ulteriori operazioni secondarie, come la rifilatura dei materiali in eccesso, la verniciatura e l'assemblaggio. I controlli di qualità e il materiale di scarto possono essere riciclati e reimmessi nel processo.
Conoscere i tipi di stampaggio a iniezione
I processi di stampaggio a iniezione dipendono dai requisiti del prodotto. La loro classificazione si basa su sistemi specializzati, materiali e design dello stampo.
Classificazione in base al design dello stampo
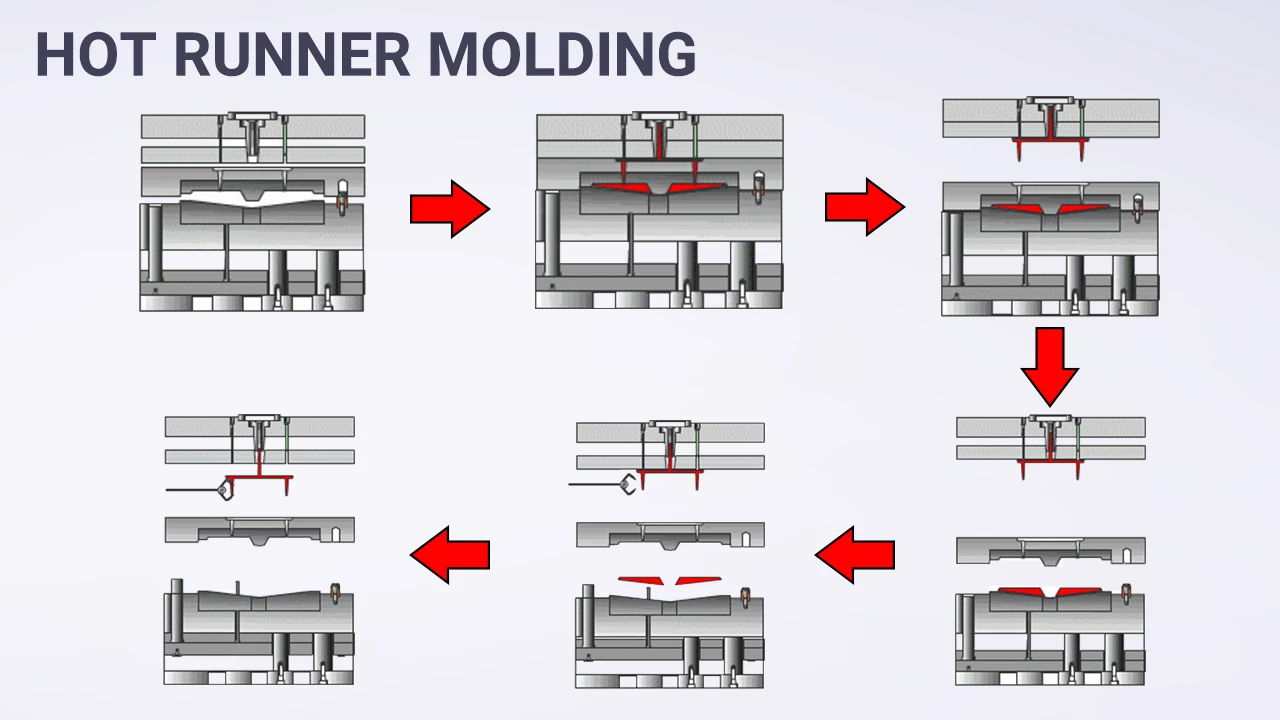
Stampaggio a canale caldo
Stampaggio a canale caldo è un sistema di alimentazione con collettori riscaldati di barre o bobine che mantengono la plastica fusa, impedendone la solidificazione. Quando viene espulso, il pezzo finito esce senza le guide. Il pezzo stampato esce pulito, senza plastica aggiuntiva, riducendo così gli scarti e il tempo di ciclo. Non è quindi necessario procedere alla riaffilatura e alla post-lavorazione.
Alcuni limiti dei sistemi a canale caldo sono gli elevati costi di installazione e manutenzione. È inoltre necessaria una specializzazione per supervisionare il processo. È anche difficile pulire i canali o assicurarsi che la plastica sia completamente esaurita, perché sono nascosti. Questo diventa un problema quando si ha a che fare con variazioni di colore o materiali sensibili al calore.
Stampaggio a freddo
Il sistema del canale di colata non è riscaldato e la plastica si solidifica insieme al pezzo. Al momento dell'espulsione, il canale di colata viene separato dal pezzo finito mediante taglio o rifilatura. Tuttavia, ciò dipende dalla piastra dello stampo utilizzata, poiché alcune possono separarsi. Sono più facili da mantenere, pulire, cambiare colore, progettare iterazioni e lavorare con materiali diversi, poiché le porte e le posizioni delle guide sono modificabili.
Uno svantaggio di questo sistema è la generazione di scarti eccessivi a ogni ciclo. La possibilità di macinare e rilavorare influisce sul prodotto finale, poiché l'uso ripetuto ne altera le proprietà.

Classificazione per materiali di stampaggio a iniezione
Stampaggio a iniezione di plastica
La forma più diffusa di stampaggio a iniezione, che utilizza come materie prime polimeri termoplastici e resine termoindurenti. Il riscaldamento dei pellet di plastica li trasforma in plastica fusa e li introduce nella cavità dello stampo. Una volta raffreddati, si adattano alla forma dello stampo. I materiali termoplastici non subiscono un degrado significativo delle loro proprietà anche dopo un uso ripetuto. I termoindurenti subiscono un cambiamento chimico dopo il riscaldamento, quindi sono difficili da riutilizzare.
Suggerimenti: In genere, quando si parla di "stampaggio a iniezione", ci si riferisce soprattutto allo "stampaggio a iniezione di plastica". Se avete prodotti in plastica che devono essere fabbricati, vi consigliamo di visitare il sito "Servizi di stampaggio a iniezione di plastica" per ottenere maggiori informazioni.

Stampaggio a iniezione di metallo (MIM)
Utilizza materie prime di polveri metalliche fini (acciaio inossidabile, titanio) mescolate con un legante plastico. Simile all'iniezione di plastica, viene riscaldato, iniettato e raffreddato nello stampo. La parte che si raffredda è chiamata "parte verde"; tuttavia, il processo non è ancora completo. La parte verde viene sottoposta a ulteriori lavorazioni, tra cui il deceraggio e la sinterizzazione, per rimuovere il legante plastico e applicare temperature elevate per fondere le particelle metalliche della parte finale.
È vantaggioso per creare parti metalliche che in precedenza non erano possibili con i metodi tradizionali. Tuttavia, il suo principale limitazione è che è un po' costoso e limitato a pezzi di piccole dimensioni e a volumi ridotti.
Suggerimenti: Fare clic per verificare ulteriori informazioni su "Tecnologia MIM“.

Classificazione per processi specializzati
Stampaggio a iniezione assistito da gas
Un gas inerte pressurizzato (si usa l'azoto) viene iniettato nello stampo dopo che la plastica fusa ha formato una sezione cava, aumentando così la velocità di raffreddamento. Aiuta a ridurre le deformazioni e a ottenere una finitura superficiale liscia. Tuttavia, è applicabile solo per stampi a cavità singola, con alcuni materiali che reagiscono con il gas e cambiano le loro proprietà.
Suggerimenti: Clicca per saperne di più su "Stampaggio a iniezione assistito da gas“.

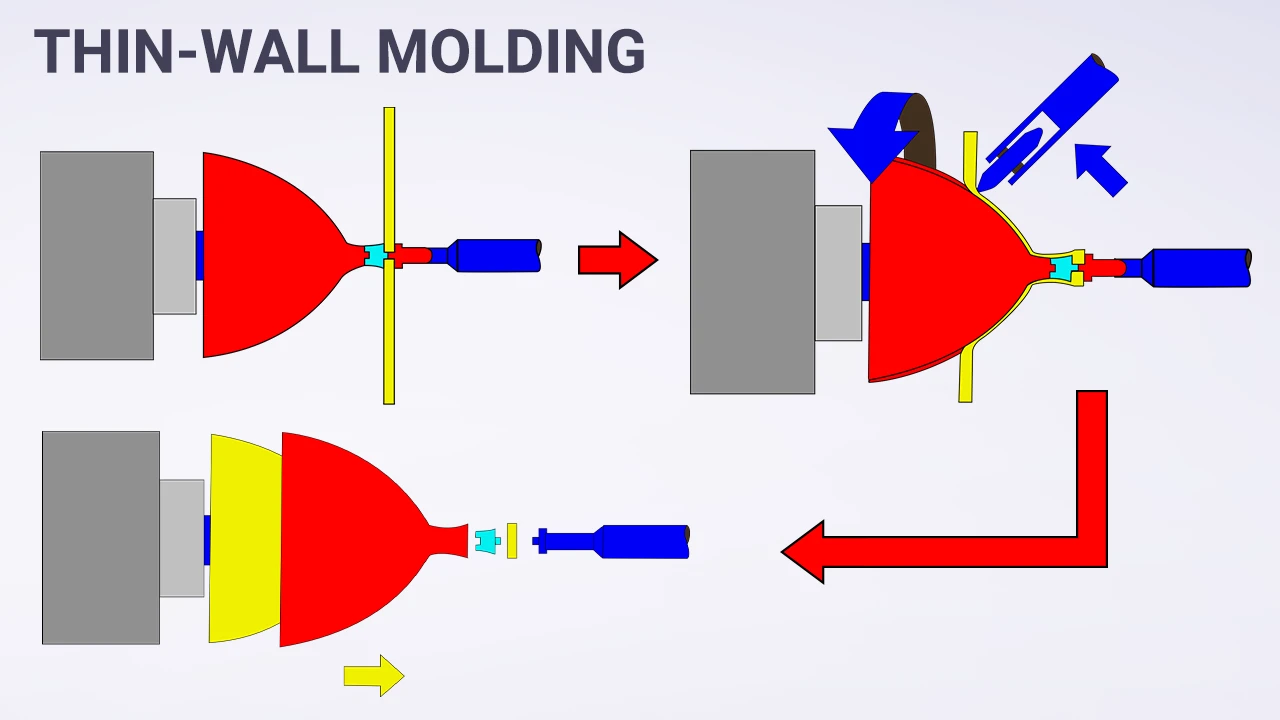
Stampaggio a parete sottile
Le pareti sottili riducono al minimo l'uso di materiale e fanno risparmiare sui costi. Questo processo crea pezzi con pareti molto sottili (1-2 mm). Sono necessarie macchine specializzate per iniettare la plastica con la massima precisione e pressione per riempire completamente la cavità dello stampo. Aiuta a risparmiare risorse rispetto ai metodi tradizionali.
Lo svantaggio di questo processo è che queste macchine per lo stampaggio sono molto costose e richiedono personale specializzato. Per lo stampaggio di pareti sottili non è necessario un alto livello di precisione, poiché non c'è spazio per gli errori.
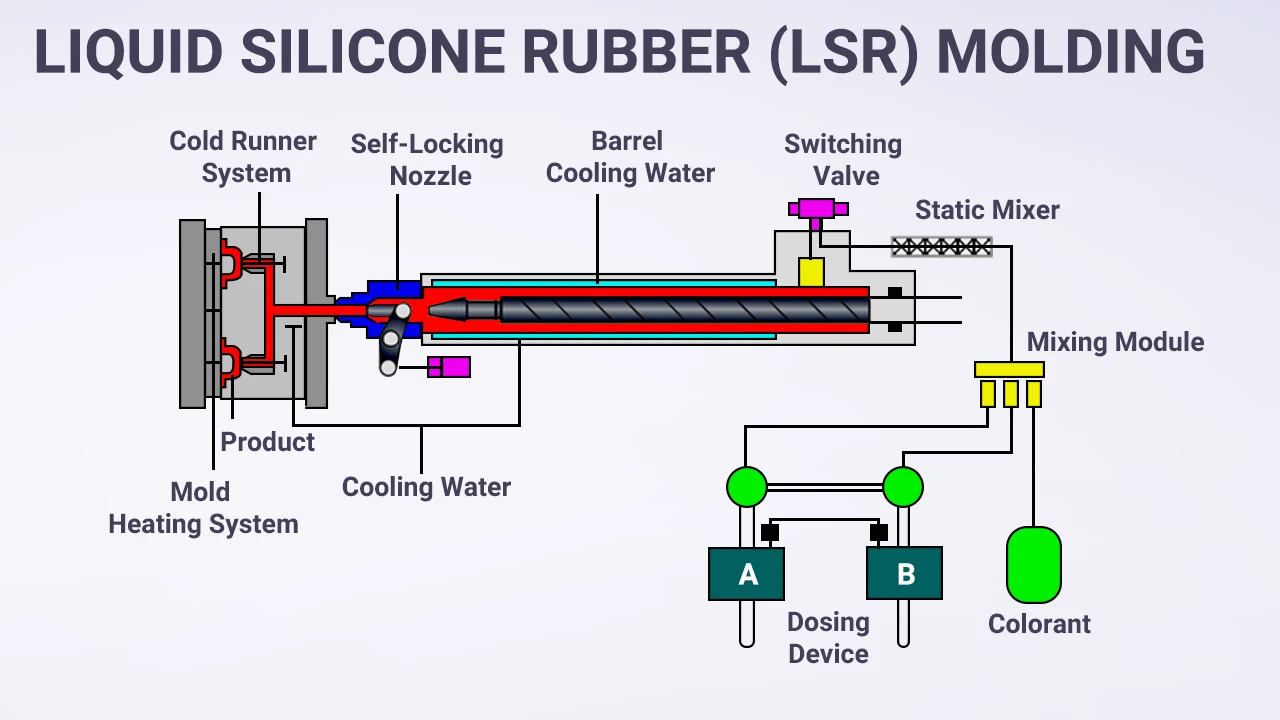
Stampaggio della gomma siliconica liquida (LSR)
È progettata per la produzione su larga scala di prodotti in gomma. La gomma siliconica termoindurente viene iniettata in una cavità dello stampo riscaldata e vulcanizzata. È vantaggioso conservare il silicone liquido, eliminando la necessità di fonderlo. Inoltre, si solidifica rapidamente e produce meno rifiuti. D'altra parte, una volta vulcanizzato il silicone, il processo è irreversibile e la maggior parte di questi prodotti in silicone non può essere riciclata.
Suggerimenti: Potrebbe interessarti anche "Stampaggio a iniezione della gomma“.
Stampaggio a iniezione a due riprese
consiste nel combinare due materiali diversi o due colori dello stesso materiale in un unico ciclo di stampaggio per formare un unico pezzo complesso. Il processo utilizza una macchina speciale altamente automatizzata con due unità di iniezione. Durante il primo ciclo, un materiale rigido come la plastica ABS viene iniettato nella cavità e forma il primo pezzo. Lo stampo ruota quindi e il secondo materiale, come la termoplastica morbida, viene iniettato nella nuova cavità e si lega alla prima parte. Al termine, viene espulso il pezzo in due materiali, che si integra strutturalmente ed esteticamente senza un nuovo assemblaggio.
Suggerimenti: Clicca per vedere "Come funziona lo stampaggio a iniezione a due riprese“.

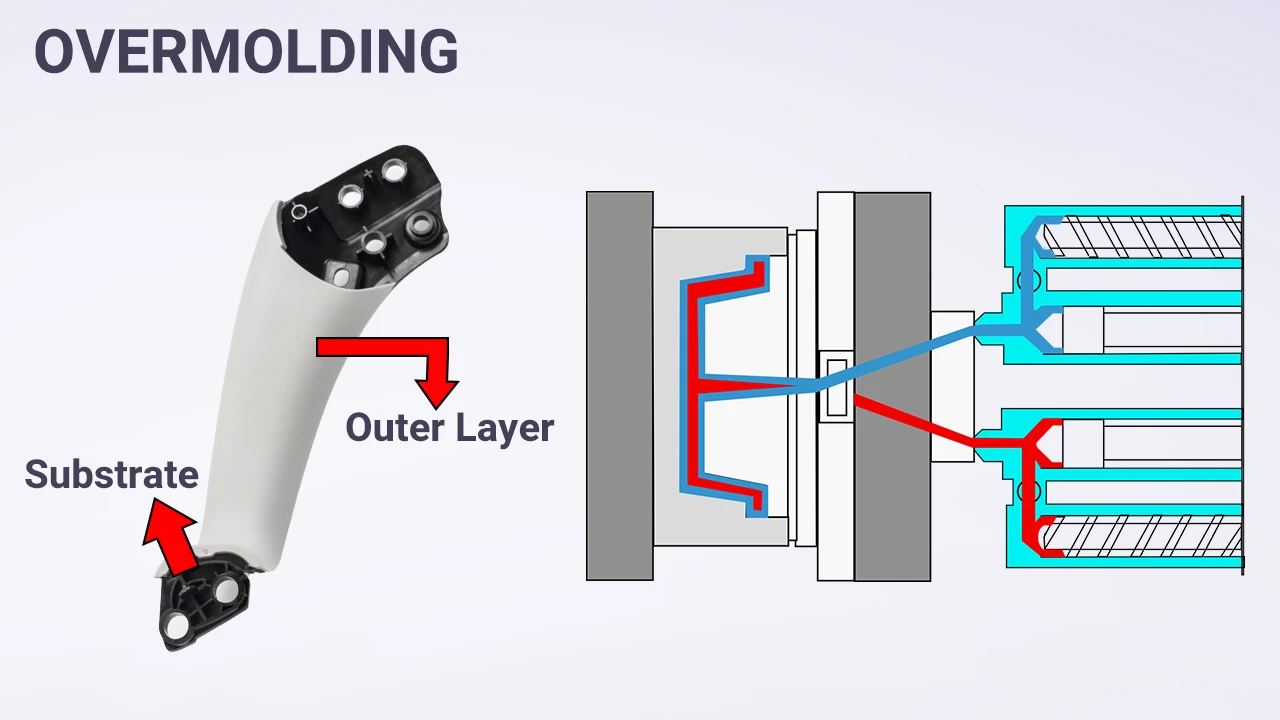
Sovrastampaggio
È il processo di stampaggio di un materiale su un pezzo preesistente. Si ottiene posizionando lo stampo del primo pezzo e iniettandovi poi un altro materiale. Questo metodo è utile per creare parti robuste con proprietà combinate di prodotti come impugnature, manici di utensili o spazzolini da denti.
Suggerimenti: Cliccare per approfondire la conoscenza di "Sovrastampaggio“.
Stampaggio a inserti
Si tratta di inserire nello stampo inserti di metallo o di plastica (preformati), quindi di iniettare la plastica. La plastica si solidifica e si forma attorno all'inserto. Questa tecnica crea prodotti con proprietà combinate dei materiali ed elimina i post-assemblaggi. Tuttavia, questo processo rende difficile lo smontaggio del prodotto per la riparazione e il riciclaggio.
Suggerimenti: Clicca per saperne di più su "Stampaggio a inserti“.

Componenti fondamentali della macchina e dello stampo per lo stampaggio a iniezione
L'intero processo di stampaggio si basa su componenti fondamentali che lavorano insieme per trasformare la materia prima in un prodotto finito.

Unità di iniezione
- Una tramoggia è il componente in cui i pallini entrano nella canna/vitello.
- Il barile/la vite riscalda il materiale in uno stato fuso per facilitare il flusso.
- L'ugello è una piccola apertura che collega il sistema di espulsione e la cavità sul fondo della macchina.
I pellet di plastica vengono alimentati attraverso la tramoggia fino al cilindro. Il cilindro inietta il liquido fuso attraverso un ugello. Altri canali (singoli corridori) trasferiscono il flusso dall'ugello all'ingresso della porta di iniezione nelle cavità.
Unità di serraggio
- La piastra Mold è responsabile del mantenimento delle metà dello stampo.
- Barrette per cravatte allineare il piano mobile e fornire un supporto strutturale per evitare deviazioni che potrebbero causare bagliori.
- Il sistema di espulsione utilizza un meccanismo a doppia azione che facilita la rimozione del pezzo.
Il piano mobile con una metà si muove verso il piano fisso con l'altra metà. I tiranti guidano questo movimento per garantire che il piano si chiuda con un allineamento perfetto. Le forze di chiusura sono enormi per mantenere le due metà ermeticamente sigillate sotto alta pressione durante l'iniezione. Successivamente, viene attivato il sistema di espulsione sul piano mobile. I perni di espulsione spingono fuori il pezzo finito.
La cavità dello stampo
Formato da due sezioni. Il lato fisso e il lato mobile che controllano l'apertura e la chiusura dello stampo. Ospita il sistema di scorrimento e mantiene l'allineamento del lato mobile attraverso boccole e perni di guida. L'allineamento determina le dimensioni precise e la rimozione regolare del prodotto.
Suggerimenti: Potreste essere interessati anche alle informazioni dettagliate su "cavità dello stampo e anime dello stampo“.
Il sistema di alimentazione
- I perni di guida allineano le metà dello stampo durante il processo.
- Le materozze e le guide sono il punto di ingresso della plastica fusa.
- La porta è una piccola apertura che controlla il flusso del materiale nella cavità dello stampo.
Il canale di colata, i canali e le porte lavorano insieme per dirigere la plastica fusa dall'unità di iniezione alla cavità dello stampo. Il canale di colata collega l'ugello al sistema di guide. I canali di scorrimento distribuiscono il flusso fuso nelle cavità dello stampo attraverso le porte.
I canali di raffreddamento
Sono fori all'interno delle metà dello stampo che fanno circolare acqua o olio per regolare le temperature. Ospitano un'unità di termoregolazione che tiene sotto controllo la temperatura del fluido. Il raffreddamento mantiene condizioni termiche costanti all'interno della cavità, influenzando la qualità del pezzo e il tempo di ciclo.
Il sistema di espulsione
- Perni di espulsione: Sono perni in acciaio situati dietro la cavità dello stampo. Vengono spinti in avanti quando lo stampo si apre.
- Piastre di espulsione: dove sono montati i perni.
- Perni di ritorno: Spingono indietro le piastre di espulsione quando il pezzo viene espulso.
Le piastre di espulsione spingono i perni in avanti; il pezzo viene spinto fuori dallo stampo. Poi, i perni di ritorno spingono le piastre di espulsione e i perni nella loro posizione originale per prepararsi al ciclo successivo. Quando il sistema si è completamente ripristinato, emette un suono "pop" che segnala la completa retrazione. I pezzi delicati vengono rimossi con espulsori idraulici che garantiscono un'elevata precisione, mentre le barre di estrazione meccaniche assicurano la coerenza della rimozione dei pezzi.
Suggerimenti: Clicca per capire tutte le informazioni relative a "perni di espulsione“.
Per quanto riguarda la composizione degli stampi, qui c'è un articolo molto dettagliato che aiuta a comprendere tutti i componenti, tra cui cavità, anima e base dello stampo. Cliccare su "Composizione degli stampi a iniezione di plastica“.

Materiali comuni per lo stampaggio a iniezione e loro proprietà
I materiali polimerici sono alla base dello stampaggio a iniezione di materie plastiche. I polimeri o le materie plastiche, come vengono chiamati, sono grandi molecole con unità ripetute. Tutte le plastiche sono polimeri, ma non tutti i polimeri sono plastiche. Le differenze risiedono nelle loro proprietà fisiche e chimiche.
I polimeri sono composti chimici naturali costituiti da una catena di molecole legate chimicamente (monomeri). I monomeri singoli sono chiamati omopolimeri. Due o più monomeri formano un copolimero. I vantaggi dell'uso dei polimeri sono che non rilasciano fumi tossici quando bruciano.

Plastica sono polimeri sintetici estratti dal petrolio attraverso il processo di polimerizzazione. Esistono due categorie di plastiche:
- Termoplastici: Hanno catene lineari o ramificate. Sono morbidi quando vengono riscaldati e si induriscono al momento del raffreddamento.
- Termoindurente: Subisce modifiche irreversibili una volta fissato/riscaldato.
- Elastomeri: Presentano un'elasticità simile alla gomma. Possono tornare alla loro forma originale dopo il riscaldamento.
Poiché le materie plastiche sono considerate polimeri, presentano strutture simili a quelle dei polimeri. I vantaggi principali dell'utilizzo delle materie plastiche sono il basso costo di produzione, l'elevato rapporto resistenza/peso e la loro versatilità. [3] [4].
Oltre all'utilizzo dei polimeri come materiale di base per lo stampaggio a iniezione, altri materiali, come ad esempio is metalli, vengono utilizzati. Il processo viene definito stampaggio a iniezione di metallo (MIM). La maggior parte dei materiali metallici utilizzati nel MIM comprende: Leghe ferrose (acciai per utensili, acciai inossidabili, leghe magnetiche ferro-nichel, leghe speciali "Kovar & Invar"), Leghe di tungsteno, Metalli duri (carburi cementati) e materiali speciali come i compositi.

La tabella seguente illustra i tipi di materiali polimerici utilizzati nello stampaggio a iniezione e le loro applicazioni.
Tabella delle proprietà e delle applicazioni dei comuni materiali per lo stampaggio a iniezione
| Categoria | Materiale (abbreviazione) | Proprietà chiave | Applicazioni | Note |
|---|---|---|---|---|
| Uso generale | PP | Leggero, resistente agli agenti chimici | Contenitori, Parti automobilistiche | La plastica più versatile ed economica. |
| PE | Resistente agli urti, isolante elettrico | Giocattoli, isolamento dei cavi | Disponibile in Gradi HDPE e LDPE. | |
| PS | Rigido, a basso costo | Stoviglie, imballaggi | Esiste in gradi di cristallo (GPPS) e ad alto impatto (HIPS). | |
| PVC | Ritardante di fiamma, resistente agli agenti atmosferici | Tubi, guaine per cavi | Possono essere rigidi o flessibili con plastificanti. | |
| ABS | Resistente agli urti, buona finitura | Alloggiamenti per elettronica, interni auto | Perfetto equilibrio tra resistenza, costo e lavorabilità. | |
| Ingegneria delle materie plastiche | PA | Ad alta resistenza, resistente all'usura | Ingranaggi, cuscinetti | Conosciuto come Nylon, richiede una pre-asciugatura. |
| PC | Resistente agli urti, trasparente | Occhiali di sicurezza, Componenti elettronici | Eccezionale resistenza, ma incline a graffiarsi. | |
| POM | Elevata rigidità, basso attrito | Ingranaggi di precisione, cerniere | Spesso chiamato "acetale", si comporta come il metallo. | |
| PET | Alta resistenza, buona barriera | Bottiglie, parti di ingegneria | Richiede una qualità speciale (PETG) per la chiarezza. | |
| PBT | Resistente agli agenti chimici, stabile dimensionalmente | Connettori, Componenti per autoveicoli | Cristallizza più rapidamente del PET per facilitare lo stampaggio. | |
| Prestazioni elevate | PPS | Elevata resistenza al calore, chimicamente inerte | Sensori per autoveicoli, Componenti industriali | Un polimero tecnico superbo e altamente resistente. |
| SETTIMANA | Resistente al calore, meccanicamente forte | Parti aerospaziali, impianti medici | Prestazioni di alto livello con un costo elevato. | |
| PEI | Alta resistenza, ritardante di fiamma | Vassoi sterilizzabili, interni aerospaziali | Un'alternativa al PC trasparente e ad alte prestazioni. | |
| Elastomeri | TPE | Morbido al tatto, riciclabile | Impugnature, guarnizioni | Può essere modellato come la plastica, ma al tatto è come la gomma. |
| TPU | Resistente all'abrasione, Elastico | Custodie per telefoni, suole per scarpe | Eccezionale resistenza all'usura tra gli elastomeri. | |
| TPV | Resistente agli agenti atmosferici, durevole | Guarnizioni per autoveicoli, guarnizioni per agenti atmosferici | Eccellente sostituto della gomma termoindurente. | |
| Bioplastica | PLA | Biobased, compostabile | Contenitori per alimenti, stampa 3D | La bioplastica più comune, ma sensibile al calore. |
| Metalli MIM | 316L | Resistente alla corrosione, forte | Strumenti medici, Custodie per orologi | Ideale per pezzi metallici piccoli e complessi tramite MIM. |
| 17-4PH | Ad alta resistenza, resistente | Componenti per armi da fuoco, strumenti dentali | Può essere trattato termicamente dopo lo stampaggio per ottenere un'elevata resistenza. | |
| NMT Metalli | Lega di Al | Leggero, buona resistenza | Cornici per telefoni, custodie per computer portatili | Il metallo principale per le parti ibride in plastica NMT. |
| Lega di Mg | Molto leggero, ad alta resistenza | Telai di droni, Alloggiamenti elettronici | Eccellente rapporto forza-peso per NMT. | |
| Acciaio inox | Alta resistenza, resistente alla corrosione | Dispositivi indossabili, chiavi dell'auto | Fornisce un forte scheletro metallico tramite NMT. |
Materiali modificati
I materiali per lo stampaggio a iniezione sono utilizzati in moltissime applicazioni. Per migliorare le loro prestazioni, questi materiali vengono spesso modificati con altri polimeri o additivi. Alcuni dei materiali modificati possono essere;
- Plastiche modificate con fibre di vetro: Aggiunta di fibre di vetro a materiali come il nylon e il policarbonato. Li rendono più forti e più rigidi.
- Plastiche rinforzate con fibra di carbonio: Si applica nei casi in cui è necessario un rapporto forza-peso elevato, come nei componenti aerospaziali.
- Polimeri a carica minerale: Minerali come il carbonato di calcio e il talco aumentano la rigidità dei polimeri.
- Miscele e leghe di polimeri: Si tratta di mescolare polimeri diversi per creare un nuovo materiale. Ad esempio, il PC&ABS crea un eccellente materiale utilizzato nei cruscotti delle automobili e negli involucri dei computer.
- Aggiunta di additivi: Gli additivi comunemente utilizzati sono: coloranti e coloranti, stabilizzatori UV, plastificanti e ritardanti di fiamma. Questi additivi aumentano le proprietà funzionali dei polimeri.

La scelta del materiale polimerico per uno scopo specifico è un grattacapo per gli ingegneri. Tuttavia, con le giuste strategie e rispondendo alle giuste domande, si potrà scegliere il materiale più adatto. Ecco una guida approfondita su cosa considerare per trovare il materiale più adatto ai propri obiettivi..:
- I requisiti della parte: Il pezzo deve essere forte, resistente, trasparente, elastico o morbido? Verrà utilizzato per scopi alimentari o medici? È destinato all'esterno? Rispondere a queste domande è il primo passo per trovare il materiale giusto per il prodotto.
- Il bilancio: Il costo è il fattore principale e il materiale più conveniente è il primo da considerare. In sintesi, le plastiche di base come il PP sono le più convenienti, le plastiche tecniche come il PC e il nylon hanno un costo più elevato e le plastiche modificate sono le più costose.
- L'ambiente operativo: Considerate il luogo di utilizzo del prodotto. Sarà sottoposto ad ambienti come temperatura, acidità, condizioni alcaline, stress e sollecitazioni, tra gli altri? Questo vi aiuterà a eliminare i materiali non adatti.
- Proprietà meccaniche del materiale: Queste proprietà spiegano il comportamento di un particolare tipo di materiale in determinate condizioni. Il pezzo deve resistere a diverse forze fisiche, a seconda del luogo di utilizzo.
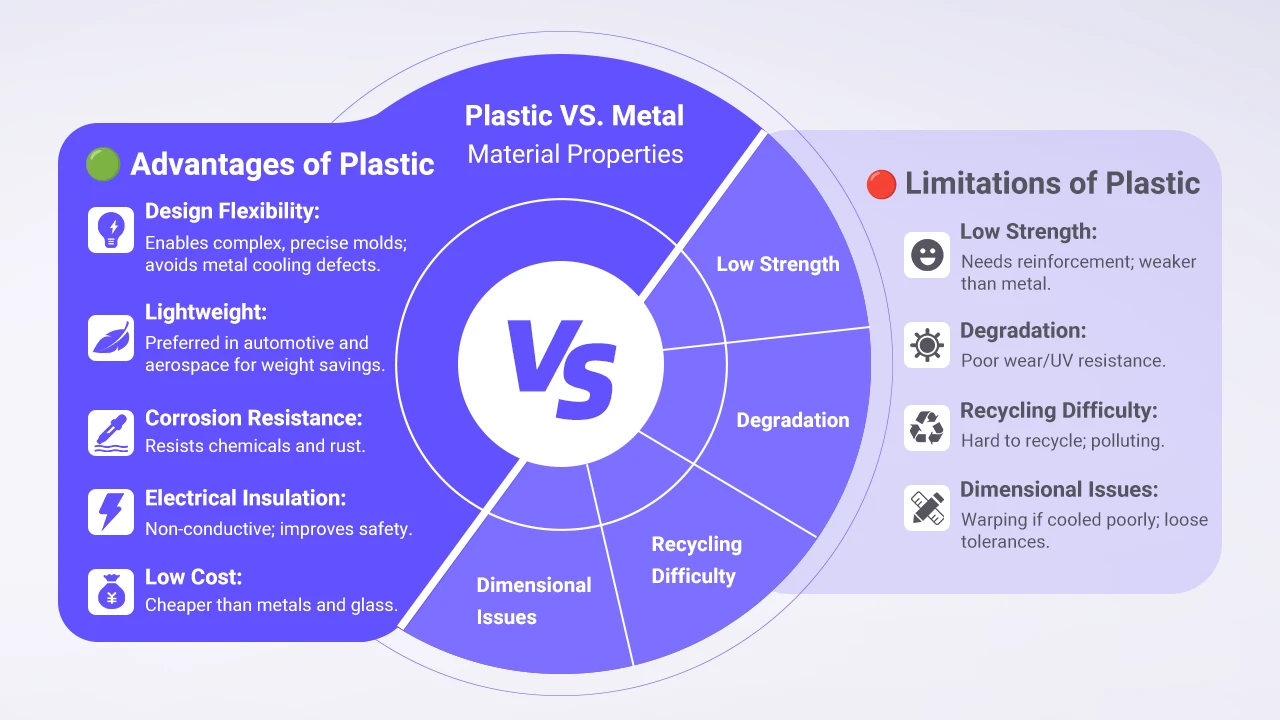
Vantaggi e limiti della plastica nello stampaggio a iniezione rispetto ad altri materiali
Lo stampaggio a iniezione utilizza diversi materiali. Le materie plastiche sono diventate dominanti, con una serie unica di vantaggi e limitazioni.
| Vantaggi | Limitazioni |
|---|---|
| Flessibilità di progettazione per creare geometrie complesse e disegni intricati (overmolding). Le materie plastiche fuse possono raggiungere ogni parte della cavità dettagliata. Altri materiali, come i metalli, hanno sollecitazioni di flusso e raffreddamento limitate, con il rischio di difetti come l'avvolgimento. | Per quanto riguarda le capacità strutturali, come la resistenza e la rigidità, le materie plastiche non possono essere paragonate ai metalli. Ecco perché la maggior parte di esse viene rinforzata con materiali come le fibre per migliorarne la resistenza. |
| Le materie plastiche sono più leggere di altri materiali come i metalli, il che le rende importanti in applicazioni come quelle automobilistiche e aerospaziali. | Le materie plastiche sono soggette all'usura e alla degradazione dei raggi UV, soprattutto in presenza di attrito e calore elevati. |
| A differenza dei metalli, la plastica resiste alla corrosione e agli agenti chimici. | L'uso della plastica ha causato molti problemi ambientali, soprattutto perché è difficile riciclare la plastica senza perdere le sue proprietà. |
| I componenti in plastica sono ideali per l'isolamento termico della banda elettrica, riducendo il rischio di scosse, mentre i metalli sono conduttori naturali. | Le materie plastiche presentano instabilità dimensionale, come la deformazione, se non sono progettate o raffreddate in modo appropriato, mentre i metalli e le ceramiche possono raggiungere tolleranze elevate. |
| La plastica è relativamente economica da produrre rispetto ai materiali tradizionali come il vetro e il metallo. |
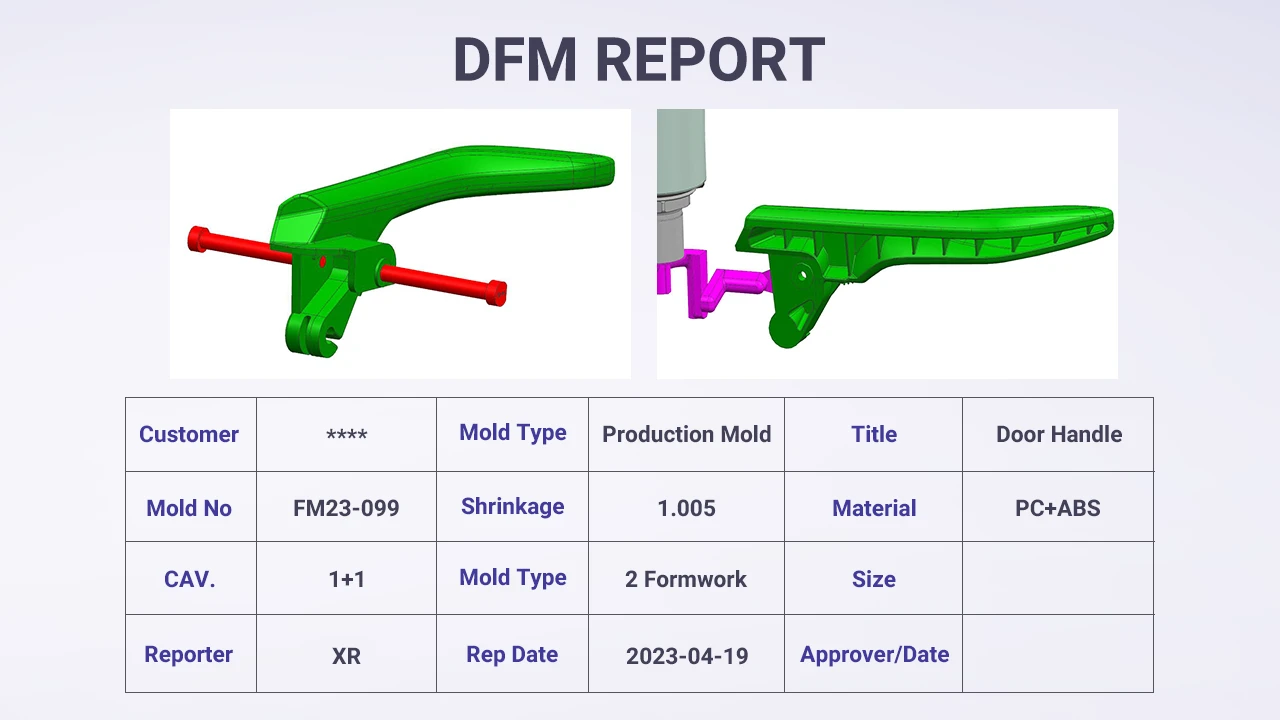
Progettazione per la produzione (DFM)
Il successo di un prodotto dipende in larga misura dalle decisioni prese durante la fase di progettazione e di ingegnerizzazione. Il DFM prevede la progettazione di una parte o di un prodotto per lavorare con le limitazioni e i processi di produzione specifici. Tutti i professionisti (progettisti, ingegneri) vengono coinvolti fin dall'inizio per aiutare a prevenire problemi come costi, ritardi e perdite di tempo. Fondamentalmente, questo è un servizio che ogni fabbrica di stampaggio a iniezione dovrebbe fornire ai propri clienti. Tuttavia, alcune fabbriche includono il DFM come parte del loro preventivo standard, mentre altre lo fanno pagare come servizio separato. Tutto ciò dipende dalla portata del progetto e dalla negoziazione tra il cliente e la fabbrica. [5].
Principi fondamentali del DFM nello stampaggio a iniezione
- Spessore uniforme della parete: Uno spessore uniforme della parete del pezzo è importante. Ad esempio, uno spessore uniforme di 2-3 mm garantisce un raffreddamento uniforme per evitare difetti come vuoti e segni di affondamento.
- Angoli di sformo: L'angolo di sformo è una conicità aggiunta a una parete verticale per consentire un'espulsione agevole e impedire che il pezzo si attacchi o si graffi. Un angolo di sformo di 1°-2° su superfici lisce, 5° su superfici non strutturate, 3° su texture leggere e 5° o più su trame pesanti.
- Raggi e filetti: Contribuiscono a ridurre le sollecitazioni nei punti d'angolo e consentono al materiale di scorrere facilmente. Il raggio dei filetti deve essere pari a 25-50% dello spessore normale della parete.
- Nervature, bocchette e soffietti: Le nervature rafforzano le pareti senza farle sembrare spesse e prevengono le deformazioni. Dovrebbero essere pari al 40-60% dello spessore normale della parete. I raccordi sono cilindrici e servono come punti di montaggio per gli elementi di fissaggio, oltre a favorire l'allineamento dei componenti. Non devono superare le 60% dello spessore complessivo della parete. I soffietti sono triangolari e rinforzano le nervature e i raccordi, rendendoli più stabili.
- Sottosquadri: un sottosquadro (clip, ganci) ostacola l'espulsione regolare del pezzo. Evitare queste caratteristiche riduce i costi di attrezzaggio.
- Angoli: L'aggiunta di angoli su spigoli vivi riduce al minimo le sollecitazioni. Gli angoli arrotondati riducono inoltre il ritiro. Il raggio interno deve misurare 50% dello spessore della parete. Il raggio esterno è il somma dello spessore della parete e del raggio interno.

Suggerimenti: Potrebbe interessarti "Guida completa al DFM" e "Che cos'è l'analisi del flusso di stampo“.
Il ruolo dello stampaggio a iniezione nelle applicazioni industriali
Lo stampaggio a iniezione fornisce le specifiche e le qualità uniche necessarie per diversi settori industriali. Ha svolto un ruolo fondamentale nel risolvere alcuni problemi di produzione delle industrie.
Produzione di parti di ricambio per autoveicoli
L'industria automobilistica ha bisogno di un cruscotto interno resistente, unico e leggero, in grado di ospitare bocchette di ventilazione e altri componenti mantenendo la sua estetica. Lo stampaggio a iniezione può produrre cruscotti in un unico pezzo senza necessità di assemblaggio. Utilizzando polimeri come l'ABS, progettiamo stampi che ne riprendono la forma, incorporando caratteristiche e texture complesse. Diversi tipi di stampaggio, come l'overmold e il two-shot, migliorano l'aspetto e la sensazione del cruscotto.
Altre applicazioni dello stampaggio a iniezione nell'industria automobilistica includono:
- Paraurti
- Alloggiamenti degli specchietti.
- Portabicchieri.
Produzione di componenti per l'elettronica di consumo
Elettronica di consumo Produzione di involucri per smartphone sottili, leggeri e resistenti che proteggono i componenti elettronici interni sensibili. Grazie alle avanzate capacità di stampaggio a iniezione, le materie plastiche come il policarbonato sono resistenti e incredibilmente leggere. Inclusione di nervature e sporgenze per il supporto, punti di montaggio per le schede di circuito e porte di ritaglio in un unico ciclo di produzione.
Altri componenti standard di questo settore sono:
- Interruttori elettrici.
- Custodie e involucri per circuiti stampati.
- Condotti.
- Componenti per computer portatili e desktop.
Produzione di parti di dispositivi medici
La progettazione e la produzione di iniettori a penna per insulina da parte dell'industria medica stanno rivoluzionando la cura del diabete. Hanno sostituito le siringhe a rischio di errore con siringhe portatili a dose misurabile. Utilizzando la tecnologia IM, è possibile produrre design ergonomici (quadranti e pulsanti), che aiutano l'autosomministrazione. I materiali PC e ABS sono noti per mantenere la sterilità. La produzione di queste penne in grandi quantità riduce il costo unitario, rendendole accessibili ai cittadini.
- Pubblico in generale.
- Altri articoli medici prodotti attraverso la GI sono
- Cateteri.
- Tubi.
- Impianti.

Produzione di componenti aerospaziali
L'esigenza dell'industria aerospaziale di componenti per le cabine degli aerei che siano durevoli, leggeri e robusti è fondamentale per garantire la sicurezza dei passeggeri e ridurre il consumo di carburante. IM utilizza polimeri specializzati ad alte prestazioni come il PEEK e il PEI, leggeri e resistenti. Inoltre, grazie alla capacità di creare geometrie complesse, è possibile produrre parti come i telai delle bocchette di ventilazione e le fibbie delle cinture di sicurezza per la cabina.
Alcuni altri pezzi prodotti con lo stampaggio a iniezione sono:
- Pannelli
- Componenti del telaio.
- Staffe e supporti.
- Componenti della cabina di pilotaggio.
Produzione di prodotti per l'imballaggio
L'industria dell'imballaggio utilizza materiali plastici per la conservazione di alimenti e bevande. Questi contenitori devono essere di qualità alimentare, a basso costo e durevoli. Lo stampaggio a iniezione domina questo settore creando un'ampia gamma di contenitori con materiali alimentari come PET e PVC. La produzione di pezzi avviene in grandi volumi con ogni tipo di design e forma. I contenitori in HDPE vengono prodotti con coperchi e maniglie a un costo estremamente basso.
Altri componenti comunemente prodotti per questo settore sono:
- Sistemi di trasporto.
- Sovracopertura.
- Componenti delle apparecchiature di lavorazione.

Produzione di piccoli componenti per l'edilizia
Il fabbisogno del settore edile di materiali da costruzione come tubi e raccordi utilizzati nei sistemi idraulici e di drenaggio richiede metodi di produzione efficienti. L'utilizzo di materiali in PVC per creare pezzi come gomiti, raccordi e raccordi a T contribuisce alla resistenza alla corrosione. La loro elevata resistenza previene le perdite. Questi componenti vengono prodotti in grandi quantità per garantire una fornitura continua che soddisfi le richieste di costruzione.
Gli elementi comunemente prodotti nel settore delle costruzioni includono:
- Prodotto del sistema HVAC.
- Parti di finestre e porte.
- Isolamento e dispositivi di fissaggio.
- Involucri per utensili elettrici portatili.

Costo e ottimizzazione dello stampaggio a iniezione
La gestione dei costi è il punto focale per il successo di qualsiasi progetto di stampaggio a iniezione. Lo stampaggio a iniezione è preferibile per il suo basso costo unitario e per la produzione di grandi volumi. Un'attenta considerazione dei costi è essenziale per ottenere prestazioni ottimali in queste aree critiche: utensili, materiali e produzione. [6].
I due costi principali: Utensili (stampo) vs. prezzo unitario (pezzo)
Il costo degli stampi è il principale investimento iniziale nello stampaggio a iniezione. Gli stampi possono costare migliaia di dollari, a seconda del processo di lavorazione utilizzato per la realizzazione dello stampo e di altri fattori come il tipo di materiale.
Il prezzo unitario (parte) è il costo sostenuto per la produzione di ciascun pezzo durante la produzione. Comprende la manodopera, il tempo macchina e il costo dei materiali.
Fattori chiave che determinano il costo dello stampo
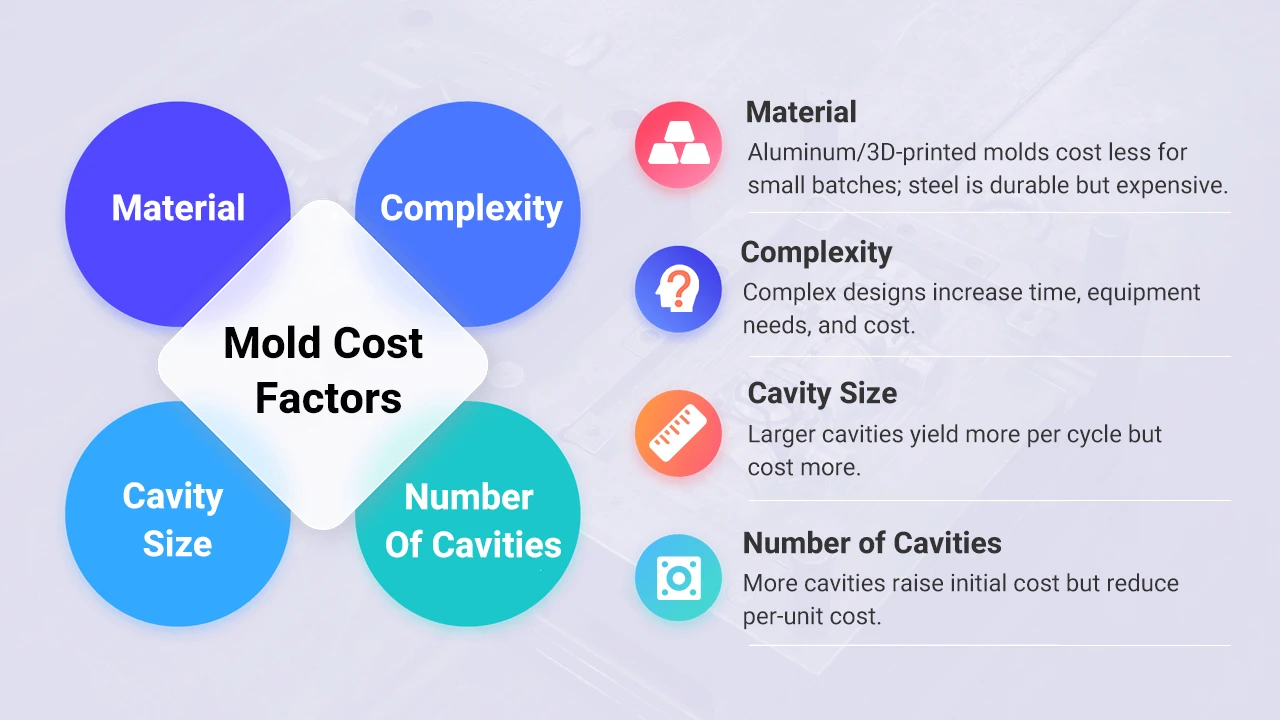
Materiale dello stampo: I materiali variano in termini di durata e costo, influenzando l'efficienza complessiva del processo di produzione. L'alluminio e gli stampi stampati in 3D sono meno costosi e più adatti alla produzione di bassi volumi. D'altra parte, il costo dell'acciaio garantisce una maggiore durata degli utensili.
Complessità dello stampo: I costi di progettazione e produzione degli stampi con geometrie complesse sono un po' più elevati. Per questi stampi sono necessarie macchine specializzate e i tempi di produzione sono più lunghi. Il bilanciamento tra questi costi e le considerazioni di progettazione è quindi essenziale.
Dimensione della cavità dello stampo: Le cavità grandi possono contenere grandi volumi di materiali e produrre più pezzi per ciclo. Tuttavia, a causa delle dimensioni degli stampi, sono più costose. Al contrario, le cavità più piccole sono economicamente vantaggiose grazie alla loro semplicità e al ridotto utilizzo di materiale.
Numero di cavità: Le cavità multiple creano un maggior numero di pezzi per ciclo, aumentando il costo degli utensili ma riducendo il costo per unità.
Strategie per l'ottimizzazione dei costi (lato fabbrica e lato cliente)
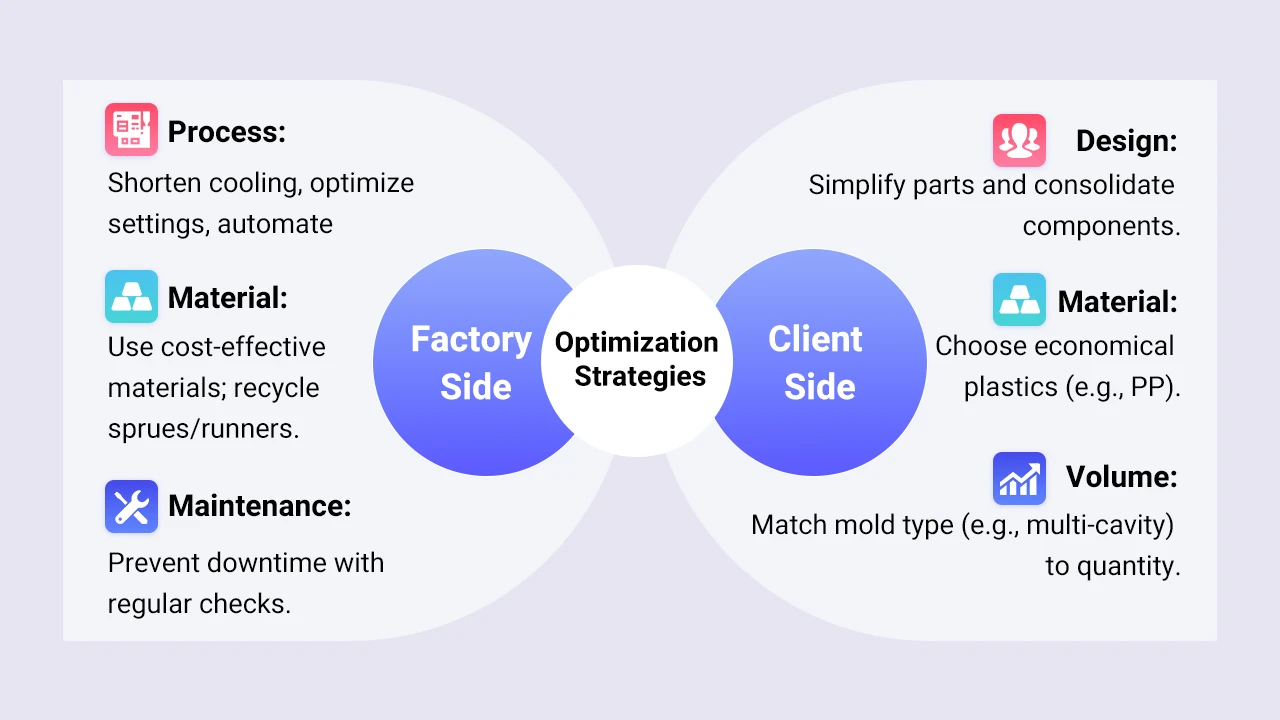
Lato fabbrica:
Processo e produzione: Alcune strategie di produzione possono contribuire a ottimizzare i costi dello stampaggio a iniezione. Tra queste: i tempi di raffreddamento, la messa a punto delle impostazioni della macchina, l'automazione delle attività per aumentare i tassi di produzione e la riduzione dei costi.
Gestione dei materiali e dei rifiuti: La scelta di materiali disponibili e meno costosi può ridurre notevolmente i costi. Ridurre lo spreco di materiali durante il processo di stampaggio, utilizzando sistemi a canale caldo o riciclando i materiali di scarto di materozze e canali.
Manutenzione: La manutenzione regolare delle macchine di produzione previene i tempi di fermo imprevisti, garantendo la costanza.
Lato cliente:
Design della parte: La semplificazione del progetto riduce i tempi e i costi di lavorazione dello stampo. La combinazione di diversi componenti in un unico pezzo riduce al minimo la necessità di assemblaggio e la manodopera, riducendo il costo complessivo.
Selezione del materiale: La scelta del materiale per il prodotto influisce direttamente sul costo di produzione. L'utilizzo di materiali plastici come il polipropilene (PP) per una parte non critica può essere più economico e servire allo stesso scopo.
Volume di produzione: Il numero di pezzi prodotti determina le dimensioni dello stampo utilizzato in base all'investimento del cliente. Ad esempio, un progetto ad alto volume richiede stampi più durevoli e a più cavità, che incidono sull'investimento iniziale.
Suggerimenti: First Mold ha preparato un articolo professionale che illustra nei dettagli costi dello stampaggio a iniezione. È possibile fare clic per conoscere i componenti specifici dei costi dello stampaggio a iniezione e i metodi per ridurli.
Difetti comuni nello stampaggio a iniezione e standard di accettazione per i prodotti stampati a iniezione
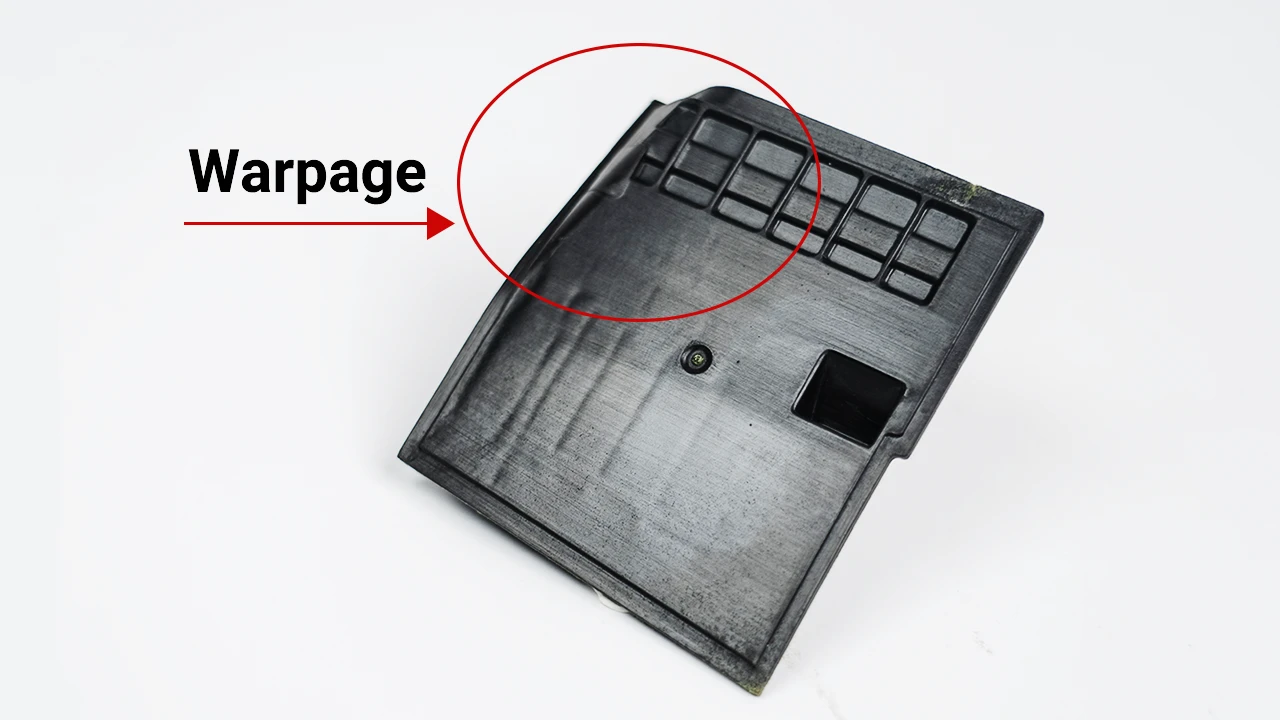
Il processo di stampaggio a iniezione è un metodo di produzione affidabile per la sua versatilità ed efficienza. Tuttavia, non è esente da sfide particolari, come i difetti che possono insorgere e portare a problemi significativi, come la compromissione dell'integrità del prodotto. Possono alterare l'efficienza dei costi, la velocità e ridurre la durata del prodotto. I difetti derivano da una progettazione inadeguata, da carenze nel controllo qualità, da errori nel processo di produzione e molto altro ancora.

Per una guida approfondita sui difetti, consultare questo documento tecnico difetti di stampaggio a iniezione.
Se siete interessati a ciascun tipo di difetto di stampaggio a iniezione, potete fare riferimento alla tabella sottostante per navigare alla pagina corrispondente per una comprensione più approfondita.
| Scatti brevi | Flash | Curvatura | Bolle di sapone | Segni di bruciatura |
| Decolorazione | Strisce d'argento | Linee di saldatura | Segni di lavandino | Segni di flusso |
| Segni di espulsione |
L'accettazione di un prodotto stampato è il livello accettabile di difetti. Ciò dipende dagli standard e dai criteri specifici che il pezzo deve soddisfare, tra cui la finitura superficiale, le prestazioni funzionali e la precisione dimensionale. Per un'analisi di come un processo di controllo qualità reale assicura l'accettazione dei pezzi, vedere qui: Standard di qualità e accettazione per le parti stampate ad iniezione.
Controllo di qualità per le parti stampate a iniezione
Il controllo qualità nello stampaggio a iniezione garantisce che i pezzi prodotti soddisfino tutte le specifiche richieste. Tali specifiche comprendono: controlli pre e post-produzione e monitoraggio dei processi in corso. [7].
Le tolleranze dimensionali sono le variazioni accettate quando si tratta delle dimensioni di un pezzo. Ad esempio, quando si producono pezzi identici, è impossibile ottenere una corrispondenza completa. Queste tolleranze hanno dei limiti prima di essere considerate un difetto. Ciò è utile in fase di assemblaggio per garantire che tutti i pezzi si adattino tra loro.
Dimensionamento e tolleranza geometrica (GD&T) è un linguaggio che definisce le esigenze funzionali della geometria di una parte. Viene utilizzato soprattutto nel disegno ingegneristico per controllare le forme, la posizione e l'orientamento degli elementi. Il GD&T è utile nella produzione di pezzi stampati che devono accoppiarsi con altri componenti. I progettisti utilizzano il GD&T per gestire le caratteristiche non critiche e allentare le tolleranze, riducendo così i costi di produzione.

Metodi di ispezione
I metodi di ispezione devono essere applicati per garantire che i pezzi rispettino la loro precisione dimensionale. Alcuni di questi metodi sono:
- Ispezioni visive: Questa è la prima linea di difesa per verificare la presenza di eventuali difetti dei componenti, come segni, bagliori, scolorimenti o graffi.
- Calibri e micrometri: L'uso di strumenti manuali consente di effettuare controlli dimensionali rapidi, ma per le geometrie complesse sono necessari strumenti più avanzati.
- Ispezione del primo articolo (FAI): Un nuovo stampo viene sottoposto a questo controllo prima di iniziare a lavorare. Tutte le caratteristiche, le dimensioni e le note incluse nei disegni vengono ispezionate e documentate.
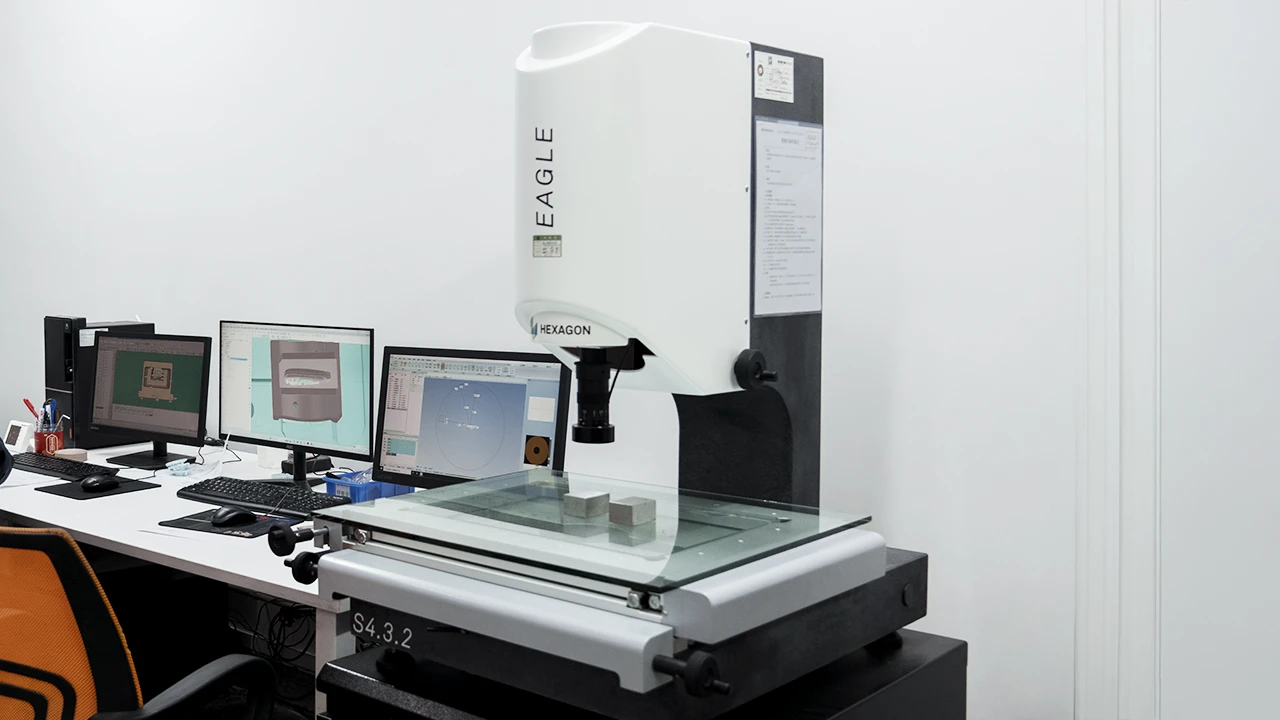
- Macchina di misura a coordinate (CMM): Si tratta di uno strumento di ispezione avanzato che misura le dimensioni di un prodotto, in particolare di parti complesse.
Controllo e monitoraggio dei processi
Si tratta di strategie impiegate per garantire la qualità del pezzo durante il processo di produzione.
- Monitoraggio dei processi in tempo reale: Uso di sensori incorporati nelle macchine per raccogliere dati critici come temperatura, pressione e tempo. Questi dati aiutano a effettuare regolazioni rapide e a prevenire i difetti.
- Controllo statistico del processo (SPC): Utilizza i dati statistici per monitorare e controllare la produzione. I grafici di controllo tracciati guidano il processo di produzione. Se i dati si discostano dall'intervallo accettabile, indicano la presenza di un problema all'interno del processo.
- Monitoraggio della pressione cavitaria: I sensori posizionati nella cavità dello stampo misurano la pressione della plastica fusa. Producono una curva visibile che mostra la qualità del pezzo.

Come scegliere un fornitore di stampaggio a iniezione?
Un fornitore giusto per lo stampaggio a iniezione determina il successo del vostro progetto. Non riguardano solo i pezzi, ma possono anche aiutare a risparmiare tempo e denaro.

Ecco come scegliere quello giusto:
- Valutare la qualità e le certificazioni: Questo aspetto non è negoziabile. La presenza di certificazioni come la ISO 9001 dimostra l'impegno del fornitore nei confronti della qualità. I settori specializzati dispongono di certificazioni come la ISO 13485 per i prodotti medicali e la IATF 16949 per i prodotti automobilistici. Inoltre, verificate il processo di controllo della qualità e la qualità delle attrezzature utilizzate.
- Sedi e logistica: Un fornitore locale riduce i tempi di consegna e facilita la comunicazione rispetto a quelli esteri, consentendo tempi di consegna rapidi. Tuttavia, altri aspetti, come i costi della manodopera e degli utensili, dipendono da chi può offrire costi accessibili, il che è fondamentale per progetti economicamente vantaggiosi.
- Preventivi e costi: Prendersi del tempo per esaminare i preventivi e confrontare i prezzi è essenziale per ottenere l'offerta più vantaggiosa possibile. Chiedete informazioni sui MOQ per i progetti a basso volume e sulla proprietà degli utensili.
- Valutare le capacità: Le competenze del fornitore devono essere in linea con gli obiettivi del progetto. La gamma di macchine disponibili, l'esperienza in progetti semplici e complessi, il processo di post-stampaggio e l'eventuale offerta di servizi DFM sono tutti fattori da considerare.
- Il contratto con il fornitore: Per tutelare l'azienda e i suoi prodotti, è essenziale rivedere l'ambito del contratto per evitare futuri malintesi. Alcuni elementi dei contratti sono: prezzi, condizioni di pagamento, piani di consegna, ecc.
Suggerimenti: Per prima cosa Mold consiglia di leggere:
- 8 fornitori raccomandati di stampaggio a iniezione online
- 10 aziende di stampaggio a iniezione consigliate in Messico
- 10 produttori di stampaggio a iniezione consigliati in Cina
Mercati e tendenze dello stampaggio a iniezione
I recenti sviluppi hanno portato alla crescita della GI. Il reddito derivante dalla vendita di materie plastiche alle industrie IM è la fonte delle proiezioni e delle stime del mercato. [8] [9].
Panoramica del mercato globale
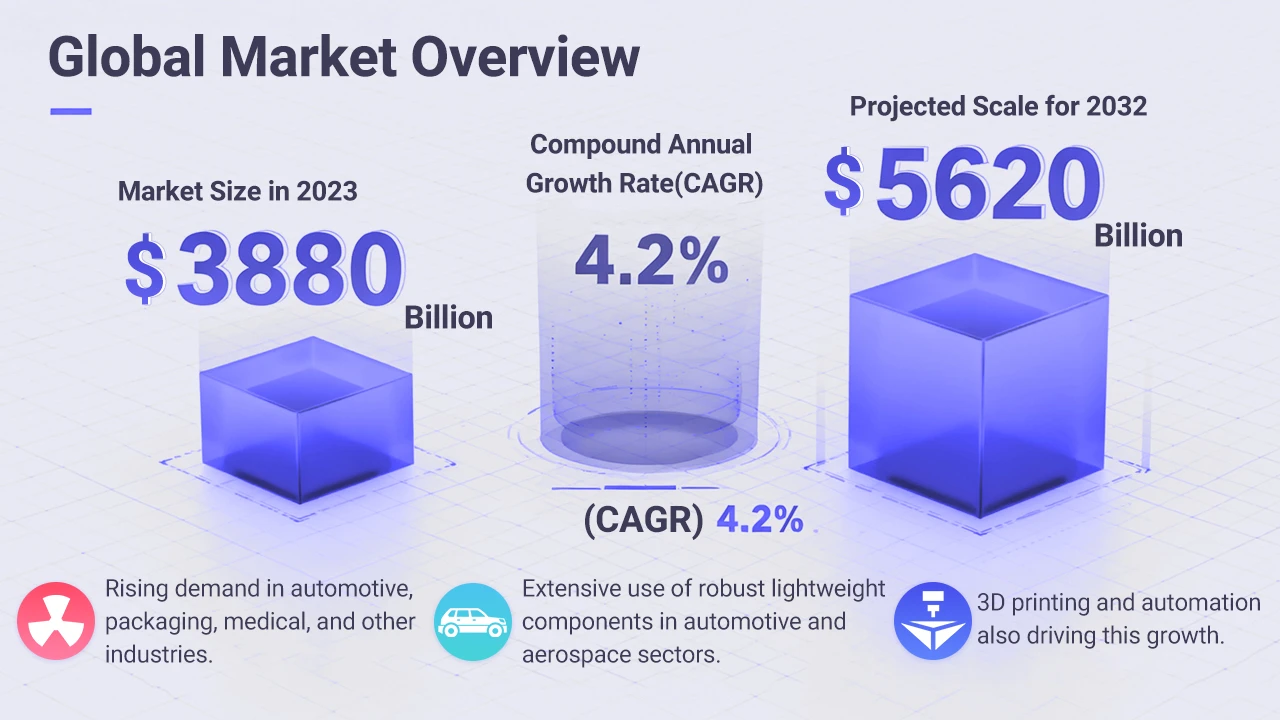
Nel 2023, le dimensioni del mercato globale erano stimate in $388 miliardi. Con un tasso di crescita annuale composto (CAGR) di 4,2% tra il 2024 e il 2032, si prevede che questa cifra salirà a quasi $562 miliardi entro il 2032. Questa crescita è dovuta all'aumento della domanda di plastica in settori come quello automobilistico, dell'imballaggio e medico. Questa domanda è dovuta all'ampio utilizzo di componenti resistenti e leggeri nei settori automobilistico e aerospaziale. Anche l'adozione della fabbricazione digitale, come la stampa 3D e l'automazione, ha contribuito a questa crescita.
Analisi regionale
La crescita del mercato è disomogenea, con alcune regioni che dominano su altre.
- Asia Pacifico ha guidato il mercato con una quota di 49,25% nel 2023. Cina, India e Giappone sono in testa alla regione grazie alla rapida urbanizzazione e all'industria automobilistica.
- Il mercato statunitense si prevede che raggiungerà $65,32 miliardi entro il 2032, trainata dai settori elettrico ed elettronico e medico. Questa crescita è determinata da materiali avanzati, stampaggio automatizzato e rispetto di rigorosi standard di qualità.
- Regioni europee hanno una quota significativa, con Germania, Italia e Francia in testa. Queste regioni beneficiano di settori complessi come quello automobilistico e dell'imballaggio.
- Emirati Arabi Uniti, Arabia Saudita e Sudafrica (Medio Oriente e Africa) sono in aumento grazie alla richiesta da parte dei consumatori di prodotti in plastica a basso costo. Questo potenziale di mercato è dovuto al sostegno dell'industria delle costruzioni e dei prodotti di consumo.
Prospettive future
Il futuro dello stampaggio a iniezione dipende dai progressi tecnologici.
- Automazione e Industria 4.0: La tecnologia intelligente, la robotica e l'automazione sono sempre più all'avanguardia. L'obiettivo è migliorare la produzione riducendo i costi di manodopera, aumentando l'efficienza e mantenendo la coerenza. Le tecnologie emergenti, come l'IoT e i controlli di qualità del tempo, vengono integrate con la tecnologia di stampaggio a iniezione.
- Materiali avanzati: Il miglioramento delle materie prime, come i polimeri, per passare ai compositi e alle resine più performanti, sta aprendo nuove opportunità. Questi materiali mirano a sostituire materiali tradizionali come il metallo in molte applicazioni.
- Economia circolare: Mentre il mondo si muove verso pratiche più sostenibili ed eco-compatibili, è necessario trovare un equilibrio tra le richieste dei consumatori e le normative più severe. Si assiste all'adozione di bioplastiche e plastiche biodegradabili per ridurre l'inquinamento da plastica e i rischi per la salute.
Domande frequenti (FAQ)
È un processo di produzione in cui il materiale fuso, come la plastica, viene forzato in una cavità dello stampo per creare elevati volumi di pezzi identici. Il materiale viene fuso in un cilindro riscaldato, iniettato nello stampo, quindi si raffredda e si solidifica fino a raggiungere la forma finale.
Sebbene i materiali termoplastici (come ABS e Nylon) siano i più comuni, il processo funziona anche con i termoindurenti, la gomma siliconica liquida (LSR) e persino con i metalli (attraverso un processo speciale chiamato MIM).
I suoi maggiori punti di forza sono l'incredibile efficienza nella produzione di massa, la capacità di realizzare pezzi molto complessi e dettagliati e la grande flessibilità di progettazione una volta costruito lo stampo iniziale.
Lo stampo stesso rappresenta un investimento iniziale significativo. I costi possono variare da qualche migliaio di dollari per un semplice stampo stampo in alluminio a decine di migliaia (o più) per uno stampo in acciaio complesso a più cavità progettato per milioni di cicli.
Il prezzo per pezzo è influenzato da sei fattori chiave: il costo iniziale dello stampo, la materia prima utilizzata, il tempo di ciclo della macchina, le operazioni secondarie necessarie (come la verniciatura), l'imballaggio e le spese generali dello stampatore.
Pensate a come versare o pressare. Lo stampaggio a iniezione forza il materiale liquido in uno stampo chiuso, perfetto per le forme complesse. Lo stampaggio a compressione inserisce una carica di materiale in uno stampo aperto, che poi si chiude e lo spreme (comprime) per dargli forma; spesso è più indicato per pezzi più grandi e semplici, come alcuni articoli in gomma.
Scegliete la plastica quando le vostre priorità sono la leggerezza, la riduzione del costo per pezzo per volumi elevati, la resistenza alla corrosione, l'isolamento elettrico e la capacità di creare geometrie complesse che sarebbero costose da lavorare in metallo.
Le pareti uniformi sono fondamentali perché consentono alla plastica di raffreddarsi in modo uniforme, evitando difetti visivi come segni di affossamento e deformazioni interne. Gli angoli di sformo (una leggera rastremazione delle pareti verticali) sono un semplice trucco che consente di espellere il pezzo dallo stampo in modo pulito, senza che si graffi o si incastri.
Riferimenti
[1] Rosato, Dominick V. e Marlene G. Rosato. Manuale dello stampaggio a iniezione. Springer Science & Business Media, 2012. William G. Frizelle,10 - Tecnologia di stampaggio a iniezione, Editore: Myer Kutz, In Plastics Design Library, Manuale di ingegneria delle materie plastiche applicate (seconda edizione)
[2] Frizelle, W. G. (2017). Tecnologia di stampaggio a iniezione. In M. Kutz (Ed.), Manuale di ingegneria delle materie plastiche applicate (2a ed., pp. 191-202). William Andrew. https://doi.org/10.1016/B978-0-323-39040-8.00010-9
[3] Zhao, L., Rong, L., Zhao, L., Yang, J., Wang, L., & Sun, H. (2020). La plastica del futuro? L'impatto dei polimeri biodegradabili sull'ambiente. In Microplastiche in ambiente terrestre. Springer Nature. https://doi.org/10.1007/698_2020_462
[4] Fu, H., et al. (2020). Panoramica della tecnologia di stampaggio a iniezione per la lavorazione dei polimeri e dei loro compositi. ES Materiali e produzione, 8(20), 3-23.
[5] Jong, W. R., & Lai, P. J. (2011). Realizzazione della DFM nella progettazione e produzione di stampi. Ricerca avanzata sui materiali, 314, 2293-2300.
[6] Tosello, G., et al. (2019). Ottimizzazione della catena del valore e dei costi di produzione attraverso l'integrazione della produzione additiva nella catena del processo di stampaggio a iniezione. La rivista internazionale di tecnologia manifatturiera avanzata, 100(1), 783-795.
[7] Aminabadi, S. S., et al. (2022). Industria 4.0: controllo di qualità AI in linea di parti stampate a iniezione di plastica. Polimeri, 14(17), articolo 3551.
[8] Fortune Business Insights. (n.d.). Dimensioni del mercato della plastica stampata ad iniezione, quota e analisi del settore. Recuperato da https://www.fortunebusinessinsights.com/injection-molded-plastics-market-101970
[9] Zion Market Research. (n.d.). Mercato dello stampaggio a iniezione per materiale (plastica e metalli). Recuperato da https://www.zionmarketresearch.com/report/injection-molding-market














