

Quando progettazione di stampiA volte alcune aree del prodotto sono molto alte o molto basse. Potremmo scavare una sezione e riempirla con altri materiali. L'utilizzo di un unico materiale per le aree alte può far risparmiare sullo spessore dell'anima dello stampo, mentre le aree basse o inaccessibili possono essere lavorate comodamente con inserti.
Cosa sono gli inserti?
Gli inserti sono un tipo di componente dello stampo. Si riferiscono ai componenti dello stampo incorporati nel nucleo dello stampo.
Gli inserti possono essere quadrati, rotondi, piatti e, come tutti i componenti dello stampo, richiedono un'elevata precisione. In genere, vengono realizzati su misura in base alle esigenze dello stampo.
Proprietà degli inserti
Tipi di inserti: Perni di inserimento, blocchi di inserimento, pilastri di inserimento, anelli di inserimento, ecc.
I materiali: SKD61, SKH51, ASP23, SKD11, ecc. o lo stesso materiale del nucleo dello stampo corrispondente.
Durezza: Superiore a 50 HRC.
Precisione standard±0,01 mm, a seconda dei requisiti specifici di precisione dello stampo.
Quando sono necessari gli inserti?
1. Risparmio di materiali per stampi
Come sappiamo, i materiali per stampi vengono ordinati in genere in blocchi di forma regolare. I materiali per l'anima e la cavità sono determinati dal punto più alto.
Pertanto, che si tratti dell'anima o della cavità, se una certa area è più alta di altre, può essere ridotta realizzando un inserto, in modo da ridurre l'altezza dell'anima dello stampo e risparmiare materiale.
2. Facile modifica dello stampo
Per le aree dello stampo che vengono modificate di frequente, gli inserti possono essere realizzati e sostituiti secondo le necessità. Gli inserti di ricambio possono anche essere preparati per modifiche future, rendendo più facile l'aggiornamento dello stampo.
Ad esempio, alcuni produttori ODM possono cambiare il marchio del prodotto modificando semplicemente il logo. In questo caso, possiamo trasformare l'area del logo sullo stampo in un inserto, eliminando la necessità di creare un nuovo stampo.
3. Migliorare la ventilazione della muffa
Lo sfiato dello stampo è fondamentale per evitare che l'aria rimanga intrappolata nella cavità dello stampo, soprattutto nelle aree con nervature più profonde, che possono causare difetti quali bolle di sapone, segni di lavandino, o segni di bruciatura nel prodotto.
Possiamo aggiungere inserti alle aree che necessitano di ventilazione, utilizzando gli spazi tra gli inserti per il rilascio dell'aria.
4. Semplificare la lavorazione degli stampi
Nelle aree profonde degli stampi a iniezione, dove gli strumenti di lavorazione faticano ad arrivare, si ricorre spesso all'elettroerosione (Electrical Discharge Machining).
Tuttavia, l'elettroerosione è lenta e inefficiente, quindi utilizziamo inserti per semplificare il processo e favorire lo sfiato.
Anche le aree con nervature profonde richiedono una noiosa lucidatura a mano per il rilascio dello stampo. Trasformando queste aree in inserti, è possibile rimuoverle e lucidarle separatamente, semplificando il processo.
5. Prolungare la vita dello stampo
Le aree dello stampo soggette a danni, come le regioni sottili o taglienti, possono essere trasformate in inserti. Possiamo posizionare gli inserti danneggiati, prolungando la durata complessiva dello stampo.
6. Conduzione Temperatura dello stampo
In genere, gli stampi sono raffreddati da canali d'acqua, ma alcune aree non possono ospitare tali canali. Gli inserti realizzati con materiali con una buona conducibilità termica, come il rame berillio, possono aiutare a dissipare il calore in queste aree.
Svantaggi dell'uso degli inserti negli stampi
Tuttavia, l'utilizzo degli inserti presenta alcuni svantaggi, come ad esempio:
- Aumenta la difficoltà di assemblaggio dello stampo;
- Provoca la formazione di bolle (materiale in eccesso) intorno agli inserti;
- A volte si solleva la progettazione dello stampo e costi di lavorazioneaumentando così i costi complessivi;
- Un numero eccessivo di strutture di inserti può influire sulla progettazione dei canali di raffreddamento dello stampo;
- Un numero eccessivo di strutture di inserti può compromettere la resistenza del nucleo dello stampo.
Lavorazione degli inserti
Per migliorare l'efficienza della lavorazione, alcuni stampi di grandi dimensioni vengono divisi in diverse parti più piccole per una lavorazione separata, con conseguente risparmio di tempo.
In generale, esistono due tipi di inserti: inserti passanti e inserti ciechi.
Per alcuni inserti più piccoli, è possibile utilizzare il taglio a filo Y-CUT, con testa per il posizionamento.
Per gli inserti più grandi, come quelli superiori a 60×60, è possibile utilizzare inserti ciechi e fissarli con viti. Sebbene la lavorazione sia relativamente difficile, ciò garantisce la resistenza dello stampo.
Materiali dell'inserto
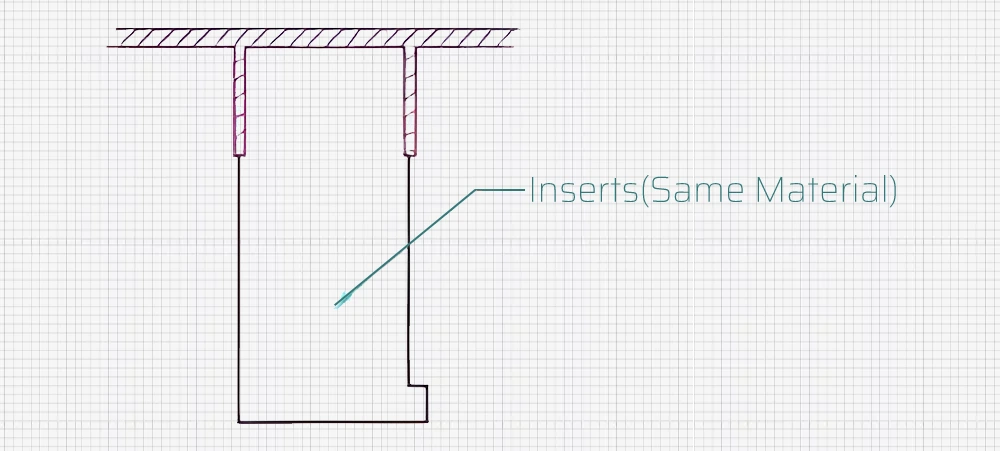
Per gli inserti senza spegnimentiIl materiale può essere lo stesso del materiale del nucleo dello stampo.
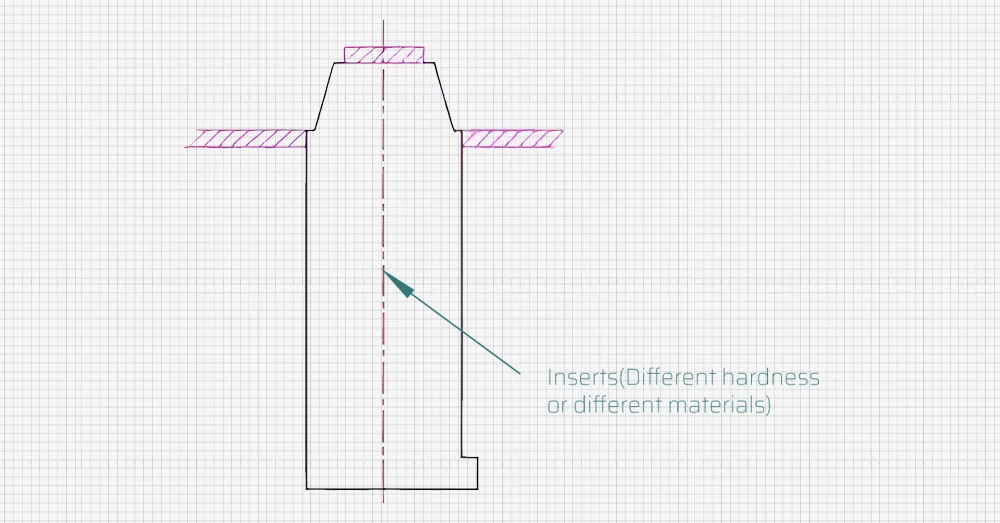
Per l'inserto con chiusura, il materiale può essere lo stesso del nucleo dello stampo ma con una durezza superiore di 2 gradi, oppure materiali diversi con durezza diversa.
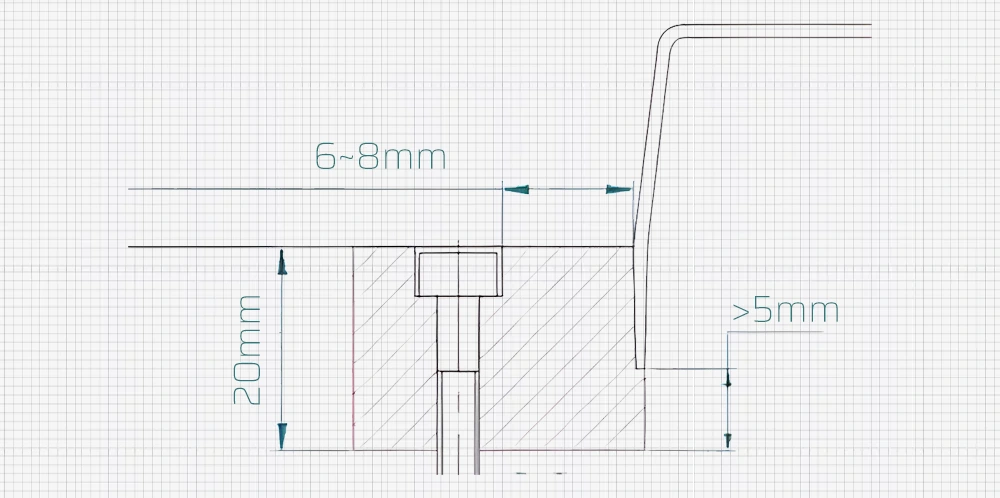
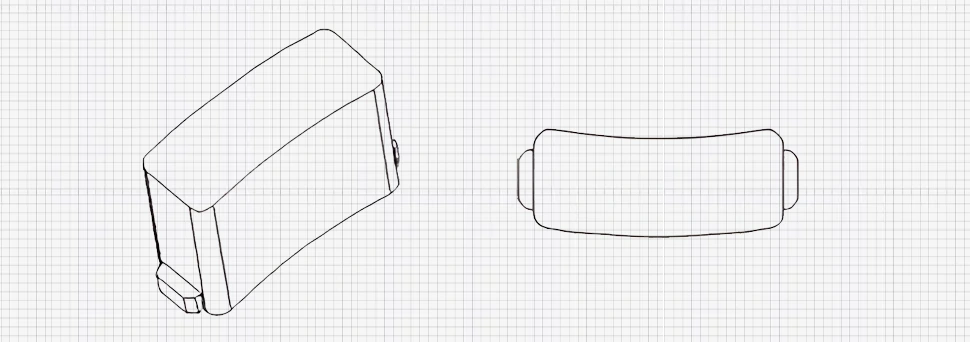
Quando si progettano le teste, si deve considerare la facilità di lavorazione e il DATUM per facilitare il taglio del filo e il lavorazione della macchina di rettifica. La testa è generalmente progettata come 5×2,0 mm o 4×3 mm.
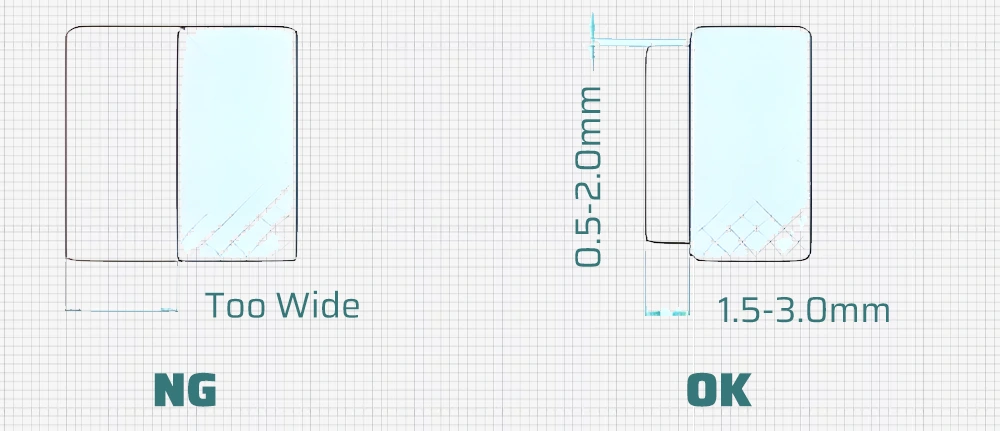
La testa deve essere posizionata in modo diritto sull'inserto, come mostrato:
La testa deve essere più corta di 0,5-2,0 mm rispetto al bordo dritto per facilitare il taglio del filo del raggio.
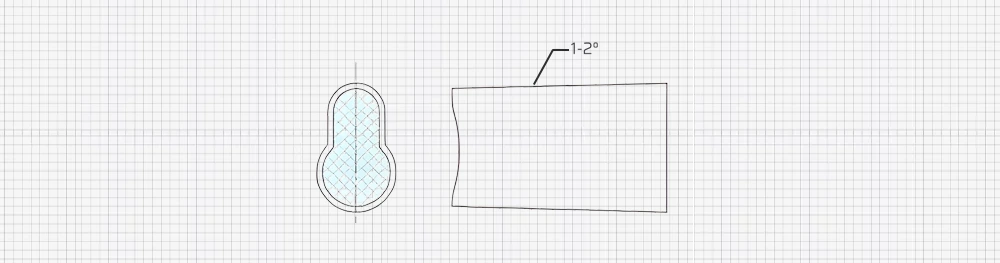
Per gli inserti di forma irregolare che non sono adatti alla testa dell'inserto, è possibile applicare una conicità di 1-2 gradi lungo il perimetro per adattare l'inserto in posizione, nota come inserto conico.
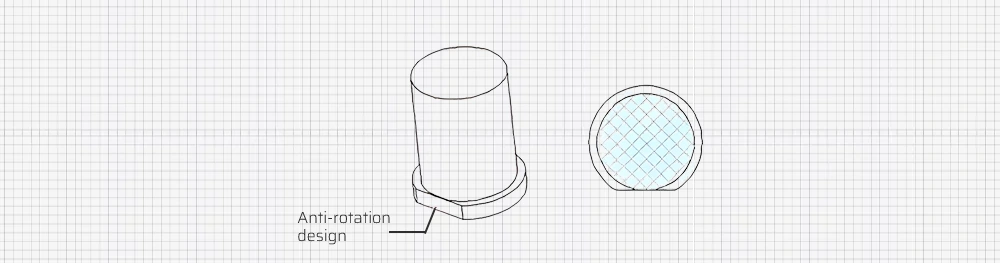
Quando gli inserti tondi sono direzionali, è necessario adottare misure antirotazione. Il metodo più semplice consiste nel fresare una piattaforma sulla testa dell'inserto, utilizzando la posizione piana per impedire la rotazione.
Inserire la struttura: Quando il prodotto ha una spalla, costole profonde (oltre 10 mm) o è trasparente, è possibile utilizzare inserti per facilitare la lavorazione, la lucidatura e la modifica strutturale. Il nucleo dello stampo deve avere almeno 25 mm di distanza dal bordo e spesso viene utilizzato un raffreddamento ad acqua.
I requisiti di tolleranza per gli inserti sono inferiori a 0,05, corrispondenti agli inserti del fondo di tenuta.
Alcuni inserti sono progettati per lo sfiato, con molti strati di inserti di sfiato fissati con perni di espulsione o realizzati in acciaio traspirante.
Sintesi
Gli inserti sono una struttura comune negli stampi, con evidenti vantaggi nonostante alcuni svantaggi.
Quando si progettano gli stampi, determinare quali aree richiedono inserti in base alla struttura del prodotto ed evitare inserti non necessari.
Si noti che i segni o le linee di inserimento sono solitamente presenti sugli stampi, e la conferma del cliente è necessaria durante la revisione dello stampo per garantire che accettazione delle parti.














