
L'angle d'attaque n'est pas exclusif aux moulage par injection. Son importance se retrouve dans diverses technologies de traitement. Par exemple, dans le moulage par injection, l'angle de dépouille est crucial pour faciliter l'éjection en douceur des pièces sans les endommager. De même, dans le moulage sous pression, L'angle de dépouille permet d'éviter que les pièces moulées ne se bloquent dans le moule. En veillant à ce que le moule et les pièces moulées ne soient pas parfaitement parallèles, l'angle de dépouille donne une légère conicité qui facilite le démoulage des pièces. Ce concept s'applique à la plupart des processus de fabrication impliquant des moules, ce qui souligne son importance universelle.
Aujourd'hui, nous allons aborder ce concept important.

Signification de l'angle de dépouille
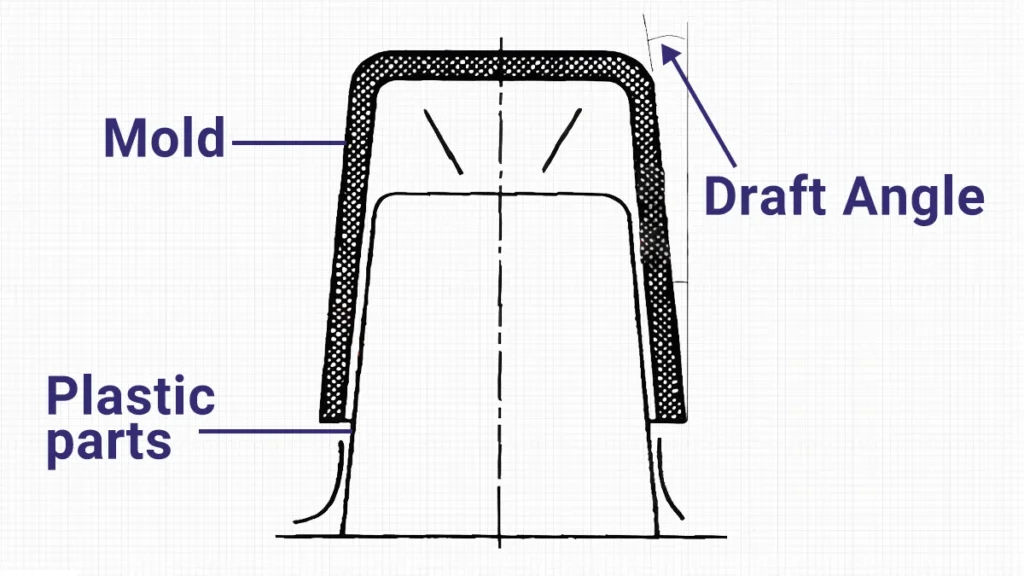
Le terme "angle de dépouille" désigne l'angle conçu dans le moule pour faciliter le démoulage de la pièce moulée. Plus précisément, il s'agit de l'angle des surfaces moulées dans le sens de l'ouverture du moule.
Qui conçoit l'angle d'attaque ?
Étant donné que l'angle de dépouille se reflète en fin de compte dans le moule, la question de savoir si l'angle de dépouille doit être conçu par l'ingénieur en structures ou par l'ingénieur en moules fait souvent l'objet d'un débat. Il existe actuellement deux approches principales :
- L'ingénieur structure doit s'assurer que toutes les surfaces ont un angle de dépouille lors de la phase de conception de la pièce (sauf pour certaines structures qui nécessitent l'évaluation d'un ingénieur en moulage).
- L'ingénieur structure est responsable de l'application des angles de dépouille aux surfaces d'aspect et aux surfaces d'assemblage clés, tandis que les autres surfaces non critiques sont laissées à la charge de l'ingénieur mouliste au cours de la phase d'assemblage. conception de moules sur la base de l'expérience.
Les deux approches ont leurs avantages et leurs inconvénients, et le choix doit être fait en fonction de la situation spécifique :
Pour la première approche :
Pour :
- Il garantit l'absence d'interférences structurelles, le respect des exigences de conception en matière d'écarts d'assemblage et de tolérances dimensionnelles, garantissant ainsi la qualité des pièces.
- Permet de gagner du temps lors de l'examen de la conception pour la fabrication des moules (DFM), ce qui évite les litiges ultérieurs en matière de qualité.
Cons :
- L'ingénieur structurel doit avoir une grande expérience en matière de moisissures, faute de quoi les angles de dépouille prévus risquent de ne pas faciliter l'éjection.
- Comme toutes les surfaces ont besoin d'un angle de dépouille, la charge de travail de l'ingénieur structurel augmente, ce qui risque de retarder les projets dont le calendrier est serré.
- Les surfaces verticales d'origine deviennent inclinées après l'application des angles de dépouille, ce qui complique les modifications structurelles ultérieures.
- L'ajout d'angles de dépouille entraîne une augmentation des lignes d'interférence dans les dessins techniques, ce qui accroît le risque d'erreurs d'annotation.
Pour la deuxième approche :
Pour :
- Gain de temps pour l'ingénieur structure ; les ingénieurs moules expérimentés conçoivent les angles de dépouille, ce qui garantit généralement une éjection en douceur.
- Simplifie les modifications structurelles ultérieures et les annotations des dessins techniques pour l'ingénieur structurel.
Cons :
- Les ingénieurs en charge des moules peuvent ne pas comprendre pleinement les exigences fonctionnelles du produit, ne penser qu'à l'éjection, et éventuellement ne pas répondre aux exigences structurelles telles que l'interférence, les espaces, les dimensions et la résistance.
- Augmente la charge de travail de l'ingénieur mouliste, car il retire généralement les filets avant d'ajouter l'angle de dépouille, puis réapplique les filets, ce qui peut entraîner des divergences entre les nouveaux filets et les filets d'origine.
Types d'angles de dépouille
Les angles de dépouille peuvent être classés en angles de dépouille de la cavité et angles de dépouille du noyau, qui se distinguent par les caractéristiques suivantes ligne de séparation qui sépare la cavité et le cœur. Les surfaces parallèles à la direction d'éjection dans la cavité nécessitent des angles de dépouille du noyau, et celles dans le noyau nécessitent des angles de dépouille du noyau. En outre, si le moule comporte des noyaux latéraux (élévateurs et curseurs), ils nécessitent des angles de dépouille de l'élévateur et des angles de dépouille du coulisseau, le sens de la dépouille suivant le sens de déplacement du coulisseau.
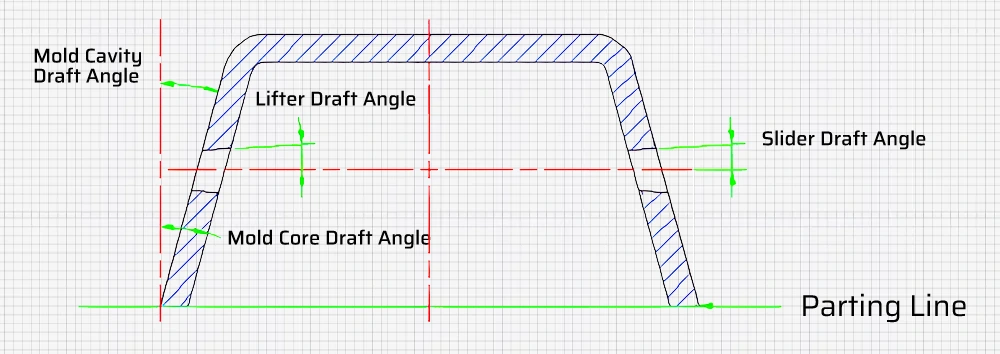
La direction de l'étirage est généralement basée sur le plan de joint afin de garantir que la plus grande dimension après l'étirage est proche du plan de joint, facilitant ainsi une éjection en douceur.
Pourquoi concevoir des angles de dépouille ?
Les angles de dépouille sont une structure de processus. En théorie, les structures de produits n'ont pas besoin de cornières de dépouille, sauf si la conception l'exige. Toutefois, en raison des limites des processus de moulage tels que le moulage par injection, les produits en plastique doivent être retirés du moule après le moulage et le refroidissement. Sans angles de dépouille, il serait très difficile de démouler les pièces en plastique. Pensez à la difficulté de séparer des tabourets en plastique empilés, qui ont déjà un angle de dépouille, sans parler des pièces en plastique sans angle de dépouille qui doivent être démoulées.
Pourquoi est-il difficile de démouler des pièces en plastique sans angle de dépouille ?
Dans le cas du moulage par injection, la résine fondue s'écoule dans le moule fermé et remplit la cavité entre le noyau et la cavité. Les matériaux thermoplastiques ont tendance à se rétracter vers le noyau du moule pendant le refroidissement, ce qui fait que les pièces en plastique adhèrent étroitement au noyau du moule. En outre, certaines matières plastiques peuvent se détacher de la paroi de la cavité du moule de manière microscopique, mais la plupart d'entre elles restent en contact avec la paroi de la cavité.
Lors de l'ouverture du moule, que la surface extérieure de la pièce en plastique soit en contact avec la paroi de la cavité ou que la surface intérieure soit en contact avec le noyau, la pièce en plastique subit une résistance de frottement opposée à la direction d'éjection. La force de frottement, représentée par 𝑓=𝜇×𝐹𝑛f=μ×Fndépend de la rugosité de la surface de contact (𝜇μ) et le contrainte de rétrécissement (𝐹𝑛)Fn), qui est lui-même lié à l'angle de dépouille.
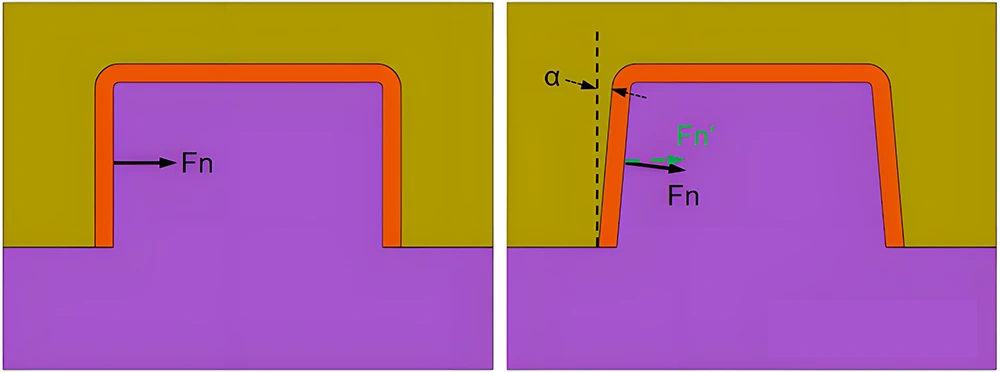
En concevant un angle de dépouille, la force de frottement dans la direction d'éjection 𝑓=𝜇×𝐹𝑛×cos𝛼f=μ×Fn×cosα diminue lorsque l'angle de dépouille 𝛼α augmente. En général, l'angle de dépouille n'est pas très grand, de sorte que sa contribution à la réduction du frottement statique est limitée.
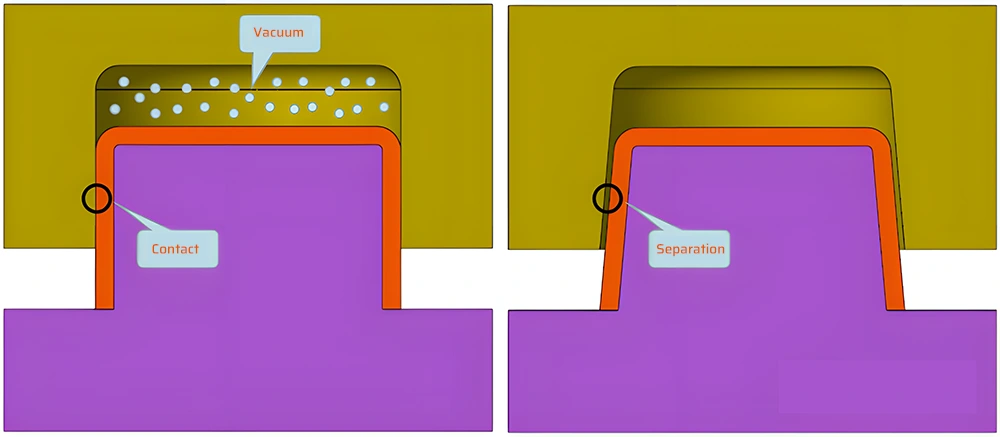
La fonction principale de l'angle de dépouille est de garantir qu'une fois que la pièce en plastique se sépare du moule, elle n'est plus en contact avec le moule, ce qui élimine les frottements. Sans angle de dépouille, la pièce en plastique passerait à un frottement de glissement lors de la séparation et, pour les surfaces très brillantes, la cavité pourrait former un vide, ce qui rendrait difficile la séparation complète de la pièce en plastique de la cavité. Dans le pire des cas, la pièce reste collée à la cavité, ce qui entraîne une déformation de la structure centrale de la pièce en plastique lors de l'éjection.
Avantages des angles de dépouille :
Les angles de dépouille peuvent parfois créer des conflits d'intérêts. Les mouleurs par injection préfèrent les angles de dépouille plus importants pour faciliter l'éjection. Les fabricants de moules, quant à eux, considèrent que l'usinage de toutes les surfaces de l'empreinte et du noyau avec des angles est une tâche difficile, car cela complique des caractéristiques simples qui pourraient être usinées avec un équipement plus simple et à moindre coût. Les concepteurs de produits peuvent trouver que les angles de dépouille compliquent la conception des pièces et en modifient l'aspect.
Malgré ces défis, il est essentiel de s'assurer que les pièces moulées répondent aux normes de qualité requises. Sans angles de dépouille, les risques de problèmes liés au moulage par injection augmentent, ce qui accroît inutilement les coûts de production et allonge les délais de livraison. Outre le fait qu'ils facilitent le démoulage des pièces, les angles de dépouille offrent d'autres avantages :
- Réduire la possibilité d'endommager les surfaces des pièces lors de l'éjection.
- Assurer l'uniformité et l'intégrité des textures et des finitions de surface.
- Minimiser la déformation des pièces due à la résistance à l'éjection.
- Réduire l'usure des pièces moulées et diminuer la probabilité d'endommagement des moules.
- Réduire le temps de refroidissement global en éliminant ou en réduisant la nécessité de mettre en place des dispositifs d'éjection complexes.
- Réduire directement et indirectement les coûts de production globaux.
Principes de conception des angles de dépouille
- Assurer une éjection en douceur
- Maintien de la fonctionnalité des structures
- Répondre aux exigences esthétiques
Assurer une éjection en douceur :
Après l'ouverture du moule, la pièce en plastique doit rester du côté du noyau pour faciliter l'éjection finale.
Le démoulage d'une pièce en plastique se fait en deux étapes :
1. Se sépare du mur creux
La surface extérieure de la pièce en plastique se sépare de la paroi de la cavité. En général, il n'y a pas de structures supplémentaires pour faciliter cette séparation, de sorte que le frottement entre la surface extérieure et la paroi de la cavité doit être réduit au minimum.
2. Se sépare de la paroi du noyau
La surface intérieure de la pièce en plastique se sépare de la paroi du noyau. Le moule utilise généralement des broches d'éjection, des broches coudées ou des plaques d'éjection pour ce faire. La friction entre la surface intérieure et le noyau doit être plus importante que celle entre la surface extérieure et la paroi de la cavité afin de garantir que la pièce reste du côté du noyau lors de l'ouverture du moule.
Comme le plastique a tendance à se rétracter vers le noyau du moule, créant ainsi une plus grande contrainte de rétraction, la friction entre la surface intérieure et le noyau sera plus élevée que celle entre la surface extérieure et la paroi de la cavité, à rugosité et angle de dépouille constants. C'est pourquoi les noyaux sont généralement conçus dans le noyau, et les cavités dans la cavité, avec le côté complexe de la pièce en plastique dans le noyau et le côté relativement simple (côté apparence) dans la cavité.
Il existe toutefois des exceptions. Par exemple, si la surface intérieure est une surface d'aspect qui ne peut pas avoir de marques de broches d'éjection, le noyau serait dans la cavité, et la cavité dans le noyau. Pour éviter de coller à la cavité, celle-ci a besoin de mécanismes d'éjection auxiliaires.
Dans certains cas, les pièces peuvent présenter des surfaces supérieures et inférieures similaires, sans côté d'apparence distinct. Pour ces pièces, s'il n'y a pas d'exigences spécifiques, l'angle de dépouille du noyau doit être minimisé tandis que l'angle de dépouille de la cavité doit être maximisé (dans la limite de la tolérance de la pièce) pour s'assurer que la pièce reste du côté du moule en mouvement, évitant ainsi le recours à des mécanismes d'éjection auxiliaires dans la cavité.
Pour les structures dont la conception est ajustable, le noyau peut être modifié de manière à ce qu'un tiers se trouve dans la cavité et deux tiers dans le noyau, ce qui réduit le risque de coller à la cavité.
Détermination de la taille de l'angle de dépouille :
Il n'existe pas de norme unifiée pour la taille de l'angle de dépouille, et les calculs théoriques sont difficiles à réaliser en raison de la complexité des modèles de frottement et de la variation des paramètres d'injection. La simulation peut fournir des valeurs de référence, mais elle demande beaucoup de temps et de ressources, et dépasse souvent les capacités des ateliers de moulage. L'expérience pratique est cruciale, et les ingénieurs structurels doivent comprendre cet aspect pour incorporer les angles de dépouille dans les structures critiques lors de la conception, réduisant ainsi la nécessité de modifications ultérieures basées sur le retour d'information de l'ingénieur mouliste et évitant des problèmes inutiles.
Facteurs influençant la taille de l'angle de dépouille :
- Caractéristiques du matériau : Les plastiques durs nécessitent des angles de dépouille plus importants que les plastiques souples, qui peuvent ne pas nécessiter d'angles de dépouille du tout en raison de leur flexibilité.
- Taux de rétrécissement : Les plastiques ayant des taux de rétraction plus élevés s'accrochent plus étroitement au noyau, ce qui nécessite des angles de dépouille plus importants.
- Coefficient de friction : Les matériaux ayant des coefficients de frottement plus faibles, tels que le PA et le POMLes surfaces rugueuses nécessitent des angles de dépouille plus petits. Les surfaces plus rugueuses nécessitent des angles de dépouille plus importants.
- Épaisseur de la paroi : Les parois plus épaisses exercent une plus grande force sur le noyau, ce qui nécessite des angles de tirage plus importants.
- Complexité géométrique : Les formes complexes ou les pièces comportant de nombreux trous nécessitent des angles de dépouille plus importants afin d'éviter d'avoir recours à de nombreuses broches d'éjection, qui doivent être disposées symétriquement pour éviter tout gauchissement lors de l'éjection.
- Transparence : Les pièces ayant des exigences optiques nécessitent des angles de dépouille plus importants.
Plages d'angles d'étirement spécifiques :
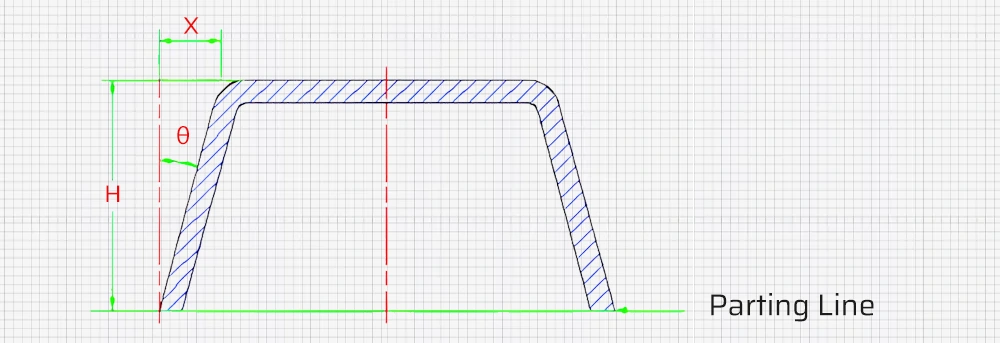
La relation géométrique pour les angles de dépouille est tan𝜃=𝑋𝐻tanθ=HXoù 𝜃θ est l'angle de tirage, 𝐻H est la hauteur de la surface ébauchée, et 𝑋X est l'épaisseur réduite de la paroi ou la conicité.
En théorie, des angles de dépouille plus importants facilitent l'éjection, en particulier pour les zones hautes (profondes) et de grande surface qui s'agrippent fortement au noyau ou à la cavité, ce qui nécessite des angles plus importants pour une éjection en douceur.
Cependant, une plus grande 𝜃θ signifie une plus grande 𝑋Xce qui a une incidence sur la conception :
1. Pour les surfaces d'aspect
Un plus grand 𝑋X modifie considérablement le dessin et risque de s'écarter de l'aspect voulu. C'est pourquoi l'angle de dépouille doit être aussi grand que possible. Si ce n'est pas le cas, il convient d'envisager les mesures suivantes :
- Les surfaces très brillantes nécessitent un tirage d'au moins 1° pour éviter les rayures ; des valeurs plus élevées sont préférables si possible.
- Les surfaces texturées nécessitent une dépouille d'au moins 3°, en fonction du type et de la profondeur de la texture. En général, une profondeur de 0,001 mm nécessite une dépouille de 1° à 1,5°.
- Les surfaces droites nécessitent une ébauche tenant compte des plans de joint, qui seront abordés dans une section ultérieure.
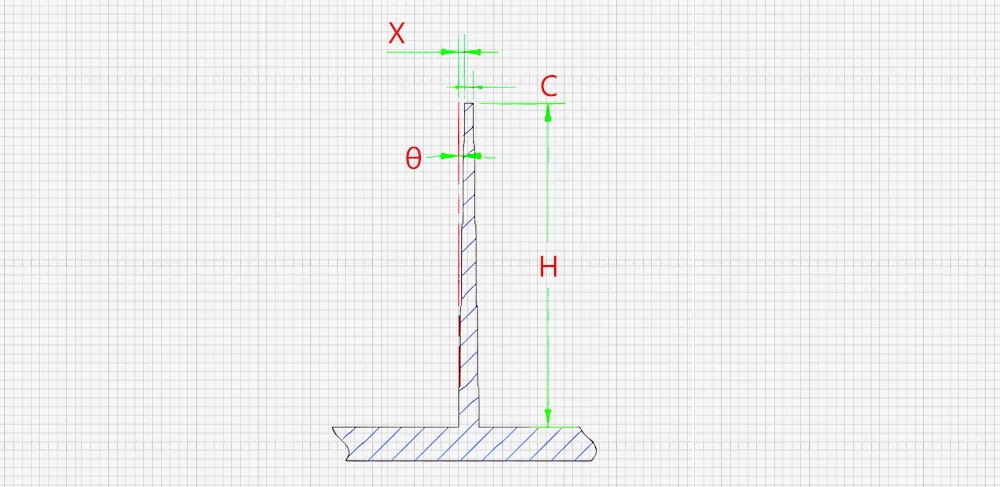
2. Pour les surfaces de nervures
Un plus grand 𝑋X réduit la largeur supérieure 𝐶CLes nervures doivent être conçues plus courtes, ce qui permet d'obtenir des angles de dépouille plus importants. Les nervures doivent être conçues plus courtes, ce qui permet d'obtenir des angles de dépouille plus importants. Si cela est inévitable, il faut veiller à ce que les nervures aient un diamètre de 𝑋≥0,2X≥0,2 et 𝐶≥0,6C≥0.6.
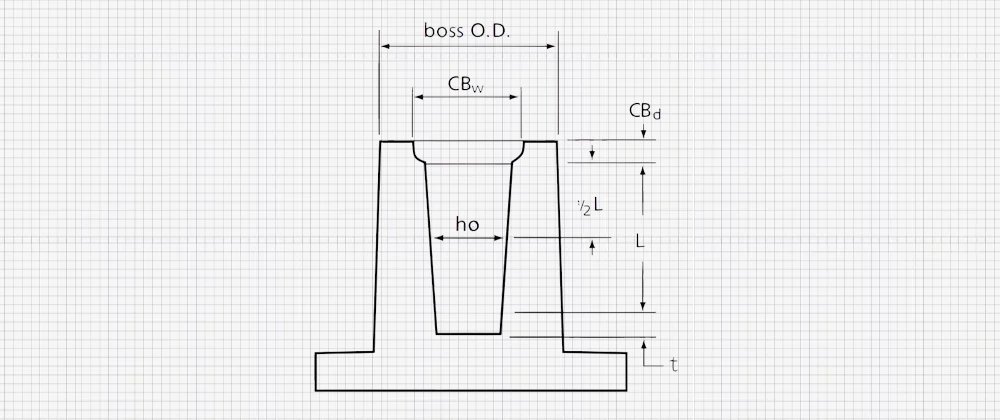
3. Pour les bossages à vis
Le trou intérieur nécessite une précision dimensionnelle. L'angle de dépouille est faible ou nul, ce qui nécessite une faible rugosité ou un polissage et un placement approprié des goupilles d'éjection. L'utilisation de goupilles pour l'éjection évite la nécessité d'un angle de dépouille, alors que les goupilles d'éjection ordinaires nécessitent un angle de dépouille. La hauteur des bossages de vis ne doit pas être excessive, avec des angles compris entre 0,5° et 1,0°. La dépouille doit être basée sur la moitié de la profondeur d'engagement du filet 𝐿L pour assurer un bon ajustement des vis, en évitant un ajustement lâche en haut et un ajustement serré en bas, ce qui introduit des contraintes.
4. Les autres surfaces internes utilisent un angle de dépouille de 1° comme base, ajusté en fonction de la hauteur et de la rugosité, en tenant compte des variations de l'épaisseur de la paroi afin d'éviter que la surface ne se détériore. défauts de moulage.
Assurer la fonctionnalité des structures :
Un produit complet est composé de différentes pièces reliées entre elles pour former un tout. L'angle de dépouille d'une pièce a une incidence sur elle-même et sur les autres pièces avec lesquelles elle est reliée.
1. Impact sur les surfaces d'appui des vis :
L'application d'un angle de dépouille facilite l'éjection, mais la surface d'appui n'est pas perpendiculaire à l'axe de la vis, ce qui risque de faire basculer la partie fixe lors du serrage.
2. Impact sur les ajustements d'interférence :
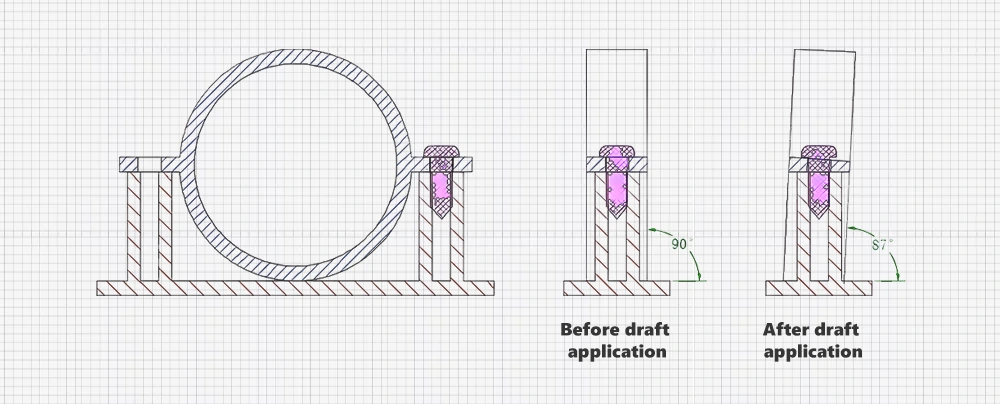
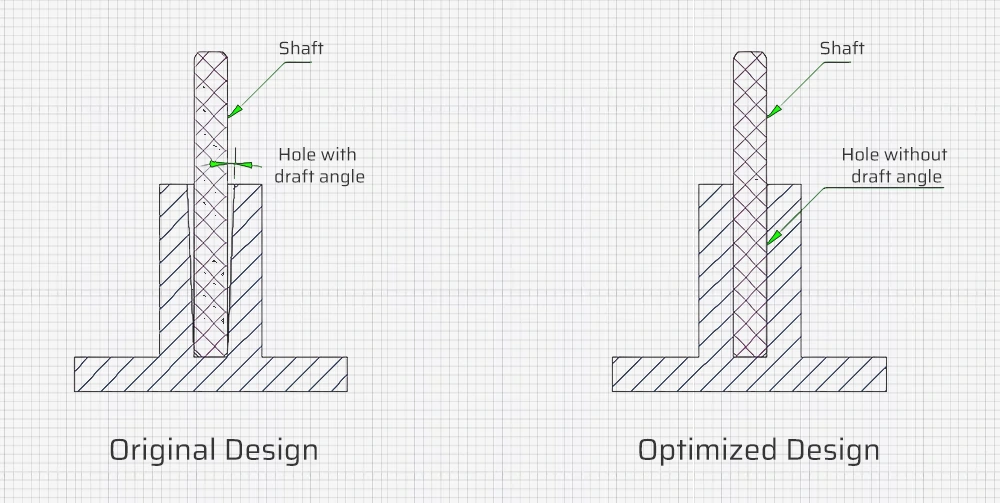
Les pièces en plastique dont les dépouilles sont identiques conservent la précision de l'ajustement par interférence. Toutefois, les pièces standard (par exemple, les roulements, les arbres) sans angle de dépouille doivent être examinées avec soin. Par exemple, l'ajustement serré d'un petit arbre avec un alésage de colonne perd de son efficacité si l'alésage présente un angle de dépouille. L'utilisation d'une goupille pour l'éjection permet de maintenir l'alésage sans angle de dépouille.
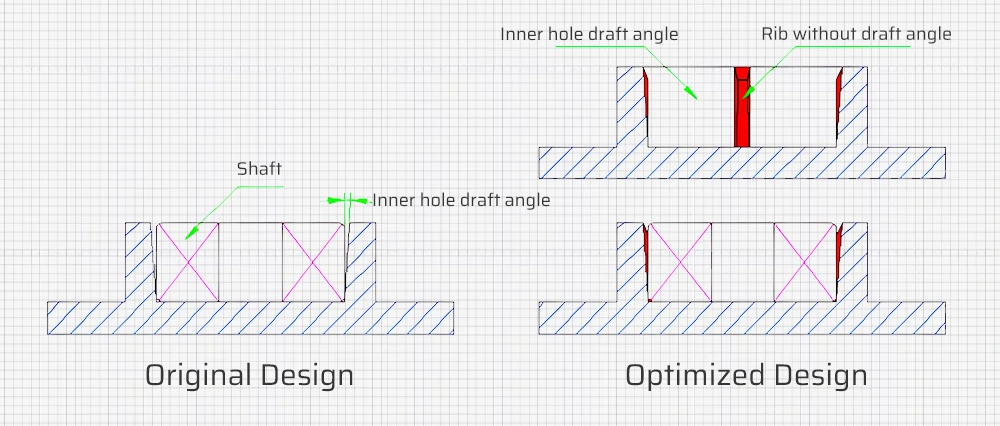
Pour les ajustements serrés de roulements, les grands diamètres d'alésage ne permettent pas d'obtenir un angle de dépouille nul avec les goupilles. L'éjection conventionnelle nécessite un angle de dépouille. Par exemple, les grands alésages de roulements ont besoin d'un angle de dépouille interne, tandis que les surfaces de nervures avec de petites surfaces peuvent ne pas avoir besoin d'un angle de dépouille, ce qui permet une éjection forcée.
3. Exigences en matière de concentration :
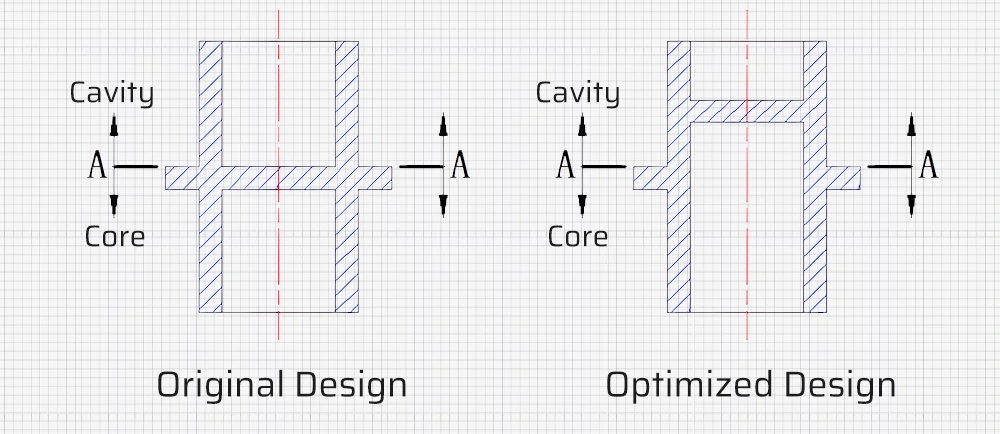
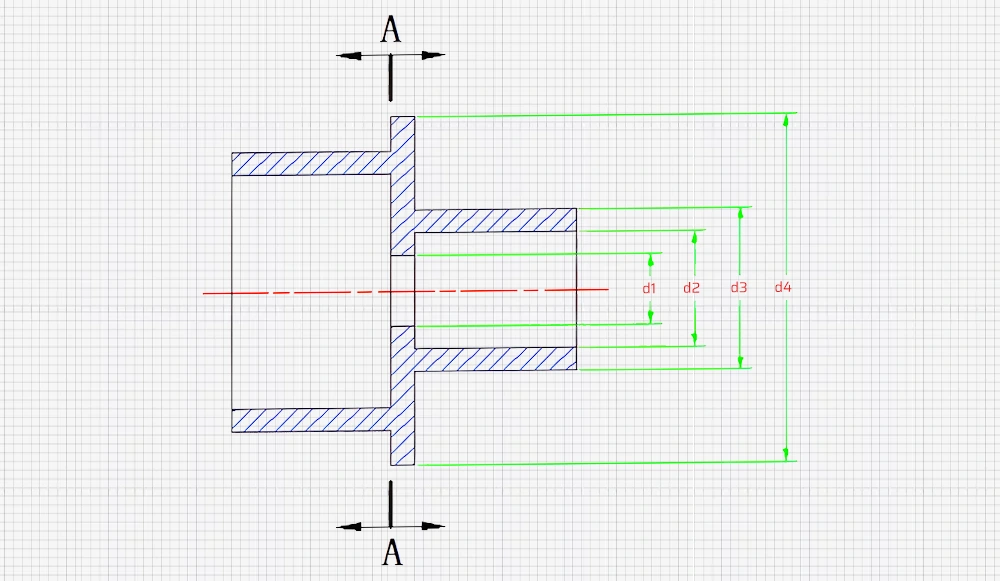
Lorsqu'il existe des exigences de concentricité pour des caractéristiques telles que d1, d2, d3 et d4, le plan de joint doit être en A-A, avec d1 et d2 sur le même noyau pour garantir la précision du moule.
4. Effet sur l'aspect et la structure des lignes de séparation :
Les trous de passage courants sont formés par le contact de la cavité et du noyau en différents points, créant ainsi des lignes de séparation. Le dessin du trou de passage présente trois aspects embrasser en générant des lignes de séparation à l'endroit où la cavité et le noyau se rejoignent.
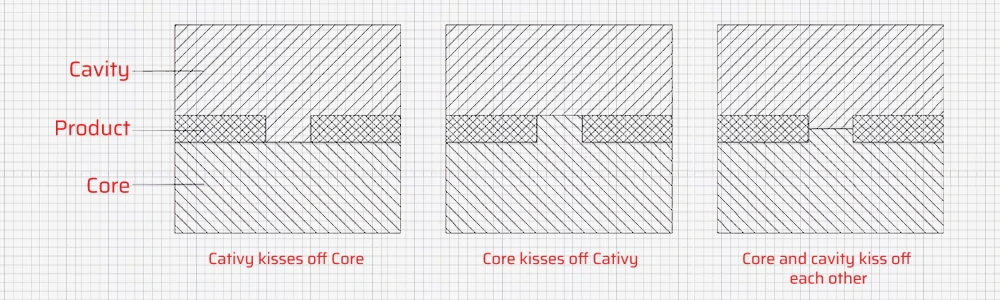
La cavité embrasse le cœur :
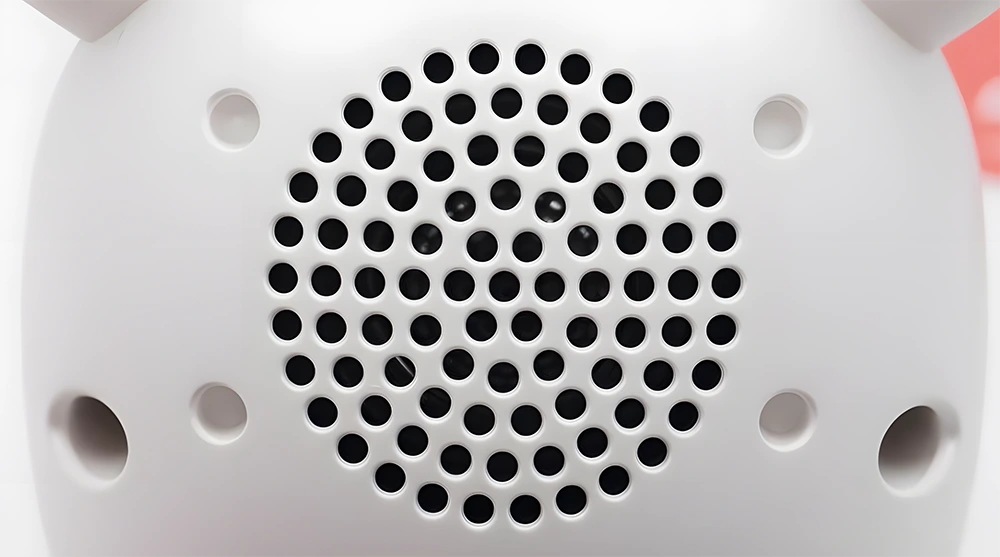
La paroi intérieure du trou, après l'ébauche, reste dans la cavité. Cette méthode est couramment utilisée pour les trous d'apparence tels que les trous de ventilation, les trous de haut-parleur et les trous d'interface externe. Ces trous ne permettent généralement pas au plan de joint ou à l'éclair d'être visible sur la surface extérieure et nécessitent habituellement des chanfreins, ce qui fait de cette méthode le choix privilégié. Cependant, il est important de noter que cette méthode comporte un risque d'adhérence à la cavité, en particulier lorsqu'il y a de nombreux trous, tels que des trous de ventilation ou de haut-parleur. Par conséquent, si l'âme n'a pas une structure suffisante pour garantir que la pièce reste sur l'âme lors de la séparation de l'âme et de la cavité, il est conseillé d'utiliser la méthode "kiss off each other", où la profondeur de la cavité est inférieure à celle de l'âme.
Le noyau embrasse la cavité :
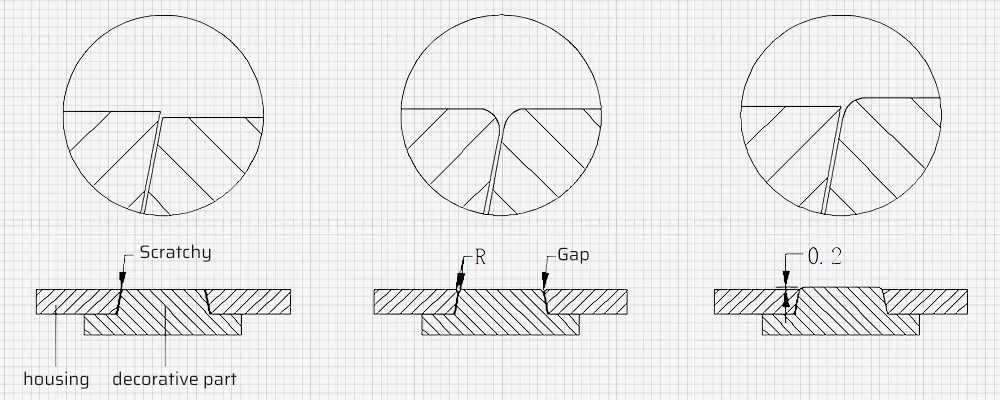
La paroi intérieure du trou, après l'ébauche, reste dans le noyau. Cette méthode est généralement utilisée pour les trous qui n'apparaissent pas seuls parce que le plan de joint (flash) se trouve sur la surface extérieure. Ces trous sont généralement utilisés en conjonction avec d'autres pièces, par exemple avec une pièce décorative placée au milieu du trou.
Étant donné que l'éclair des trous formés de cette manière se trouve sur la surface extérieure, si la pièce décorative affleure le boîtier, toute erreur (due à une faible précision du moule ou à une structure instable) peut faire en sorte qu'ils ne soient pas vraiment affleurants, ce qui se traduit par une marche qui peut rayer les mains. Si les deux pièces sont chanfreinées à l'angle R sur l'extérieur, elles ne rayeront pas les mains, mais l'écart paraîtra plus important. Si seule la pièce décorative est chanfreinée à l'angle R et que sa surface est supérieure d'environ 0,2 mm à la surface de l'enveloppe, elle ne rayera pas les mains et l'écart ne paraîtra pas plus grand.
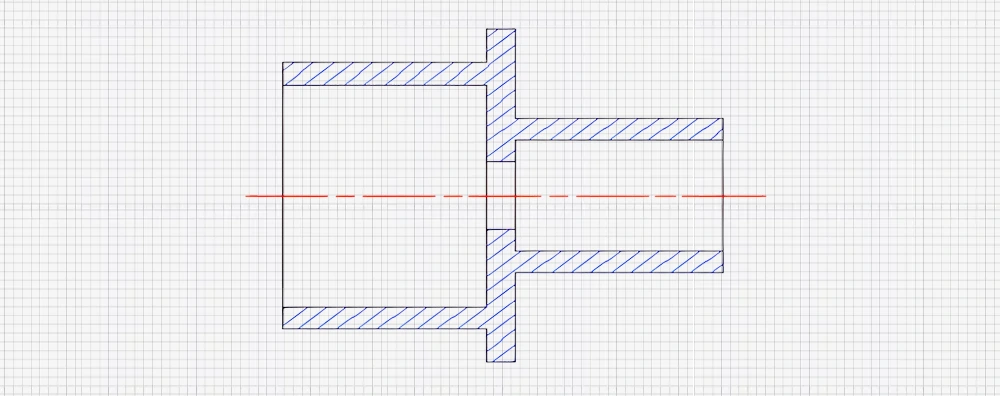
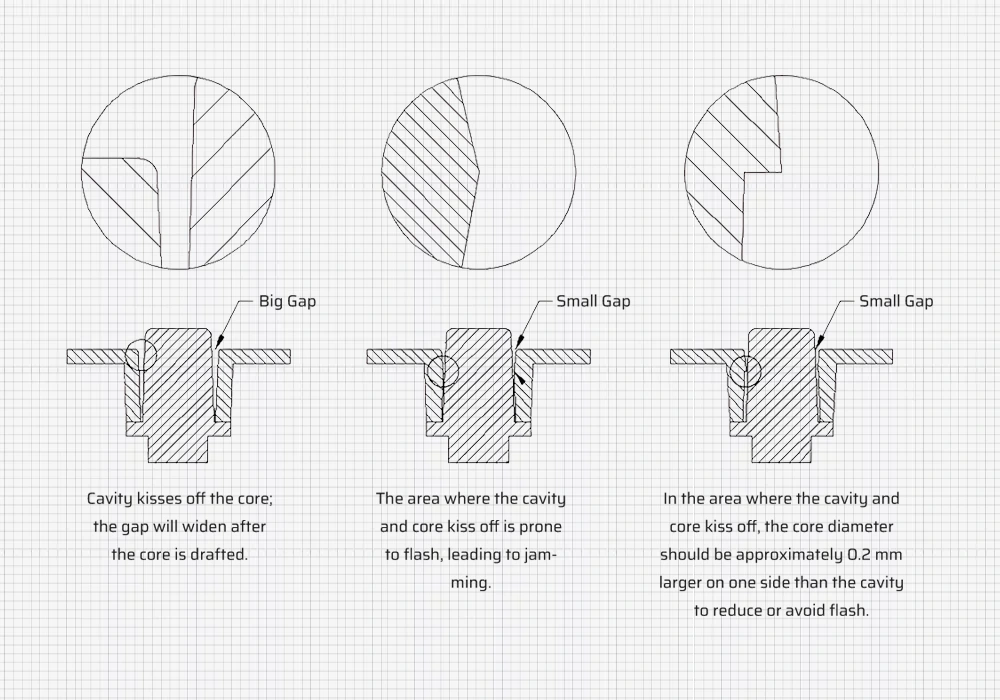
Les baisers de la carotte et de la cavité s'échangent les uns contre les autres :
La paroi intérieure du trou, après l'ébauche, reste à la fois dans le noyau et dans la cavité. Cette méthode est utilisée non seulement pour faire face au risque de collage dans la cavité, comme mentionné précédemment, mais aussi dans les situations où le trou est très profond. Après l'ébauche, les diamètres des extrémités supérieure et inférieure du trou peuvent être très différents. Pour éviter cela, le noyau et la cavité sont généralement utilisés pour former le trou, ce qui est couramment appliqué dans les structures à boutons, comme le montre le diagramme ci-dessous.
Garantir les exigences esthétiques :
La question de savoir si les pièces d'aspect nécessitent des angles de dépouille dépend principalement de la méthode de démontage des pièces d'aspect et de la méthode d'éjection correspondante. Les concepteurs ayant des exigences strictes en matière d'apparence tiendront compte de l'état de conception et de la méthode générale de désassemblage dès les premières étapes de la conception. En effet, lorsque les ingénieurs structurels ajoutent des angles de dépouille à l'apparence par la suite, cela affecte l'apparence dans une certaine mesure.
Bien entendu, cet impact doit être reconnu par le concepteur de l'apparence avant de passer à l'étape suivante. Dans le cas contraire, l'ingénieur structurel doit envisager d'autres méthodes d'éjection tout en préservant l'apparence d'origine. Ce processus implique une communication et une coopération constantes entre les ingénieurs structurels et les concepteurs de l'apparence. Selon les entreprises, l'importance accordée à la structure et à l'apparence peut varier, ce qui entraîne des différences en termes de qualité et de coût des produits.

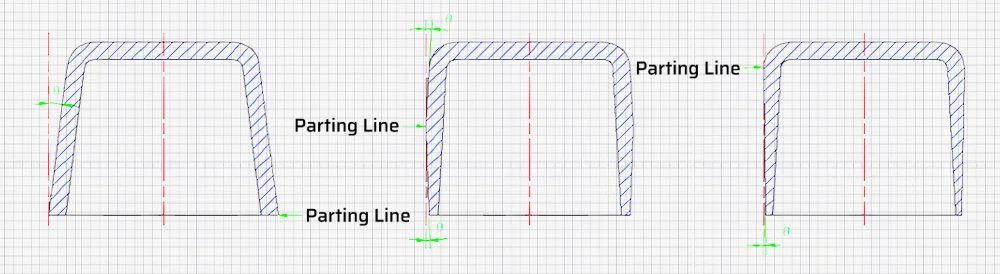
Les images ci-dessus illustrent l'évolution des modèles typiques de corps de rasoir :
Première conception :
Il s'agit d'un premier modèle avec une coque supérieure et une coque inférieure. La ligne de séparation entre les coques supérieure et inférieure nécessite des angles de dépouille. Après l'application des angles de dépouille, le joint entre les coquilles supérieure et inférieure change légèrement et n'est plus tangentiel. C'est pourquoi des lignes décoratives sont souvent ajoutées à cet endroit pour réduire les arêtes vives qui pourraient causer de l'inconfort.
Deuxième modèle :
Pour résoudre les problèmes posés par le premier modèle, une coque centrale a été ajoutée, qui sert également d'élément décoratif. Cela améliore considérablement l'aspect général, mais ajoute le coût d'une pièce supplémentaire.
Troisième modèle :
Il s'agit d'un style minimaliste avec un corps principal d'une seule pièce et un aspect cylindrique. Il n'y a pas d'angles de dépouille sur les côtés ni d'interstices, ce qui préserve totalement le design d'origine. Il s'agit d'une approche de conception actuelle très répandue.
Des tendances similaires s'appliquent aux sèche-cheveux, qui passent d'un design traditionnel à un design moderne et plus simple, avec moins de pièces et moins d'impact sur l'apparence sous des angles différents.

Moules à angle de dépouille zéro :
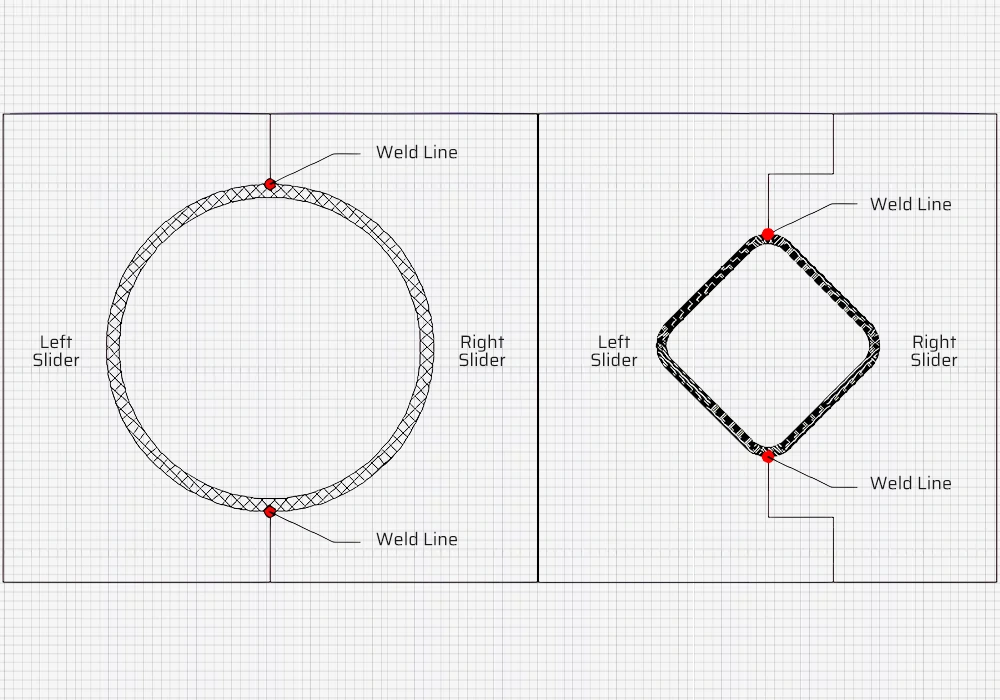
Certains produits d'aspect cylindrique évitent les angles de dépouille pour préserver l'esthétique. Si l'enveloppe est en métal, l'extrusion d'aluminium permet d'obtenir un angle de dépouille nul sur les parois intérieures et extérieures. Pour les pièces en plastique, la paroi intérieure a toujours besoin d'un angle de dépouille, la paroi extérieure étant moulée à l'aide de glissières latérales, ce qui laisse des lignes de séparation qui peuvent être polies et peintes pour les dissimuler.

Apple Pencil 1ère génération Angle d'ébauche zéro :

Le corps de l'Apple Pencil de première génération est en plastique et comporte une longue section avec un angle de dépouille nul sur les parois intérieures et extérieures. Si les solutions mentionnées précédemment peuvent être utilisées pour éjecter la paroi extérieure avec un angle de dépouille nul, l'éjection de la paroi intérieure avec un angle de dépouille nul est plus difficile.
Selon un brevet déposé par Apple, la solution consiste à utiliser un noyau de moule flexible composé de deux parties : un manchon métallique flexible et fendu (FIG. 3) et un noyau intérieur métallique (FIG. 5). Ce manchon flexible peut se déformer élastiquement dans certaines conditions, ce qui permet de le retirer de la cavité cylindrique de l'Apple Pencil.
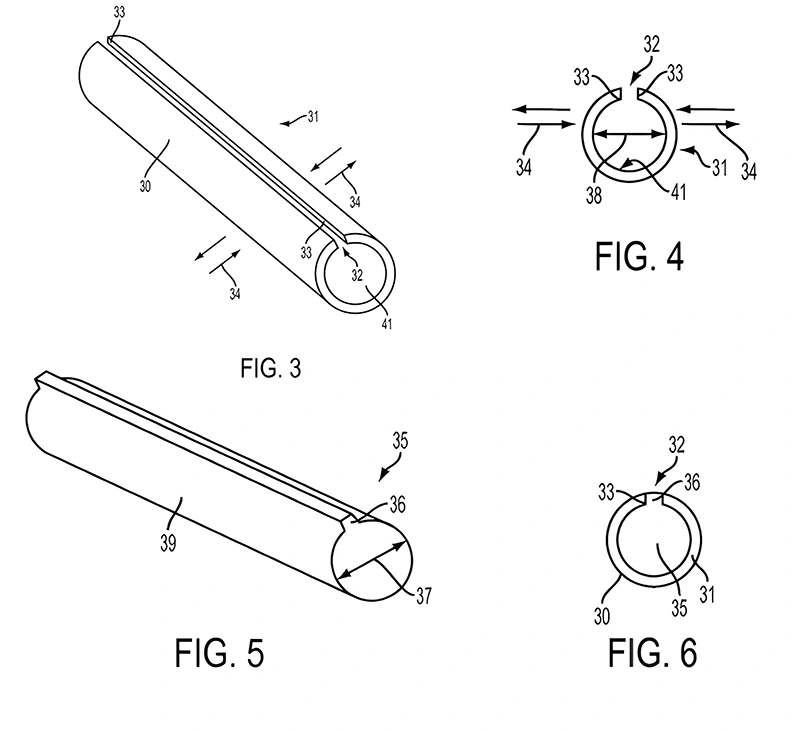
Mise en œuvre spécifique :
Le manchon métallique est fabriqué en métal à faible friction et poli sur la surface extérieure pour réduire la friction avec le plastique. Le manchon est doté d'une fente continue qui lui confère un espace de déformation élastique. Le noyau intérieur métallique correspondant a une clé surélevée et, ensemble, ils forment le noyau du moule (FIG. 6).
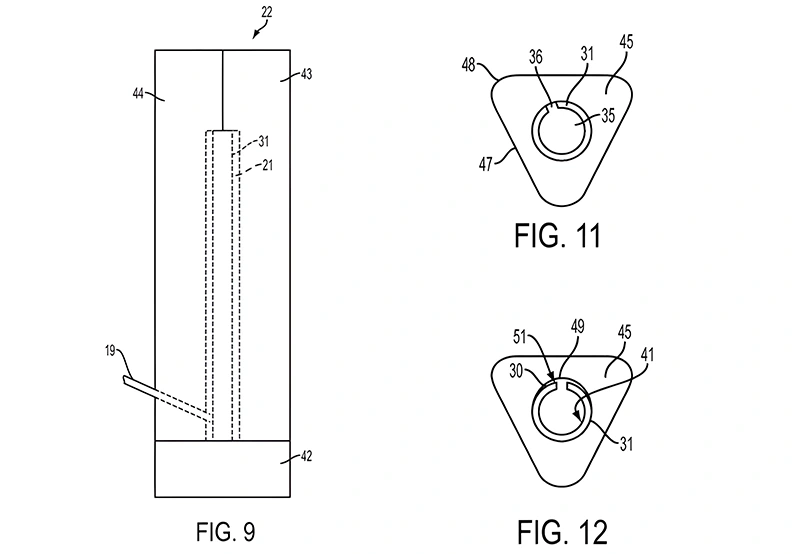
Au cours du processus d'injection, le noyau du moule est d'abord placé à l'intérieur du moule, puis le moule extérieur est fermé (FIG. 9) pour achever le moulage par injection. Après le moulage, le noyau métallique interne est d'abord retiré, ce qui crée un espace pour que le manchon flexible se déforme élastiquement vers l'intérieur. Cette contraction vers l'intérieur entraîne un certain détachement du manchon métallique de la paroi intérieure de la pièce en plastique, ce qui facilite le retrait du manchon de la paroi intérieure de la pièce en plastique (le brevet utilise un exemple de prisme triangulaire pour illustrer le corps cylindrique en plastique de l'Apple Pencil).
Résumé :
Enfin, nous soulignons une fois de plus l'importance de l'angle de dépouille. Une conception correcte de l'angle de dépouille a un impact crucial sur la qualité du produit et l'efficacité de la production. En comprenant les effets des angles de dépouille sur les produits et en sachant comment les appliquer correctement dans la conception des moules, nous pouvons améliorer le travail de conception des moules, la qualité des produits et l'efficacité de la production.














