
¿Es usted un fabricante en ciernes? Es posible que desee fabricar piezas de plástico para el hogar, la medicina o el automóvil. La arquitectura del molde de inyección es un factor importante en la planificación de la economía de fabricación, la capacidad y la estabilidad de la calidad. Un molde de cavidad única o un molde de cavidades múltiples sería la cuestión a considerar a corto plazo. No se trata de una decisión de utillaje, sino de una decisión estratégica de producción que repercute en los gastos de capital (CapEx), los gastos de explotación (OpEX), la exposición al riesgo y la escalabilidad.
Este extenso extracto quizá le ayude a observar el funcionamiento de estos moldes, sus paralelismos y aplicaciones.
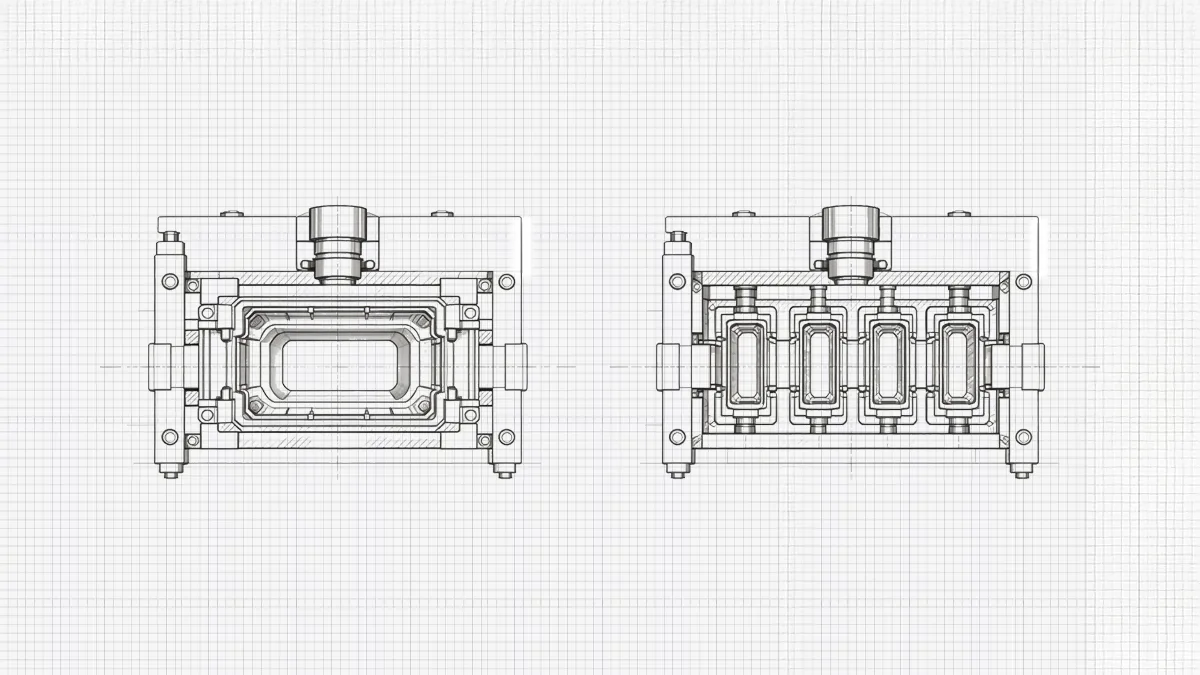
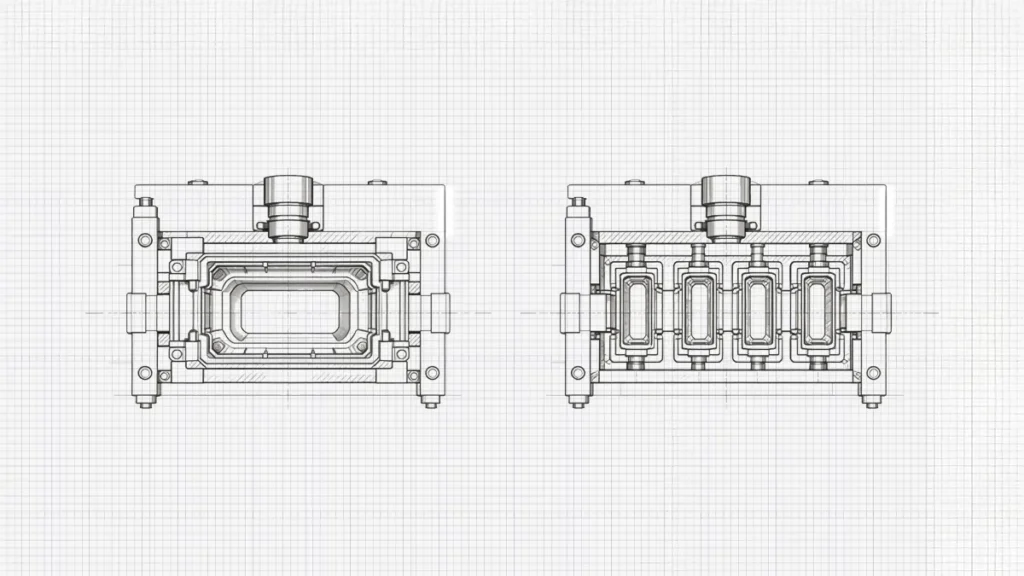
Comparación de núcleos entre moldes monocavitarios y multicavitarios

Molde de cavidad única: una cavidad produce una pieza por ciclo de inyección, lo que simplifica el comportamiento del flujo y la estabilización del proceso.
Molde multicavidad: varias cavidades idénticas producen varias piezas por ciclo, lo que aumenta drásticamente el rendimiento.
Comparación de núcleos entre moldes monocavitarios y multicavitarios
En primer lugar, sólo es posible colocar una única impresión de la geometría de la pieza en un molde de cavidad única, de forma que se fabrica una única pieza en cualquier ciclo de moldeo. Se trata de un diseño sencillo en lo que respecta a los procesos, los patrones de llenado predecibles y la facilidad para solucionar problemas. Un molde multicavidad, en comparación, tiene muchas impresiones idénticas en una base del molde, y esto implica que muchas de las piezas pueden fabricarse simultáneamente en cada ciclo [1]. El cambio en la producción con el número de cavidades es proporcional al número de cavidades, a pesar de que la duración del ciclo suele ser comparable. En otras palabras, en cada ciclo se moldea un mayor número de piezas en el molde multicavidades.
Los moldes de una sola cavidad también son necesariamente restrictivos en cuanto al rendimiento con respecto a la eficacia de la producción. El uso de la máquina también es elevado en términos de rendimiento, pero el número de piezas producidas por hora es bajo. Los moldes de cavidades múltiples aumentan rápidamente la productividad sin el mismo número de horas de máquina, por lo que son la solución preferida cuando se trata de programas de gran volumen.
Existe un alto nivel de divergencia en la economía unitaria. Los moldes de una sola cavidad son más baratos al principio en términos de utillaje, pero son más caros en términos de pieza, ya que el tiempo de máquina, la mano de obra y la energía se amortizarán por pieza. Los moldes de cavidades múltiples no son rentables en moldeo por inyección de bajo volumen ya que tienen un proceso de mecanizado complicado, un sistema de canal dedicado, un sistema de refrigeración dedicado y un equilibrado de cavidades, pero son menos costosos a escala.
Control de procesos y retos técnicos
Los moldes multicavidad plantean exigencias más estrictas en cuanto a igualdad de flujo, uniformidad térmica y dispersión de la presión. [2]. El desequilibrio puede provocar disparos cortos, rebabas, diferencias dimensionales, alteraciones o diferencias de contracción. Así, el número de cavidades aumenta la dificultad del control del proceso.
| Parámetro | Molde de una cavidad | Molde multicavidad |
|---|---|---|
| Producción por ciclo | 1 parte | Varias piezas |
| Coste del utillaje | Baja | Más alto |
| Coste unitario | Más alto | Más bajo a escala |
| Complejidad del proceso | Bajo | Moderado a alto |
| Duración del ciclo | Estándar | Similar |
| Requisito de equilibrio | Mínimo | Crítica |
| El mejor caso de uso | Prototipos, bajos volúmenes | Producción en masa |
Selección de moldes y toma de decisiones
Entonces, ¿qué enfoque debe guiar su modelo de toma de decisiones para la selección de moldes? Empiece por encontrar un equilibrio entre la viabilidad técnica y la justificación financiera. Las previsiones de volumen de producción son las que más influyen en su decisión. Una demanda baja o incierta tiende a favorecer los moldes de una sola cavidad, ya que reducen el riesgo de inversión y permiten cambios rápidos en el diseño. Los moldes multicavidad son económicamente rentables para grandes volúmenes anuales, ya que permiten amortizar las herramientas con un coste unitario considerable. [3].
En segundo lugar, establecer las limitaciones de capacidad de la máquina de cada uno de los moldes. El número de cavidades necesarias vendrá determinado por el tamaño del disparo, la capacidad de presión de inyección, la velocidad de plastificación y el tonelaje exigido a la mordaza. Si se sobrepasan los límites de la máquina, es probable que se produzcan disparos cortos o un exceso de cizallamiento.
¿Qué materiales va a utilizar? Los sistemas multicavidad son más difíciles de equilibrar con resinas que tienen ventanas de procesamiento pequeñas o tienen una viscosidad elevada.
¿Cuáles son los requisitos de calidad? Los moldes de cavidad única favorecen las piezas con un control dimensional estricto o un aspecto estético durante las primeras etapas, antes de que los fabricantes estabilicen el proceso y escalen la producción.
Complejidad de las herramientas y riesgo de fabricación
Complejidad del diseño y retos de ingeniería
A la mayoría de los fabricantes noveles les sorprende el hecho de que cada molde tenga complejidades de diseño distintas. Cuando selecciona un molde de cavidad única, sus ingenieros deben centrarse en una dirección de flujo, un punto de entrada y un sistema de refrigeración relativamente predecible. ¿Y qué más? El comportamiento del flujo de polímero, la caída de presión y el venteo pueden simularse con menos facilidad, ya que el sistema tiene pocas variables que interactúen. Los ciclos de diseño son más rápidos, y las modificaciones correctivas en el ensayo, más condensadas.
¿Cuáles son las complicaciones de diseño de los moldes multicavidad? Estos moldes requieren una ingeniería a nivel de sistemas. El equilibrio del flujo es un cuello de botella que requiere diseños simétricos de los canales y tamaños de compuerta cuidadosamente optimizados para garantizar un llenado uniforme de las cavidades. La sutil variación geométrica da lugar a un desequilibrio de presión que provoca disparos cortos en algunas cavidades y rebabas en otras.
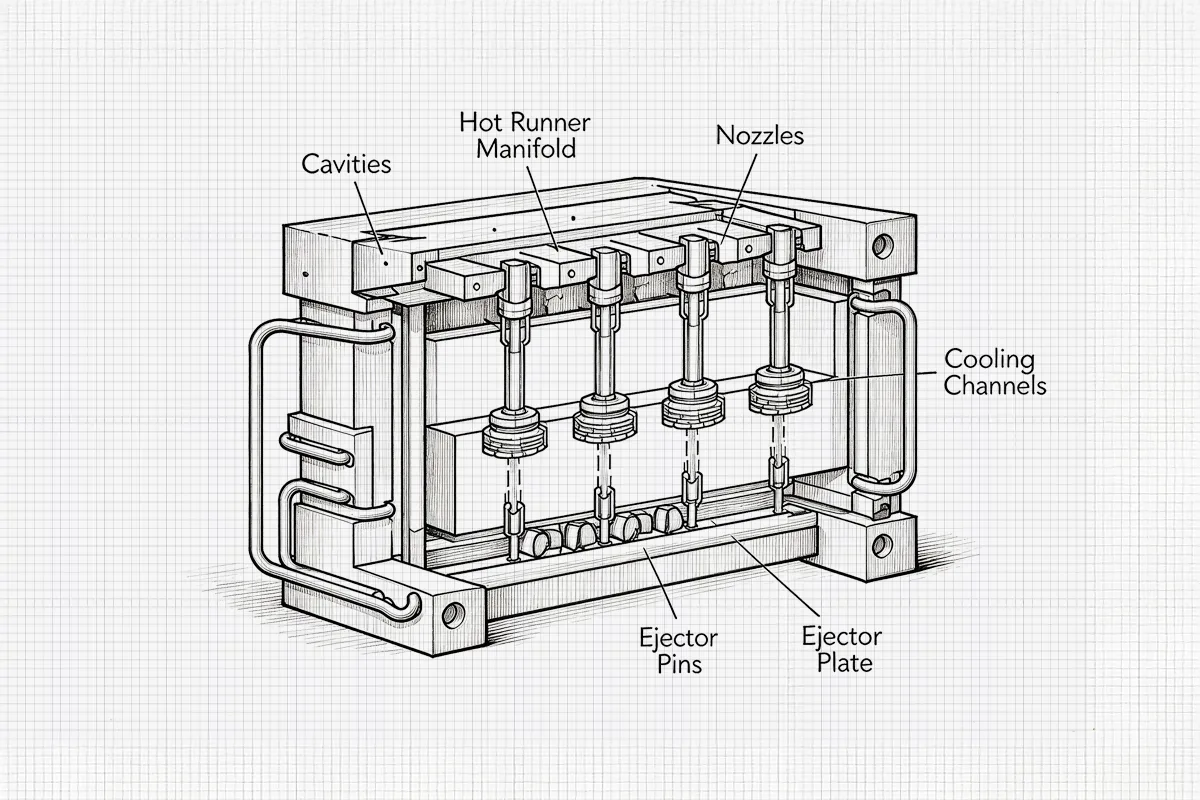
El diseño de la refrigeración también es un reto en los moldes multicavidad. Para obtener uniformidad térmica en una secuencia de cavidades, es necesario disponer de circuitos de refrigeración distribuidos con precisión, que pueden ser en forma de deflectores, burbujeadores o planos de refrigeración conformados. El problema de ingeniería ya no es la optimización de un componente, sino la optimización de una red de cavidades conectadas entre sí, donde la dinámica del flujo, la transferencia de calor y el comportamiento de contracción deben ser congruentes.
Precisión en la fabricación y riesgo en la construcción de herramientas
Ciertamente, el grado de riesgo de la fabricación de herramientas es proporcional al tamaño de las cavidades. Con un molde de una sola cavidad, sólo se desvía y las tolerancias en el mecanizado a una sola cavidad. Le permite concentrarse en las correcciones, asegurándose de no provocar un desequilibrio en el sistema. El ajuste dimensional -ajustes de seguridad, pulido o refinamiento de las compuertas- es relativamente sencillo.
Los fabricantes que deseen utilizar moldes multicavidad deben tener en cuenta el apilamiento de tolerancias. Las grandes cantidades de insertos de cavidades requieren uniformidad hasta el nivel de micras, y esto exige un mecanizado CNC de alta precisión, precisión EDM y alta metrología. En el caso de una pequeña variación dimensional en las cavidades en la máquina, puede convertirse en una variación de pieza medible. También debe mantenerse una alta uniformidad en el mecanizado de los canales y las compuertas, ya que la falta de uniformidad puede provocar un desequilibrio en el llenado y la distribución de la presión de la empaquetadura. La construcción de moldes multicavidad es costosa, ya que la introducción de cambios correctivos en una cavidad o parte de un canal puede alterar las situaciones de equilibrio en todo el molde. La integración de la línea de montaje, la alineación de la línea de montaje y los circuitos de refrigeración herméticos también se complican aún más, aumentando la posibilidad de que se produzcan fallos en el montaje, como líneas de partición desalineadas, ventilación desigual o ineficiencias térmicas.
Estabilidad operativa y riesgo del ciclo de vida
Los fabricantes en ciernes asumen que el riesgo de fabricación termina tras la puesta en marcha del molde. Sin embargo, esto es muy distinto. El factor que se define por sí mismo es la estabilidad operativa, sobre todo en el caso de los moldes multicavidad. Los moldes de una sola cavidad tienen rangos de proceso mucho más amplios y pueden tolerar rangos bastante amplios de la temperatura de fusión, la presión de inyección o la viscosidad del material. Sus ingenieros pueden solucionar estos problemas con gran facilidad, ya que es mucho más fácil aislar las causas de los defectos.
Cuando se trabaja con un molde de varias cavidades, los ingenieros deben incorporar procesos de control de moldes más estrictos [4]. Uno de estos casos es que las variaciones de cavidad a cavidad pueden introducirse fácilmente a través de la variación en la reología del material, la repetibilidad de la máquina o las condiciones térmicas. Una cavidad con un rendimiento deficiente reducirá el rendimiento, romperá los ciclos de automatización o requerirá el cierre de la cavidad, lo que repercutirá directamente en el rendimiento. Los moldes multicavidad tienen enormes procesos de mantenimiento. Los insertos adicionales, las compuertas y los circuitos de refrigeración aumentan el número de puntos de desgaste y fallo. La regla general es que deben aplicarse estrictos programas de mantenimiento preventivo para evitar que se produzcan paradas imprevistas, ya que pueden resultar costosas en términos financieros, al tratarse de un volumen de producción elevado.
Integración de automatización y manipulación de piezas
Entonces, ¿por qué querría el nuevo fabricante introducir la robótica en el molde? He aquí algunas razones;
- Previsibilidad de los procesos: Los robots son constantes, lo que reduce la incertidumbre durante un ciclo de extracción y manipulación.
- Mejora de la OEE (eficiencia global de los equipos): Un robot reducirá los tiempos de inactividad y los defectos de manipulación, lo que aumentará la eficacia del molde.
- Optimización de la mano de obra: Sus operarios dejan la monotonía de la extracción para dedicarse a otros trabajos mejores, como la supervisión de procesos o el análisis de calidad.
- Menos desechos y retoques: Los robots tienen una manipulación controlada, lo que minimiza los daños, la contaminación y la deformación de las piezas. [5].
- Mejor trazabilidad: Los robots relacionados que están conectados a MES o SCADA pueden rastrear la producción y realizar una optimización basada en datos.
- Escalabilidad: Las células automatizadas pueden ampliarse más fácilmente cuando se trata de fabricar a plena luz del día o de picos de demanda.
Aplicación en moldes de cavidad única frente a moldes de cavidad múltiple
En el moldeo de una sola cavidad, los fabricantes utilizan robots en un intento de conseguir la mayor comodidad y velocidad posibles. El utillaje de fin de brazo (EOAT) está diseñado para agarrar un componente de baja complejidad estructural, normalmente con el uso de una ventosa básica o una pinza mecánica. Las pistas de movimiento del robot son pequeñas y predecibles y pueden sincronizarse fácilmente con la apertura y expulsión de moldes. Los cambios bruscos de carga útil y la estabilidad dinámica no suponen un problema importante, ya que el robot sólo puede interactuar con una única pieza por ciclo.
Los moldes multicavidad alteran fundamentalmente estas prioridades de diseño. Los puntos de toma deben ser numerosos en el EOAT y, en ciertos casos, también se da la retención mecánica de los circuitos de vacío para garantizar su manipulación segura. La rigidez se convierte en un grave problema, ya que incluso una ligera desviación puede provocar el desplazamiento de las pinzas en la posición relativa de las cavidades. La distribución de la carga útil, la inercia y la amortiguación de las vibraciones, especialmente en las células de automatización de alta velocidad, deberán ser tenidas en cuenta por sus ingenieros. El proceso de programación de los robots también se vuelve mucho más complejo, y considera una coordinación estricta de la secuencia de la orden de apertura de los moldes, el comportamiento escalonado de la expulsión y el momento de la extracción.
Resolución de problemas en herramientas multicavidad
Diagnóstico de las variaciones entre cavidades
La ventaja de los moldes de cavidad única es que resultan fáciles de solucionar de forma lineal. Algunas causas, que pueden identificarse como la presión de inyección, el desequilibrio local de refrigeración y la eficiencia de la ventilación, pueden rastrearse hasta las causas fundamentales de defectos como el flash, los sumideros o los disparos cortos [6]. Las medidas correctoras suelen ser directas y restringidas.
Los moldes multicavidad son ambiguos en términos de diagnóstico. Por ejemplo, los defectos pueden aparecer de forma selectiva: algunas cavidades producen disparos cortos mientras que otras parpadean, o la desviación dimensional afecta sólo a regiones específicas de la herramienta. Depende de sus ingenieros separar los desequilibrios sistémicos de los defectos de cavidad. Para ello se necesitan técnicas como los estudios de disparos cortos, la supervisión de la presión de la cavidad y el análisis de las variaciones estadísticas.
Interdependencias de caudal, temperatura y ventilación
El problema operativo de los moldes multicavidad es que las variables del proceso interactúan para causar defectos, y no se produce un único fallo. Un ejemplo de ello es que un desequilibrio en el flujo puede deberse a una ligera desviación de la geometría de los canales o a una erosión desigual de las compuertas que provoque patrones de llenado asimétricos. Otra posibilidad es que se produzca una contracción dispar debido a un desequilibrio térmico que provoque un alabeo o un tamaño desproporcionado de las cavidades.
Entonces, ¿cómo abordar estos problemas? La regla que hay que aplicar a la hora de tomar medidas correctoras es el pensamiento sistémico. Una inyección excesiva podrá eliminar las quemaduras en una de las cavidades y provocar fogonazos en la otra. Otra posibilidad es estabilizar las dimensiones en la cavidad central y provocar hundimientos en las posiciones periféricas modificando la presión de la empaquetadura. Por lo tanto, sería obligación de sus ingenieros examinar los perfiles de presión como una unidad en relación con el rendimiento del circuito de refrigeración y la eficacia del venteo. Considere la posibilidad de realizar diagnósticos avanzados -incluidas imágenes térmicas, análisis del flujo de refrigeración y detección de la presión de la cavidad- para reducir las conjeturas y acortar los ciclos de resolución.
Desgaste, mantenimiento y defectos progresivos
¿Es consciente de que la degradación mecánica introduce otra dimensión de complejidad en la resolución de problemas? Por ejemplo, el gripado del bulón eyector o la desalineación de las plaquitas pueden reducirse a un par de cavidades, ocultando las causas fundamentales. En el caso de los moldes de gran cavidad, el tiempo que lleva recuperar e inspeccionar cada plaquita aumenta el tiempo y el riesgo asociados a la parada del proceso de producción.
Los fallos graduales son difíciles de manejar. Es posible tener un orificio que inicialmente libere piezas que pueden ser satisfactorias, pero que se salgan de tolerancia a medida que se desgastan. Organice un mantenimiento proactivo y pruebas a nivel de medidas para identificar la inestabilidad periódica de la calidad. El fabricante de moldes de inyección previsto debe, por tanto, darse cuenta de que la resolución eficaz de los problemas no sólo implica las capacidades técnicas, sino también las normas de inspección habituales, la justificación de los procedimientos del historial anterior y las acciones de mantenimiento previstas. [7].
Aplicaciones avanzadas y ampliaciones de casos
Teniendo en cuenta que ha seleccionado un molde de una sola cavidad, ¿en qué momento debería cambiar a tener un molde de varias cavidades? De acuerdo, el escalado industrial es uno de los factores determinantes. Debido a la rentabilidad de sus operaciones, en la fase inicial de desarrollo del producto, los fabricantes emergentes se centran en la validación, la cualificación dimensional y las pruebas de mercado. Una vez que los volúmenes de producción justifican la inversión, la multiplicación de cavidades desbloquea importantes ganancias de eficiencia.
Otra opción es transformarse en un molde familiar. Se trata de un tipo especializado de utillaje multicavidad, en el que piezas distintas pero relacionadas se moldean en un solo ciclo. Se trata de una estrategia eficaz en casos de ensamblajes que deben poseer volúmenes de producción iguales, como las tapas y los retenedores. Sin embargo, los moldes familiares introducen una complejidad adicional debido a las diferentes longitudes de flujo, presiones de llenado y comportamiento de contracción entre cavidades.
Conclusión
La elección entre utilizar un molde de una o varias cavidades es una decisión compleja en el caso del fabricante en ciernes. Debe considerar sus objetivos de fabricación frente a las complejidades económicas y técnicas de gestionar uno u otro sistema. Un molde de una cavidad sería adecuado para cualquier fabricante con bajos volúmenes que no posea los recursos humanos para diseñar, operar y mantener moldes de múltiples cavidades. Los moldes multicavidad y familiares, por el contrario, ofrecen la posibilidad de producción en serie y requieren conocimientos especiales para su utilización.
Así pues, no debería ser difícil tomar una decisión, ¿verdad?
Referencias
[1] Molde Aco. (2023, 19 de octubre). Moldeo por cavidades: Herramientas de una o varias cavidades para una producción eficiente. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision. (2024, 11 de julio). Moldes de una o varias cavidades: ¿Qué le conviene más? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, 30 de mayo). Elección del molde de inyección adecuado: ¿Molde simple, multicavidad o familiar? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Multi-Cavity Injection Molding for Higher-Volume Production Efficiency. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Grupo Thriam (2025). Revolucionando el moldeo por inyección con la robótica. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Moldeo por inyección: Solución de problemas. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12 de noviembre). Problemas comunes y soluciones en el moldeo por inyección. https://kenvox.com/common-problems-and-solutions-in-injection-molding/














