
En el proceso de fresado de las máquinas CNC, la selección entre el fresado ascendente y el fresado convencional es una cuestión técnica importante que afecta en gran medida a la precisión y la calidad superficial de las piezas.
Definición de fresado de ascenso y fresado convencional
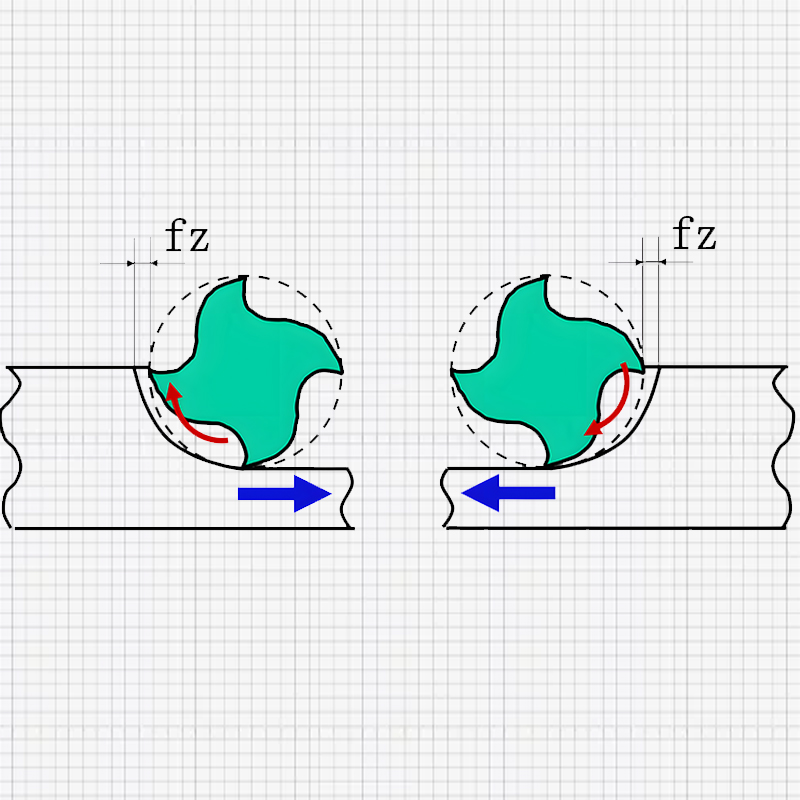
En función de la posición relativa de la fresa y de la dirección de avance de la pieza, el proceso de fresado se divide en dos tipos: fresado ascendente y fresado convencional. Desde el punto de vista de la dirección de avance de la pieza, cuando la fresa se encuentra en el lado izquierdo de la pieza, se denomina fresado en ascenso o fresado hacia arriba. Cuando la fresa está en el lado derecho de la pieza, se denomina fresado convencional o fresado descendente.
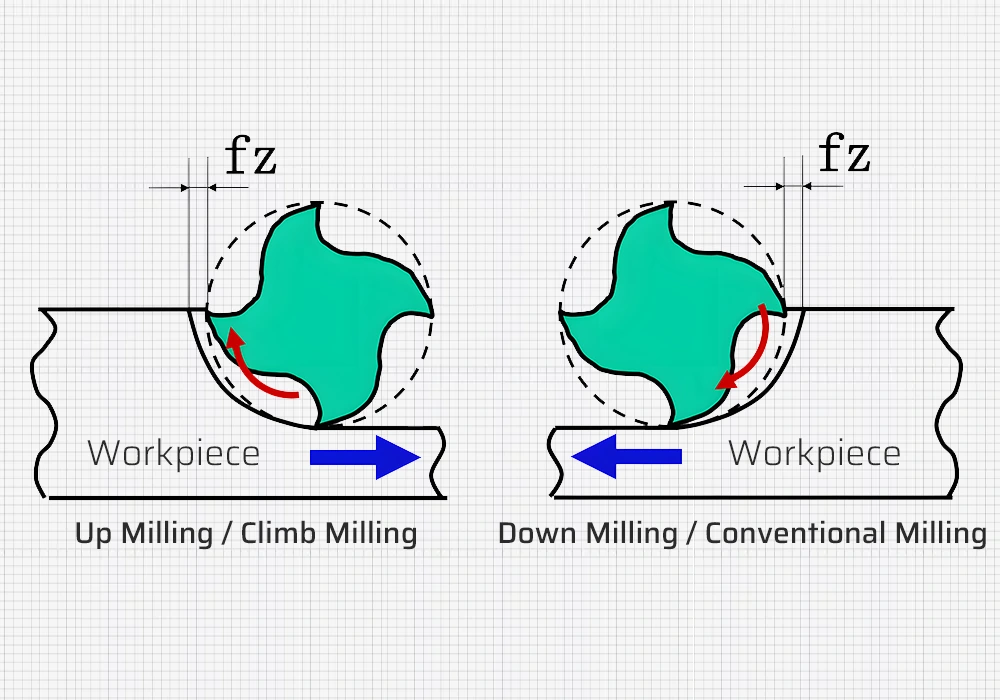
Fresado de escalada: Al principio, el espesor de la viruta es máximo y disminuye a medida que avanza el corte. El resultado es una deformación mínima de la viruta y una fuerza de corte dirigida hacia la pieza.
Fresado convencional: Al principio, el espesor de la viruta es cero, y aumenta hasta su máximo al final del corte. Este proceso incluye un efecto de pulido, ya que la fuerza de corte tiende a levantar la pieza (tiene tendencia a levantar la pieza).
Análisis de los procesos de fresado ascendente y descendente en el mecanizado CNC
1. Características del fresado por escalada
Ventajas del fresado en pendiente:
- El grosor de la viruta varía de máximo a cero, lo que evita el deslizamiento de la herramienta y prolonga su vida útil.
- Produce un mejor acabado superficial.
- La fuerza de fresado vertical se presiona siempre hacia la mesa de trabajo, lo que aumenta la fiabilidad del posicionamiento y la sujeción de la pieza.
- Menor consumo de energía durante el mecanizado.
Desventajas del fresado en escalada:
- No es adecuada para fresar piezas con superficies duras.
- Si hay holgura entre el tornillo de avance y la tuerca, el tornillo de avance puede vibrar durante el mecanizado.
2. Características del fresado convencional
Desventajas del fresado convencional:
- El grosor de la viruta varía de cero a máximo, lo que hace que la herramienta se deslice sobre la superficie de la pieza antes de cortar el metal. Esto genera una alta fricción y calor, formando potencialmente una capa endurecida, reduciendo la durabilidad de la herramienta y afectando a la calidad de la superficie.
- La fuerza de fresado vertical ascendente tiende a levantar y desestabilizar la pieza.
- Mayor consumo de energía.
Ventajas del fresado convencional:
- Adecuada para fresar piezas con superficies duras.
- No hay vibraciones en el mecanismo de avance de la mesa de trabajo a pesar de la presencia de holgura.
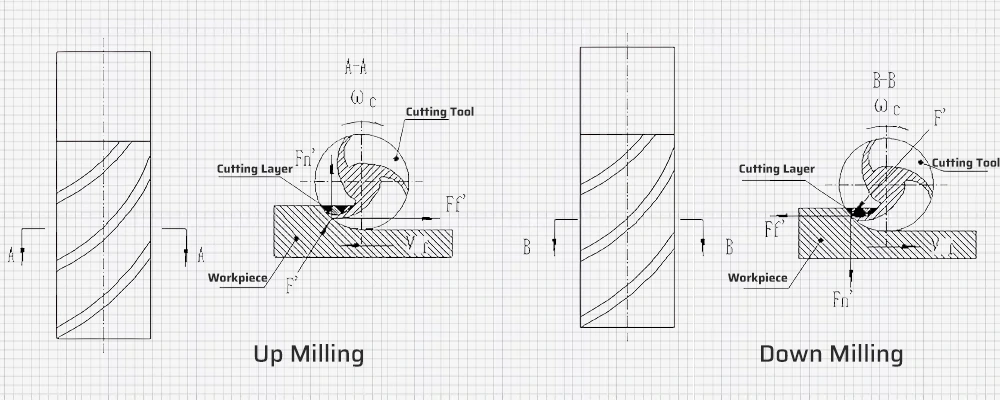
3. Análisis de tensiones de las herramientas en el fresado trepador y convencional
En el fresado ascendente, la fuerza de la pieza sobre la herramienta es tal que empuja la herramienta hacia la pieza. En el fresado convencional, la fuerza tiende a elevar la herramienta alejándola de la pieza.
Análisis de selección del fresado de escalada y el fresado convencional en el mecanizado CNC
En las máquinas CNC con mecanismos de husillo de bolas, la holgura puede eliminarse completamente mediante la precarga. En las máquinas CNC equipadas con mecanismos de fresado ascendente, se prefiere el fresado ascendente debido a su gran durabilidad de la herramienta, la buena calidad de la superficie y el bajo consumo de energía. Sin embargo, ciertas condiciones de corte especiales pueden requerir un fresado convencional. Por lo tanto, debe realizarse un análisis de correlación antes de seleccionar el método de fresado ascendente o el convencional.
En las fresadoras convencionales, debido a la holgura lateral en el conjunto de husillo y tuerca, se suele utilizar el fresado convencional para evitar el desplazamiento de la mesa de trabajo y garantizar unas operaciones de fresado suaves. Sin embargo, para las aleaciones de Al-Mg que requieren cantidades de corte bajas y una alta calidad superficial, puede emplearse el fresado escalonado.
Elección del método de fresado en el mecanizado en bruto
La superficie exterior de la pieza en bruto suele ser más dura y quebradiza que el material del núcleo, especialmente en el caso de las piezas en bruto obtenidas por oxicorte. Con velocidades de herramienta elevadas (normalmente por encima de 2000 r/min) en los centros de mecanizado, el uso del fresado convencional para el mecanizado en bruto puede hacer que el filo de corte salga repentinamente de la pieza, rompiendo las virutas bruscamente y transfiriendo las vibraciones resultantes al filo de corte. Esto puede provocar fácilmente el astillado o la rotura del frágil filo de corte en los centros de mecanizado. Por lo tanto, el fresado ascendente es adecuado para el mecanizado en bruto en centros de mecanizado. Las herramientas de mecanizado en bruto especializadas para fresadoras convencionales son más resistentes y funcionan a velocidades más bajas, lo que provoca una separación más lenta de las virutas y las hace adecuadas para el mecanizado en bruto convencional.
En el mecanizado de desbaste, debido a la gran profundidad y anchura de corte, la velocidad relativa entre la pieza y la herramienta aumenta en el fresado convencional, ya que la dirección de corte se opone a la dirección de avance, lo que incrementa la carga sobre el husillo y los motores guía, provocando un aumento de las vibraciones. Cuando esta carga alcanza un determinado nivel, puede activar alarmas y paradas de la máquina. En las mismas condiciones, el fresado convencional consume entre 10% y 20% más potencia que el fresado trepante. Por lo tanto, el fresado trepante es adecuado para el mecanizado en bruto en centros de mecanizado, mientras que el fresado convencional es adecuado para el mecanizado en bruto en fresadoras convencionales.
Análisis de casos de mecanizado CNC
Como se muestra en la imagen inferior, describe un proceso de mecanizado en el que la pieza en bruto es cuadrada, y la tarea consiste en mecanizar el contorno sólido utilizando una fresadora CNC. Basándose en el análisis anterior, se prefiere el fresado ascendente en el mecanizado CNC. Para esta pieza, si se utiliza el fresado trepante, la trayectoria de la herramienta sería D → C → B → A. Sin embargo, en la producción real, a menudo se produce una "colisión de herramientas". Se analizaron las razones de este fenómeno.
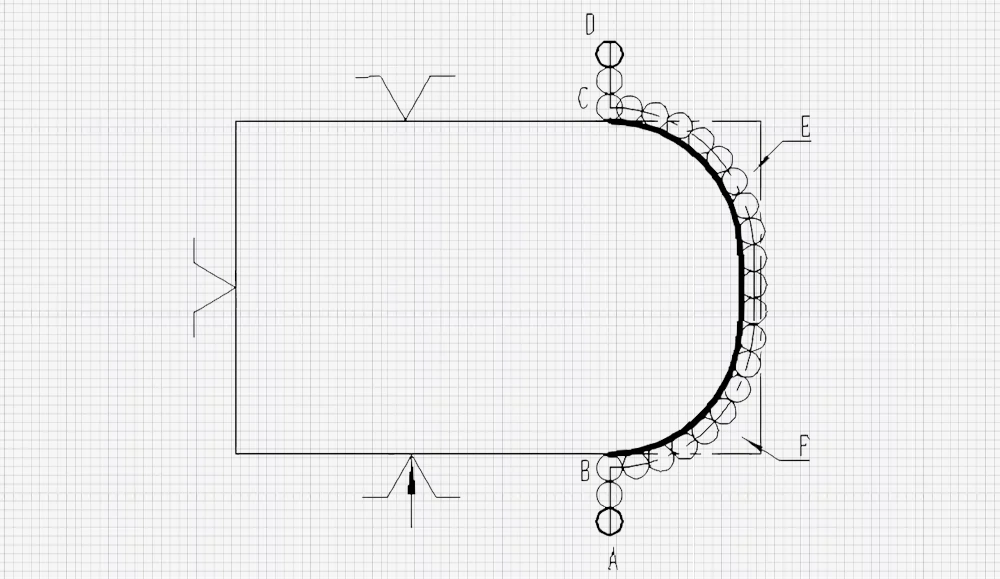
1. Cuando la herramienta se desplaza del punto D al C y a lo largo del arco, la herramienta avanza de D a C. Durante el mecanizado, el avance de la herramienta aumenta gradualmente desde cero hasta que se engrana toda la periferia de la herramienta.
2. En el caso en el que toda la periferia de la herramienta está engranada, esta parte es fresado ascendente, mientras que esta parte es fresado convencional.
Para la parte de la pieza en bruto que hay que cortar (representada por E), se realiza un fresado convencional. Durante el fresado convencional, basándose en el análisis anterior, la herramienta tiende a acercarse a la pieza. Del mismo modo, la parte de la pieza en bruto a cortar (representada por E) también tiende a acercarse a la herramienta basándose en las características de la fuerza y la fuerza de reacción.
3. Cuando la herramienta sigue mecanizando y la pieza E está a punto de ser cortada, como E no está apoyada y tiende a acercarse a la herramienta, en el momento en que E es cortada, E se acerca mucho a la herramienta, provocando una colisión de la herramienta.
Basándose en el análisis exhaustivo anterior, este proceso no debería dar prioridad al fresado de ascenso. En su lugar, debería utilizarse primero el fresado convencional, dejando un margen para el mecanizado (A → B → C → D), seguido del fresado de ascenso (D → C → B → A) para garantizar que no se produce desgaste de la herramienta durante el mecanizado y mantener la calidad de la superficie.
Conclusión
El corte de metales es un proceso complejo que implica intrincadas interacciones entre herramientas de corte y materiales de la pieza de trabajo. Factores como parámetros de corte, materiales de la herramienta, ángulos geométricos, accesoriosy los fluidos de corte influyen en el proceso de corte.
En determinados procesos de mecanizado CNC, los distintos métodos de fresado pueden dar resultados diferentes. Comprender las características del fresado trepante y convencional es crucial para el mecanizado y la programación CNC.














