
El sistema de expulsión es un sistema crucial tanto en los moldes como en el moldeo por inyección. Un defecto común en el proceso de eyección es la marca del eyector. Hoy le ofreceré una introducción detallada a las marcas de eyector.
Si le interesan otros defectos de moldeo por inyección, no dude en hacer clic en el siguiente enlace para obtener más información.
| Comprender los diferentes defectos del moldeo por inyección | ||||
|---|---|---|---|---|
| Flash | Tiro corto | Marca del fregadero | Deformación | Marca de quemadura |
| Splay Mark/Silver Streak | Mancha oscura/mancha negra | Marca de flujo | Burbuja | Línea de soldadura |
| Diferencia de color/Color desigual | Marca del pasador eyector | |||
¿Qué son las marcas de expulsión en el moldeo por inyección?
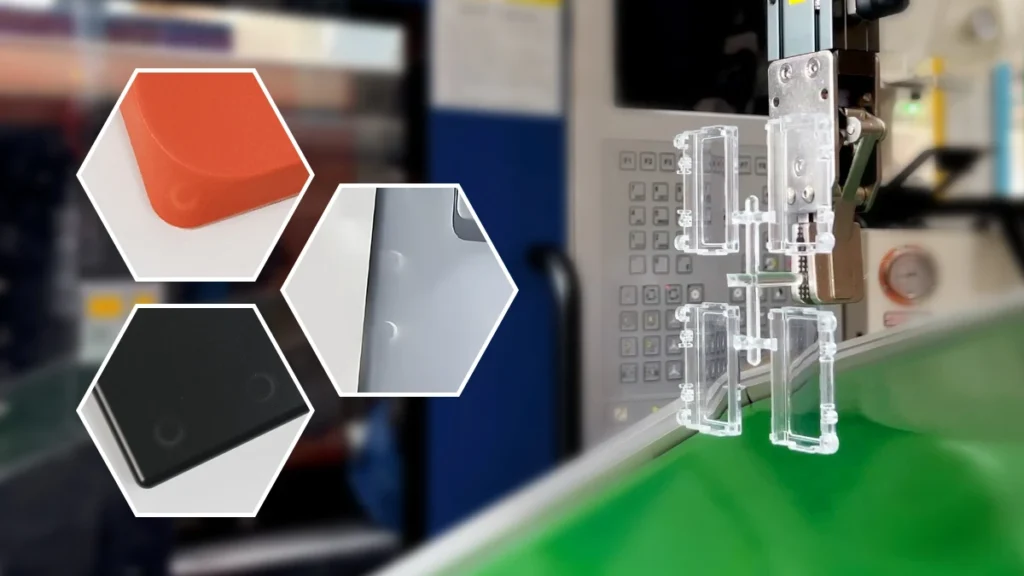
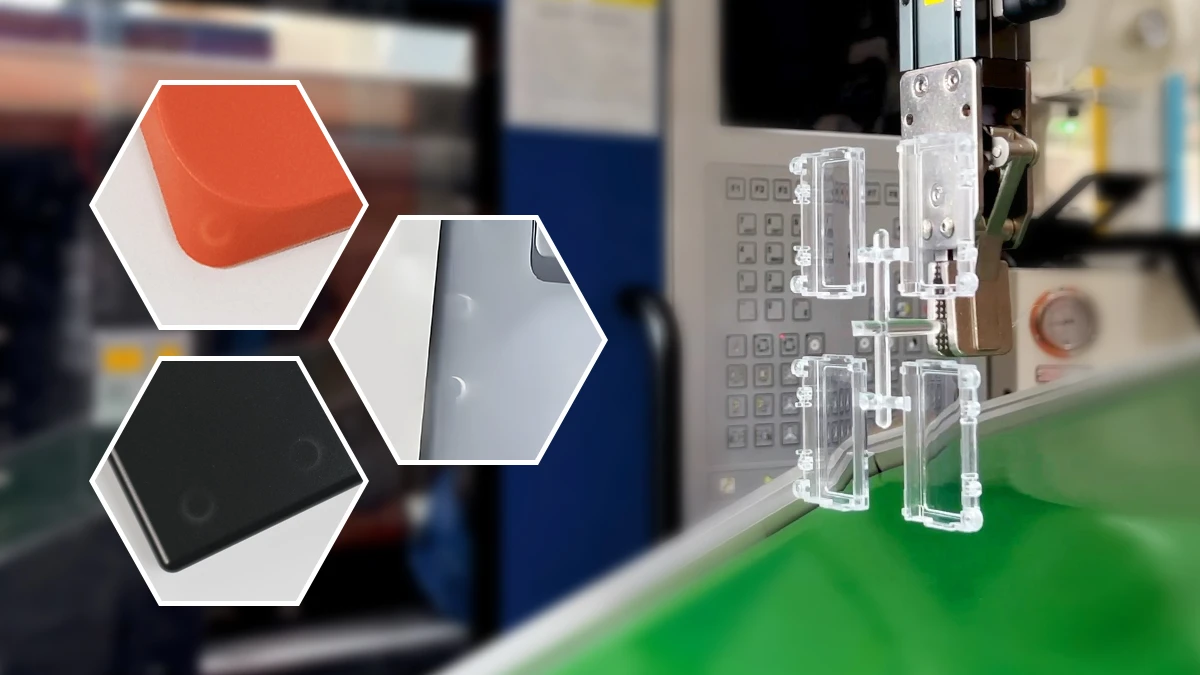
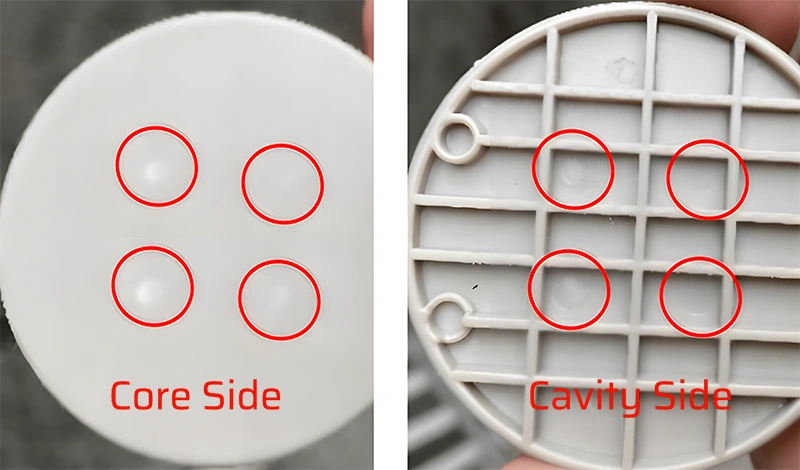
Las marcas de expulsión (o marcas de pasador de expulsión) suelen aparecer en los productos moldeados por inyección de plástico, causadas por los pasadores de expulsión del molde que presionan y dañan las piezas durante el desmoldeo, lo que provoca un blanqueamiento en las zonas dañadas. Este fenómeno aparece en el producto como marcas opacas o sombrías en las posiciones de los pasadores eyectores y en los lados opuestos correspondientes.
El impacto en la calidad del producto se refleja principalmente en la calidad del aspecto y el rendimiento del producto.
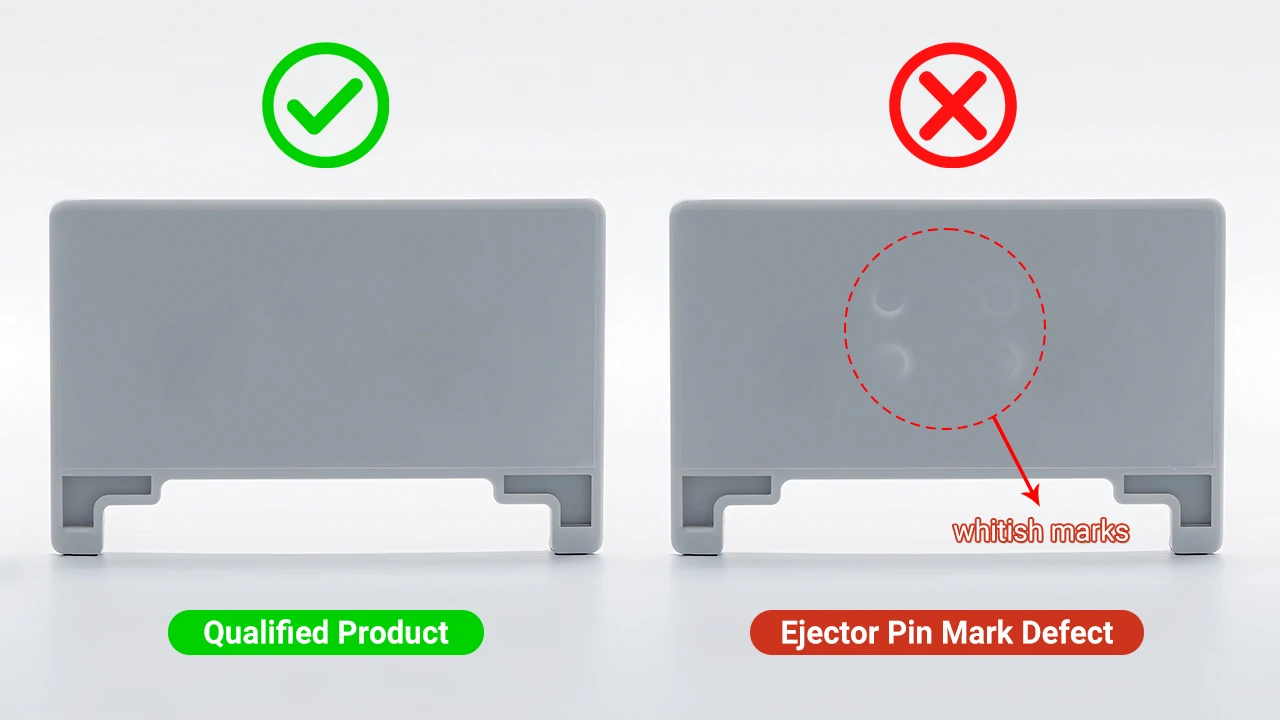
Calidad de aspecto: Las marcas de los pasadores de expulsión pueden hacer que la superficie del producto sea irregular y presente manchas o marcas blancas visibles, lo que afecta a la estética general del producto.
Rendimiento del producto: Las marcas del expulsor pueden dañar la estructura interna del producto, afectando a su resistencia y durabilidad. Las marcas severas de los pernos eyectores pueden provocar grietas, deformaciones y otros problemas durante el uso, reduciendo la vida útil del producto.
Este defecto no es mortal ni grave, pero si se produce en la superficie exterior, es inaceptable para los clientes. En el caso de las piezas sin apariencia, a veces es posible negociar con los clientes y aceptar los productos basándose en normas de muestras limitadas o criterios de inspección por escrito.
Causas y soluciones para las marcas del perno eyector
Cuando aparezcan marcas de expulsión, compruebe primero si la pared del producto es demasiado fina para soportar la fuerza de expulsión; pruebe a utilizar un agente desmoldeante para comprobar el efecto. Asimismo, evalúe el material y el entorno externo para determinar si el defecto aparece de forma constante o cíclica y, a continuación, ajuste los parámetros de moldeo en consecuencia. El factor principal de las marcas de la espiga expulsora durante la inyección es la velocidad de expulsión; una velocidad demasiado rápida aumenta la adherencia del molde. Por lo tanto, reducir la adherencia del molde es una consideración primordial a la hora de ajustar el proceso de inyección. Verifique si se producen blanqueamientos cuando no se está expulsando; si es así, se deben a la adherencia delante del producto. Una vez confirmada la causa principal, puede plantearse una contramedida clara.
1. Factor de diseño del producto

- Diseño poco razonable, múltiples posiciones de las costillas, grosor fino de las paredes.
- Pequeño ángulo de calado
Soluciones
- Procure un grosor de pared uniforme basado en las normas industriales de diseño de productos.
- Aumente el ángulo de desmoldeo.
2. Factor material
- Selección inadecuada de materias primas o falta de aditivos como lubricantes. Imagen
- Cambie los materiales o añada lubricantes.
3. Factor moho
Corredor:
Los canales estrechos, los bebederos largos o los giros bruscos en los canales aumentan la resistencia al flujo y repercuten en los ajustes de los parámetros de moldeo. Este es un factor típico que da lugar a marcas de expulsión.
Soluciones: Ajuste la colocación de los patines o aumente su tamaño.
Puerta:
Tamaño, forma, ubicación y número de compuertas inadecuados. Unas compuertas demasiado pequeñas pueden causar una resistencia excesiva al flujo, generando tensiones de orientación.
Soluciones: Ajuste la posición y el tamaño de la puerta.
Pasador eyector:
Diseño poco razonable de los pasadores de expulsión, como el tipo, la disposición, el tamaño, la ubicación y el número de pasadores de expulsión.
Soluciones: Añada pasadores eyectores o sustitúyalos por otros más grandes.
Refrigeración de cavidades:
Enfriamiento desigual dentro de la cavidad del molde.
Soluciones: Ajuste temperatura del molde.
Vacío:
El producto se encuentra en estado de vacío dentro de la cavidad del molde.
Soluciones: Aumente la ventilación.
La suavidad de la superficie del molde:
Pulido insuficiente del núcleo del molde.
Soluciones: Mejorar la precisión del pulido.
Ángulo de tiro:
Ángulo de desmoldeo insuficiente del núcleo del molde.
Soluciones: Aumente el ángulo de calado.
Diferencias de conductividad
Las diferencias de conductividad entre el pasador del expulsor y los materiales de acero del molde pueden causar marcas de expulsión.
Soluciones: Añada material en la posición del pasador eyector de 0,05~0,2 mm para reducir este efecto, lo que ayuda a reducir la tensión de la cadena molecular plástica creando un flujo turbulento en el pasador eyector; el texturizado de la superficie en el pasador eyector también puede ayudar.
Estudio de caso de marcas de expulsión
Introducción
La automoción suele incluir cuatro paneles de puerta -izquierdo, derecho, delantero y trasero- generalmente fabricados en PP, con elevados requisitos de calidad de aspecto. La imagen de la derecha muestra un defecto de marca de vástago eyector en un panel de puerta de automóvil. La marca de expulsión en la parte trasera corresponde a una varilla de expulsión circular, que afecta a la estética del panel de la puerta del coche y es un defecto de aspecto inaceptable.

Parámetros del proyecto
| Detalles del producto | Parámetros de moldeo por inyección | ||||
|---|---|---|---|---|---|
| Nombre | Panel de puerta de automóvil | Presión de inyección | 40MPA | Presión de mantenimiento | 18MPA |
| Material | PP | Método de inyección | Puerta lateral | ||
| Color | Gris | Peso | 1400g | ||
Análisis de causas potenciales y medidas de mejora
La razón principal de los defectos de las marcas de expulsión es la excesiva fuerza ejercida por las varillas de expulsión, que provoca defectos aparentes en las posiciones de las varillas de expulsión del producto. Las medidas de mejora habituales incluyen la optimización de la estructura del molde y de los procesos de moldeo para reducir eficazmente la fuerza ejercida por las varillas eyectoras, reduciendo así la probabilidad de que se produzcan marcas de las varillas eyectoras. La solución para este caso tiene en cuenta los dos aspectos siguientes:
Estructura del molde:
Cuando el ángulo de desmoldeo del molde es pequeño o el efecto de pulido de las posiciones de las costillas es deficiente, aumenta la resistencia al desmoldeo de las piezas. La fuerza ejercida por las varillas de expulsión sobre las piezas aumenta, lo que provoca marcas de expulsión. El método de mejora consiste en mejorar el pulido de las posiciones de las nervaduras o aumentar el ángulo de desmoldeo de las piezas.
Proceso de moldeado:
Cuando la presión de retención es demasiado alta o el tiempo de retención es demasiado largo, provoca el sobrellenado de las piezas. En ese momento, la fuerza de encapsulamiento de las piezas alrededor del núcleo del molde es significativa, lo que provoca que las varillas eyectoras ejerzan una fuerza de expulsión considerable sobre las piezas, provocando en última instancia marcas de los pasadores eyectores o protuberancias de los eyectores. El método de mejora consiste en reducir la presión de retención o disminuir el tiempo de retención.
Efecto después de la mejora

Conclusión
Cuando surgen problemas de marcas de expulsión, es necesario analizar el diseño estructural interno del producto, el diseño del molde y la optimización de los procesos de moldeo por inyección.
El reconocimiento de los defectos de moldeo por inyección debería ser una habilidad esencial para el personal profesional de moldeo por inyección. Cada tipo de defecto de moldeo por inyección tiene un mecanismo de aparición diferente, y los métodos para resolver los problemas de calidad del producto también difieren. Por lo tanto, una identificación incorrecta de los defectos del producto a menudo conduce a adoptar el enfoque equivocado para resolver el problema. Es frecuente ver que las fábricas de moldeo por inyección clasifican los defectos de moldeo por inyección de forma muy genérica, principalmente porque el personal responsable de la clasificación de los defectos de los productos no es profesional, limitándose a asignar códigos a los defectos de los productos, lo que a menudo induce a error al personal de proceso.
FirstMold se ha especializado en el moldeo por inyección y la producción de moldes durante más de diez años, con muchos expertos en el equipo que han estado en la industria durante más de 20 años. Han sido capaces de manejar perfectamente varios defectos de moldeo por inyección a través de la práctica continua y el aprendizaje innovador. Si necesita servicio de producción de moldes o servicios de producción de moldeo por inyecciónle invitamos a obtener un presupuesto de moldeo por inyección.














