

注塑模具滑块是模具设计中非常重要的组成部分。滑块和 升降机 在功能上有某些相似之处(严格来说,升降器是滑块系统的一部分)。为了便于模具爱好者理解,我将分别解释滑块和升降器。有兴趣的朋友可以点击升降器页面的链接,了解更多关于升降器的信息。
什么是注塑模具中的滑块
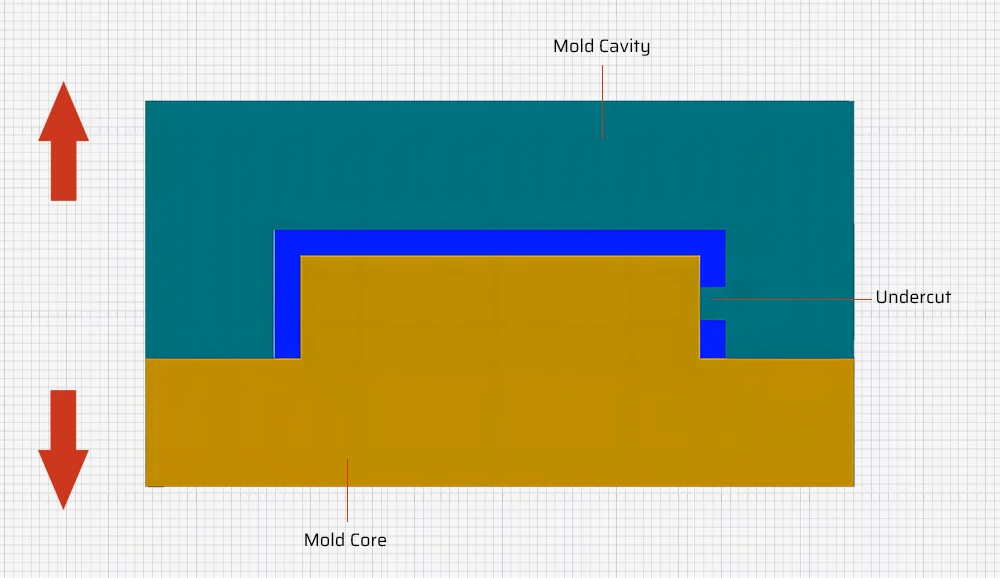
在注塑成型产品中,经常会遇到许多产品带有大量凹槽、孔洞或 下切结构.我们知道,在 注塑工艺部件成型后,需要打开型芯和型腔,使用顶针将产品顶出,以便从模具中取出部件。但是,如果零件上有凹槽、孔或凹槽,就会阻碍型芯和型腔的正常分离。在这种情况下,需要使用注塑模具滑块来协助脱模。
为了帮助大家理解,我们来看看下图,图中显示的是一个侧面带有下切结构的零件。这种情况在注塑部件中非常常见。
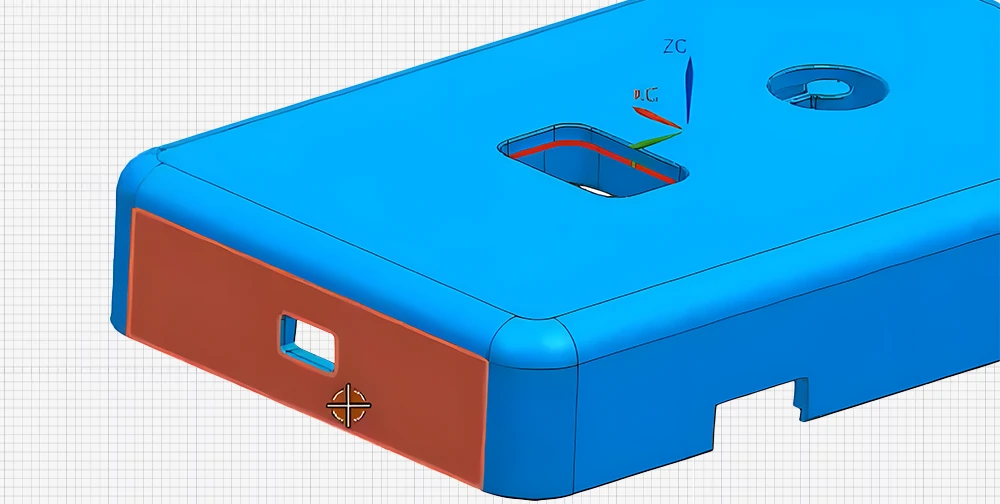
让我们来看看这个零件的侧视图。图中显示的空缺区域代表零件的下切结构。如果型芯和型腔在此时分离,零件就会卡在型芯中,无法顺利脱模。
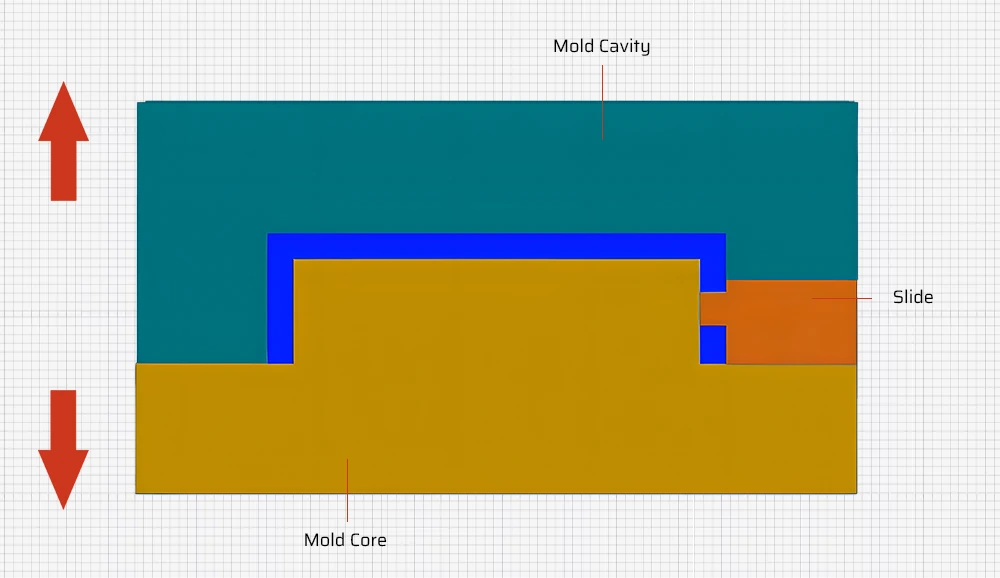
此时,我们可以增加一个滑块装置。滑块可以在注塑件顶出之前水平拉出,从而实现顺利脱模。因此,我们不难看出,滑块是指模具结构中可沿模具轴线移动的部件。除其他功能外,它通常用于调节模具开口高度和辅助脱模。
滑块的构成和工作原理
组成
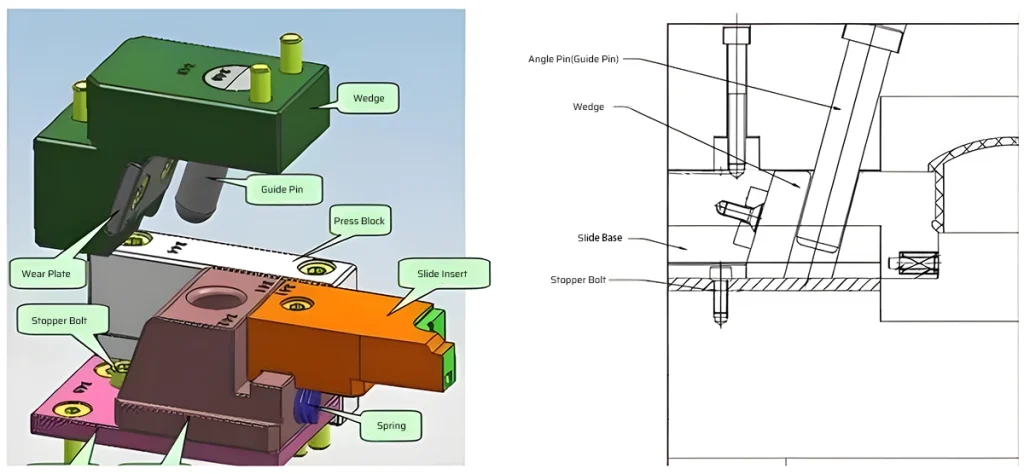
传统滑块的基本组件包括滑块底座、 滑块插入压块、楔块、角销(导向销)、耐磨板、止动螺栓和弹簧。每个部件都有其特定的作用。
- 滑块底座: 固定滑块,承受其运行压力和移动负荷,确保滑块沿着正确的轨迹移动并保持对齐。
- 新闻块: 支撑并引导滑块的上半部分。它有助于保持滑块和夹芯之间的距离,确保压力机的正常运行和精度。
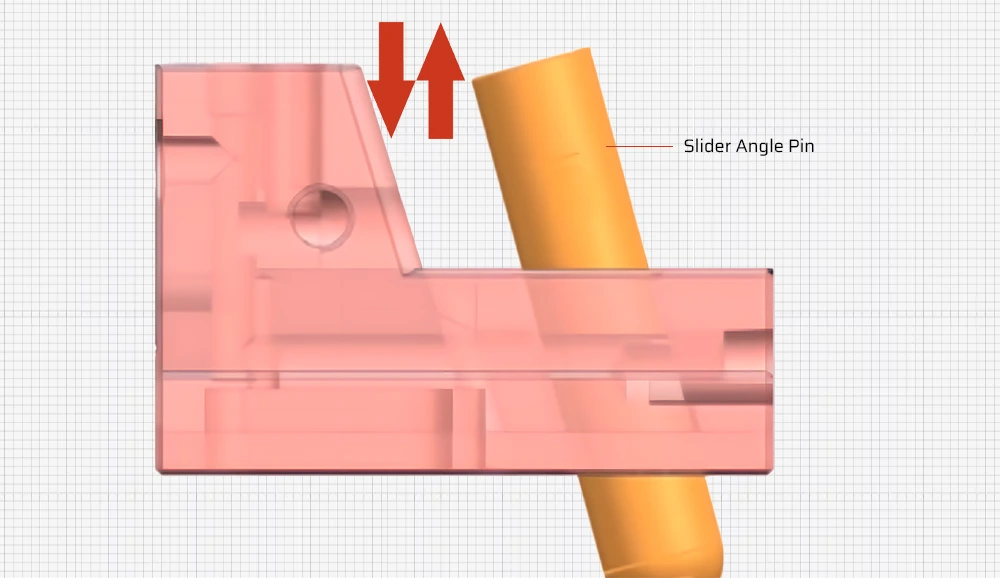
- 角销(导向销): 利用其倾斜方向,将垂直运动的 注塑机 在开模和合模过程中,芯模与滑块的水平运动结合在一起。这有利于从模腔中取出型芯。
- 止动螺栓: 固定在塑料模具滑块上的螺钉部件,用于控制滑块在移动过程中的行程,防止过度移动或移动超出指定范围,从而确保模具的正常运行。
- 楔形: 用于压缩滑块,防止其在注射过程中因注射压力而缩回。
- 滑块插件: 对于模制零件,特别是模制产品的下切部分,当精度要求严格时,这些部分应单独制成镶件。这样便于日后的更换和维护,而且可以固定在滑座上。
工作原理
滑块没有电路或液压缸,那么它的动力来自哪里?滑块系统的动力来源于斜导柱的运动。在开模和合模过程中,斜导柱的存在会与滑块内壁产生摩擦力。这种摩擦力驱动整个滑块系统沿垂直于脱模方向的方向移动。
注塑模具滑块设计原理
合理的可制造性
滑块机构的组件应具备 合理的工艺性特别是成型部件。一般要求包括
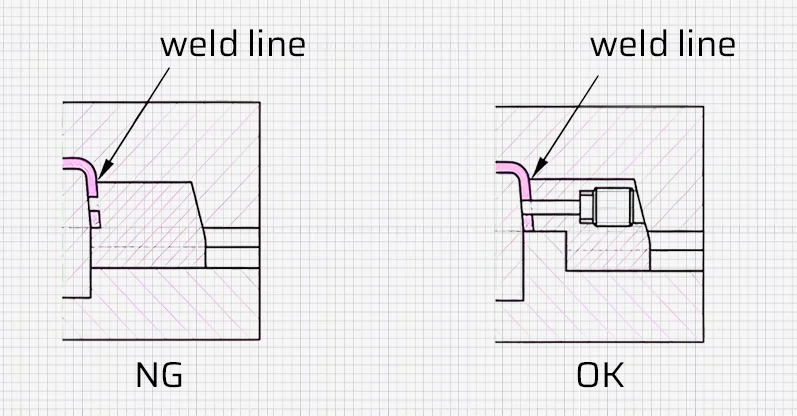
a.尽可能避免在滑块位置形成焊缝。如果不可避免,焊缝应位于橡胶件上不易察觉的部位,并应尽量缩短焊缝长度。此外,应尽可能使用复合结构,使滑块焊缝区域与空腔一起加工。
b.为便于加工,成型部件和滑动部件最好是组合结构。
足够的强度和刚度
滑块机构一般根据经验进行设计,也可进行简化计算,以确保足够的强度和刚度,一般都会采用:
a.最大结构尺寸。在空间定位允许的情况下,滑块组件应尽可能使用最大的结构尺寸。
b.优化设计结构。
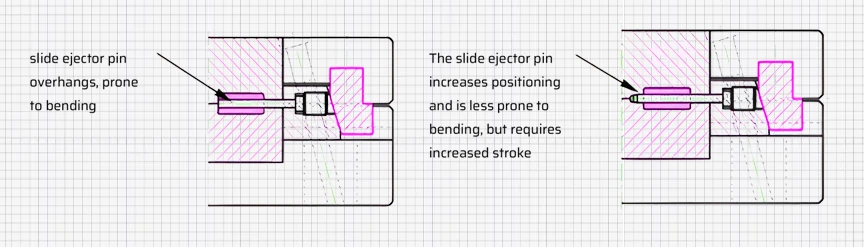
1).定位在较长滑块销钉的末端,以防止滑块销钉弯曲。
2).改变楔形结构,增强模具装配部件的强度。
3).增加锁紧以提高楔块的强度。
滑块运动
为确保滑块系统的正常运行,关键是在开模和合模过程中,滑块机构不能干扰其他结构组件,且运动顺序要合理可靠。通常建议从以下几个方面进行考虑:
A.使用型腔滑块时,应确保开模顺序。
B.使用液压滑块时,必须正确控制滑块分离和返回的顺序;否则,滑块可能会发生碰撞并造成损坏。
C.在合模过程中,必须防止滑块系统干扰顶出系统。
当滑块系统和顶出系统的突出部分在开模方向上重叠时,建议先复位滑块系统,让顶出系统先复位。
D.当驱动滑块的角销较长时,有必要增加模具导向销的长度。
延长导向销的目的是确保在角销驱动滑块系统就位之前,模具和型腔完全由导向销和导套导向,防止在合模过程中损坏滑块系统。
(4) 确保有足够的滑块行程,以方便橡胶部件的脱模
滑块的行程一般根据侧孔深度或压花深度再加上 0.5 至 2.0 毫米计算。对于升降器,使用较小的数值,而对于其他类型,则选择较大的数值。但是,当使用组装模具来成型变压器框架等零件时,冲程应大于侧凹深度。
寿命
滑块应平稳可靠地移动,并有足够的 使用寿命.
滑块系统通常采用 T 形导向槽进行引导。
当滑块系统完成横向分模或抽芯时,滑块留在导向槽内的长度不应小于其总长度的三分之二。如果模板尺寸无法满足最小配合长度,可使用加长导向槽。
滑块导向面(即移动接触面和承载面)应具有足够的硬度和润滑性。一般来说,滑块部件必须经过热处理,硬度应达到 HRC40 以上。导向部件的硬度应介于 HRC52 和 HRC56 之间,这些部件应加工有油槽。
可靠的定位
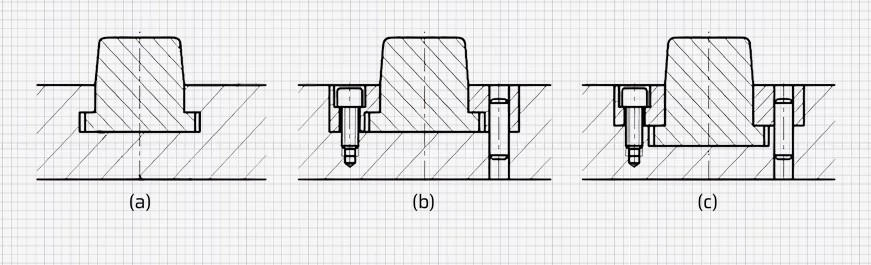
滑块系统在完成分模或抽芯动作后,应保持在运动刚刚结束的位置,以确保在合模时成功返回。因此,尽管带升降器的滑块系统不需要定位装置,但仍需要可靠的定位装置。以下是几种常用的结构形式。
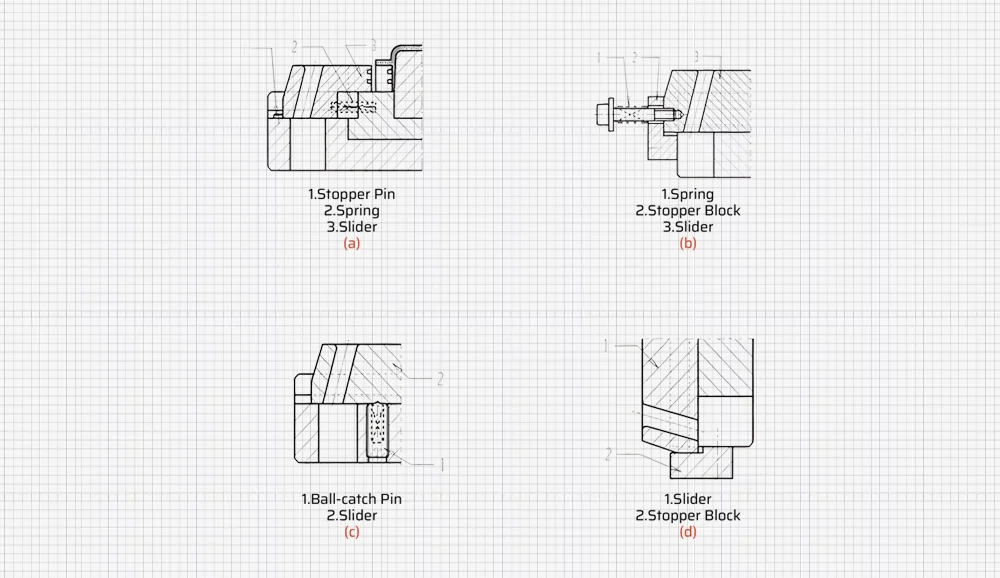
a)型:常用,但由于内置弹簧的限制,冲程距离较小。
b) 适用于滑块安装后位于上方或侧面且移动距离较大的模具。当滑块位于上方时,弹簧力应大于滑块重量的 1.5 倍。
c) 适用于安装后滑块位于侧面的模具。
d) 适用于安装后滑块位于下方并靠自重保持在挡块上的模具。











