

Las correderas de los moldes de inyección son un componente muy importante del diseño de moldes. Las correderas y elevadores comparten ciertas similitudes funcionales (en sentido estricto, los elevadores forman parte del sistema de correderas). Para facilitar la comprensión a los aficionados a los moldes, explicaré las correderas y las levas por separado. Los interesados pueden hacer clic en el enlace a la página de elevadores para saber más sobre los elevadores.
Qué es una corredera en el molde de inyección
En los productos moldeados por inyección, es frecuente encontrar muchos productos con un gran número de ranuras, agujeros o estructuras socavadas. Sabemos que durante el proceso de moldeo por inyección, después de moldear las piezas, es necesario abrir el núcleo y la cavidad, y el producto se expulsa utilizando pasadores eyectores para sacar la pieza del molde. Sin embargo, si la pieza tiene socavaduras, agujeros o ranuras, impide que el núcleo y la cavidad se separen con normalidad. En tales casos, se necesita una corredera de molde de inyección para ayudar al desmoldeo.
Para que todo el mundo lo entienda, echemos un vistazo a la siguiente imagen, que muestra una pieza con una estructura socavada en el lateral. Esto es muy común en las piezas moldeadas por inyección.
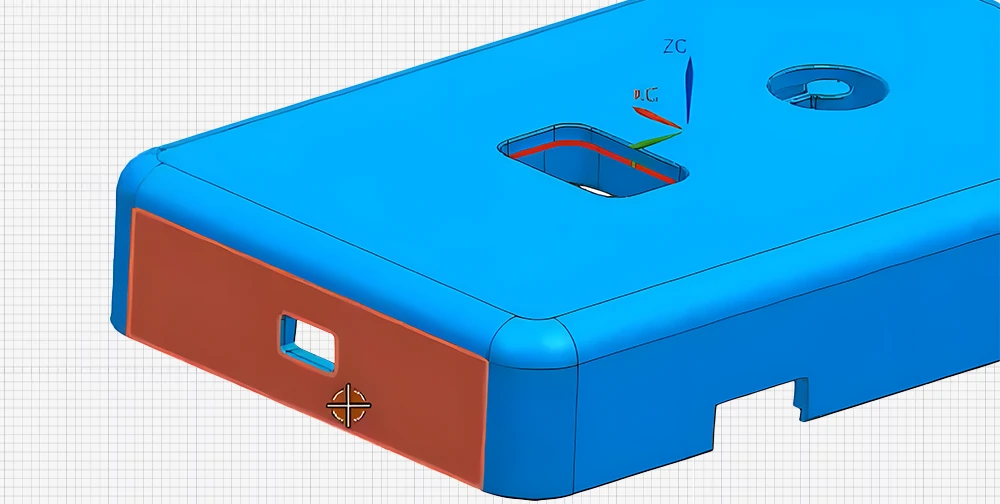
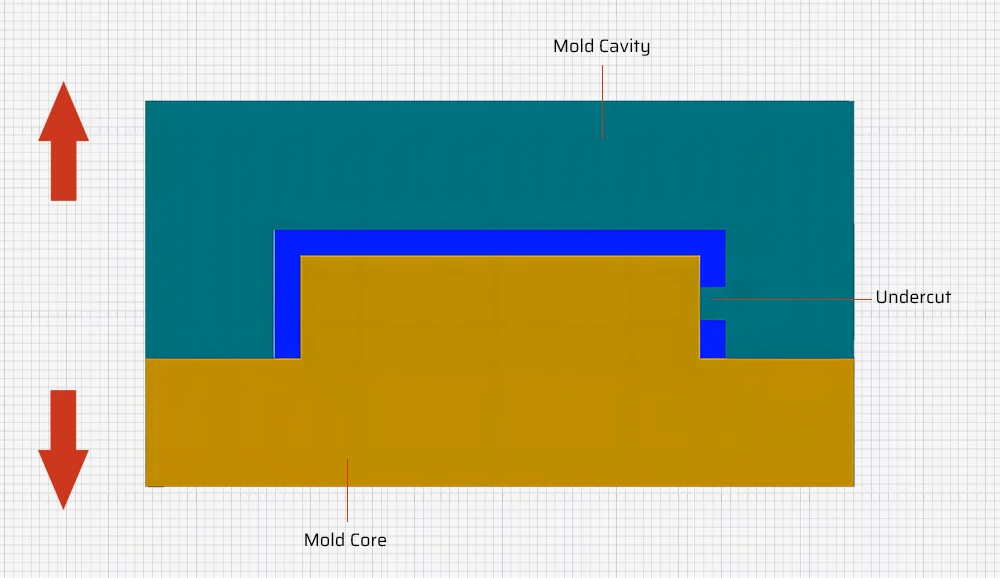
Echemos un vistazo a la vista lateral de esta pieza. La zona vacía que aparece en la imagen representa la estructura socavada de la pieza. Si el núcleo y la cavidad se separaran en este punto, la pieza quedaría atascada en el núcleo y no se desmoldaría sin problemas.
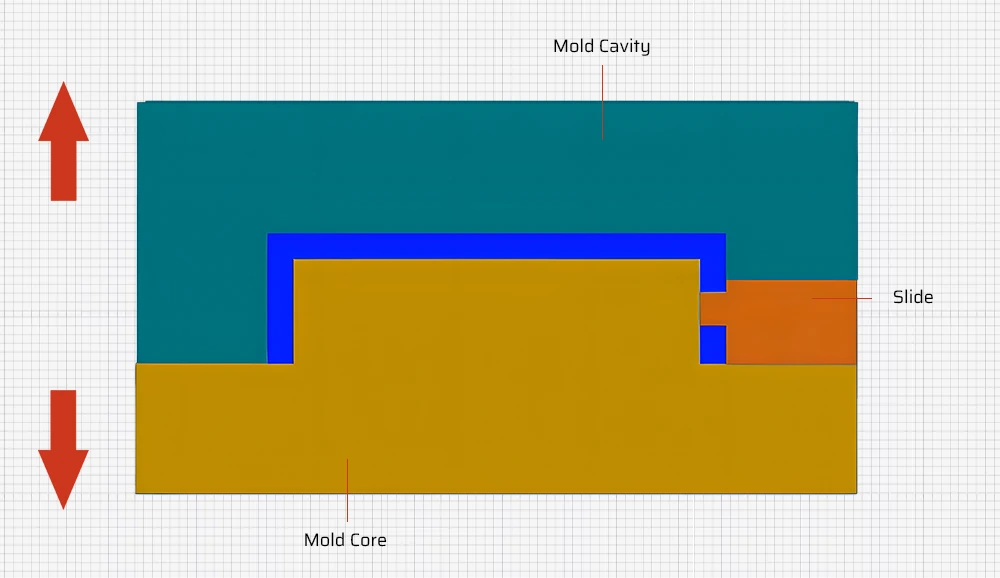
En este momento, podemos añadir un mecanismo deslizante. El mecanismo deslizante puede extraerse horizontalmente antes de expulsar la pieza moldeada por inyección, lo que permite un desmoldeo suave. Por lo tanto, no es difícil ver que el deslizador se refiere a un componente de la estructura del molde que puede moverse a lo largo del eje del molde. Se suele utilizar para ajustar la altura de apertura del molde y ayudar en el desmoldeo, entre otras funciones.
La composición y el principio de funcionamiento de la corredera
Composición
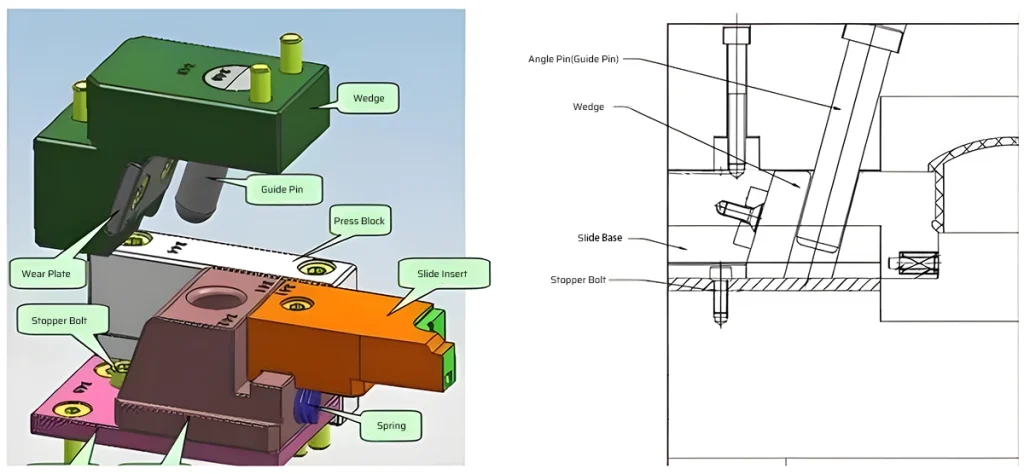
Los componentes básicos de una corredera convencional incluyen la base de la corredera, inserto deslizante, bloque de prensa, cuña, pasador angular (pasador guía), placa de desgaste, perno de tope y muelles. Cada componente tiene su función específica.
- Base deslizante: Asegura la corredera y soporta su presión de funcionamiento y su carga de movimiento, garantizando que la corredera se desplace por la trayectoria correcta y se mantenga alineada.
- Bloque de prensa: Soporta y guía la mitad superior de la corredera. Ayuda a mantener la distancia entre la corredera y el núcleo, garantizando el funcionamiento normal de la prensa y su precisión.
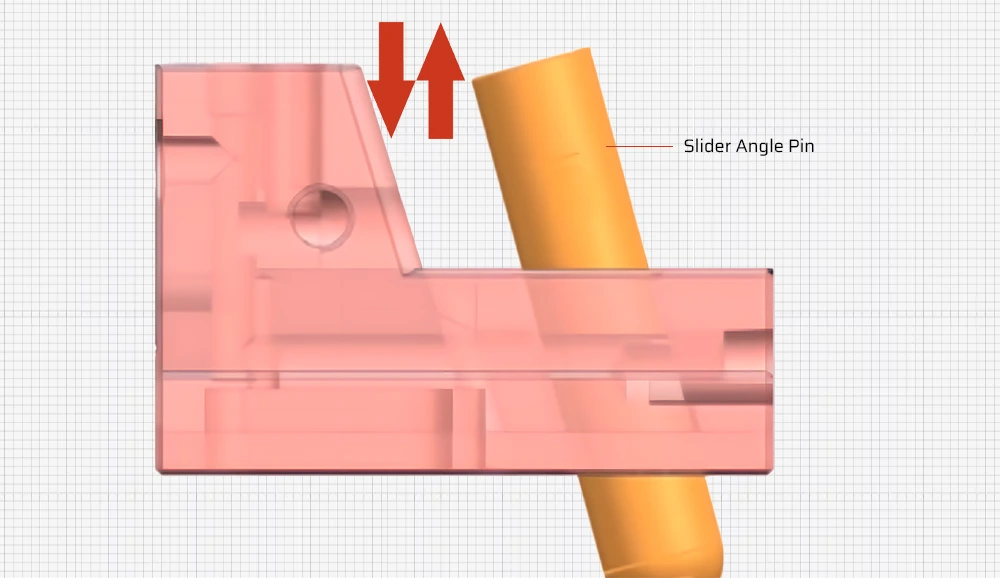
- Pasador angular (pasador guía): Utiliza su orientación en ángulo para convertir el movimiento vertical del máquina de moldeo por inyección durante la apertura y el cierre en el movimiento horizontal de la corredera. Esto facilita la extracción del núcleo de la cavidad del molde.
- Perno de tope: Un componente de tornillo fijado en la corredera del molde de plástico que controla la carrera de la corredera durante el movimiento, impidiendo un movimiento excesivo o más allá del rango designado, garantizando así el funcionamiento normal del molde.
- Cuña: Se utiliza para comprimir la corredera, evitando que se retraiga durante la inyección debido a la presión de la misma.
- Inserto deslizante: Para las piezas moldeadas, especialmente las secciones socavadas de los productos moldeados, cuando los requisitos de precisión son estrictos, estas secciones deben convertirse en insertos por separado. Esto facilita su futura sustitución y mantenimiento, y se fijan en la base de la corredera.
Principio de funcionamiento
La corredera no tiene circuitos ni cilindros hidráulicos, así que ¿de dónde procede su potencia? La fuente de energía del sistema deslizante procede del movimiento del poste guía acodado. Durante el proceso de apertura y cierre del molde, la presencia del poste guía acodado genera fricción con la pared interior de la corredera. Esta fuerza de fricción impulsa a todo el sistema de correderas a moverse en dirección perpendicular a la dirección de desmoldeo.
Principio de diseño de la corredera del molde de inyección
Fabricación razonable
Los componentes del mecanismo deslizante deben tener fabricabilidad razonable, especialmente las piezas de moldeo. Los requisitos generales incluyen:
a. Evite en la medida de lo posible la formación de líneas de soldadura en la posición de deslizamiento. Si es inevitable, la línea de soldadura debe situarse en una parte menos perceptible de la pieza de goma, y la longitud de la línea de soldadura debe reducirse al mínimo. Además, siempre que sea posible, debe utilizarse una estructura compuesta que permita mecanizar la zona de la línea de soldadura de la corredera junto con la cavidad.
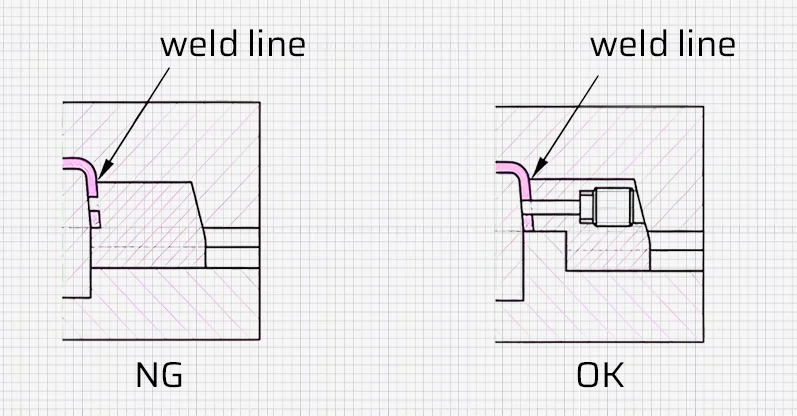
b. Para facilitar el mecanizado, lo ideal es que la pieza moldeada y la pieza deslizante se fabriquen como una estructura combinada.
Resistencia y rigidez suficientes
Los mecanismos de deslizamiento suelen diseñarse basándose en la experiencia, y también pueden realizarse cálculos simplificados para garantizar una resistencia y rigidez adecuadas, generalmente adoptando:
a. Dimensiones estructurales máximas. Cuando el posicionamiento espacial lo permita, los componentes de la corredera deberán utilizar las mayores dimensiones estructurales posibles.
b. Estructura de diseño optimizada.
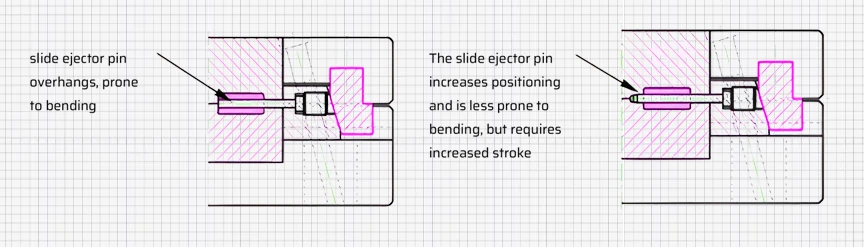
1). Colóquelo en el extremo del pasador deslizante más largo para evitar que se doble.
2). Cambie la estructura de la cuña para aumentar la resistencia de las piezas de ensamblaje del molde.
3). Aumente el bloqueo para mejorar la resistencia de la cuña.
Movimiento deslizante
Para garantizar el funcionamiento normal del sistema de correderas, es crucial que durante la apertura y el cierre del molde, el mecanismo de la corredera no interfiera con otros componentes estructurales y que la secuencia de movimiento sea lógica y fiable. Normalmente se recomiendan varias consideraciones:
A. Cuando utilice un deslizador de cavidades, debe asegurarse la secuencia de apertura del molde.
B. Cuando utilice correderas hidráulicas, la secuencia de separación y retorno debe controlarse adecuadamente; de lo contrario, la corredera puede chocar y causar daños.
C. Durante el cierre del molde, es esencial evitar que el sistema deslizante interfiera con el sistema eyector.
Cuando los salientes del sistema deslizante y del sistema eyector se solapan en la dirección de apertura del molde, es aconsejable reajustar el sistema deslizante para permitir que el sistema eyector se reajuste primero.
D. Cuando el pasador angular que acciona la corredera es largo, es necesario aumentar la longitud del pasador guía del molde.
El propósito de extender el pasador guía es asegurar que antes de que el pasador angular impulse el sistema deslizante a su posición, el molde y la cavidad estén completamente guiados por el pasador guía y el casquillo guía, evitando daños al sistema deslizante durante el cierre del molde.
(4) Garantice una carrera suficiente de la corredera para facilitar el desmoldeo de las piezas de caucho.
La carrera de la corredera se calcula generalmente en función de la profundidad de los orificios laterales o de la profundidad de los relieves, más entre 0,5 y 2,0 mm adicionales. Para los elevadores, se utiliza el valor más pequeño, mientras que para otros tipos, se elige el valor más grande. Sin embargo, cuando se utilizan moldes ensamblados para moldear piezas como el bastidor del transformador, la carrera debe ser mayor que la profundidad de los rebajes laterales.
Vida útil
La corredera debe moverse con suavidad y fiabilidad y debe tener suficiente vida útil.
El sistema de deslizamiento suele emplear una ranura guía en forma de T para el guiado.
Cuando el sistema deslizante completa la separación lateral o la extracción del núcleo, la longitud del bloque deslizante que queda dentro de la ranura guía no debe ser inferior a dos tercios de su longitud total. Si el tamaño de la placa del molde no puede cumplir la longitud mínima de ajuste, puede utilizarse una ranura guía ampliada.
La superficie de guía de la corredera (es decir, la superficie de contacto móvil y la superficie de soporte de la carga) debe tener suficiente dureza y lubricación. Por lo general, los componentes del deslizador deben estar tratados térmicamente, con una dureza que supere el HRC40. La dureza de las piezas guía debe estar entre HRC52 y HRC56, y estas piezas deben tener ranuras de aceite mecanizadas.
Posicionamiento fiable
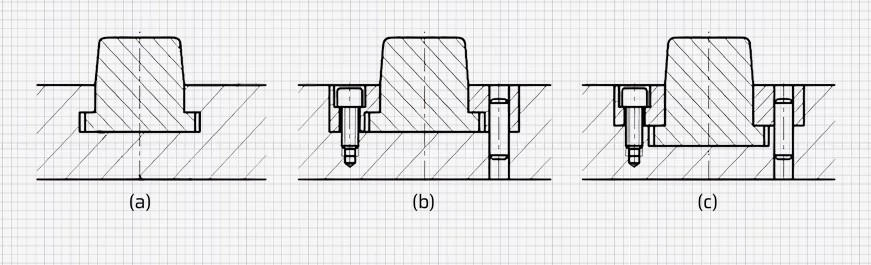
Después de que el sistema deslizante complete la acción de separación o de extracción del núcleo, debe permanecer en la posición en la que acaba de terminar el movimiento para garantizar un retorno con éxito durante el cierre del molde. Por lo tanto, se requiere un dispositivo de posicionamiento fiable, aunque un sistema deslizante con elevadores no necesita un dispositivo de posicionamiento. A continuación se muestran varias formas estructurales de uso común.
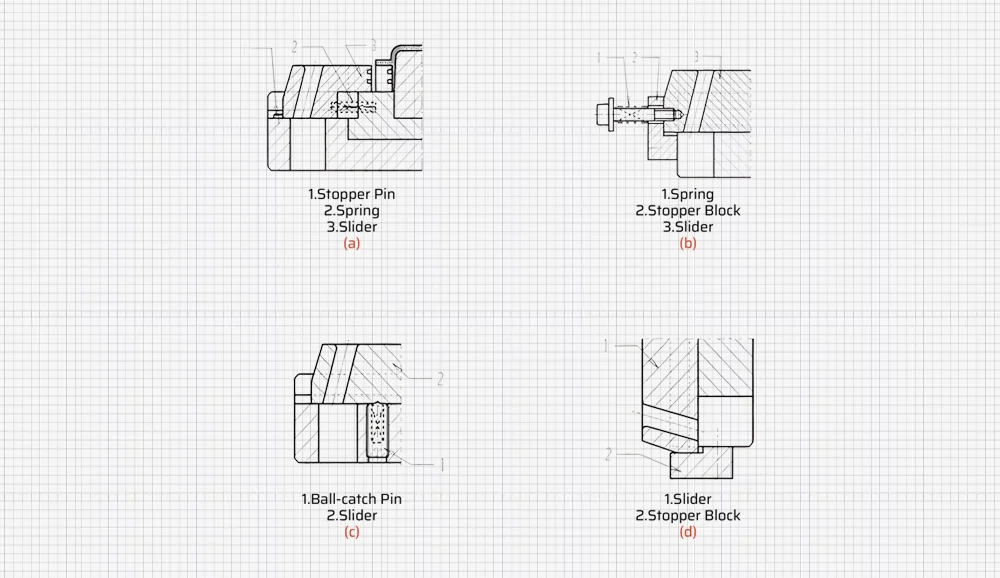
Tipo a): Se utiliza habitualmente, pero debido a las limitaciones de los muelles incorporados, la distancia de carrera es pequeña.
Tipo b) Es adecuado para moldes en los que, tras la instalación, el deslizador se coloca por encima o en un lateral y tiene una mayor distancia de recorrido. Cuando la corredera está arriba, la fuerza del muelle debe ser superior a 1,5 veces el peso de la corredera.
Tipo c) Es adecuado para moldes en los que, tras la instalación, la corredera se coloca en un lateral.
Tipo d) Es adecuado para moldes en los que, tras la instalación, la corredera se coloca debajo y permanece en el bloque de tope por su propio peso.











