

منزلقات قوالب الحقن هي عنصر مهم للغاية في تصميم القالب. المنزلقات و الرافعات تشترك في بعض أوجه التشابه الوظيفي (بالمعنى الدقيق للكلمة، الرافعات جزء من نظام المنزلق). لتسهيل الفهم على عشاق القوالب، سأقوم بشرح المنزلقات والرافعات بشكل منفصل. يمكن للمهتمين النقر على رابط صفحة الرافعات لمعرفة المزيد عن الرافعات.
ما هو المنزلق في قالب الحقن في قالب الحقن
في المنتجات المصبوبة بالحقن، من الشائع أن تواجه العديد من المنتجات التي تحتوي على عدد كبير من الأخاديد أو الثقوب أو الهياكل السفلية. نحن نعلم أنه خلال عملية القولبة بالحقن، بعد أن يتم تشكيل الأجزاء، يجب فتح القلب والتجويف، ويتم إخراج المنتج باستخدام دبابيس القاذف لاسترداد الجزء من القالب. ومع ذلك، إذا كان الجزء يحتوي على شقوق سفلية أو ثقوب أو أخاديد، فإن ذلك يمنع القلب والتجويف من الانفصال بشكل طبيعي. في مثل هذه الحالات، تكون هناك حاجة إلى شريحة حقن القالب للمساعدة في عملية التفكيك.
لمساعدة الجميع على الفهم، دعونا نلقي نظرة على الصورة التالية، والتي تُظهر جزءًا بهيكل مقصوص على الجانب. هذا شائع جدًا في الأجزاء المصبوبة بالحقن.
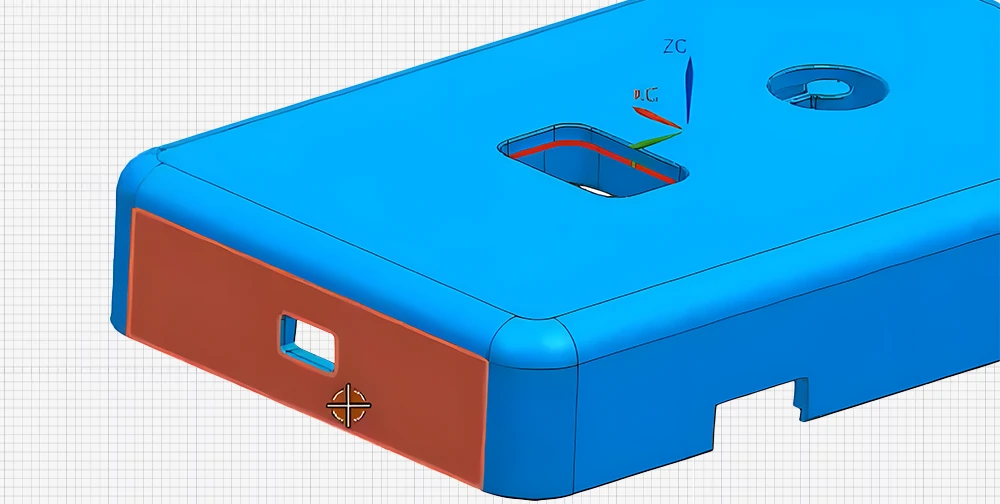
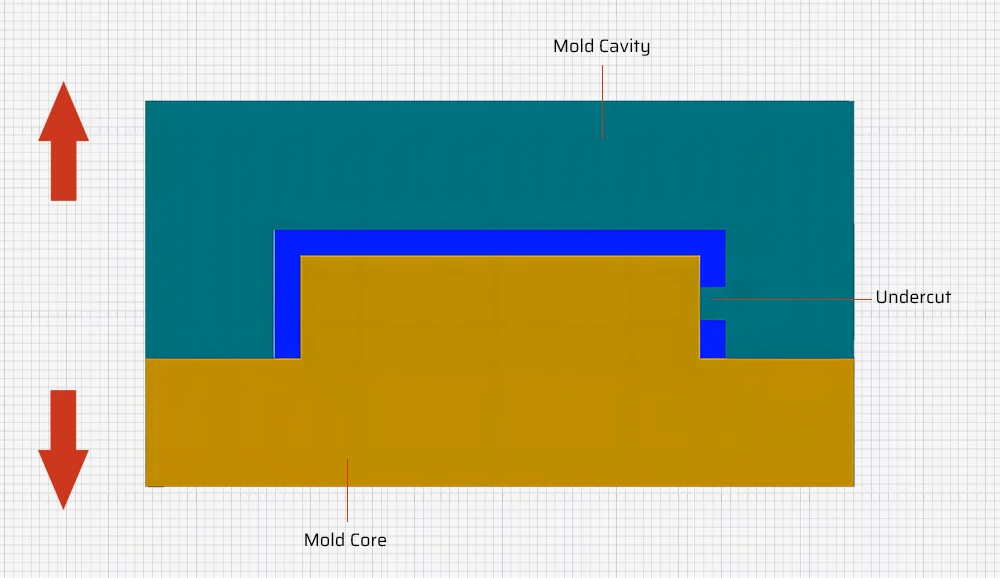
لنلقِ نظرة على المنظر الجانبي لهذا الجزء. تمثل المنطقة الخالية الموضحة في الصورة الهيكل السفلي للجزء. إذا تم فصل اللب والتجويف عند هذه النقطة، فسيكون الجزء عالقًا في اللب ولن يتم تفكيكه بسلاسة.
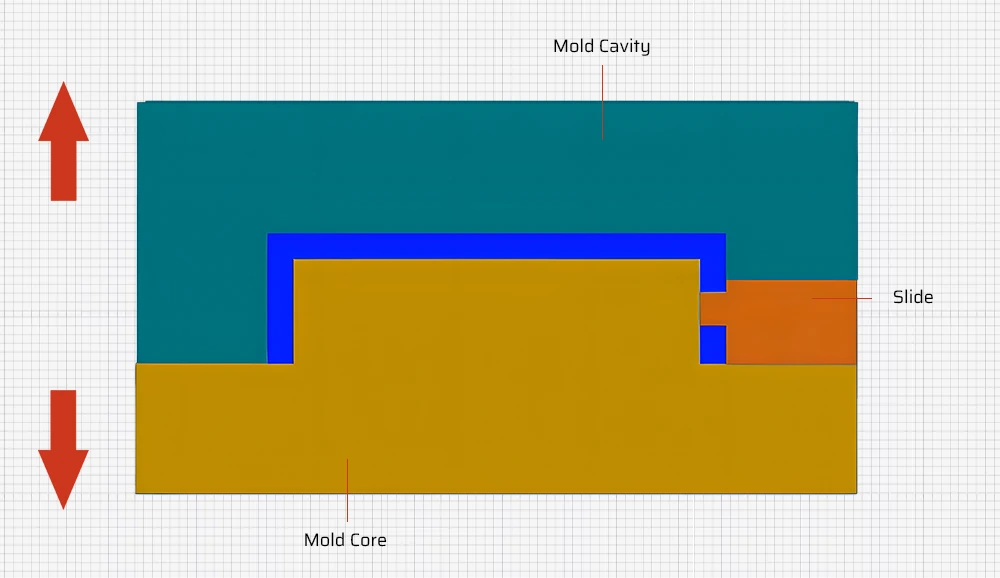
في هذا الوقت، يمكننا إضافة آلية منزلق. يمكن سحب المنزلق أفقيًا قبل إخراج الجزء المقولب بالحقن من القالب، مما يسمح بإزالة القالب بسلاسة. لذلك، ليس من الصعب أن نرى أن شريط التمرير يشير إلى مكون في هيكل القالب يمكن أن يتحرك على طول محور القالب. ويُستخدم عادةً لضبط ارتفاع فتحة القالب والمساعدة في إزالة القوالب، من بين وظائف أخرى.
تركيبة ومبدأ عمل شريط التمرير
التركيب
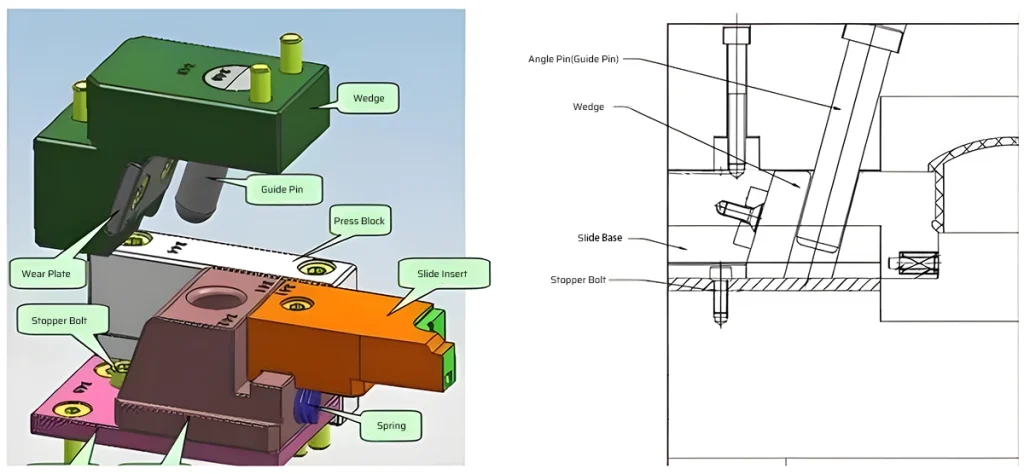
تشتمل المكونات الأساسية للمنزلق التقليدي على قاعدة المنزلق, إدراج شريط التمريروكتلة الضغط، وكتلة الضغط، والوتد، ومسمار الزاوية (مسمار التوجيه)، ولوحة التآكل، ومسمار السدادة، والزنبركات. كل مكون له دوره المحدد.
- قاعدة المنزلق: يقوم بتأمين المنزلق ويتحمل ضغط التشغيل وحمل الحركة، مما يضمن تحرك المنزلق على طول المسار الصحيح وبقائه في محاذاة.
- كتلة الصحافة: يدعم ويوجه النصف العلوي من المنزلق. يساعد في الحفاظ على المسافة بين الشريحة والقلب، مما يضمن التشغيل العادي للمكبس ودقته.
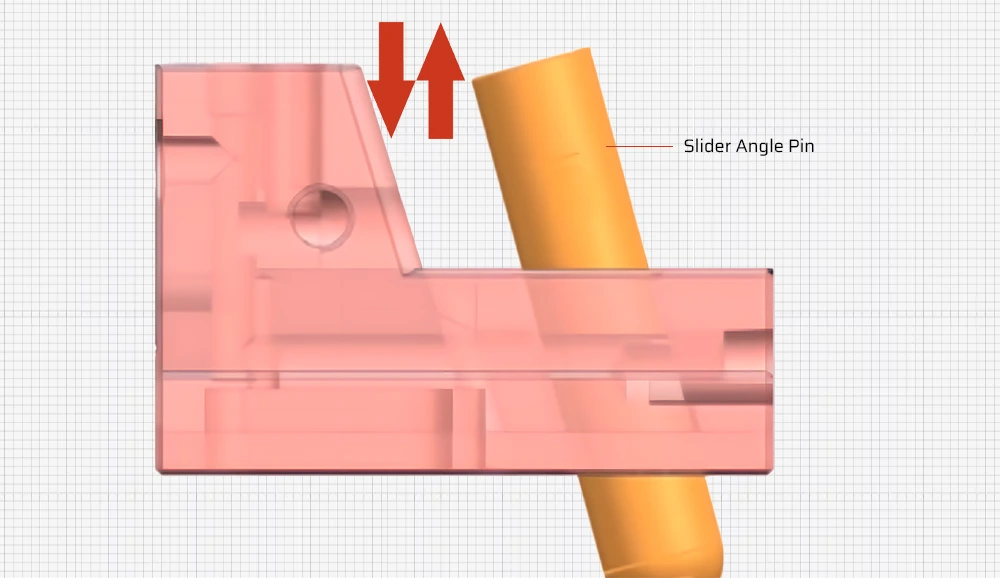
- دبوس الزاوية (دبوس التوجيه): يستخدم اتجاهه المائل لتحويل الحركة الرأسية للزاوية ماكينة القولبة بالحقن أثناء الفتح والإغلاق في الحركة الأفقية للمنزلق. وهذا يسهل استخراج القلب من تجويف القالب.
- مسمار السدادة: مكوّن لولبي مثبت على منزلق القالب البلاستيكي يتحكم في شوط المنزلق أثناء الحركة، مما يمنع الحركة المفرطة أو الحركة خارج النطاق المحدد، وبالتالي ضمان التشغيل الطبيعي للقالب.
- الوتد: يُستخدم لضغط المنزلق، مما يمنعه من التراجع أثناء الحقن بسبب ضغط الحقن.
- إدراج شريط التمرير: بالنسبة للأجزاء المقولبة، وخاصةً الأجزاء السفلية من المنتجات المقولبة، عندما تكون متطلبات الدقة صارمة، يجب أن تكون هذه الأجزاء مصنوعة بشكل منفصل في إدخالات. وهذا يسهل الاستبدال والصيانة في المستقبل، ويتم تثبيتها على قاعدة الشريحة.
مبدأ العمل
لا يحتوي المنزلق على دوائر أو أسطوانات هيدروليكية، فمن أين تأتي طاقته؟ يأتي مصدر الطاقة لنظام المنزلق من حركة عمود التوجيه بزاوية. أثناء عملية فتح وإغلاق القالب، يولد وجود عمود التوجيه المائل احتكاكًا مع الجدار الداخلي للمنزلق. وتدفع قوة الاحتكاك هذه نظام المنزلق بأكمله للتحرك في اتجاه عمودي على اتجاه إزالة القوالب.
مبدأ تصميم قالب الحقن المنزلق الحقن
قابلية التصنيع المعقولة
يجب أن تحتوي مكونات آلية الانزلاق على قابلية تصنيع معقولةوخاصةً أجزاء الصب. تشمل المتطلبات العامة ما يلي:
a. تجنب تشكيل خطوط اللحام في موضع الانزلاق قدر الإمكان. إذا كان لا مفر من ذلك، يجب وضع خط اللحام في جزء أقل وضوحًا من القطعة المطاطية، ويجب تقليل طول خط اللحام إلى الحد الأدنى. بالإضافة إلى ذلك، يجب استخدام هيكل مركب كلما أمكن، مما يسمح بتشكيل منطقة خط اللحام المنزلق مع التجويف.
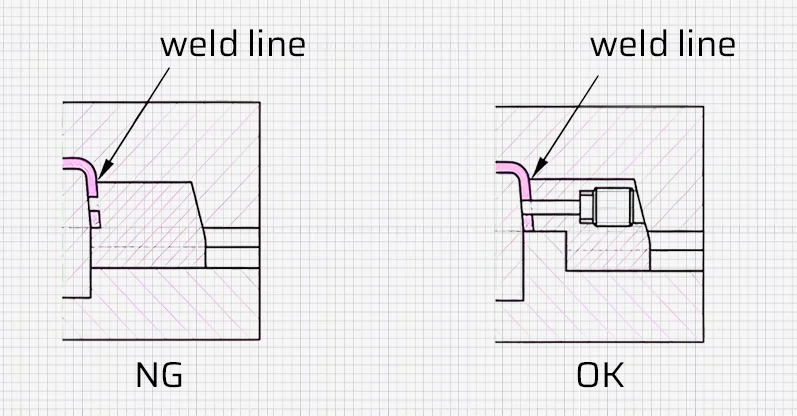
b. لتسهيل التصنيع الآلي، يجب أن يكون جزء الصب والجزء المنزلق مصنوعين بشكل مثالي كهيكل مدمج.
قوة وصلابة كافية
يتم تصميم آليات الانزلاق بشكل عام بناءً على الخبرة، ويمكن أيضًا إجراء حسابات مبسطة لضمان القوة والصلابة الكافية، واعتمادها بشكل عام:
a. الأبعاد الهيكلية القصوى. عندما يسمح الموضع المكاني، يجب أن تستخدم مكونات شريط التمرير أكبر أبعاد هيكلية ممكنة.
b. هيكل التصميم الأمثل.
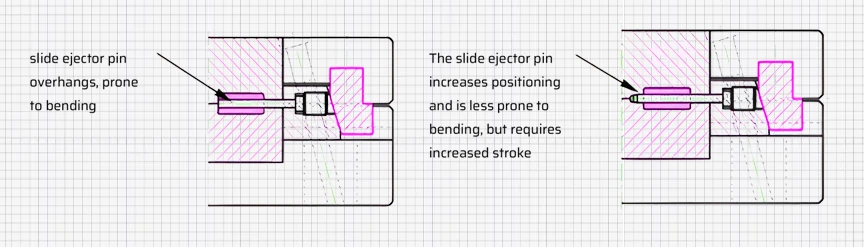
1). وضع في نهاية مسمار الانزلاق الأطول لمنع ثني مسمار الانزلاق.
2). تغيير هيكل الإسفين لتعزيز قوة أجزاء التجميع في القالب.
3). زيادة القفل لتحسين قوة الوتد.
حركة المنزلق
لضمان الأداء الطبيعي لنظام المنزلق، من الضروري ألا تتداخل آلية المنزلق مع المكونات الهيكلية الأخرى أثناء فتح القالب وإغلاقه، وأن يكون تسلسل الحركة منطقيًا وموثوقًا. يوصى عادةً بعدة اعتبارات:
A. عند استخدام منزلق التجويف، يجب التأكد من تسلسل فتح القالب.
B. عند استخدام المنزلقات الهيدروليكية، يجب التحكم في تسلسل الفراق والعودة بشكل صحيح؛ وإلا فقد يصطدم المنزلق ويتسبب في تلفه.
C. أثناء إغلاق القالب، من الضروري منع نظام المنزلق من التداخل مع نظام القاذف.
عندما تتداخل نتوءات نظام الانزلاق ونظام القاذف في اتجاه فتح القالب، يُنصح بإعادة ضبط نظام الانزلاق للسماح لنظام القاذف بإعادة الضبط أولاً.
D. عندما يكون مسمار الزاوية الذي يحرك المنزلق طويلًا، فمن الضروري زيادة طول مسمار توجيه القالب.
الغرض من تمديد مسمار التوجيه هو التأكد من أنه قبل أن يقوم مسمار الزاوية بدفع نظام المنزلق إلى موضعه، يتم توجيه القالب والتجويف بالكامل بواسطة مسمار التوجيه والجلبة التوجيهية، مما يمنع تلف نظام المنزلق أثناء إغلاق القالب.
(4) التأكد من وجود شوط منزلق كافٍ لتسهيل عملية تفكيك الأجزاء المطاطية
يتم حساب شوط المنزلق بشكل عام على أساس عمق الثقوب الجانبية أو عمق النقوش بالإضافة إلى 0.5 إلى 2.0 مم إضافية. بالنسبة للرافعات، يتم استخدام القيمة الأصغر، بينما بالنسبة للأنواع الأخرى، يتم اختيار القيمة الأكبر. ومع ذلك، عند استخدام القوالب المجمعة لقولبة أجزاء مثل إطار المحولات، يجب أن يكون الشوط أكبر من عمق التجاويف الجانبية.
العمر الافتراضي
يجب أن يتحرك المنزلق بسلاسة وموثوقية ويجب أن يكون لديه ما يكفي من عمر الخدمة.
يستخدم نظام الانزلاق عادةً فتحة توجيه على شكل حرف T للتوجيه.
عند إكمال نظام المنزلق للفصل الجانبي أو السحب الأساسي، يجب ألا يقل طول كتلة المنزلق المتبقية داخل فتحة التوجيه عن ثلثي طولها الإجمالي. إذا كان حجم صفيحة القالب لا يفي بالحد الأدنى لطول التركيب، يمكن استخدام فتحة توجيه ممتدة.
يجب أن يتمتع سطح موجه المنزلق (أي سطح التلامس المتحرك والسطح الحامل) بالصلابة والتشحيم الكافيين. وبوجه عام، يجب أن تكون مكونات المنزلق معالجة بالحرارة، مع صلابة تصل إلى أعلى من HRC40. يجب أن تتراوح صلابة أجزاء الموجه بين HRC52 و HRC56، ويجب أن تحتوي هذه الأجزاء على أخاديد زيت مشكّلة آليًا.
تحديد المواقع الموثوقة
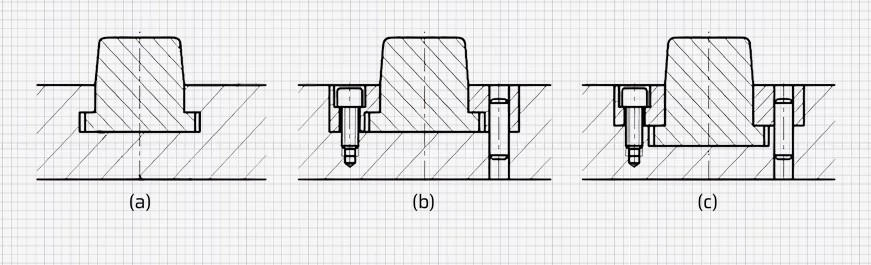
بعد أن يكمل نظام المنزلق حركة الفراق أو السحب القلبي، يجب أن يظل في الموضع الذي انتهت فيه الحركة للتو لضمان العودة الناجحة أثناء إغلاق القالب. لذلك، يلزم وجود جهاز تموضع موثوق به، على الرغم من أن نظام المنزلق المزود برافعات لا يحتاج إلى جهاز تموضع. فيما يلي عدة أشكال هيكلية شائعة الاستخدام.
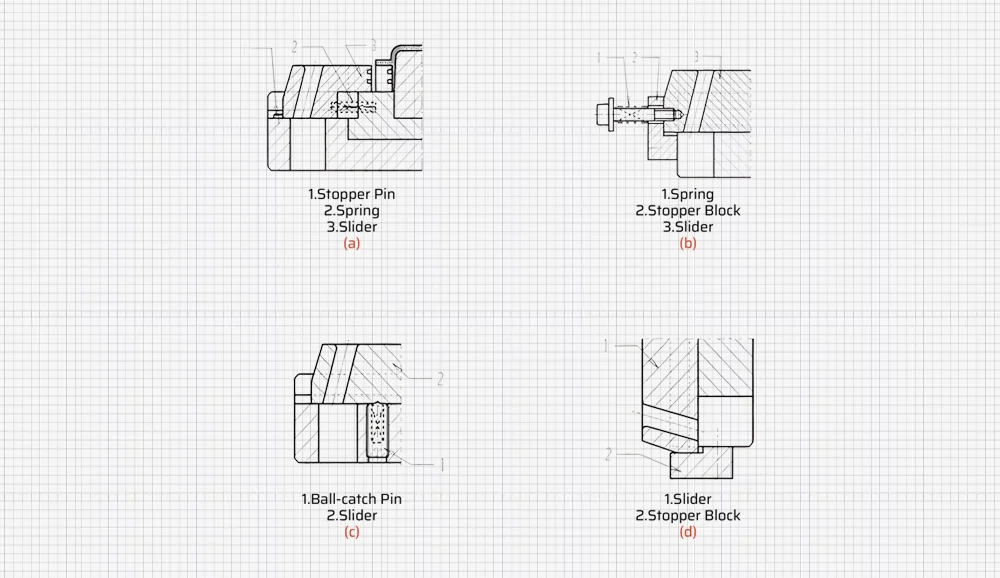
النوع أ): يتم استخدام هذا النوع بشكل شائع، ولكن بسبب قيود النوابض المدمجة، تكون مسافة الشوط صغيرة.
النوع (ب) مناسب للقوالب حيث، بعد التثبيت، يتم وضع المنزلق في الأعلى أو على الجانب ويكون له مسافة انتقال أكبر. عندما يكون المنزلق في الأعلى، يجب أن تكون قوة الزنبرك أكثر من 1.5 ضعف وزن المنزلق.
النوع (ج) مناسب للقوالب حيث يتم وضع شريط التمرير على الجانب بعد التركيب.
النوع (د) مناسب للقوالب حيث، بعد التثبيت، يتم وضع المنزلق في الأسفل ويبقى على كتلة السدادة بوزنه الخاص.











