

A distinção fundamental entre os moldes de duas placas e de três placas reside na forma como o molde se separa durante a abertura e como o sistema de canais é gerido em relação à peça moldada. As ilustrações seguintes são bem utilizadas para explicar estas diferenças estruturais que fornecem o contexto em que cada tipo de molde funciona durante o ciclo de moldagem por injeção.
Arquitetura estrutural
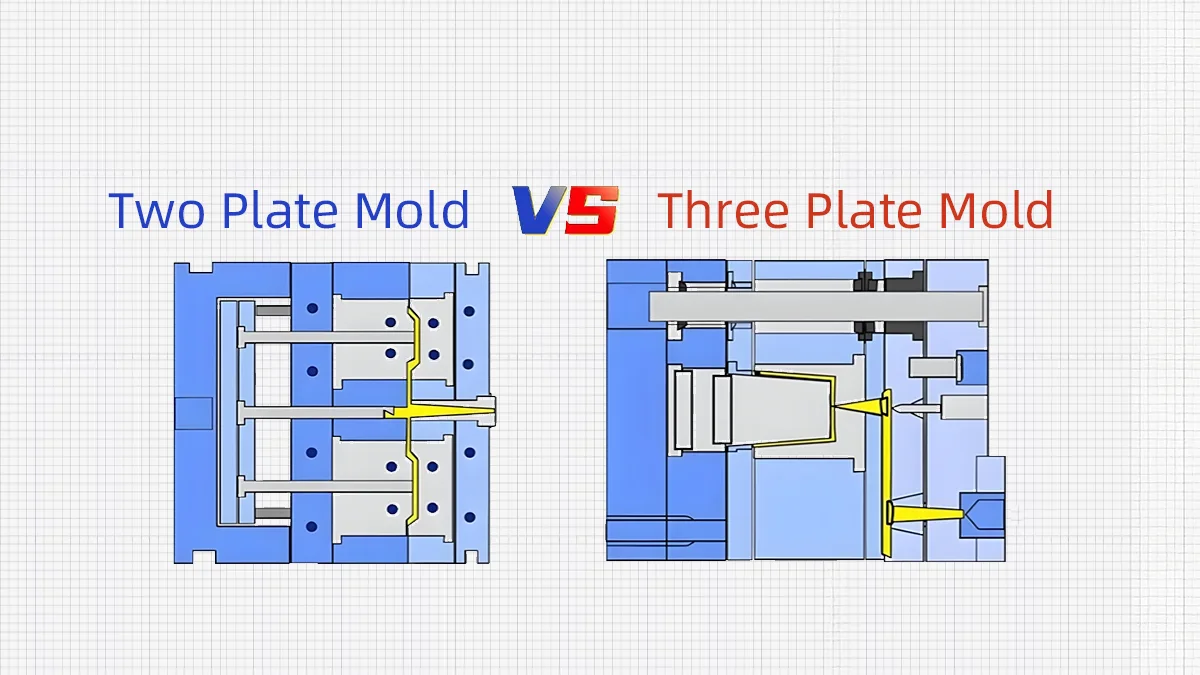
Arquitetura do molde de duas placas

Num molde de duas placas, uma linha de separação é colocada entre uma metade fixa e uma metade móvel. Durante a abertura do molde, tanto a peça moldada como o sistema de canais permanecem do mesmo lado, permitindo que o sistema ejetor os empurre para fora simultaneamente [1].
A eficiência mecânica do molde de duas placas é eficiente do ponto de vista da engenharia. A utilização de cursos curtos da abertura do molde, a otimização da utilização da força de fixação e a simplicidade da cinemática são também caraterísticas do processo de moldagem.
Arquitetura do molde de três placas

Um molde de três placas é adicionado com outra placa de modo a criar dois planos de separação. A sequência da abertura do molde é sequencial no caso da abertura do molde:
- A primeira abertura liga a placa de cavidade e o sistema de corrediças.
- A segunda abertura qualifica a peça moldada para se ejetar.
Nesta arquitetura, a separação das corrediças é um processo que é realizado automaticamente sem equipamento adicional. A placa adicional, no entanto, aumenta a altura do molde, o curso inicial do molde e a complexidade do mecanismo.

Flexibilidade de conceção e de portagem
Gotejamento de molde de duas placas
As portas do molde de duas placas são posicionadas apenas ao longo da linha de separação primária ou de caraterísticas auxiliares, tais como:
- Portões de borda
- Portões submarinos (túneis)
- Portões de ventilação
Pode ser necessário um pós-processamento cosmético ou uma remoção automatizada da porta porque a peça ejectada não é removível por ser um componente integral. O vestígio do portão é uma das considerações de design, especialmente em peças de aparência crítica [2].
Gotejamento de molde de três placas
Os moldes de três placas oferecem a opção de localizar ou posicionar portas de jito pontuais ou diretas em qualquer localização real, em qualquer ponto da superfície da peça. Isto é especialmente útil em:
- Secções semelhantes no portão central.
- Moldes de fluxo equilibrado multi-cavidades.
- Formas complexas que têm um acesso menor aos portões.
A separação automática de corrediças de 2 vias garante menos vestígios de porta contaminada e a minimização de operações secundárias.
Comportamento do corredor e comportamento de separação do produto
| Característica | Molde de duas placas | Molde de três placas |
|---|---|---|
| Separação do corredor | Manual ou automatizado a jusante | Automático durante a abertura do molde |
| Manuseamento de sucata | Necessita de um dispositivo de desativação | Auto-separação |
| Sequência de abertura do molde | Fase única | Multi-estágio |
| Risco de danos nas peças | Mais alto se o corredor se enredar | Menor devido ao isolamento |
Estrutura de custos e contrapartidas económicas
Custo das ferramentas
- Os moldes de duas placas requerem menos placas, menos maquinação e menos componentes de alinhamento de precisão.
- Os moldes de três placas implicam maior precisão de maquinação, componentes de guia e tempo gasto na montagem dos moldes.
Custo operacional
- Os moldes de duas placas implicam uma despesa adicional de manuseamento a jusante, exceto no caso de moldes automatizados.
- A moldagem de três placas permitirá a redução do custo da mão de obra, mas poderá aumentar a sua taxa de manutenção, uma vez que existem mais interfaces móveis.
Economia do ciclo de vida
Os moldes de duas placas são quase sempre menos dispendiosos para pequenas quantidades de produção. Os moldes de três placas podem ser utilizados em grandes volumes para compensar o seu custo inicial mais elevado, eliminando a desgaseificação manual e promovendo a uniformidade do ciclo.
Cenários de aplicação e casos de utilização industrial
Aplicações de moldes de duas placas
- Caixas e coberturas simples
- Elementos com requisitos cosméticos tolerantes.
- Quantidades muito pequenas a médias de fabrico.
- Integração de canais quentes
Aplicações de moldes de três placas
- Ferramentas multi-cavidades com abertura equilibrada.
- Elementos intensamente orientados para a superfície.
- Produção em grande escala que deve ser automatizada.
- Os sistemas de câmara fria sensíveis são sensíveis à gestão dos resíduos da câmara.
Relação com os moldes de câmara quente
Com moldes de canais quentes, a comparação é radicalmente alterada. Os sistemas de canais quentes eliminam totalmente os canais frios e no processo:
- Eliminar os resíduos de material.
- Reduzir o tempo de ciclo
- Aumentar a consistência da temperatura de fusão.
Na prática:
- A maioria dos moldes de canal quente são de duas placas, uma vez que não requerem que os canais sejam separados.
- Os moldes de três placas são conhecidos como moldes de canal quente e são muito raros, sendo apenas utilizados em moldes especiais multi-gate ou sequenciais.
Os canais quentes são então inclinados a transferir a tomada de decisão para fora dos moldes de três placas, exceto que a geometria da porta é um fator determinante.
Árvore de decisão de seleção de moldes e lógica de avaliação de engenharia
A decisão entre duas placas, três placas ou canal quente baseia-se num estudo sistemático que tem em conta a finalidade do projeto da peça no fabrico, a eficiência do fabrico, a automatização e os custos a longo prazo. O processo de decisão, e não o tipo de molde a determinar, deve ser definido numa progressão racional das decisões de engenharia, com cada decisão a excluir as potenciais arquitecturas de molde. As subsecções seguintes explicam esta lógica de decisão.
Etapa 1: Requisitos de aparência do produto
O fator mais significativo e que determina a decisão final na escolha de um molde é frequentemente o aspeto do produto, uma vez que o primeiro condiciona diretamente a localização da porta, o tamanho do vestígio da porta ou os requisitos de acabamento após a moldagem. As peças com uma parte da superfície fortemente visível, como a cobertura de produtos electrónicos de consumo, a decoração interior de automóveis ou a aparência de painéis, podem frequentemente ter exigências rigorosas em termos de marcação e planaridade da porta. Estas últimas situações tornam necessária a aplicação de arquitecturas de moldes em que a posição das portas é precisa e a separação dos canais é controlada com precisão.
Os moldes de três placas admitem portões posicionados de forma centralizada que podem ser localizados fora de áreas cosméticas importantes. Nos casos em que, no entanto, as exigências estéticas não são muito significativas, ou em que a localização do portão pode ser escondida numa superfície invisível, podem ainda ser utilizados moldes de duas placas, que são rentáveis e eficientes em combinação com portões de túnel ou de rebordo adequadamente diferenciados [3].
Etapa 2: Estrutura do produto e acessibilidade do portão
Logo que os requisitos de aparência sejam satisfeitos, deve ser considerada a estrutura interna do produto e a acessibilidade da porta. Pode ser necessário mais do que um portão para preencher geometrias complexas com diferentes espessuras de parede, diferentes comprimentos de fluxo ou diferentes caraterísticas funcionais [4]. Esta caraterística é útil em moldes de múltiplas cavidades onde o equilíbrio do fluxo é necessário para a consistência dimensional. Por outro lado, os produtos com uma geometria simples e com uma direção de fluxo previsível podem frequentemente ser fechados num único local, pelo que um molde de duas placas pode ser suficiente.
Etapa 3: Volume de produção e análise de custos
O volume de produção é vital para determinar a capacidade de um maior investimento em ferramentas ser compensado por poupanças operacionais. Em programas de produção de baixo volume, a facilidade e o custo inicial reduzido dos moldes de canais frios de duas placas geralmente ofuscam as vantagens da separação automática de canais ou da alta flexibilidade de gating. No entanto, à medida que as quantidades de produção aumentam, o custo do material do canal, a quantidade de mão de obra necessária para a separação do canal e as ineficiências dos ciclos tornam-se cada vez mais críticas.
Os moldes de duas placas com canais quentes podem ser uma solução ideal para volumes de produção médios, em que o material não é deitado fora e a estrutura geral necessária do molde permanece relativamente simples. Com programas de grande dimensão (mais de centenas de milhares de peças por ano), os moldes de três placas ou o canal quente totalmente optimizado podem proporcionar benefícios a longo prazo em termos de custos, como uma menor intervenção manual, uma melhor uniformidade do tempo de ciclo e uma maior automatização.
Etapa 4: Estratégia de automatização e mão de obra
A escolha da estratégia de automação apresenta um critério de decisão vital que determina diretamente a escolha da arquitetura do molde. Os processos de fabrico que dependem mais do trabalho manual podem permitir a fixação do corredor caraterística dos moldes de duas placas, especialmente quando a mão de obra é barata ou os volumes são pequenos. As fábricas que se esforçam por alcançar uma maior automatização, como o manuseamento robotizado de peças e a inspeção em linha, têm normalmente uma vantagem na conceção do molde que simplifica as operações na fase a jusante.
Os moldes de três placas adaptam-se naturalmente bem à produção automatizada, isolando os canais no momento da abertura do molde, minimizando a utilização de manuseamento secundário [5]. Os moldes de duas placas podem ser implementados favoravelmente em células automatizadas utilizando extração robotizada, desengorduramento automático e manuseamento de materiais com base em transportadores. Com a introdução de sistemas de canais quentes, os moldes de duas placas são frequentemente a escolha porque a remoção dos canais facilita a automatização e o sistema também minimiza o tempo de ciclo sem um aumento correspondente na complexidade do molde.
Etapa 5: Estratégia de fabrico a longo prazo
A última fase da lógica de avaliação é a estratégia de fabrico a longo prazo do produto. As arquitecturas de moldes são mais fáceis e menos dispendiosas de adaptar a programas com uma elevada expetativa de variação do design, redesenhos de engenharia ou caraterísticas de procura incertas. Os moldes de duas placas são normalmente mais flexíveis neste aspeto, porque a modificação da localização das portas, ou da geometria ou forma dos canais, ou mesmo o design da própria cavidade, pode ser facilmente efectuada com pouco ou nenhum retrabalho.
Os sistemas de canal quente e os moldes de três placas necessitarão de maiores esforços de modificação, especialmente quando se altera a disposição do coletor ou a colocação das comportas. Com produtos de conceção mais estável e com um longo ciclo de vida de produção, o aumento do custo inicial de um molde de três placas ou de canal quente pode ser compensado pela eficiência média na produção e pelos baixos custos de operação a longo prazo. Ao alinhar a escolha dos moldes com a vida útil e a estabilidade previstas do produto, é possível garantir que as escolhas de ferramentas a fazer serão capazes de suportar os requisitos de produção a curto prazo, bem como os objectivos a longo prazo da empresa.
Caminhos para melhorar a automatização de moldes de duas placas
Os moldes de duas placas são automatizados com a nova tecnologia de fabrico, apesar da fixação de canais inerente a este tipo de moldes. Apesar de os moldes de duas placas expelirem naturalmente a peça formada juntamente com o sistema de execução, as tecnologias de automatização contemporâneas permitem que estes moldes atinjam níveis consideráveis de produtividade, uniformidade e economia de mão de obra. Os moldes de duas placas podem ser transformados em ferramentas de fabrico altamente automatizadas que estarão prontas para servir o exigente ambiente industrial através da introdução estratégica da robótica, da remoção automática de camadas, do controlo de qualidade e de canais quentes.
1. Separação robótica de peças e canais
Nos moldes que não proporcionam um isolamento natural do canal, a separação robotizada da peça e do canal é normalmente utilizada para colmatar esta deficiência. Uma célula de produção típica tem um robô de seis eixos que remove a peça moldada e o conjunto da corrediça após a abertura do molde para obter uma extração uniforme, independentemente da forma da peça ou da orientação do molde. O robô reposiciona o conjunto numa estação de separação especial, onde a corrediça é mecanicamente cortada e, em seguida, a peça acabada é movida a jusante.
2. Sistemas automatizados de desbloqueio
A eficiência dos moldes de duas placas aumenta com a automatização dos sistemas de desengate, que padronizam a remoção do canal e reduzem o contacto humano. Estes sistemas incorporam processos de corte ou de recorte que são controlados pela posição da comporta e são também protegidos de modo a que o vestígio da comporta tenha um tamanho semelhante em cada lote de produção. Incorporada no manuseamento robótico, a remoção automática de canais é uma extensão do próprio ciclo de moldagem e não um processo a jusante.
3. Automatização da qualidade no molde e pós-molde
A automatização da qualidade permite que um molde de duas placas funcione com o mesmo controlo de processo que tem sido tradicionalmente associado a ferramentas mais complexas. Os sensores são instalados no molde e transmitem dados em tempo real sobre a pressão e a temperatura na cavidade, permitindo ao utilizador detetar desvios no processo devido à mudança de material ou ao desgaste do equipamento. Outros sistemas de inspeção são instalados para assegurar a deteção instantânea de defeitos de gating, enchimento e ejeção.
4. Molde de duas placas + câmara quente + robô: Uma solução industrial comum
As moldagens de duas placas combinadas com canais quentes e controlo robótico estão entre as formações mais eficazes e mais populares na moldagem por injeção contemporânea. Os canais quentes eliminam a necessidade de desengorduramento e a utilização de material, e a estrutura de duas placas controla a complexidade das ferramentas. A remoção automática de peças é fornecida pelo manuseamento robótico e pode ser integrada na automatização subsequente.
Perspetiva final
A escolha entre moldes de duas placas e moldes de três placas não é uma questão de excelência, mas sim uma questão de engenharia em relação aos requisitos do produto, plano de produção e requisitos económicos. Os moldes de duas placas são fáceis, flexíveis e podem ser utilizados com os sistemas de canais quentes, e os moldes de três placas são flexíveis em termos de gating, com a vantagem adicional da automatização dos sistemas de canais frios. Com as modernas tecnologias de automação, a diferença de desempenho entre os dois continua a diminuir, tornando a seleção de moldes informada e baseada em dados mais importante do que nunca.
Referências
[1] Aco Mold. (2022, julho 22). Molde de duas placas e molde de três placas. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6 tipos de porta de moldagem por injeção e quando utilizá-los. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] Ás (2023, 7 de novembro). Conceção de moldes de duas placas: Dicas para uma óptima qualidade do produto. https://www.ace-mold.com/two-plate-mould/
[4] Best Future (2025, 1 de agosto). Vantagens dos moldes de injeção de três placas na produção de peças complexas. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] Ferramentas da Ásia. (2025, 11 de novembro). Guia da estrutura do molde de três placas e do processo de trabalho. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide














