




トリマーはヘアグルーミングの重要なツールだ。興味深いことに、ほとんどのメーカーはバリカンとトリマーのどちらを製造するかで迷っている。この2つは同じように見えるが、クリッパーは刃が大きく、大量の髪を切るのに適している。.
一方、ヘア・トリマーは、皮膚のごく近くで髪をカットすることに特化している。刃が細かく、軽量なので、髪のアウトライン、ディテール、エッジング、スタイリングに適している。ヘア・トリマー・メーカーは主に、襟足やもみあげの手入れ、顔の産毛の手入れ用にこれらの製品を製造している。ヘアトリマーの主な特徴は以下の通り:
- より高い精度とディテール: シャープでクリーンなラインを可能にする、より細かいブレードが付属。.
- もっと深く切れ: バリカンよりも短くカットできるため、無精ひげや細部の手入れ、きれいな色落ちを作るのに最適だ。.
- バリカンより軽い: よりコンパクトで軽く設計されているため、扱いやすく、複雑なディテールにも対応できる。.
ヘアトリマーの重要な部品
ヘアトリマーの製造業を目指す新興企業にとって、ヘアトリマーの部品を知ることは重要だ。ヘアトリマーは、モーターで駆動する取り外し可能な刃のセットで構成されている。電子部品は、電源スイッチ付きのプラスチックケーシングに収納されています。以下は、ヘアトリマーの主要部品です。.
- ブレード これは実際にカッティングを行う部分である。櫛の役割をする固定刃とカッターの役割をする可動刃で構成されています。可動刃が互いに振動して髪をカットする。.
- モーター ブレードを動かす原動力となる。.
- 住宅だ: ボディは、衝撃や環境要素からの損傷から内部部品を保護する外殻である。.
- ガード/リミットコーム: これはスナップ式のプラスチックで、トリマーがカットする毛の長さを決定します。長さは非常に短いものから長いものまであります。.
- 電源ボタン: デバイスのオン/オフ
- ドライブリンク これはモーターからのエネルギーをブレードの振動に変換するメカニズムである。.
クライアント要件
あるヘアトリマーメーカーが、ファーストモールドに次のような支援を求めた。 ツーショット精密射出成形金型製造. .お客様の話によると、ヘアトリマーの量産工場を建設中で、金型製作を手伝ってくれる会社を探していた。中国でヘアトリマーの量産工場を探していたところ、ファーストモールドの名前が頻繁に出てきたそうです。.
今度のプロジェクトについて話し合う前に、彼らはファーストモールドの工場と技術施設の見学を希望した。彼らはそれを見て納得し、今後のプロジェクトの青写真を描いた。ヘアートリマーメーカーの大半が大人向けの製品に焦点を当てているのに対し、このクライアントは子供向けの製品を作りたいと考えていた。.
このクライアントはヘアトリマー業界初心者であったため、ヘアトリマーのさまざまな部品、特にガードとハウジングの製造に最適な材料と射出成形プロセスに関するアドバイスも求めていた。ヘアトリマーに関するその他の主な要件は以下の通り:
- 肉厚: 1.0mm以下
- 製品全体の重量: 200グラムから250グラム
- フォールト・トレランス: バリがない
- 表面処理: シルク印刷
- 組み立ての許容範囲: ±0.05mm
- 大量生産の歩留まり: ≥98%
課題と解決策
ヘアートリマー・メーカーは、子供用に特別に設計された製品を作っていたため、子供の肌が敏感であることを考慮し、ガードやハウジングにバリがないことが非常に重要だった。バリがあると、子どもの肌に小さな切り傷が残る可能性があるからだ。また、クライアントは軽量な製品を作りたかった。そのため、ファーストモールドのエンジニアにとって、軽量化のための設計は重要だった。.
2K成形の材料適合性
ファーストモールドがヘアトリマーメーカーと共同で克服しなければならなかった2つ目の課題は、材料の互換性を確保することだった。生産技術は2ショット射出成形(または2K成形)であるため、成形に使用される2つの材料が化学的に適合していることを確認し、適切な接合を確保することが重要でした。.
最初の材料は、その上に射出する際に、変形したり溶けたりすることなく、より高温の2番目の材料の温度に耐えなければなりません。材料がうまく接着しないと、ソフトタッチのグリップが使用中に剥がれる可能性がある。また 収縮率 硬質素材と軟質素材が大きく異なると、反りや亀裂が生じることがある。.
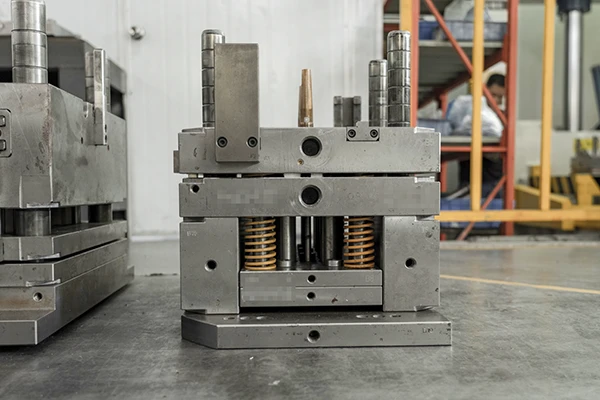
複雑なヘアトリマーの金型デザイン
について 2ショット射出成形のための金型設計 通常、30%から50%の複雑な金型が必要になる。例えば、金型はオーバーモールドのためにファーストショットがセカンドキャビティまで回転できるように設計しなければなりません。安定した冷却を確保するために、均一な肉厚の金型を作る必要がありました。.
安定した冷却を実現するため、ファーストモールドのエンジニアは金型内に高度な冷却溝を設計しました。これは、寸法安定性にとっても重要です。CADシミュレーションは、First Moldのエンジニアがゲートを配置する際にも役立ちました、, 金型の流れを分析する, そして、製造前に潜在的な反りを見つける。.

2K成形によるヘアトリマー製造の挑戦
2ショット射出成形では、射出工程、搬送、冷却が機械内で余分に行われるため、通常、サイクルタイムが長くなる。また、特に2回目の射出と1回目の射出が重なる部分に欠陥が発生しやすくなります。この欠陥は、フラッシング、カール、剥離につながる可能性があります。.
最初のショットゲートは跡が残ることがあります。しかし、ファーストモールドのエンジニアは、1回目のショットゲートで残った跡を2回目のショットでカバーするように金型設計を慎重に行いました。この設計上の配慮により、製造後の加工や組み立ての遅れがなくなり、メーカーのコスト削減につながった。.
トリマーハウジングの軽量化
ヘアトリマーメーカーが設定した重量制限をクリアするためには、すべての部品を軽量化することを念頭に置いて設計する必要がありました。例えば、ファーストモールドのエンジニアは、ハウジングの厚い壁の代わりに、リブで補強された薄い壁を選択した。.
最大限の強度を確保するため、リブの形状は以下の方法で設計された。 CADソフト(ソリッドワークス). .Moldflowは、均一な厚みを確保し、充填の問題を防ぐために、製造可能性の設計を検証するために使用されました。.
トリマーガードのバリやフラッシュの防止
フラッシュの発生を防ぐために、いくつかの段階が踏まれた。第一はプロセスの最適化である。これには、射出圧力と射出速度の最適化が含まれる。過剰な圧力は、溶融材料をパーティングラインに押し込む可能性がある。また、流動性が高すぎる材料の粘度を高めるために、溶融温度を最適化した。.
ヘアートリマーハウジングの金型設計の際、First Moldのエンジニアは、プラスチックの内圧に対抗して金型をしっかりと閉じた状態に保持するためにクランプ力を高めた。機械のプラテンは平行で、クランプ圧力の不均一を避けるために適切に整列されていた。.
これらのテクニックを組み合わせることで、フラッシュの発生をなくし、ヘアトリマーメーカーはポストプロダクション処理に費やしていた貴重なリソースを節約することができた。さらに、ターゲットとするユーザーに安心して使ってもらえる製品にもなった。.
容易な組み立てのための厳しい公差の作成
メーカーが要求する厳しい公差(±0.05mm)を念頭に、ファーストモールドのエンジニアは精密なCAD設計とCNC加工を組み合わせてヘアトリマーの金型を製作しなければならなかった。部品が正確に機能するためには、厳しい公差が不可欠です。わずかな狂いが組み立ての失敗、早期の破損、弱い接続につながる可能性があります。.
厳しい公差により、オス型フックとメス型リセスの位置は常に完全に一致します。これにより、スナップフィットが緩すぎて部品にガタが生じるような事態を防ぎます。また、スナップフィットがきつくなりすぎて、部品の損傷につながる過剰な組み立て力が発生することもありません。.
ファーストモールドのソリューションを採用することでクライアントが得たもの
クライアントがファーストモールドの施設に入ったとき、彼らはバリカンとトリマーの違いについてよく理解していませんでした。また、彼らはすべての異なるプラスチック部品に1種類のプラスチックを使用したいと考えていました。.
しかし、この分野で数十年の経験を持つ熱心なエンジニアで構成されるFirst Moldチームと連絡を取った結果、それは好ましい考えではないことが判明した。代わりに、異なるプラスチック材料(ABS、PC、POM、PC+ABS、TPU)が最良の結果を得るために異なるコンポーネントのために概説された。.
2ショット射出成形の作成には、より高い技術力が要求されるが、このヘアトリマーメーカーは、量産開始予定よりも早く2K金型を納入した。タイムリーな納品により、このメーカーは予約注文を満たし、需要目標を達成することができた。.
バーチャル・シミュレーション・ソフトを使用することで、ファーストモールドは次のような制限を設けることができた。 試作 回までとした。試作を繰り返すと時間とコストがかかるため、これは特に重要だった。より迅速な金型製作と試作回数の削減の組み合わせにより、ヘアトリマーの製造工程全体が予算内に収まるようになった。.
よくあるご質問
適切なクランプ、射出速度と射出温度を下げて塑性粘度を上げることは、フラッシュの発生を低減または排除するために必要なステップの一部である。射出条件の最適化は、シミュレーション・ソフトウェアを用いて行うことができる。.
リブはできるだけ短くし、肉厚は公称肉厚の60%を超えないようにするのが原則である。リブと壁の比率を適切に保つことは、収縮パターン、応力集中、気泡の発生を防ぐために重要である。.
