
少量射出成形とは、射出成形によって比較的少量のプラスチック部品を生産することである。少量射出成形は、大量生産成形のような大規模な生産を伴わないが、数百個から数千個の生産量を中心に展開されることが多い。試作品や製品のテスト、橋梁の製造、高精度の特殊工業部品など、需要が少ないにもかかわらず高い精度と再現性が要求される場合によく使われる方法です。.
少量射出成形は、メーカーが金型への多額の投資による開発期間と財務リスクを最小限に抑えることを可能にします。少量生産では、大規模生産に踏み切る前に、製品の性能を実験し、市場からのフィードバックを集め、より良い設計を行うことができる。これにより、このプロセスは、迅速なプロトタイピング技術と大規模な生産プロセスの間の重要な移行媒体となっている。.
少量射出成形のもう一つの特徴は、金型戦略の簡素化である。メーカーは、何百万サイクルも使用する高価な硬化鋼金型の代わりに、アルミ金型や混合金型システムを使用することができる。これらの材料は機械加工が容易で、製造コストがはるかに低いだけでなく、企業は実用的に機能する成形部品を、比較的厳しい公差で、比較的短期間に、極めて低コストで受け取ることができる。.
少量射出成形は、医療機器、自動車部品、電子機器筐体、消費者向け製品開発など、ほとんどの産業で技術革新に必要な柔軟性を提供します。スケールアップ生産の前に、エンジニアが部品の形状、材料特性、アセンブリの互換性を検証するのに役立ちます。.

小ロット射出成形とは?
コンセプトと制作範囲
小ロット射出成形は、少量のプラスチック成形品の製造を目的とした生産方法である。このカテゴリーの生産量は、製品の複雑さや金型製作の方法にもよるが、通常100~10,000個である。プロトタイピングと大量生産のギャップを埋める範囲であり、メーカーは高価な生産金型に投資することなく、短期間で需要を満たすことができる。.
小ロット成形は、新製品を発表するときや、限定生産、交換部品など、少量の部品を生産するときによく使われます。このような場合の小ロット生産は、その柔軟性により大きな経済的メリットをもたらします。プラスチック部品を大量に在庫しておく代わりに、メーカーは自由に部品を作ることができる。.
第二の利点は、金型と部品設計を短期間で変更できることである。小ロットの金型は通常、アルミニウムや軟らかい鋼鉄で作られているため、長時間の生産が可能な焼入れ鋼の金型よりもはるかに短時間で設計変更を行うことができる。.
少量生産のための金型戦略
小ロット射出成形は金型設計に大きく左右される。金型は、安定したプラスチック部品を製造するために必要な精度を失ってはならないが、短い生産サイクルを保証するのに十分な費用対効果がなければならない。.
多くのメーカーは、金型キャビティが交換可能なインサートで構成されるモジュラー金型ベースを利用している。この方法は、エンジニアが設計を変更するたびにキャビティ・インサートを変更し、主要な金型構造を保持することを可能にします。そのため、金型全体の再設計にかかる費用と時間が削減される。.
小ロット用の金型には、以下のようなものもある。 ホットランナーシステム 使用する材料の効率を高め、無駄を最小限にするためである。シンプルさと金型コストを重視する場合は、コールドランナー金型を使用することが多い。.
小規模製造業におけるコスト効率
経済的には、小ロット射出成形は、金型のコスト、消費される材料の量、生産時間のバランスを綿密に調整する必要がある。大量生産では単価は高くなるかもしれないが、小ロット生産では金型が少なくて済むため、生産の財務リスクはずっと低くなる。.
メーカーが通常行う損益分岐点分析は、射出成形が最も適しているかどうかを判断するためのものである。特定の限度を超える生産規模では、射出成形はCNC機械加工や積層造形のような他の生産技術よりもコスト効率が高い。.
| 製造方法 | 典型的な量の範囲 | 部品当たりの相対コスト | 工具要件 |
|---|---|---|---|
| 3Dプリンティング | 1 - 200 | 高い | なし |
| CNC加工 | 10 - 500 | 中~高 | なし |
| 小ロット射出成形 | 500 - 10,000 | 中程度 | 中程度 |
| 大量射出成形 | 10,000+ | 低い | 高い |
製品開発と市場テスト
小ロット生産は、大規模な投資を行う前に製品コンセプトをテストする上で重要である。企業はしばしば、消費者に受け入れられるかどうかをテストし、製品を最適化し、製造の強化を決定するために、これらの生産バッチを使用する。.
一例として、家電メーカーは、大量生産に踏み切る前に、新しい筐体を数千台生産し、市場の需要を把握することができる。このようなアプローチは、財務リスクを低減し、実際の使用に関する有益なフィードバックを提供する。.
短納期プラスチック射出成形とは?
ショートラン製造の特徴
短納期プラスチック射出成形は、限られた時間枠内での部品生産に特化しています。 [1]. .用途にもよるが、生産量は数十個から数百個に及ぶ。主な目標は、長期間にわたる生産効率とは対照的に、迅速な生産回転である。.
短納期での生産は、特に製品の交換部品や新しいデザイン、限定版が必要な場合に適用される。このようなプロジェクトは通常、タイトなスケジュールであるため、メーカーは作業の簡略化と金型の簡素化設計に重点を置いています。.
製造ワークフロー
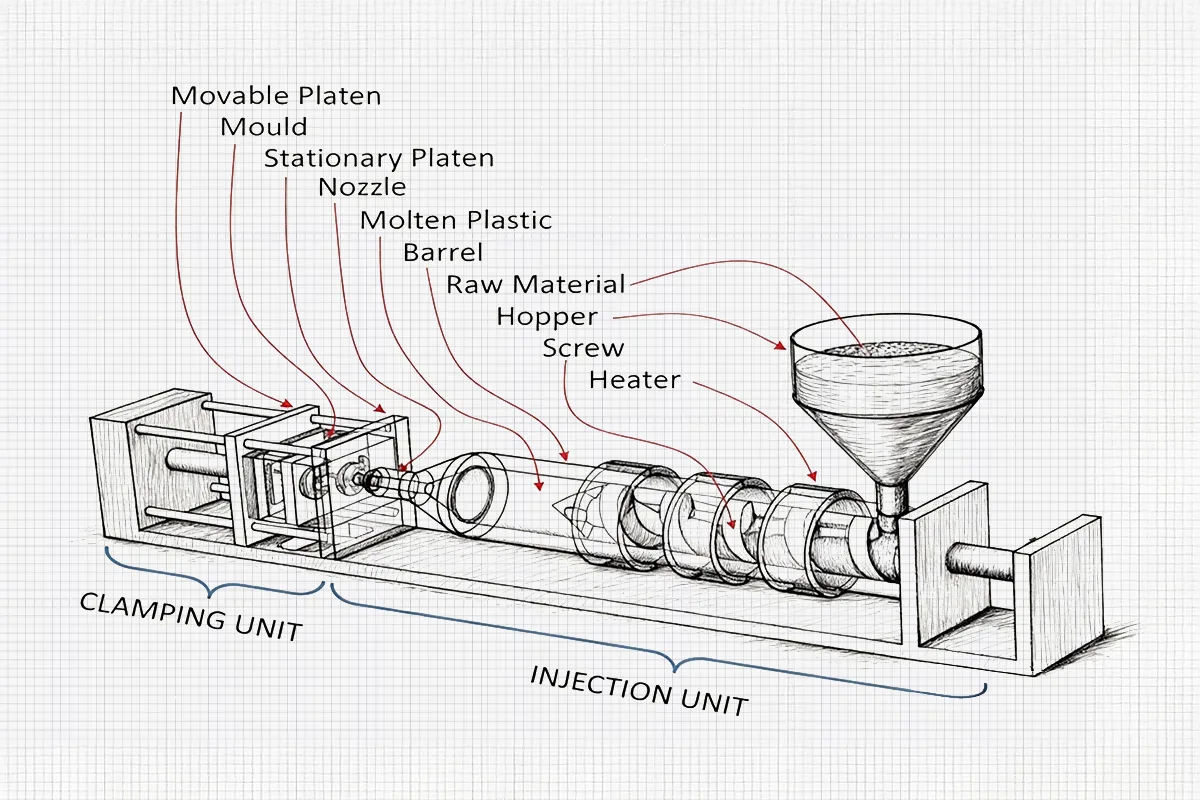
小ロットプラスチック射出成形の製造サイクルは、従来の射出成形と同じである。大きな違いは、生産規模と金型の耐久性である。まず、熱可塑性プラスチックを加熱バレルで加熱する。その後、溶融プラスチックは回転スクリューによって高圧金型キャビティに押し込まれる。.
キャビティが満たされると、プラスチック材料は金型内で冷え固まるまで放置される。その後、金型が開き、エジェクターピンが完成部品を放出する。生産バッチにもよるが、このサイクルは何百回、何千回も繰り返すことができる。.
工程は従来の射出成形と同じだが、小ロット生産ではセットアップのスピードと金型製作の迅速さが求められる。エンジニアの関心は、サイクルタイムを最大化し、金型の複雑さを最小化することである。.
一般的な使用材料
短納期のプラスチック射出成形では、多種多様な熱可塑性プラスチックを使用する。材料の選択プロセスは、強度、柔軟性、耐熱性、化学的耐久性など、部品が必要とする性能に大きく依存します。.
一般的な材料には、ポリプロピレン、ポリエチレン、ナイロン、ポリカーボネート、熱可塑性エラストマーなどがある。これらの材料は、加工性と機械的性能のトレードオフを提供し、機能的プロトタイプと限定生産部品の両方で人気があります。.
熱的または機械的特性が不可欠な場合には、PEEKや強化ナイロンなどのエンジニアリンググレードポリマーが検討される。しかし、この種の材料は、金型費用と加工費用の両方を増加させる傾向がある。.
ショートラン成形の応用
小ロット射出成形は、製品の需要や生産量が確定していない業界で広く使われている。新規事業では、小ロット射出成形を利用して、最初のバッチを生産し、同時に市場の需要を確認します。.
例えば、こうだ、 医療機器メーカー また、特殊な機器や特注工具を製造するために小ロット成形を採用することもある。このような場合、規制試験や設計の検証は通常、大量生産の前に行われる。.
自動車産業も例外ではない。短納期生産は、オーダーメイドの部品、コンセプトカー、生産終了モデルのスペアの生産に役立っている。 [2].
少量プラスチック射出成形とは?
高速金型と金型材料
少量プラスチック射出成形は、金型製造時間を短縮する迅速な金型製作方法を適用します。硬化鋼金型は、加工が容易で短納期が可能なアルミ金型に置き換えられる。 [3].
アルミ金型は、通常、疲労困憊するまでに1000個ほどの部品を生産することができる。少量生産に適しているため、市場で試作品をテストし、証明するための実行可能なソリューションとなる。.
その他の高速ツーリング技術には、CNC機械加工、放電加工(EDM)、時には金型設計の一部を成すコンフォーマル冷却トラックによるアディティブ・マシニングとサブトラクティブ・マシニングのブレンドがある。.
限定生産におけるコスト効率
少量射出成形の主な動機の一つは、コスト管理である。少量生産のために従来の大量金型に頼ることは、経済的に非現実的であることが判明する可能性があります。少量生産では、金型への初期投資が少なくて済み、生産品質の部品が得られます。.
大量生産の一般的な原価計算は、少量生産のそれとは比較にならない。金型費用は低くなるが、金型投資を分配するために生産個数が少なくなるため、部品当たりのコストは若干高くなる。しかし、このプロセスは、需要が不確実なプロジェクトや、生産要件が少ないプロジェクトでは費用対効果が高い。.
もうひとつの財務上の利点は、在庫管理である。需要に応じて限られた単位しか生産できないため、企業は大量に生産したり、倉庫に在庫を置いたりする必要がない。.
少量生産プラスチック製造における品質管理とは?
少量生産のプラスチック射出成形における品質管理は、少量生産バッチが大規模生産が与えるようなサイズや美的外観と一致することを保証するための重要な考慮事項である。生産される部品の数は比較的少ない。しかし、これらの部品は、製品を証明するため、パイロット生産を行うため、あるいは業界で別の専門的な作業を行うために、高い機能的価値を持たなければならない。このため政府は、一貫性と信頼性を確保する方法として、メーカーによる厳格な検査と工程監視システムを導入する必要に迫られている。.
中核となる生産前・工程内品質管理
少量生産における品質管理の最初の要素の一つは、工程の検証である。実際の生産に先立ち、技術者は通常、金型の設計、金型を流れる材料の特性、機械の設定によって満足のいく部品ができることを確認するために製品をテストする。このような予備テストでは、技術者は、充填パターン、冷却速度、収縮パターン、潜在的な欠陥の形成などの側面を考慮する。射出圧力、金型温度、冷却時間は通常、一定の加工条件を達成するために制御される。.
寸法精度は、品質保証のもうひとつの基本要素である。射出成形部品は、機械部品や電気筐体にうまく適合するよう、極めて厳しい公差で製造されなければなりません。製造業者は、三次元測定機(CMM)、光学式コンパレーター、レーザースキャナーなどの品質測定機器を使用して、寸法適合性を測定する。このようなツールは、検査員が割り当てられたデジタル設計モデルを使用して製造された部品を測定し、製品の性能に影響を与える可能性のある偏差を決定するのに役立ちます。.
素材と表面の品質保証
材料の検証は、製品の品質を維持する上でも重要な役割を果たします。射出成形用熱可塑性樹脂は、特定の機械的特性や熱的特性を有しており、製造工程においてもこれらの特性を維持する必要があります。 [4]. .これに関しては、製造段階に持ち込まれる前に、材料が正しいものであること、正しい含水量を有していること、正しいメルトフロー特性を有していることを確認するためのテストが実施されることがある。過剰な湿潤や汚染は、裂傷、標準以下の構造的完全性、機械的特性などの表面の欠陥につながる可能性があるため、材料の取り扱いを無視することはできない。.
表面仕上げと目視検査は、特に消費財や医療機器産業で使用される部品には非常に不可欠である。成形部品でチェックされる欠陥は、バリ、ヒケ、焼け、反り、不完全充填などである。目視では小さな欠陥でも、製品の品質を損なったり、組立工程に支障をきたすことがある。多くの工場では、これらの欠陥を検出するために自動化されたビジョン・システムを使用しており、製造業者が少量生産であっても均質な標準を持つことができるようにしている。.
トレーサビリティと機能検証
文書化とトレーサビリティは、品質管理システムの改善にも役立つ。各製造工程には、通常、機械の設定、材料のバッチ、検査、オペレーターの観察などを含む詳細な記録がある。このような文書化は、トラブルシューティングの過程で非常に便利であり、製品のテスト中に特定された問題は、製造前に改善することができる。.
最後に、機能試験は通常、部品が厳しい環境に設置される場合に実施される。部品が実際の状況で使用できることを保証するために、機械的ストレス試験、熱暴露試験、組み立て試験などが行われる。例えば、電子機器用のプラスチック製ハウジングは耐衝撃性や耐熱性を試験され、機械部品は耐摩耗性や耐荷重性を評価される。.
寸法検査、工程管理、材料検査、機能検査により、メーカーは小規模な生産ラインでも高品質の部品を実現することができる。品質管理は、少量のプラスチック射出成形部品が正しい技術仕様を持っていることを確認する上で有効なだけではありません。 [5]. .また、将来の生産規模拡大のための信頼できる情報を提供するため、製品開発の成功にも役立つ。.
生産比較表
下の表は、少量射出成形と従来の大量射出成形を、いくつかの重要なパラメーターで比較したものである。.
| 生産係数 | 少量射出成形 | 大量射出成形 |
|---|---|---|
| 典型的な生産量 | 50~10,000部品 | 50,000~数百万部品 |
| 金型材料 | アルミニウムまたは軟鋼 | 硬化鋼 |
| 金型費用 | 低~中程度 | 高い |
| 金型リードタイム | 1~4週間 | 8~16週間 |
| 部品単価 | より高い | より低い |
| デザインの柔軟性 | 高い | 金型が出来上がると制限される |
| 理想的な使用例 | プロトタイピングと少量生産 | 大量生産 |
この比較は、現代の製造エコシステムの中で少量成形が果たす戦略的役割を浮き彫りにしている。.
少量成形の利点と欠点とは?
主な利点
少量射出成形には、製品開発において非常に魅力的ないくつかの利点がある。中でも最も大きな利点は、生産グレードの部品を迅速に入手できることである。とはいえ、3Dプリンティングとは異なり、射出成形品は完成品と同じ機械的特性、表面仕上げ、寸法精度を有している。.
第二の利点は、実環境下での機能テストが可能なことである。エンジニアは、成形された部品をシステム全体に組み立て、耐久性やその他の製品テストを行い、高価な量産金型なしでその性能を確立することができる。.
少量成形は、カスタマイズを実現するためにも使われる。これによって、製造業者は必ずしも大量生産を行うことなく、いくつかのバージョンの製品を製造することができる。.
限界と課題
少量射出成形には、その利点にもかかわらず多くの限界がある。最大の難点は、大量生産に比べて単価が高いことだ。大量生産が伴う場合、生産経済性は通常、従来の大量射出成形に傾く。.
もう一つの制約は金型の耐久性である。少量生産の場合、特にガラス繊維入りポリマーのような研磨材を使用する場合、硬化鋼型よりも早く摩耗する安価なアルミ型が必要になる可能性もある。.
サイクルの最適化は、少量生産環境ではそれほど重視されない。部品の総数が少ないため、メーカーは生産効率の最大化よりも柔軟性や迅速なセットアップを優先する可能性がある。.
少量射出成形は製品開発をどのように支援するか?
現代の製品開発方針における重要な要素のひとつが、少量射出成形である。射出成形は、プロトタイプとフルスケール生産の中間的存在として採用されている。 [6]. .エンジニアが実際の素材や生産工程を試すことができる中間地点のひとつである。.
この生産段階は、家電製品、医療機器、自動車部品、産業用ガジェットを製造する企業では、製品を磨き上げる際によく見られる。イノベーションを加速させるためには、生産品質を維持したまま迅速に工程を繰り返すことが極めて迅速である。.
少量成形は、少ない投資で市場テストを容易にする。企業は少量の製品を発売して市場の需要をテストし、フィードバックを受け、製品の設計を調整する機会を得ることができる。.
製品のライフサイクルが短くなり、カスタマイズの必要性が高まっているため、少量射出成形の重要性が高まっている。また、市場の変化に柔軟に対応しながら、標準的な射出成形技術の精度と一貫性を達成することができます。.
参考文献
[1] Kosmerick, J. (2025). 短納期射出成形:総合ガイド. https://uptivemfg.com/short-run-injection-molding-a-comprehensive-guide/
[2] Stoner Molding Solutions(2023年9月28日)。. 小ロット射出成形とその恩恵を受ける産業. https://stonermolding.com/blog/knowledge-base/2023/09/28/industries-that-benefit-from-short-run-injection-molding
[3] アコ・モールド(2025年)。. 究極の少量射出成形ガイド. https://www.acomold.com/low-volume-injection-molding-ultimate-guide.html
[4] プロトラブズ(2026年). 少量射出成形を活用する方法。. https://www.protolabs.com/resources/design-tips/leveraging-low-volume-injection-molding/
[5] Formlabs (2025). 少量射出成形の手引き。. https://formlabs.com/global/blog/low-volume-injection-molding/
[6] 建志(2025年9月2日)。. 少量射出成形ガイド:知っておくべきことすべて。. https://www.swcpu.com/blog/low-volume-injection-moulding/














