


Injection mold sliders are a very important component of mold design. Sliders and sollevatori share certain functional similarities (strictly speaking, lifters are part of the slider system). To facilitate understanding for mold enthusiasts, I will explain sliders and lifters separately. Those interested can click on the link to the lifters page to learn more about lifters.
Cos'è un cursore nello stampo a iniezione
In injection-molded products, it is common to encounter many products with a large number of grooves, holes, or undercut structures. We know that during the processo di stampaggio a iniezioneDopo lo stampaggio dei pezzi, l'anima e la cavità devono essere aperte e il prodotto viene espulso utilizzando i perni di espulsione per recuperare il pezzo dallo stampo. Tuttavia, se il pezzo presenta sottosquadri, fori o scanalature, ciò impedisce al nucleo e alla cavità di separarsi normalmente. In questi casi, è necessaria una slitta per stampi a iniezione per assistere lo stampaggio.
Per aiutare tutti a capire, osserviamo l'immagine seguente, che mostra un pezzo con una struttura sottosquadro sul lato. Si tratta di un fenomeno molto comune nei pezzi stampati a iniezione.
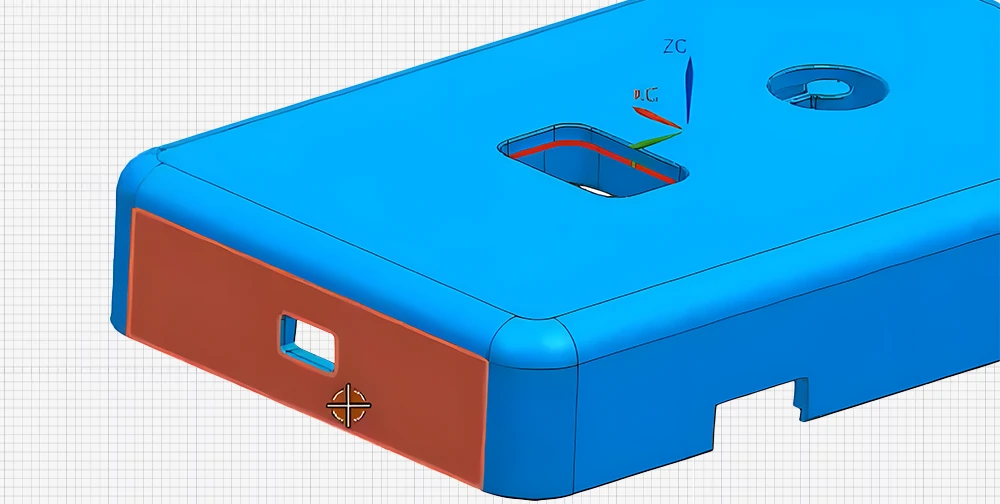
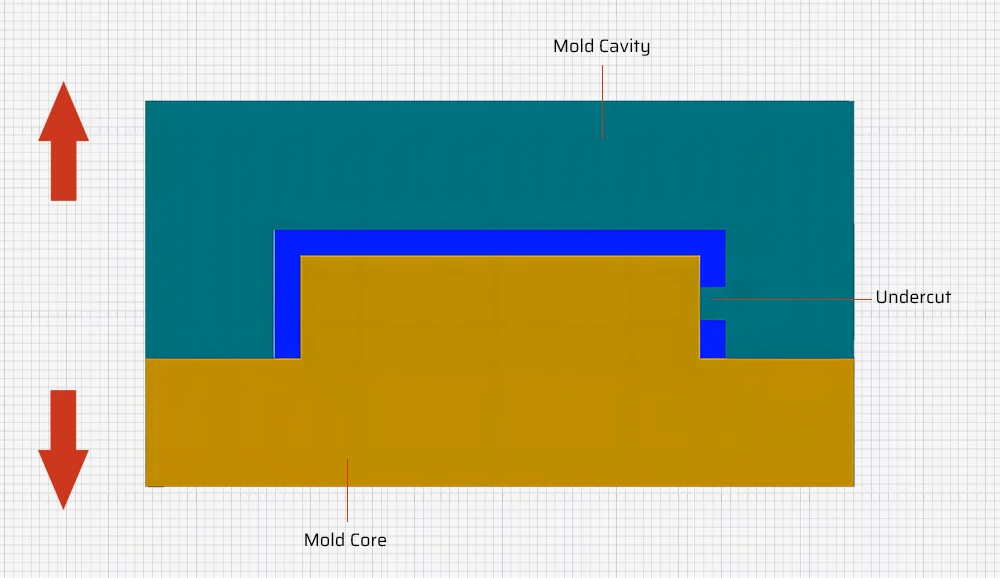
Diamo un'occhiata alla vista laterale di questo pezzo. L'area vuota mostrata nell'immagine rappresenta la struttura sottosquadro del pezzo. Se l'anima e la cavità venissero separate in questo punto, il pezzo rimarrebbe bloccato nell'anima e non si sformerebbe senza problemi.
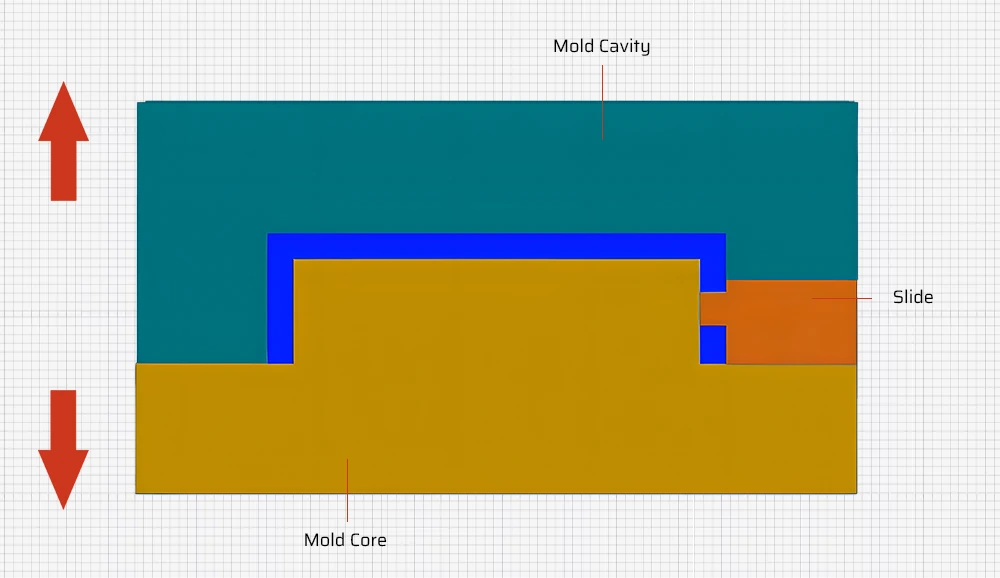
A questo punto, possiamo aggiungere un meccanismo di scorrimento. Il cursore può essere estratto orizzontalmente prima che la parte stampata a iniezione venga espulsa, consentendo uno smontaggio agevole. Pertanto, non è difficile capire che il cursore si riferisce a un componente della struttura dello stampo che può muoversi lungo l'asse dello stampo. Viene comunemente utilizzato per regolare l'altezza di apertura dello stampo e per assistere lo stampaggio, tra le altre funzioni.
Composizione e principio di funzionamento del cursore
Composizione
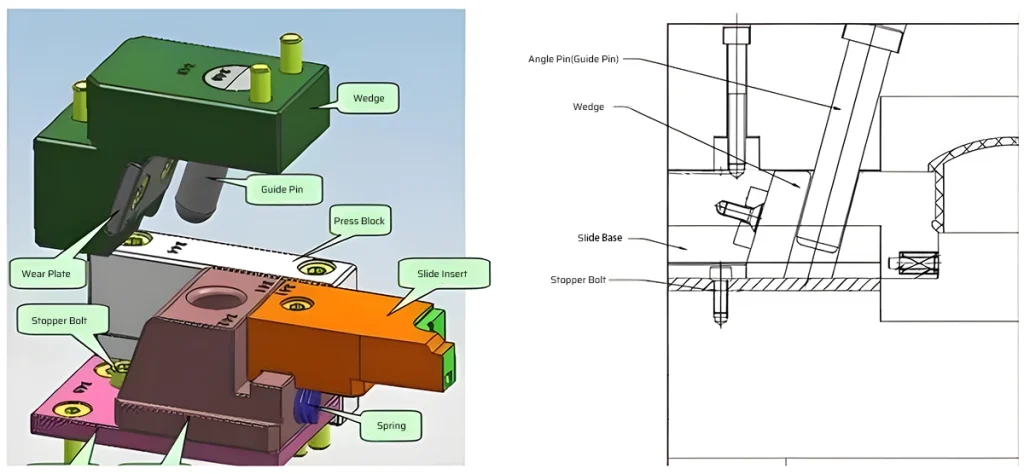
I componenti di base di un cursore convenzionale comprendono la base del cursore, inserto a cursoreblocco pressa, cuneo, perno angolare (perno di guida), piastra di usura, bullone di arresto e molle. Ogni componente ha un ruolo specifico.
- Base di scorrimento: Fissa il cursore e ne sopporta la pressione operativa e il carico di movimento, assicurando che il cursore si muova lungo la traiettoria corretta e rimanga allineato.
- Blocco stampa: Sostiene e guida la metà superiore del cursore. Contribuisce a mantenere la distanza tra la slitta e il nucleo, garantendo il normale funzionamento della pressa e la sua precisione.
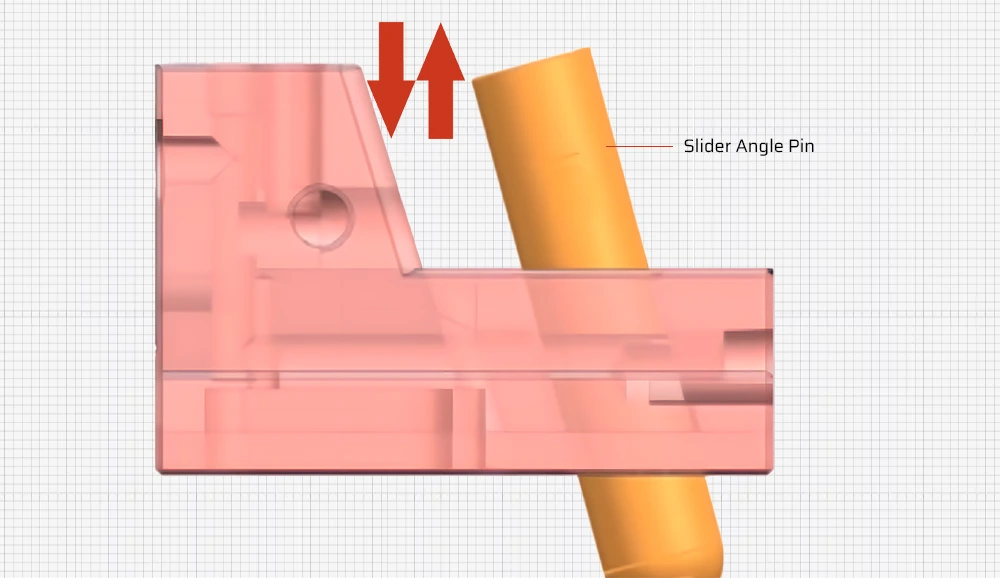
- Perno angolare (perno guida): Utilizza il suo orientamento angolare per convertire il movimento verticale del macchina per lo stampaggio a iniezione durante l'apertura e la chiusura nel movimento orizzontale del cursore. Ciò facilita l'estrazione dell'anima dalla cavità dello stampo.
- Bullone di arresto: Un componente a vite fissato sul cursore dello stampo in plastica che controlla la corsa del cursore durante il movimento, impedendo un movimento eccessivo o al di là della gamma designata, garantendo così il normale funzionamento dello stampo.
- Cuneo: Serve a comprimere il cursore, evitando che si ritragga durante l'iniezione a causa della pressione dell'iniezione.
- Inserto a scorrimento: Per i pezzi stampati, in particolare le sezioni sottosquadro dei prodotti stampati, quando i requisiti di precisione sono severi, queste sezioni dovrebbero essere trasformate separatamente in inserti. In questo modo si facilita la sostituzione e la manutenzione futura e si fissano sulla base della slitta.
Principio di funzionamento
Il cursore non ha circuiti o cilindri idraulici, quindi da dove viene l'energia? La fonte di energia del sistema di scorrimento deriva dal movimento del montante di guida angolare. Durante il processo di apertura e chiusura dello stampo, la presenza del montante di guida angolato genera un attrito con la parete interna del cursore. Questa forza di attrito spinge l'intero sistema di cursori a muoversi in direzione perpendicolare alla direzione di sformatura.
Principio di progettazione del cursore dello stampo a iniezione
Produttività ragionevole
The components of the slider mechanism should have reasonable manufacturability, especially the molding parts. General requirements include:
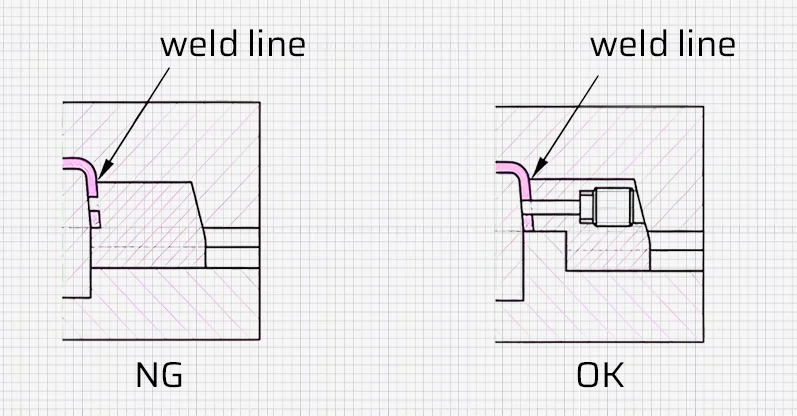
a. Evitare il più possibile la formazione di linee di saldatura nella posizione di scorrimento. Se inevitabile, la linea di saldatura deve essere posizionata in una parte meno evidente del pezzo di gomma e la lunghezza della linea di saldatura deve essere ridotta al minimo. Inoltre, se possibile, si dovrebbe utilizzare una struttura composita che consenta di lavorare l'area della linea di saldatura del cursore insieme alla cavità.
b. Per facilitare la lavorazione, la parte stampata e la parte scorrevole dovrebbero essere idealmente realizzate come struttura combinata.
Forza e rigidità sufficienti
I meccanismi di scorrimento sono generalmente progettati in base all'esperienza e possono essere eseguiti anche calcoli semplificati per garantire una resistenza e una rigidità adeguate, generalmente adottando:
a. Dimensioni strutturali massime. Quando il posizionamento spaziale lo consente, i componenti del cursore devono utilizzare le dimensioni strutturali più grandi possibili.
b. Struttura di progettazione ottimizzata.
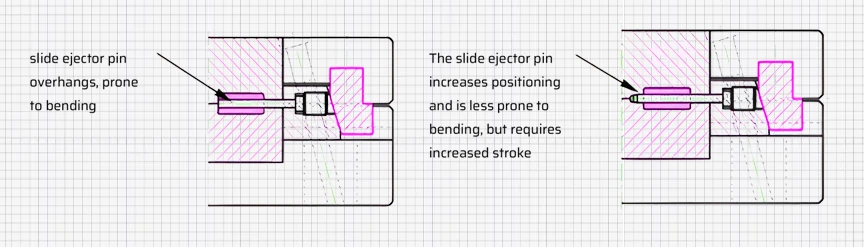
1). Posizionamento all'estremità del perno di scorrimento più lungo per evitare la flessione del perno di scorrimento.
2). Modificare la struttura del cuneo per migliorare la resistenza delle parti dello stampo.
3). Aumentare il bloccaggio per migliorare la resistenza del cuneo.
Movimento del cursore
Per garantire il normale funzionamento del sistema di scorrimento, è fondamentale che durante l'apertura e la chiusura dello stampo il meccanismo di scorrimento non interferisca con altri componenti strutturali e che la sequenza di movimento sia logica e affidabile. In genere si raccomandano diverse considerazioni:
A. Quando si utilizza un cursore di cavità, è necessario garantire la sequenza di apertura dello stampo.
B. Quando si utilizzano cursori idraulici, la sequenza di sfilamento e ritorno deve essere controllata correttamente; in caso contrario, il cursore potrebbe urtare e causare danni.
C. Durante la chiusura dello stampo, è essenziale evitare che il sistema di scorrimento interferisca con il sistema di espulsione.
Quando le sporgenze del sistema di scorrimento e del sistema di espulsione si sovrappongono nella direzione di apertura dello stampo, è consigliabile resettare il sistema di scorrimento per consentire al sistema di espulsione di resettarsi per primo.
D. Quando il perno angolare che aziona il cursore è lungo, è necessario aumentare la lunghezza del perno guida stampo.
L'estensione del perno di guida ha lo scopo di garantire che, prima che il perno angolare spinga il sistema di scorrimento in posizione, lo stampo e la cavità siano completamente guidati dal perno di guida e dalla boccola di guida, evitando di danneggiare il sistema di scorrimento durante la chiusura dello stampo.
(4) Garantire una corsa del cursore sufficiente a facilitare la sformatura delle parti in gomma.
La corsa del cursore viene generalmente calcolata in base alla profondità dei fori laterali o alla profondità dei rilievi più un ulteriore valore compreso tra 0,5 e 2,0 mm. Per i sollevatori si utilizza il valore minore, mentre per gli altri tipi si sceglie il valore maggiore. Tuttavia, quando si utilizzano stampi assemblati per stampare parti come il telaio del trasformatore, la corsa deve essere maggiore della profondità degli incavi laterali.
Durata della vita
Il cursore deve muoversi in modo fluido e affidabile e deve essere dotato di una quantità sufficiente di vita utile.
Il sistema di scorrimento impiega tipicamente una scanalatura di guida a forma di T per la guida.
Quando il sistema di scorrimento completa la troncatura laterale o l'estrazione dell'anima, la lunghezza del blocco di scorrimento lasciata all'interno della scanalatura di guida non deve essere inferiore ai due terzi della sua lunghezza totale. Se le dimensioni della piastra stampo non consentono di rispettare la lunghezza minima di montaggio, è possibile utilizzare una scanalatura di guida estesa.
La superficie di guida del cursore (cioè la superficie di contatto mobile e la superficie portante) deve avere una durezza e una lubrificazione sufficienti. In genere, i componenti del cursore devono essere trattati termicamente, con una durezza superiore a HRC40. La durezza delle parti di guida deve essere compresa tra HRC52 e HRC56 e queste parti devono essere dotate di scanalature per l'olio lavorate.
Posizionamento affidabile
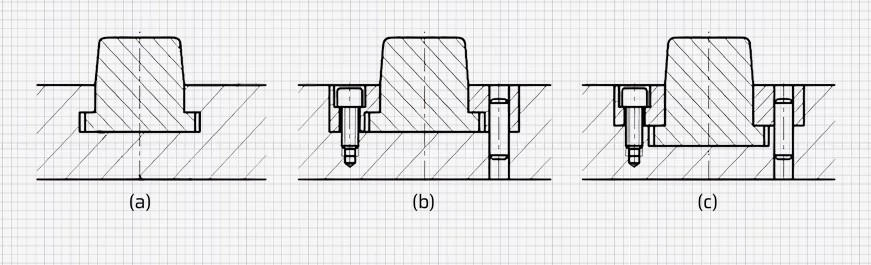
Dopo che il sistema di scorrimento ha completato l'azione di separazione o di estrazione dell'anima, deve rimanere nella posizione in cui il movimento è appena terminato per garantire un ritorno corretto durante la chiusura dello stampo. Pertanto, è necessario un dispositivo di posizionamento affidabile, anche se un sistema di scorrimento con sollevatori non necessita di un dispositivo di posizionamento. Di seguito sono riportate alcune forme strutturali comunemente utilizzate.
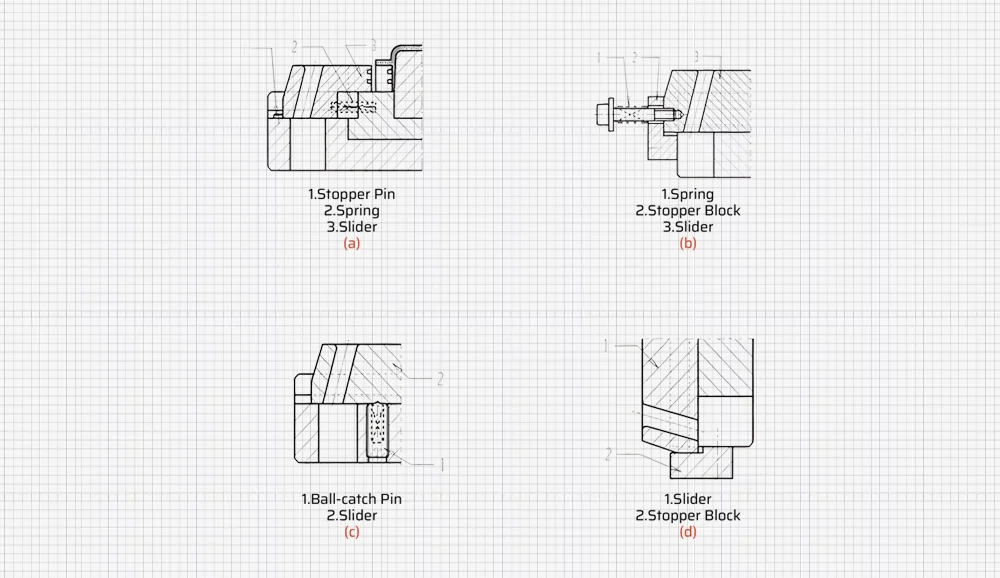
Tipo a): È comunemente utilizzato, ma a causa delle limitazioni delle molle incorporate, la distanza di corsa è ridotta.
Tipo b) È adatto a stampi in cui, dopo l'installazione, il cursore è posizionato sopra o di lato e ha una distanza di corsa maggiore. Quando il cursore si trova sopra, la forza della molla deve essere superiore a 1,5 volte il peso del cursore.
Tipo c) È adatto a stampi in cui, dopo l'installazione, il cursore viene posizionato lateralmente.
Tipo d) È adatto a stampi in cui, dopo l'installazione, il cursore è posizionato al di sotto e rimane sul blocco di arresto per il suo stesso peso.


















