
L'uniformità del colore è diventata una caratteristica importante da considerare nella produzione dello stampaggio a iniezione. Tuttavia, i problemi di colore non omogeneo o di differenza di colore continuano a preoccupare molti fabbriche di stampaggio a iniezione. Questo comune difetto di stampaggio a iniezione possono essere causati da una serie di motivi.
Questo articolo presenta in modo esauriente le cause delle differenze di colore e le soluzioni. Se siete interessati ad altri difetti dello stampaggio a iniezione, fate clic sul link sottostante per saperne di più.
| Comprendere i diversi difetti dello stampaggio a iniezione | ||||
|---|---|---|---|---|
| Flash | Colpo corto | Segno del lavandino | Curvatura/Deformazione | Segno di bruciatura |
| Segno di strombatura/striscia d'argento | Macchia scura/punto nero | Marchio di flusso | Bolla | Linea di saldatura |
| Differenza di colore/colore non uniforme | Segno del perno di espulsione | |||
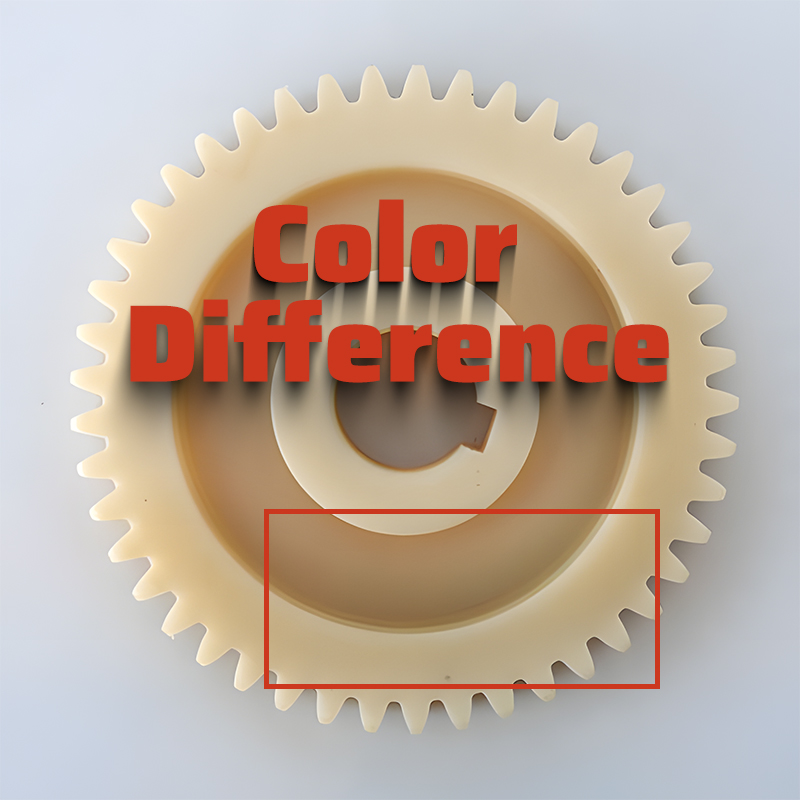
Che cos'è il colore non uniforme o la differenza di colore nello stampaggio a iniezione?
Per colore non uniforme si intende l'irregolarità del colore della superficie dei pezzi stampati a iniezione, caratterizzata da variazioni di profondità e tonalità, compresi colori misti e scolorimento. Questo comune difetto nello stampaggio a iniezione può portare a percentuali di scarto significative per i lotti di pezzi stampati a causa delle differenze di colore tra i componenti.
Rilevamento e giudizio della differenza di colore nello stampaggio a iniezione
Ispezione visiva:
1. Per determinare la variazione di colore del prodotto, l'ispettore non deve avere problemi di vista (come il daltonismo o la debolezza cromatica). In caso contrario, è necessario utilizzare un colorimetro per determinare l'accettabilità della differenza di colore.
2. In genere, le differenze di colore entro 0,50 (rispetto alla tavola dei colori) sono difficilmente rilevabili dall'occhio umano. Tuttavia, quando la differenza di colore tra due pezzi si discosta dalla tabella colori di 0,5, uno è giallastro e l'altro biancastro. La differenza di colore diventa evidente, soprattutto nella produzione di pezzi coordinati, dove il controllo è fondamentale.
3. Il colore non uniforme misurato dai colorimetri può differire in modo significativo da quello percepito dall'occhio umano. Le differenze di colore misurate dalla macchina possono superare i livelli visivamente accettabili. In questi casi, il principio generale di controllo prevede il confronto con un campione. Se la differenza di colore non è evidente e i pezzi possono essere abbinati, si procede con la produzione. Se la corrispondenza non è possibile o la differenza di colore supera gli standard ed è visibilmente evidente, i pezzi sono considerati non conformi. In alternativa, si consigliano azioni correttive.
4. L'illuminazione o l'ambiente circostante influiscono notevolmente sull'osservazione del colore. In genere non è consigliabile valutare le differenze di colore sulla macchina di produzione. Ciò è dovuto all'impatto significativo dell'illuminazione della macchina.
Ispezione con colorimetro:
Per controllare rigorosamente la qualità dell'aspetto dei prodotti, è possibile utilizzare un colorimetro. La determinazione tramite colorimetro si concentra principalmente sul valore △E corrispondente alla gamma di differenze di colore:
| △E rappresenta la differenza di colore totale | |
|---|---|
| Gamma | Differenza di colore (tolleranza) |
| △E*0~0.25 | Molto piccolo o nullo; corrispondenza ideale |
| △E*0.25~0.5 | Minore; corrispondenza accettabile |
| △E*0.5~1.0 | Da lieve a moderata; accettabile in alcune applicazioni |
| △E*1.0~2.0 | Moderato; accettabile in applicazioni specifiche |
| △E*2.0~4.0 | Significativo; accettabile in applicazioni specifiche |
| Superiore a △E*4,0 | Molto grande; inaccettabile nella maggior parte delle applicazioni |
Qual è l'intervallo standard internazionale per le differenze di colore?
Le differenze di colore comprendono variazioni di luminosità e di tonalità. I metodi tradizionali di valutazione delle differenze cromatiche si basano sull'osservazione visiva diretta. Il risultato negativo è che può variare a causa delle condizioni di osservazione e delle capacità umane di percezione del colore. Per facilitare la misurazione delle differenze di colore, i sistemi basati sul metodo Commissione internazionale per l'illuminazione (CIE) Sono stati sviluppati e perfezionati gli standard, le sorgenti luminose standard e il sistema di eccitazione tricromatica spettrale. Questo metodo quantifica la discriminazione visiva dei colori utilizzando i valori tristimolo XYZ. Gli utenti possono misurare la differenza di colore tra uno standard e un campione utilizzando un colorimetro, che visualizza:
△E differenza di colore totale △E = [(△L)^2 + (△a)^2 + (△b)^2]^(1/2)
△L = L_sample - L_standard (differenza di luminosità)
△a = a_sample - a_standard (differenza rosso/verde)
△b = b_sample - b_standard (differenza giallo/blu)
L+ indica uno spostamento verso il bianco e L- indica uno spostamento verso il nero.
△a+ indica uno spostamento verso il rosso, △a- indica uno spostamento verso il verde
△b+ indica uno spostamento verso il giallo, △b- indica uno spostamento verso il blu
I diversi settori industriali hanno requisiti diversi per quanto riguarda gli intervalli di variazione del colore accettabili. Tuttavia, attualmente non esiste uno standard internazionale per gli intervalli di differenza di colore. In genere, queste vengono negoziate tra produttori e clienti.
Normali intervalli di tolleranza di variazione del colore:
| Gamma | Differenza di colore Descrizione |
|---|---|
| 0 - 0.25△E | Molto piccolo o nullo, abbinamento ideale |
| 0.25 - 0.5△E | Corrispondenza minore, accettabile |
| 0.5 - 1.0△E | Da lieve a moderata, accettabile in alcune applicazioni |
| 1.0 - 2.0△E | Moderato, accettabile in applicazioni specifiche |
| 2.0 - 4.0△E | Significativo, accettabile in applicazioni specifiche |
| Superiore a 4.0△E | Molto grande, inaccettabile nella maggior parte delle applicazioni |
Cause di colore non uniforme/differenza di colore nelle parti stampate
1. Fattore materiale
(1) L'elevato contenuto di sostanze volatili nelle materie prime, la contaminazione con materiali estranei o la scarsa essiccazione possono influire sulle prestazioni di lavorazione dei materiali.
(2) Una distribuzione non uniforme delle cariche di fibre nei materiali stampati può portare all'esposizione delle fibre sulla superficie. Ciò influisce sull'aspetto dei pezzi stampati.
(3) Le scarse proprietà di cristallizzazione della resina possono influire sulla trasparenza dei pezzi stampati, causando una colorazione superficiale non uniforme.
(4) I materiali in polistirene e ABS ad alto impatto possono subire una decolorazione da stress dovuta a tensioni interne dopo lo stampaggio.
(5) Verificare la stabilità termica delle resine delle materie prime; nel caso di materiali con scarsa stabilità termica, valutarne la sostituzione.
(6) Rafforzare l'ispezione delle materie prime al momento del ricevimento per garantire la conformità ai requisiti di prestazione.
2. Controllo della qualità dei coloranti (polveri coloranti, masterbatches) Fattori
(1) Le prestazioni dei coloranti influiscono direttamente sulla qualità del colore dei pezzi stampati. Se la disperdibilità, la stabilità termica e la morfologia delle particelle del colorante non soddisfano i requisiti di processo, è impossibile produrre pezzi con un buon colore.
(2) Alcuni coloranti in forma di scaglie possono formare disposizioni direzionali quando vengono mescolati nella massa fusa durante lo stampaggio, causando una colorazione non uniforme sulla superficie dei pezzi stampati.
(3) Quando i coloranti sono mescolati a secco con le materie prime e aderiscono alla superficie delle particelle di materiale, potrebbero non disperdersi bene dopo l'ingresso nel barile, causando una colorazione non uniforme.
(4) Se i coloranti o gli additivi hanno una scarsa stabilità termica, possono facilmente decomporsi quando vengono riscaldati nel cilindro, causando la decolorazione dei pezzi stampati.
(5) I coloranti possono facilmente diffondersi nell'aria e depositarsi nella tramoggia e in altre parti della macchina di stampaggio a iniezione, contaminando la macchina e lo stampo e causando una colorazione non uniforme sulla superficie dei pezzi stampati. Se l'apparecchiatura di stampaggio a iniezione e gli stampi sono contaminati da coloranti, è necessario pulire a fondo la tramoggia, il cilindro e la cavità dello stampo.
(6) Quando si selezionano i coloranti, questi devono essere vagliati in base alle condizioni di processo e ai requisiti cromatici dei pezzi stampati, in particolare indicatori importanti come la resistenza al calore e la disperdibilità, che devono soddisfare i requisiti di processo.
(7) La maggior parte delle fabbriche di stampaggio a iniezione non produce direttamente masterbatches di plastica o masterbatches di colore; il controllo dei masterbatches di plastica o dei masterbatches di colore nella gestione della produzione e nell'ispezione delle materie prime dovrebbe essere rafforzato.
(8) Prima che i masterbatches entrino in fabbrica e prima della produzione dei lotti, è necessario eseguire un test del colore spot, confrontandolo sia con la scheda colore fornita dal cliente sia con i masterbatches utilizzati nei lotti precedenti e attuali.
Utilizzare le macchine per masterbatch per aggiungere masterbatches di colore
Molte aziende utilizzano oggi macchine per l'aggiunta di masterbatch di colore, che hanno contribuito notevolmente a controllare le differenze cromatiche. Quando si utilizza una macchina per la masterizzazione dei colori, è importante tenere presente quanto segue:
a) Determinare la quantità di masterbatch da aggiungere mediante esperimenti, quindi regolare la velocità della vite della macchina per masterbatch a colori in base al tempo di plastificazione, assicurandosi che l'aggiunta del masterbatch sia completata entro la fine del tempo di plastificazione.
b) Quando si utilizza una macchina per la produzione di masterbatch a colori, occorre tenere presente che l'uscita della macchina è piccola e può diventare imprecisa nell'erogazione delle particelle di materiale dopo un periodo di utilizzo, o addirittura causare arresti di produzione. Pertanto, è necessario pulire regolarmente la vite della macchina per masterbatch a colori.
3. Fattori di equipaggiamento
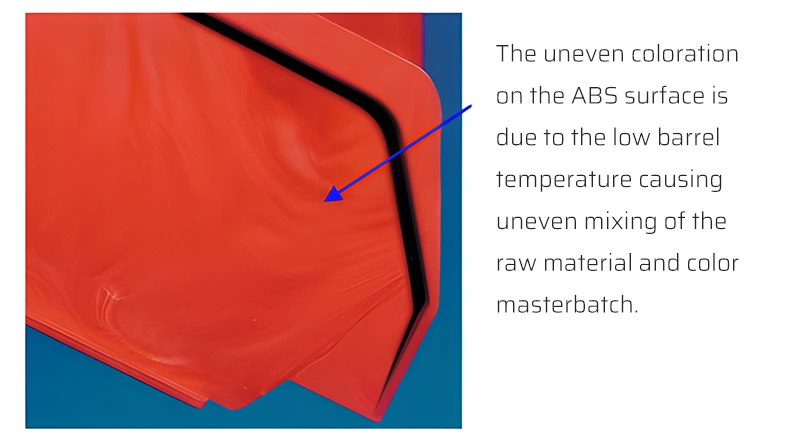
(1) Durante la produzione, possono verificarsi variazioni di colore dovute al danneggiamento di un anello riscaldante o alla perdita di controllo nella sezione di controllo del riscaldamento, che causano forti fluttuazioni di temperatura nel cilindro e determinano differenze di colore dovute alla scarsa plastificazione o alla decomposizione del materiale. I metodi per determinare le differenze di colore causate da questi fattori riguardano generalmente una plastificazione non uniforme quando un anello riscaldante è danneggiato e scolorito, e una grave decolorazione o addirittura una carbonizzazione quando la sezione di controllo del riscaldamento è fuori controllo. Un'ispezione regolare della sezione di riscaldamento è essenziale durante la produzione. Nel frattempo, è necessario procedere tempestivamente alla sostituzione e alla riparazione in caso di danni o perdita di controllo per ridurre questi tipi di problemi di variazione del colore.
(2) Se nella canna o nell'ugello si accumula materiale fuso carbonizzato, la canna e l'ugello devono essere puliti a fondo.
4. Fattori del processo di stampaggio
(1) Quando si regolano i parametri del processo di stampaggio a iniezione per motivi diversi dalla variazione del colore, cercare di non modificare la temperatura di plastificazione, la contropressione, il ciclo di iniezione o la quantità di masterbatch colorato aggiunto. Se è necessario apportare modifiche, osservare l'impatto delle variazioni dei parametri di processo sulla colorazione e, se si rileva una variazione del colore, ripristinare immediatamente le modifiche.
(2) Evitare un'elevata velocità di iniezione e le contropressioni nello stampaggio a iniezione per evitare forti effetti di taglio. Questi possono causare decomposizione termica e variazioni di colore.
(3) Impostare temperature ragionevoli per ogni sezione di riscaldamento della canna, in particolare per l'ugello e la sezione adiacente all'ugello.
(4) La scarsa plastificazione, cioè l'incapacità della massa fusa di fondersi in modo uniforme, può anche causare una colorazione non uniforme del prodotto.
5. Fattori di muffa
(1) I distaccanti dello stampo e i detriti derivanti dall'attrito di spine e fori di spillo mescolati alla massa fusa possono causare lo scolorimento della superficie. È necessario mantenere pulita la cavità dello stampo prima dello stampaggio a iniezione.
(2) La scarsa ventilazione dello stampo può essere affrontata riducendo la forza di serraggio, riposizionando il cancello e posizionando i fori di ventilazione nell'ultima posizione di riempimento.
(3) Temperatura dello stampo ha un impatto significativo sulla cristallinità della massa fusa durante il raffreddamento. Un raffreddamento uniforme dello stampo è essenziale, soprattutto quando si stampano materie plastiche cristalline come la poliammide. Se la temperatura dello stampo è bassa, la colata cristallizza lentamente, dando luogo a un aspetto superficiale trasparente; se la temperatura dello stampo è alta, la colata cristallizza rapidamente, dando luogo a un aspetto semitrasparente o lattiginoso. La colorazione superficiale dei pezzi stampati può essere controllata regolando le temperature dello stampo e della colata.
Soluzioni per un colore non uniforme
1. Fattori relativi alle materie prime:
(1) Controllare le materie prime e rafforzare l'ispezione dei diversi lotti.
(2) Asciugare accuratamente le materie prime, garantendo parametri di asciugatura uniformi per ogni ciclo.
(3) Ispezionare i coloranti per eliminare l'impatto delle materie prime e dei coloranti.
(4) Utilizzare lubrificanti volatili e agenti distaccanti in quantità adeguate.
(5) Regolare i coloranti in modo appropriato per le diverse materie prime quando i colori dei prodotti sono gli stessi.
(6) Regolare i coloranti di conseguenza per i prodotti con requisiti di superficie diversi causati da texture non omogenee. In questo modo si riducono al minimo le differenze di colore percepite dall'occhio a causa delle diverse condizioni di luce.
2. Fattori di muffa
(1) Aumentare lo sfiato dello stampo per evitare uno sfiato insufficiente e la bruciatura del prodotto.
(2) Regolare il sistema di chiusura dello stampo.
(3) Aumentare facilmente lo sfiato negli angoli morti dello stampo.
(4) Progettare i canali d'acqua dello stampo in modo ragionevole e progettare canali d'acqua in punti profondi della cavità.
3. Fattori del processo di stampaggio
(1) Ridurre la pressione di iniezione e la contropressione di preplastificazione della vite per evitare il surriscaldamento del taglio.
(2) Comprendere l'impatto della temperatura del barile e della quantità di colorante sulle variazioni di colore del prodotto e determinare l'andamento delle variazioni attraverso il test del colore.
(3) Velocità di iniezione troppo elevata, ridurre la velocità di iniezione: utilizzare l'iniezione multistadio: veloce-lenta.
(4) Per evitare variazioni di colore, evitare il surriscaldamento e la decomposizione locale. Regolare rigorosamente le temperature in ogni sezione di riscaldamento della canna, concentrandosi sull'ugello e sulle aree vicine.
4. Fattori della macchina di stampaggio a iniezione
(1) Garantire la pulizia dell'officina di stampaggio a iniezione, della macchina a iniezione e dello stampo.
(2) Ispezionare regolarmente i componenti di riscaldamento durante la produzione e sostituire o riparare tempestivamente gli elementi danneggiati o fuori controllo per ridurre la probabilità di variazioni di colore.
(3) Scegliere macchine a iniezione con specifiche adeguate per affrontare problemi quali gli angoli morti del materiale.
(4) Regolare la velocità di plastificazione della vite.
Parole finali
Nell'era odierna dell'intelligenza, dell'automazione e della tecnologia, FirstMold invita tutti i colleghi e i clienti a utilizzare i colorimetri per le ispezioni delle differenze cromatiche. Stabilire un metodo scientifico standard di accettazione giocherà un ruolo cruciale nel guidare il progresso e il miglioramento dell'intero settore degli stampi a iniezione.














