
Le bruciature non sono un fenomeno comune difetto nello stampaggio a iniezione. Di conseguenza, molti operatori del settore degli stampi e dello stampaggio a iniezione non hanno molta familiarità con questo fenomeno. Sebbene le bruciature non siano legate alla struttura del prodotto, FirstMold invita comunque i progettisti di prodotti, i progettisti strutturali e i progettisti meccanici a comprenderle.
Se siete interessati ad altri difetti di stampaggio a iniezione, non esitate a cliccare sui link della tabella sottostante per saperne di più.
| Comprendere i diversi difetti dello stampaggio a iniezione | ||||
|---|---|---|---|---|
| Flash | Colpo corto | Segno del lavandino | Curvatura/Deformazione | Segno di bruciatura |
| Segno di strombatura/striscia d'argento | Macchia scura/punto nero | Marchio di flusso | Bolla | Linea di saldatura |
| Differenza di colore/colore non uniforme | Segno del perno di espulsione | |||
Cosa sono le bruciature nello stampaggio a iniezione?
Le bruciature si riferiscono a macchie scure o nere che si formano alla fine del percorso del flusso o nelle aree di gas intrappolato durante il processo di stampaggio a iniezione a causa di uno scarso sfiato dello stampo o di un'iniezione troppo veloce, in cui l'aria all'interno dello stampo non ha il tempo di fuoriuscire e si riscalda improvvisamente ad alta pressione (in casi estremi, le temperature possono raggiungere i 3000 gradi). L'aria compressa surriscaldata brucia la massa fusa.

Le bruciature influiscono sul prodotto?
Le bruciature sulle parti stampate a iniezione possono compromettere l'aspetto e la qualità del prodotto. Le aree interessate possono presentare colori e texture diversi, come diventare nere, gialle o ruvide, riducendo l'aspetto estetico del prodotto; come mostrato nell'immagine sottostante, l'aspetto è notevolmente compromesso dopo la comparsa delle bruciature;
Le bruciature sulle parti stampate a iniezione possono anche influire sulle prestazioni e sull'affidabilità del prodotto. Le aree interessate possono alterare le proprietà fisiche e chimiche delle parti stampate a iniezione, riducendone ad esempio la forza, la resistenza al calore o alla corrosione, con conseguenti ripercussioni sull'utilizzabilità del prodotto;
Le bruciature sui pezzi stampati a iniezione possono anche influire sull'efficienza della produzione e sul controllo dei costi; i problemi di bruciatura possono portare allo scarto o alla rilavorazione dei pezzi stampati a iniezione, aumentando i costi di produzione.
Cause delle macchie da ustione
1. Fattori legati alle apparecchiature
a) A causa di malfunzionamenti o danni alle termocoppie, ai sistemi di controllo della temperatura e ai sistemi di riscaldamento, che causano un surriscaldamento localizzato della canna,
b) Danneggiamento della vite, dell'inversore e dell'anello di ritegno, con conseguente ritenzione di materiale.
c) Scarsa aderenza tra l'ugello e la boccola del canale principale dello stampo, che provoca un taglio anomalo.
d) Intercapedini tra la vite e la canna, allentamento delle connessioni filettate all'interno della canna, che causano la ritenzione della fusione e la decomposizione a causa di un riscaldamento prolungato.
e) corpi estranei metallici incastrati nelle scanalature delle viti o nella parte anteriore della canna, che causano un'espulsione anomala del materiale e la sua decomposizione.
2. Fattori legati alla muffa
a) Scarsa ventilazione dello stampo, compressione adiabatica della plastica e combustione dovuta a intense reazioni con l'ossigeno ad alta temperatura e pressione.
b) La progettazione e l'ubicazione del cancello devono tenere pienamente conto dello stato del flusso di fusione e delle prestazioni di sfiato dello stampo.
c) Un'insufficiente ventilazione dello stampo o un posizionamento errato, nonché velocità di riempimento troppo elevate, fanno sì che l'aria compressa adiabaticamente all'interno dello stampo produca gas ad alta temperatura, con conseguente decomposizione della resina e carbonizzazione.
d) Fori di sfiato dello stampo bloccati da agenti distaccanti e impurità sulla superficie dello stampo, che causano uno sfiato insufficiente.
3. Fattori legati al processo di stampaggio
a) Frattura da fusione con conseguenti bruciature
La frattura della massa fusa può verificarsi quando la massa fusa viene iniettata in una cavità di grandi dimensioni a velocità e pressioni elevate, causando fratture trasversali della superficie e formando bolle, soprattutto quando una piccola quantità di massa fusa viene iniettata in una cavità di grandi dimensioni.
Il fenomeno deriva dalla deformazione elastica della massa polimerica. Mentre la colata scorre all'interno del cilindro, la parte vicina alla parete del cilindro, soggetta a un attrito maggiore e a velocità di scorrimento più basse, è soggetta a uno stress significativo. Al momento dell'espulsione, questo stress si dissipa, ma la colata centrale continua a scorrere ad alta velocità, trascinando la colata periferica che si muove più lentamente. Ne consegue un rapido riallineamento delle velocità di flusso e significative fluttuazioni di sollecitazione nella massa fusa. Se le sollecitazioni superano la capacità di resistenza della colata, si verifica la frattura della colata.
b) Impatto della velocità di iniezione
Quando la massa fusa viene iniettata nella cavità a bassa velocità, lo stato di flusso della massa fusa è laminare; quando la massa fusa viene iniettata a bassa velocità, lo stato di flusso è laminare. velocità di iniezione aumenta fino a un certo livello, lo stato del flusso diventa gradualmente turbolento. In genere, le parti in plastica formate in condizioni di flusso laminare hanno una superficie più liscia e brillante, mentre in condizioni di turbolenza non solo è più probabile che si formino bolle superficiali, ma anche sacche di gas all'interno delle parti in plastica. Pertanto, la velocità di iniezione non deve essere troppo elevata e la colata deve essere controllata per riempire lo stampo in condizioni di flusso laminare.
c) Temperatura troppo elevata della fusione, che può causare la decomposizione e la carbonizzazione della fusione, con conseguente formazione di bolle sulla superficie delle parti in plastica.
d) Decomposizione del materiale causata da tempi di permanenza nella canna troppo lunghi durante i cicli prolungati.
4. Impatto delle materie prime
a) Elevato contenuto di umidità e sostanze volatili nelle materie prime.
b) Elevato indice di fusione, buona fluidità della massa fusa, che rende difficile l'espulsione dei gas.
c) Additivi plastici, coloranti contenenti sostanze volatili e umidità, non resistenti alle alte temperature che causano decomposizione.
Misure di miglioramento per le bruciature
1. Le bruciature si verificano durante le iniezioni a vuoto
a) Controllare se l'ugello è intasato.
b) Controllare se la vite, l'anello di controllo, il barilotto, ecc. sono danneggiati.
c) Controllare che il sistema di riscaldamento, le linee dei sensori di temperatura, le termocoppie, gli anelli di riscaldamento e le impostazioni della temperatura di plastificazione non presentino anomalie.
d) Verificare se la polvere colorante della materia prima, il masterbatch, ecc. contengono sostanze facilmente decomponibili e valutare la possibilità di sostituire materiali diversi per eliminare il problema.
e) Controllare se la contropressione è troppo alta, se la velocità di rotazione dell'accumulo è troppo alta o se il tempo di preplastificazione è troppo lungo, causando la decomposizione e la carbonizzazione della materia prima.
2. Segni di bruciatura nello stampo
a) Per stampi a canale caldo, controllare che il canale caldo e il controllo della temperatura non presentino anomalie.
b) Per gli stampi a canale freddo, controllare che il canale e la porta non siano danneggiati, ecc.
3. Segni di bruciatura sul prodotto
a) Se si verificano bruciature sui bordi del prodotto, considerare la possibilità di aumentare lo sfiato e ridurre la velocità di iniezione.
b) Se le bruciature si verificano al centro del prodotto, considerare la possibilità di cambiare l'inserto di scarico o aggiungere un perno di espulsione dello scarico e utilizzare l'iniezione segmentata nel processo, riducendo la velocità di iniezione nel punto in cui si verificano le bruciature.
c) Se si verificano bruciature nella parte finale del prodotto, si consiglia di pulire le scanalature di sfiato dello stampo e di ridurre la forza di serraggio.
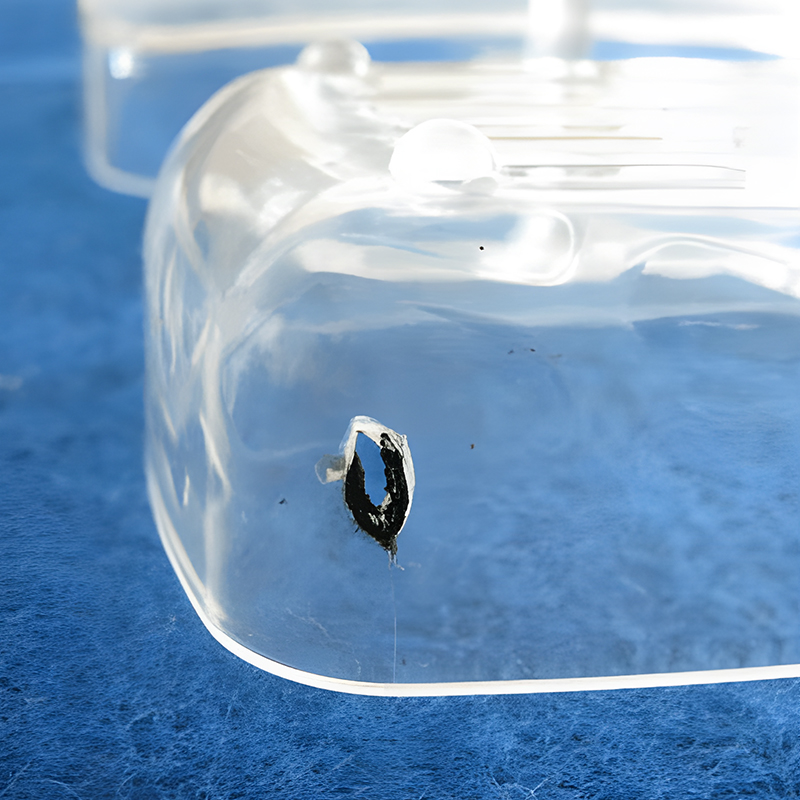
Analisi del caso delle bruciature

Introduzione al prodotto
L'immagine qui sopra mostra un caso di bruciatura del prodotto. L'immagine di destra è un primo piano dell'immagine di sinistra.
Il materiale del prodotto è il PBT, un tipo di connettore con pareti spesse e una superficie dall'aspetto secondario. A causa dei requisiti di alta qualità richiesti dal cliente, non sono accettabili difetti superficiali evidenti sul prodotto.
Le condizioni di stampaggio sono le seguenti.
a. Temperatura di stampaggio: 60~80℃.
b. Temperatura del materiale: 240~260℃.
c. Velocità di iniezione in tre fasi: prima fase a 180 mm/s, seconda fase a 135 mm/s, terza fase a 40 mm/s.
d. Tempo di iniezione: 1,5~3s.
e. Pressione di iniezione: 1300~1500kgf/cm².
Problemi di prodotto
L'immagine del prodotto mostra lievi bruciature all'interno del cerchio rosso, che il cliente non accetta.
Ragioni e strategie
(1) Analisi delle cause
Durante la fase iniziale prova di muffaÈ stata condotta un'analisi della sagoma di flusso, che ha rivelato che la posizione delle bruciature sulla linea di fusione finale del prodotto era dovuta principalmente all'impossibilità dei gas di fuoriuscire dalla posizione contrassegnata nella cavità dello stampo, causando bruciature da gas intrappolati.
(2) Strategie di soluzione
Poiché il prodotto e le strutture dello stampo sono già stati confermati dal cliente e non possono essere modificati, il problema può essere affrontato solo regolando lo sfiato dello stampo e i processi di stampaggio a iniezione.
Espandere il più possibile le fessure di sfiato nel percorso di flusso dello stampo, la superficie di divisione dello stampo e i perni di espulsione, riducendo la quantità di sfiato finale per attenuare la gravità delle bruciature.
Regolare il processo di stampaggio a iniezione su più fasi. A causa dello spessore del prodotto, utilizzare una velocità bassa o addirittura inferiore durante gli ultimi due stadi di iniezione per ridurre la gravità delle bruciature.
Parole finali
Sono Lee Young di FirstMold e lavoro diligentemente ogni giorno. Sulla base di libri, manuali ed esperienze pratiche in officina, ho riassunto molte esperienze di lavoro per facilitare la consultazione e l'apprendimento. Per chi sta imparando a conoscere lo stampaggio a iniezione, gli stampi, la progettazione strutturale dei prodotti e la progettazione degli stampi, è importante leggere, fare pratica e provare di più, senza avere paura di fallire. Spero che la mia esperienza possa aiutarvi.














