

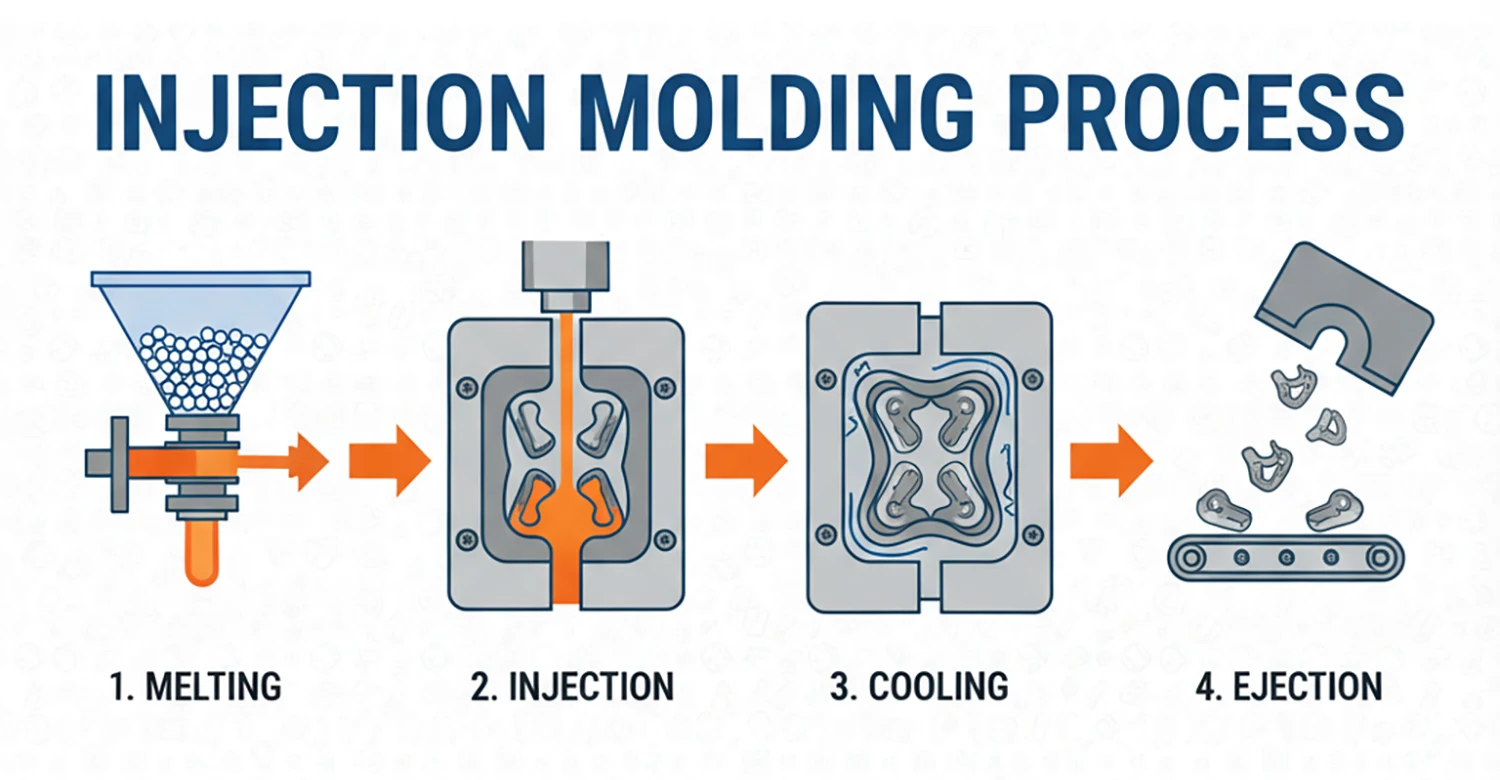
Les aides auditives sont de formes et de tailles différentes et nécessitent souvent une fabrication sur mesure pour un meilleur confort. Les pièces d'un appareil auditif comprennent les composants électroniques et les composants en plastique, généralement créés par moulage par injection. La complexité de la production de pièces d'appareils auditifs par moulage par injection dépend du type de produit.
| Type d'aide auditive | Caractéristiques | Cas d'utilisation |
|---|---|---|
| Invisible In-the-Canal (IIC) | Ils sont les plus petits de tous les types d'aides auditives. Elles sont conçues pour être placées dans le deuxième coude du conduit auditif et sont presque invisibles lorsqu'elles sont portées. | Idéal pour les pertes auditives légères à moyennes |
| Complètement dans le canal (CIC) | Ils se placent également dans le conduit auditif, mais pas aussi profondément que l'IIC. | Idéal pour les pertes auditives légères à moyennes |
| Dans le canal (ITC) | Un peu plus grand que le CIC, il se place dans la partie inférieure de l'oreille externe. Il est équipé d'une batterie plus grande et d'un microphone directionnel. | Idéal pour les pertes auditives légères à moyennes |
| Intra-auriculaire (ITE) | Il remplit la moitié ou la totalité du pavillon de l'oreille externe et est le plus grand de toutes les options d'aides auditives sur mesure. Leur taille plus importante permet d'utiliser une plus grande pile et davantage de fonctions. | Idéal pour les pertes auditives légères à sévères |
| Contour d'oreille (BTE) | Il s'agit du plus grand modèle d'appareil auditif. Le boîtier contenant les composants électroniques est placé sur ou derrière l'oreille externe, tandis qu'un tube ou un fil en plastique dirige le son dans le conduit auditif. | Applicable à tous les niveaux de perte auditive |

Depuis le boîtier et les composants structurels jusqu'aux composants internes et au boîtier de stockage, les fabricants d'appareils auditifs s'appuient sur le moulage par injection pour produire des pièces délicates d'appareils auditifs. Les parois minces de certains composants et le niveau de précision nécessaire à leur sculpture sont des défis qui requièrent l'attention de professionnels du moulage par injection tels que First Mold.
Conseils : En savoir plus sur "La conception structurelle des aides auditives“.
Système de logement et de composants structurels
Le boîtier de l'aide auditive est la partie qui contient l'électronique. Dans les contours d'oreille, c'est la partie qui se trouve sur ou derrière l'oreille externe. Les autres composants structurels qui se trouvent dans le boîtier ou qui y sont attachés comprennent les portes du compartiment de la pile, le crochet auriculaire et les commandes.
Bien que la fabrication des composants structurels des aides auditives pose des problèmes généraux, les modèles intra-auriculaires présentent des difficultés particulières. Vous trouverez ci-dessous quelques-unes des complexités des composants structurels des aides auditives et la manière dont les fabricants les surmontent.
1. Mise en œuvre de la conception ergonomique
Défi: L'un des principaux défis de la fabrication de boîtiers d'appareils auditifs et de composants structurels consiste à obtenir la conception ergonomique souhaitée, en particulier lorsque la surface présente des courbes détaillées destinées à améliorer l'ergonomie et à rendre l'appareil confortable pour les utilisateurs qui le porteront pendant de longues heures.
Solution: Pour capturer précisément les courbes et obtenir une adaptation parfaite à l'oreille, la pièce moulée nécessite souvent un usinage et un polissage de haute précision. Usinage par décharge électrique (EDM) et commande numérique par ordinateur (CNC) sont deux techniques d'usinage populaires utilisées pour réaliser des courbes délicates lors de la fabrication d'aides auditives, en particulier la partie qui s'insère dans le conduit auditif.
2. Texture visuelle et tactile
Défi: Les aides auditives IIC et CIC ont des exigences de surface élevées pour atteindre l“”invisibilité visuelle". En effet, elles sont censées se loger dans le conduit auditif et être à peine perceptibles. La finition de surface très brillante améliore le confort et l'hygiène. Cependant, leur petite taille les rend plus difficiles à mouler et à polir, ce qui nécessite souvent des interventions spéciales pour obtenir le poli miroir qui les rend invisibles.
Solution: La finition de surface ultra-lisse est obtenue par plusieurs étapes de polissage mécanique, comme suit :
- Ponçage : Le moule acrylique est poncé à l'aide d'une série de papiers de verre aux grains de plus en plus fins (généralement de 400 à 2 000 grains). [1].
- Buffer : L'appareil auditif est placé par intermittence dans une roue de polissage contenant un composé de polissage pour lisser et faire briller la surface. Pour obtenir une texture mate ou satinée, les fabricants de pièces d'appareils auditifs utilisent un processus de polissage moins agressif.
- Polissage : Cette opération s'effectue à l'aide d'une roue à haute brillance ou d'un chiffon propre et doux afin d'obtenir une finition miroir.
- Nettoyage : Le nettoyage de l'aide auditive à l'aide d'un tampon d'alcool permet d'éliminer les restes de produits de polissage ou de cire.

3. Personnalisation de la surface
Défi: La fabrication d'appareils auditifs est un domaine hautement spécialisé où les exigences des utilisateurs peuvent être très différentes. Cet aspect personnalisé contribue à améliorer la qualité de vie de l'utilisateur.
Solution: Pour obtenir des textures personnalisées comme le marbre et le bois, les fabricants d'aides auditives créent la texture souhaitée sur le moule ou traitent la surface de l'acrylique.
- Traitement des moules : Texture sur le moule peut être réalisée par photogravure chimique ou par usinage au laser. Dans la photogravure chimique, la surface du moule est recouverte d'un produit chimique sensible à la lumière, et la lumière UV est utilisée pour projeter un motif sur le moule. Un bain d'acide élimine les zones non protégées pour créer le motif. Un laser de haute précision peut également être utilisé pour usiner la texture sur la surface du moule.
- Traitement de surface : La surface de l'acrylique moulé peut également être traitée par polissage ou peinture pour obtenir des textures de marbre ou de bois. La texture marbrée peut également être obtenue par un revêtement dans le moule, où le revêtement est injecté dans le moule. cavité du moule pour se lier au produit fini et créer la texture de marbre souhaitée.
4. Paroi ultra-mince et moulage de cavités profondes
Défi: Plusieurs parties de l'aide auditive, y compris les coques et l'écouteur, sont conçues pour avoir des parois minces (moins de 1 mm) afin d'améliorer le confort et l'apparence discrète. Les aides auditives avec écouteur dans le conduit utilisent des tubes fins pour permettre au son externe naturel de pénétrer dans le conduit auditif avec le son amplifié pour une écoute plus naturelle ou pour faciliter le placement de l'aide auditive plus près du tympan.
Solution: La création de pièces à parois minces nécessite l'injection à grande vitesse d'un matériau à haut débit et à haute performance pour remplir les géométries étroites et complexes des moules. Un contrôle précis de la température, de la pression et du refroidissement est essentiel pour éviter les défauts courants tels que marques d'évier, coups courtset déformation. Côtes sont souvent utilisés comme support structurel.
Structure acoustique et système de composants internes
La principale fonction d'un appareil auditif est de capter les sons environnants et de les diffuser près du tympan de l'utilisateur afin d'améliorer son audition. Plusieurs pièces d'un appareil auditif qui sont directement impliquées dans l'acoustique sont soit fabriquées, soit protégées par des pièces moulées par injection.
Il s'agit par exemple des couvercles de protection des microphones/récepteurs, des tubes acoustiques qui transportent le son du microphone au conduit auditif, des sièges d'amortisseurs et des squelettes internes. Les défis structurels acoustiques les plus courants et la manière dont les fabricants d'appareils auditifs les relèvent sont décrits ci-dessous.
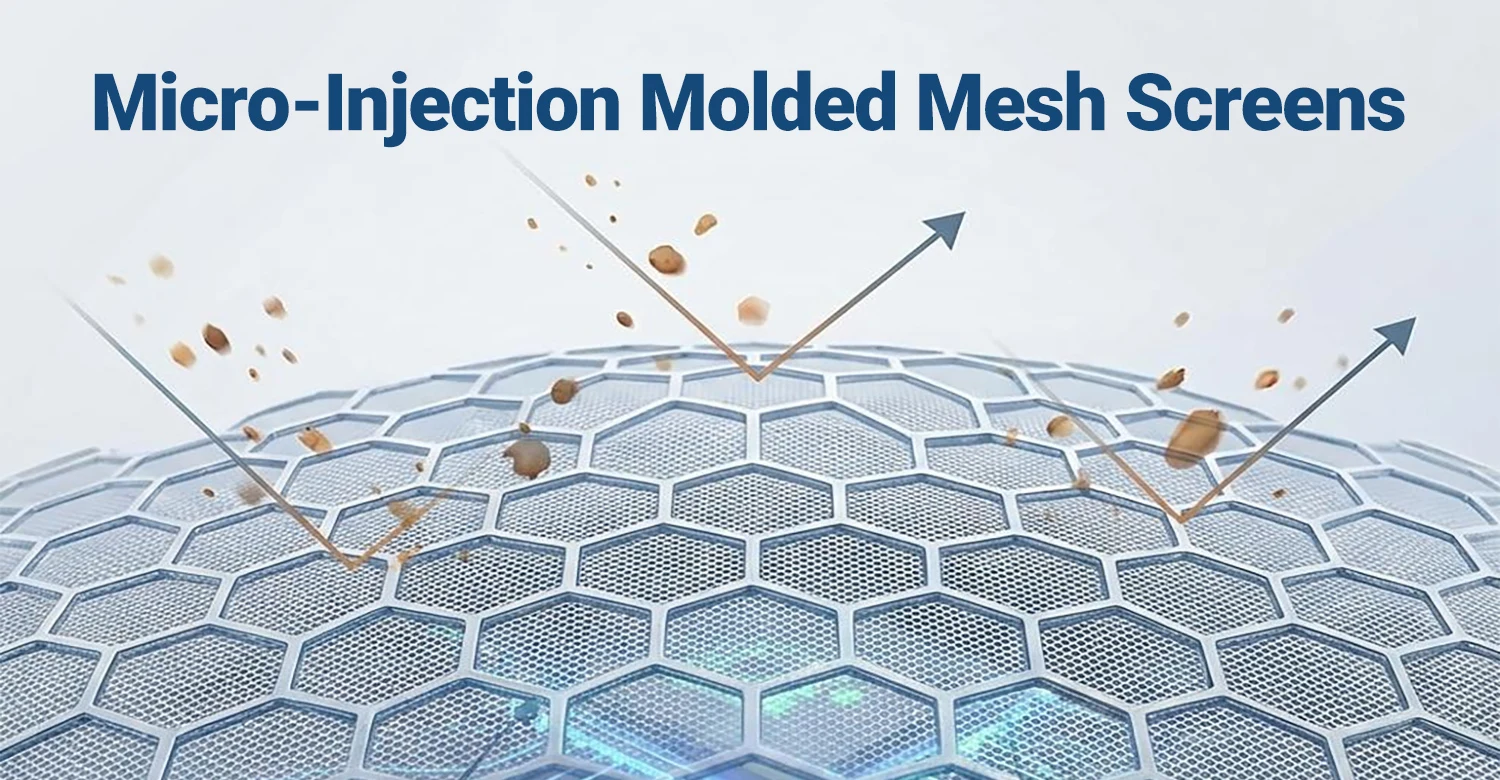
1. Technologie des mailles à micro-trous
Défi : Des composants électroniques sensibles se trouvent à l'intérieur de la coque de l'aide auditive. Ces composants électroniques doivent être correctement protégés contre les dommages et les problèmes de performance qui peuvent être causés par des éléments externes, y compris des éléments environnementaux. Le matériau de protection doit également assurer l'équilibre acoustique.
Solution : Les fabricants d'appareils auditifs utilisent un écran de protection appelé filet à micro-trous pour protéger les composants électroniques. En plus de protéger les composants internes délicats, la grille à micro-trous équilibre les performances acoustiques et sert à la ventilation. Les mailles de protection du cérumen de petite taille sont fabriquées par moulage par injection en une seule fois au moyen d'un procédé spécial appelé moulage par micro-injection. Cette technique permet de créer des pièces minuscules. L'injection du matériau de moulage dans la cavité du moule se fait à haute pression et à une vitesse contrôlée. Ce processus délicat permet de remplir correctement toutes les cavités et les micro-canaux.
2. Dimensions des pièces d'appareils auditifs de haute précision
Défi: Les dimensions du squelette interne de l'aide auditive affectent directement les performances acoustiques de l'appareil. Par exemple, une mauvaise précision dimensionnelle peut entraîner un effet d'occlusion, un son creux provenant de la voix. [2].
Solution: Pour résoudre ce problème, les squelettes internes doivent atteindre une précision de l'ordre du millimètre dans le positionnement et la stabilité de la charge des composants. Par exemple, la taille de l'évent et l'adaptation de l'embout dans le canal sont essentielles pour prévenir l'effet d'occlusion. De même, la longueur du tube est cruciale pour déterminer les fréquences de résonance du son amplifié qui atteint le tympan.
Système d'étui de chargement et de rangement
Les appareils auditifs utilisent des batteries qui doivent être rechargées fréquemment. Pour ce faire, la plupart des modèles utilisent des boîtiers ou des étuis qui servent à la fois à la recharge et au stockage. Les fabricants conçoivent ces boîtiers de manière à ce qu'ils soient robustes et qu'ils puissent résister aux chocs environnementaux. Cette conception garantit la sécurité de l'aide auditive lorsqu'elle n'est pas utilisée. Voici quelques-uns des défis que les fabricants de pièces pour appareils auditifs doivent relever.
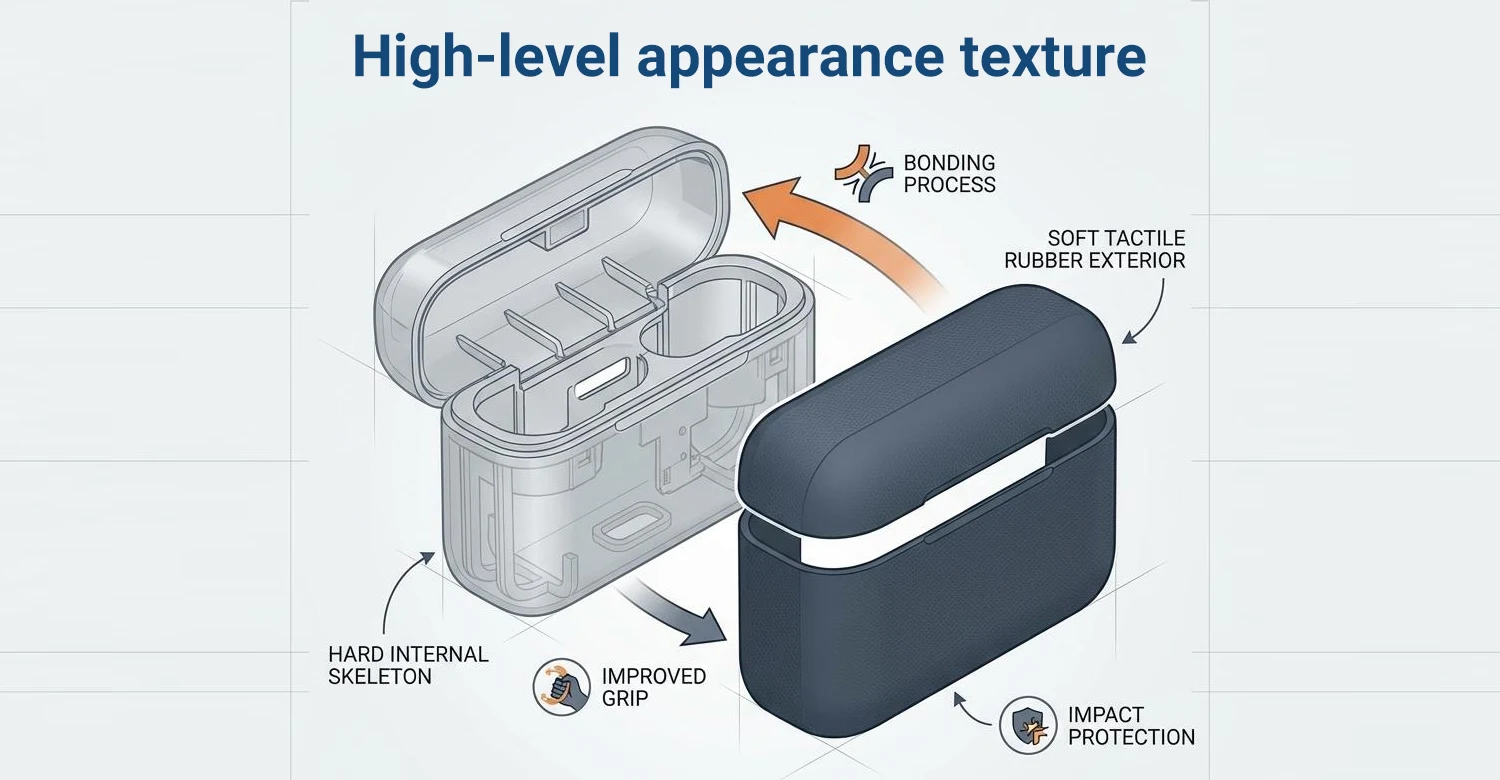
1. Texture d'aspect de haut niveau
Défi: L'étui de chargement des aides auditives doit être esthétiquement attrayant. Au-delà de l'esthétique, ils doivent être suffisamment rigides pour protéger l'appareil auditif et les pièces mobiles doivent être durables. Lorsque le produit comporte une forme de marquage, le logo ou le motif doit être résistant à l'usure.
Solution: En ce qui concerne la texture des boîtiers de chargement et de stockage des aides auditives, il n'existe pas de solution unique. La solution exacte dépendra de ce que le fabricant souhaite obtenir.
- Motifs, logos et couleurs résistants à l'usure : La décoration et l'étiquetage dans le moule sont deux techniques utilisées pour ajouter des textures ou des graphiques aux produits afin de prolonger leur durée de vie. D'autres traitements de marquage peuvent être utilisés pour des exigences moindres.
- Squelette dur et mou : Le moulage par injection en deux temps est utilisé pour lier un squelette interne dur à un extérieur en caoutchouc souple et tactile afin d'améliorer la prise en main et de protéger l'appareil contre les chutes.
- Textures ou effets spéciaux : Les fabricants d'étuis de chargement pour appareils auditifs peuvent leur donner des textures métalliques spéciales et des propriétés de rejet des empreintes digitales à l'aide de sprays spéciaux ou de nanocouches hydrophobes et oléophobes.
L'étui de chargement/stockage doit également remplir des fonctions structurelles complexes. Par exemple, les charnières doivent être durables pour permettre des dizaines de milliers de cycles d'ouverture/fermeture. Les aimants qui maintiennent l'étanchéité de l'étui et les contacts de chargement doivent être correctement positionnés au cours du processus de moulage.
Lorsque l'on recherche un partenaire pour la fabrication de pièces d'appareils auditifs, il est toujours important de s'assurer qu'il comprend la complexité des différentes pièces et la façon dont elles contribuent à la performance globale du produit. Les professionnels de First Mold peuvent vous aider à réaliser des géométries de conception complexes et à éviter des défauts de fabrication coûteux.
Conseils : Vous pouvez également être intéressé par "Que demander lors de la sélection d'un fournisseur d'aides auditives ?“.
Références
[1] Family Handyman. (2023, 12 octobre). Tableau des grains de papier de verre. Récupéré le 23 juin 2024, à partir de https://www.familyhandyman.com/article/sandpaper-grit-chart/
[2] L'île de l'audiologie. (2023, 16 mai). Comprendre l'effet d'occlusion : Causes et solutions. Récupéré le 23 juin 2024, à partir de https://audiologyisland.com/blog/understanding-the-occlusion-effect-causes-and-solutions/














