

Hoy seguiré hablando de los defectos en el moldeo por inyección-puntos negros y motas negras. Estos defectos aparecen con frecuencia en la mayoría de los procesos de moldeo por inyección, y cuanto mayores son los requisitos del producto, más difícil es controlar la proporción de puntos negros, lo que puede provocar pérdidas significativas. Por lo tanto, ¡reducir la tasa de defectos de puntos negros en la producción se ha convertido en una forma importante de ahorrar costes para los fabricantes!
La aparición de puntos negros no tiene relación con el diseño de productos, pero los diseñadores industriales deberían aprender a identificarlos.

Si está interesado en otros defectos del moldeo por inyección, puede hacer clic en el siguiente enlace para obtener más información.
| Comprender los diferentes defectos del moldeo por inyección | ||||
|---|---|---|---|---|
| Flash | Tiro corto | Marca del fregadero | Deformación | Marca de quemadura |
| Splay Mark/Silver Streak | Mancha oscura/mancha negra | Marca de flujo | Burbuja | Línea de soldadura |
| Diferencia de color/Color desigual | Marca del pasador eyector | |||
¿Qué son los puntos negros y las motas negras en el moldeo por inyección?
Los puntos negros se refieren a fenómenos de carbonización localizada que se forman a lo largo de las líneas de soldadura del producto de plástico, las nervaduras traseras, los salientes o cerca de las esquinas al final del flujo. Los puntos negros también pueden aparecer de forma irregular en varios lugares. A veces, estos puntos negros pueden incluso distribuirse en líneas, formando líneas negras.

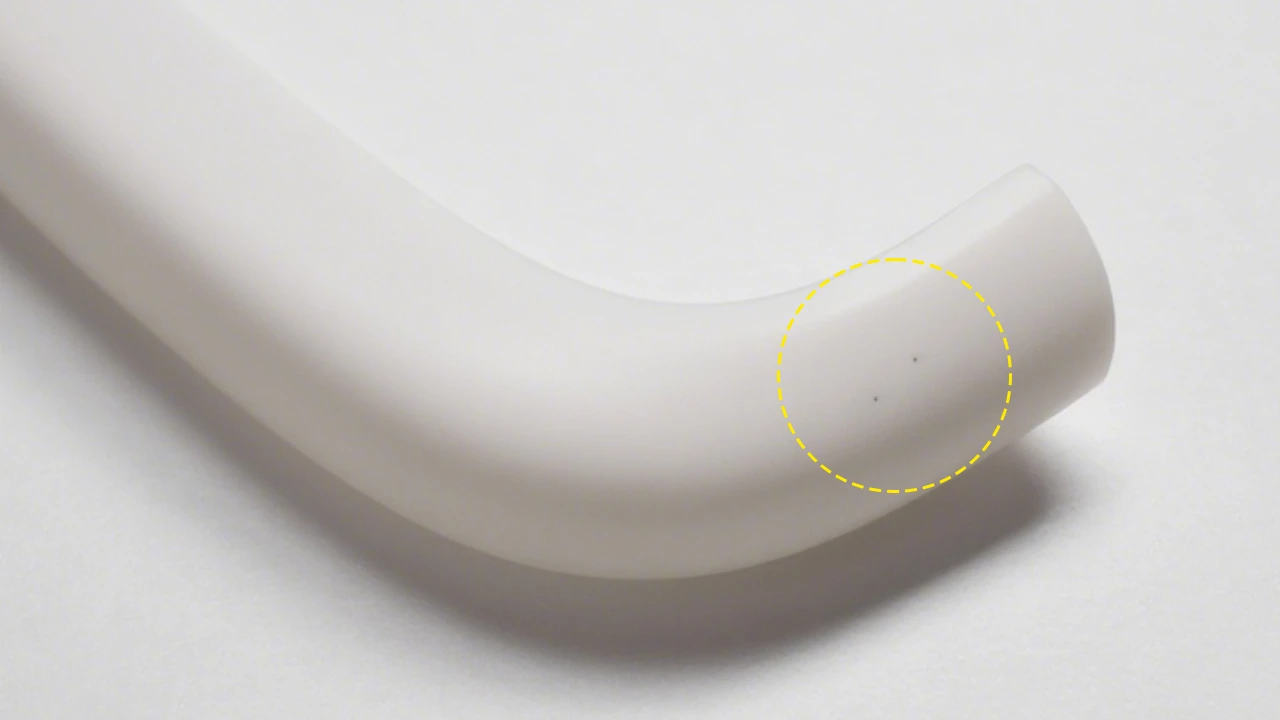
Características de distribución de los puntos negros
Los puntos negros y las impurezas se caracterizan por pequeñas partículas de color negro o marrón, generalmente no reflectantes, y cuando son grandes, las impurezas aparecen estratificadas, quebradizas, fácilmente rompibles y porosas tras la rotura. Su distribución presenta dos características principales:
A. Algunos se distribuyen irregularmente por todo el territorio, otros son localmente irregulares y a veces sólo aparecen ocasionalmente en una zona concreta.
B. Estas manchas negras e impurezas aparecen a veces sólo en la superficie del producto, y a veces tanto en la superficie como en las capas más profundas. Sin embargo, las manchas negras internas más cercanas a la superficie son de un color más claro que las de la superficie, y las manchas negras más profundas no son visibles en absoluto.
¿Cómo identificar los puntos negros?
Algunos se preguntarán: ¿es necesario identificar los puntos negros? ¿Acaso los puntos negros no son sólo puntos que difieren en color del propio producto que todos llamamos puntos negros? Si observa su producto al microscopio ampliado 200 veces, es casi imposible distinguir un producto que no tenga ningún punto de color diferente (completamente de un solo color). Tras la ampliación, verá muchos puntos negros de distinto color en la superficie del producto... Por lo tanto, debe existir una norma para juzgar cualquier producto.
Normas para juzgar los puntos negros
¿De dónde vienen las normas? Para los proveedores de moldeo por inyección, es esencial tener claras dos normas:
A. Normas de control de puntos negros proporcionadas por el proveedor de las materias primas.
B. Las normas de inspección del aspecto del producto de los clientes correspondientes (normas de control de los puntos negros).
Si las normas de control de las manchas de diferente color de la materia prima son inferiores a las normas de control del aspecto del producto del cliente, puede haber una tasa importante de defectos en las manchas de diferente color durante la producción. Por ello, los proveedores de moldeo por inyección deben asegurarse de que las normas de control de las manchas de diferente color del material coinciden con las del producto. normas de aceptación de los clientes (preferiblemente más estrictas que las normas del cliente).
Consejos: Para conocer las normas de los clientes, puede hacer clic en "Normas de aceptación de piezas moldeadas por inyección" para saber más.
Métodos para identificar los puntos negros
Las formas comúnmente observadas son diferentes; la mayor parte de lo que se ve a simple vista es "circular", mientras que bajo lupa pueden apreciarse formas como escamas, múltiples puntos agrupados, en forma de nube, en forma de tira, etc. Así que, por lo general, juzgamos basándonos en el área de los puntos. ¿Significa esto que tenemos que inspeccionar minuciosamente cada parte de la superficie del producto en busca de puntos negros? Esto puede llevar mucho tiempo. Normalmente, los clientes finales de los productos tienen un método de inspección estándar: bajo una iluminación estándar, a una distancia estándar entre el producto y los ojos, los productos que no muestren (manchas de distinto color) en un tiempo estándar suelen ser productos cualificados.
Cómo manipular las piezas moldeadas por inyección con manchas negras
Todas las piezas moldeadas por inyección que presenten puntos negros, motas negras o líneas negras se consideran productos defectuosos. Estas piezas defectuosas deben identificarse inmediatamente y separarse de la producción aceptable para evitar que se mezclen. El tipo de defecto (punto, mancha, línea) y la ubicación en la pieza se documentarán a efectos de trazabilidad y análisis. La aparición de puntos negros desencadena una investigación obligatoria de la causa raíz dentro del proceso de moldeo por inyección. Todos los casos de defectos de este tipo deben comunicarse al supervisor de producción y al departamento de calidad para su revisión y la adopción de medidas correctivas. Las piezas defectuosas confirmadas que contengan puntos negros se designan para su eliminación inmediata o retrabajo controlado (si procede y se aprueba).
¿Cómo se forman los puntos negros?
Las fuentes de los puntos negros suelen ser de dos tipos: Carbonización del material-degradación del material a altas temperaturas (o durante largos periodos); Contaminación-impurezas.
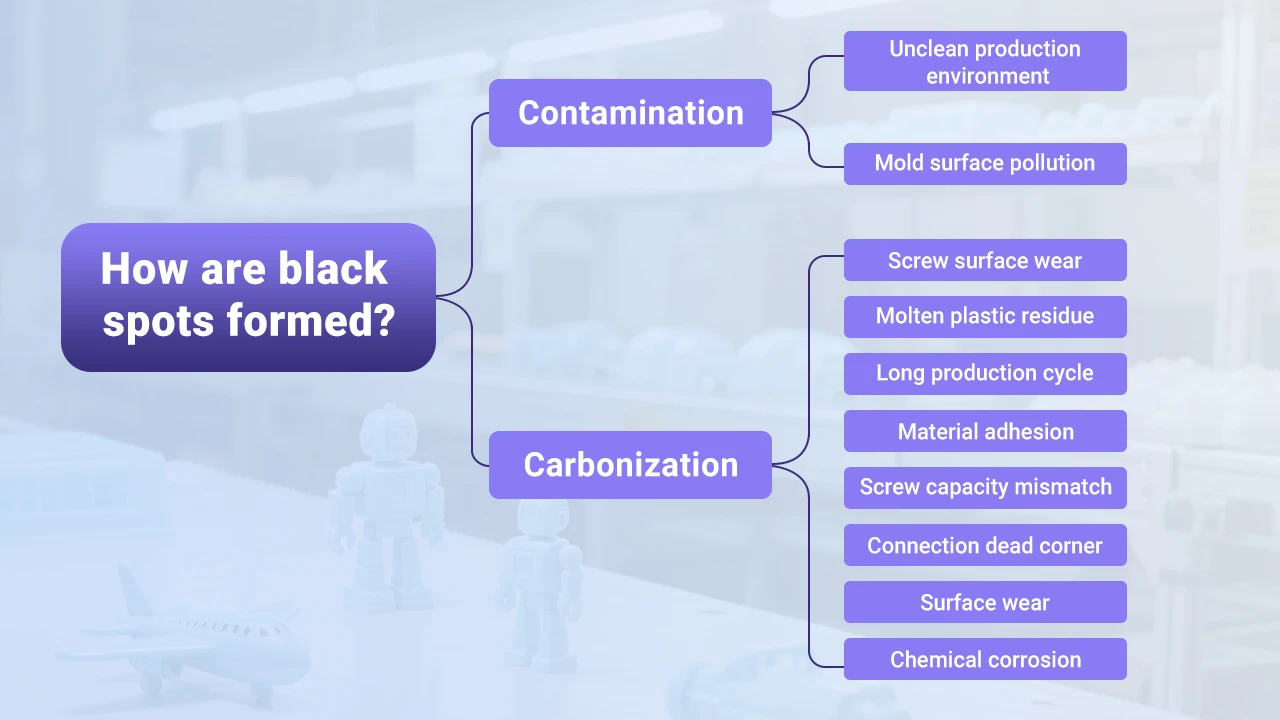
Carbonización
La mayoría de los materiales con alto contenido en polímeros necesitan ser calentados y cizallados durante su procesamiento. Durante este proceso, la carbonización del material es inevitable (100%). Para máquinas de moldeo por inyección, hay muchos lugares que pueden aumentar las posibilidades de carbonización:
(1) Desgaste en la superficie del tornillo
El desgaste de la superficie del tornillo puede hacer que la masa fundida permanezca allí, provocando la carbonización con el tiempo;
(2) Residuos de plástico fundido
En varios puntos de conexión de la máquina, como el cabezal del cohete de tornillo, la boquilla, bridaetc., pueden formarse fácilmente huecos en los que la masa fundida puede permanecer y producir manchas negras carbonizadas.
(3) Ciclos de producción largos
Durante la producción, los ciclos largos, o las máquinas grandes (productos pequeños), pueden hacer que el material permanezca demasiado tiempo en el barril, aumentando la probabilidad de carbonización.
(4) Adherencia
Cuando el plástico enfriado se vuelve a fundir, muchos materiales de ingeniería (como el PC, que se adhiere bien a las superficies metálicas después de enfriarse) pueden permanecer en la superficie metálica incluso cuando se recalientan. Con el tiempo (a altas temperaturas), se forma una capa carbonizada. Esto es una fuente de defectos de puntos negros para la producción. Por lo tanto, es necesario aislar durante las paradas cortas (<4H) para evitar que el material del tornillo se endurezca y se adhiera, mientras que una temperatura de aislamiento más baja no provocará la carbonización. Así, la temperatura de aislamiento recomendada es generalmente de unos 20℃-30℃ por encima del punto de reblandecimiento (por ejemplo, el punto de reblandecimiento del PC es de unos 147℃, con una temperatura de aislamiento recomendada de unos 180℃). Durante las paradas, es necesario expulsar el material del barril y pasar un material menos propenso a la carbonización a través de la máquina antes de desconectar directamente la alimentación.
(5) Capacidad del tornillo
El tamaño del producto y el tamaño del husillo determinan el tiempo de permanencia. Si los productos pequeños se encuentran con máquinas grandes, el propio material puede permanecer demasiado tiempo en el barril. Un tiempo prolongado puede hacer que las moléculas pequeñas se degraden y carbonicen con facilidad. Para la mayoría de los materiales, lo ideal es un tiempo de permanencia inferior a 5 minutos. El tiempo máximo no debe superar los 15 minutos. Para duraciones más largas, conviene bajar la temperatura en el extremo posterior de la barrica para reducir el tiempo a altas temperaturas. Fórmula de cálculo del tiempo de permanencia:
Volumen máximo de inyección de la máquina * densidad de la masa fundida * ciclo * coeficiente (2,0-2,5) / peso del producto; o Longitud máxima de medición * ciclo * coeficiente / (posición de ajuste del disolvente - material de inyección residual)
(6) Ángulos muertos de conexión
En el punto de conexión entre el tornillo y la cabeza del cohete, la brida, la boquilla, etc., en el interior del cañón, pueden formarse algunos "ángulos muertos" en los que la masa fundida no fluye fácilmente (se queda), provocando largos tiempos de permanencia y dando lugar a degradación y decoloración (dando lugar a algunas vetas amarillas, manchas negras, etc.). En primer lugar, durante el montaje, asegúrese de que el hilos y un montaje preciso, y la cara del extremo de contacto no debe estar dañada. Si es grave, ¡es necesario sustituirla!
(7) Desgaste de la superficie
Las superficies desiguales son más propensas al desgaste de la superficie del tornillo, lo que facilita que el material de la piel del tornillo "persista", lo que tiene un impacto significativo en los defectos de puntos negros. Los tornillos de barril metálicos, dependiendo del material, se desgastan de forma diferente. Generalmente, el PC o el PMMA requieren un tornillo endurecido (chapado). Para materiales rellenos (fibra de vidrio, polvo mineral), se necesita un tornillo de aleación. E incluso con un tornillo de aleación, ¡hay que sustituirlo al cabo de cierto tiempo!
(8) Corrosión química
Agua corrosiva, CO2, O2, haluros de hidrógeno -como el ácido clorhídrico-, residuos ácidos, electrolitos y otras impurezas. Durante el proceso de transformación, la corrosión en la superficie del tornillo o del barril también puede hacer que la superficie se "demore" y produzca manchas negras. De forma similar al desgaste, para los materiales generales, los tornillos nitrurados ordinarios pueden cumplir los requisitos, pero para los materiales ignífugos, un tornillo (barril) con un nivel de nitruración + chapado, o incluso un tratamiento de chapado grueso, es mejor para prevenir la corrosión química.
Contaminación
Entorno de producción: Los colores de otras sustancias en el entorno exterior pueden diferir, y su resistencia a la temperatura puede ser menor, por lo que es fácil que se produzcan manchas negras. En el caso de los materiales de color claro, si se producen en un entorno de taller abierto utilizando un equipo ordinario de secado por aire caliente. Aquí hay al menos dos problemas:
A. Secado a largo plazo, el aire aspirado del ambiente abierto y calentado en la tolva, si supera las 16H, los materiales transparentes ordinarios pueden convertirse en partículas de color gris claro... lo que significa que la tasa de defectos puede llegar a 100%. En la producción normal, el ciclo de la tolva es de 4-12H, pero la proporción de contaminación por aire aspirado sigue siendo muy alta.
B. Durante la producción, una superficie de molde común, apenas abierta por un corto tiempo, acumulará mucho polvo (la máquina en sí es un dispositivo eléctrico, aunque esté conectado a tierra, no puede ser "0 estática"), y el proceso de producción también es un factor en las "manchas de diferente color". Por lo tanto, para los productos de color claro, que requieren altos estándares para las "manchas de diferente color", se recomienda producir en una sala blanca.
Como ya se ha mencionado, las partículas de material son procesadas en su mayoría por máquinas, y ellas mismas tienen una cierta proporción de manchas negras (de ahí la necesidad de obtener las normas del fabricante). Además, la capacidad del material para soportar altas temperaturas y la oxidación a alta temperatura en estas formulaciones, en condiciones en las que la capacidad es insuficiente, el procesado puede ser bastante penoso, y puede ser fácil encontrar amarilleamiento (rayas), ennegrecimiento (rayas, manchas) y otros problemas.
¿Cómo mejorar los puntos negros?
Anteriormente, hablamos del aislamiento a corto plazo y de algunas precauciones y procedimientos durante las paradas directas. Pero la limpieza del tornillo del cañón requiere prestar atención al método:
1. Limpieza
(1) Generalmente, podemos utilizar materiales relativamente duros para limpiar el barril del tornillo, utilizando el principio de raspado para limpiar preliminarmente algunos de los residuos de la superficie, ¡como el material PMMA (dureza relativamente alta)! Por ejemplo: PS sin secar, PC (sin secar y no fundido rápidamente, también un poco más duro), etc.
(2) Para los tipos de materiales rellenos de limpieza, el material PC+GF puede utilizarse para la limpieza. Debido a que la fibra de vidrio (GF) es sólida bajo rangos normales de temperatura de procesamiento (<=400℃), todos entendemos que el vidrio es muy duro. Nota, no utilice este método en tornillos de material ordinario ya que causará un desgaste severo. Tenga en cuenta, durante la limpieza, recuerde subir (20℃) y bajar (20℃) repetidamente la temperatura para la limpieza. Principio: A, el cambio en la viscosidad; B, el cambio en la presión interna, ambos pueden quitar más residuos.
(3) En casos de manchas negras severas, desmonte directamente el cañón del tornillo para pulirlo.

2. Mantenimiento
Durante las paradas: Como se ha comentado anteriormente, es esencial limpiar los materiales de producción (materiales de clase de ingeniería), este paso, a mi entender, ¡es más un proceso de gestión y mantenimiento! Limpiar los materiales residuales en el barril, aquí un material de viscosidad relativamente alta es una buena elección para la limpieza.
En primer lugar, este tipo de material modificado necesita estar cerca del material de producción en temperatura, en segundo lugar, tiene buena viscosidad. Recomendamos utilizar algunos materiales de limpieza especiales para la limpieza, este tipo de material de limpieza especial tiene muy buena viscosidad. Durante el proceso de limpieza, su intercambiabilidad es excepcional y este material de limpieza tiene una buena actividad química (muy buena compatibilidad). Esto puede continuar la reacción química con algunos de los "puntos persistentes", posiciones sin salida de los materiales dentro del barril durante una parada. En la siguiente puesta en marcha, esto puede eliminar más residuos (reducir la posibilidad de puntos negros).
Después de limpiar el color (disparando unas cuantas veces), dispare finalmente en vacío (se recomienda un tiempo de permanencia mínimo de 15 minutos, déle algo de tiempo para la compatibilidad de reacción). Por supuesto, cambiar la producción de material también puede mejorar los puntos negros. La capacidad de limpieza del color de este tipo de material es mucho mayor que la de los materiales ordinarios, esto puede ahorrar mucho tiempo de forma muy eficaz. Su característica es que puede permanecer en el barril durante un tiempo relativamente largo. Al mismo tiempo, es compatible con algunos de los materiales sin salida del interior, lo que reduce la producción posterior de puntos negros.

Conclusión
No es difícil ver que los puntos negros tienen cierta relación con el equipo y el entorno de la fábrica de moldeo por inyección. Aún más, tienen una relación con la gestión del taller por parte de la fábrica de moldeo por inyección. First Mold siempre ha hecho hincapié en la gestión 6s de la producción del taller. Esta era es la era del moldeo por inyección científico, así como la era del moldeo por inyección inteligente.
Soy James Li de First Mold, me apasiona compartir experiencias y conocimientos relacionados con el moldeo por inyección y la fabricación de moldes. Si tiene alguna pregunta, no dude en ponerse en contacto conmigo en [email protected].














