

يكمن الفرق الأساسي بين القوالب ثنائية الألواح والقوالب ثلاثية الألواح في كيفية انفصال القالب أثناء الفتح وكيفية إدارة نظام العداء بالنسبة للجزء المصبوب. يتم استخدام الرسوم التوضيحية التالية بشكل جيد لشرح هذه الاختلافات الهيكلية التي توفر السياق الذي يعمل فيه كل نوع من القوالب أثناء دورة القولبة بالحقن.
الهندسة المعمارية الهيكلية
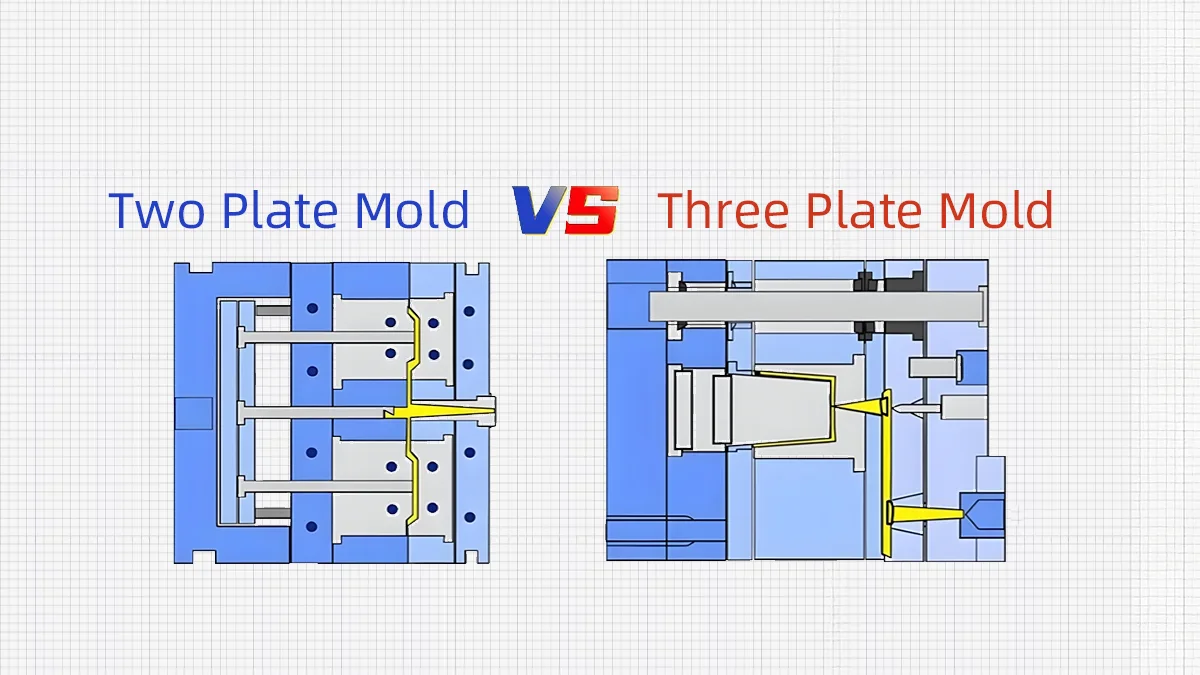
هيكل القالب ذو الطبقتين

في القالب ثنائي الألواح، يتم وضع خط فراق واحد بين نصف ثابت ونصف متحرك. أثناء فتح القالب، يظل كل من الجزء المقولب ونظام العداء على نفس الجانب، مما يسمح لنظام القاذف بدفعهما للخارج في وقت واحد [1].
تتسم الكفاءة الميكانيكية للقالب ذي اللوحين بالكفاءة من المنظور الهندسي. كما أن استخدام ضربات قصيرة لفتحة القالب، والاستخدام الأمثل لقوة المشبك، وبساطة الحركية هي أيضًا من خصائص عملية التشكيل.
هيكل القالب ثلاثي القوالب

يتم إضافة قالب من ثلاث لوحات مع لوحة أخرى بحيث يتم إنشاء مستويين للفصل. يكون تسلسل فتح القالب متسلسلًا في حالة فتح القالب:
- تربط الفتحة الأولى بين صفيحة التجويف ونظام العدائين.
- تؤهل الفتحة الثانية الجزء الذي تم تشكيله لإخراج نفسه.
في هذه البنية، يكون فصل العدائين عملية تتم تلقائيًا بدون معدات إضافية. ومع ذلك، تزيد اللوحة الإضافية من ارتفاع القالب، والشوط الأولي للقالب، وتعقيد الآلية.

تصميم البوابة ومرونة البوابة
بوابات القوالب ثنائية اللوحين
لا يتم وضع بوابتي قالب الصفيحتين إلا على طول خط التقسيم الأساسي أو السمات الإضافية، مثل:
- بوابات الحافة
- بوابات الغواصة (النفق)
- بوابات المروحة
قد تكون هناك حاجة إلى معالجة تجميلية لاحقة أو إزالة التزجيج الآلي لأن الجزء عند الإخراج غير قابل للإزالة بحكم كونه مكونًا متكاملًا. تُعد بقايا البوابة أحد اعتبارات التصميم، خاصةً في الأجزاء ذات المظهر الحرج [2].
بوابات القوالب ثلاثية الألواح
توفر القوالب ثلاثية الألواح خيار تحديد موقع أو وضع بوابات ذرب دقيقة أو بوابات ذرب مباشرة في أي موقع حقيقي، في أي مكان على سطح الجزء. وهذا مفيد بشكل خاص في:
- أقسام متشابهة عند البوابة المركزية.
- قوالب التدفق المتوازن متعددة التجاويف.
- الأشكال المعقدة التي لها وصول بسيط إلى البوابات.
يضمن الفصل الأوتوماتيكي ثنائي الاتجاه بين العدائين تقليل بقايا البوابات الملوثة وتقليل العمليات الثانوية.
سلوك العداء وسلوك فصل المنتجات وسلوك فصل المنتجات
| الميزة | قالب من طبقتين | قالب ثلاثي الطبقات |
|---|---|---|
| فصل العدائين | المصب النهائي اليدوي أو الآلي | أوتوماتيكي أثناء فتح القالب |
| مناولة الخردة | يتطلب إلغاء التشغيل | فصل ذاتي |
| تسلسل فتح العفن | مرحلة واحدة | متعدد المراحل |
| مخاطر تلف الأجزاء | أعلى إذا تشابك العداء | أقل بسبب العزل |
هيكل التكلفة والمبادلات الاقتصادية
تكلفة الأدوات
- تتطلب القوالب ذات الصفيحتين عدد أقل من الألواح، وعدد أقل من الماكينات، وعدد أقل من مكونات المحاذاة الدقيقة.
- تنطوي القوالب ثلاثية الألواح على المزيد من دقة التصنيع الآلي والمكونات التوجيهية والوقت المستغرق في تجميع القوالب.
التكلفة التشغيلية
- تنطوي القوالب ذات اللوحين على تكلفة إضافية للمناولة النهائية، إلا في حالة القوالب الآلية.
- سيتيح التشكيل بثلاثة ألواح تقليل تكلفة العمالة، ومع ذلك قد يؤدي ذلك إلى زيادة معدل الصيانة نظرًا لوجود المزيد من الواجهات المتحركة.
اقتصاديات دورة الحياة
دائمًا ما تكون القوالب ذات الصفيحتين أقل تكلفة تقريبًا للكميات المنخفضة من الإنتاج. ويمكن استخدام القوالب ثلاثية الألواح في الكميات الكبيرة من أجل تعويض تكلفتها الأولية الأعلى من خلال الاستغناء عن إزالة التلبيد اليدوي وتعزيز انتظام الدورة.
سيناريوهات التطبيق وحالات الاستخدام الصناعي
تطبيقات القوالب ثنائية القالب
- أغطية وأغطية بسيطة
- العناصر ذات المتطلبات التجميلية المتسامحة.
- كميات صغيرة جداً إلى متوسطة التصنيع.
- تكامل العداء الساخن
تطبيقات القوالب ثلاثية القوالب
- أدوات متعددة التجاويف متوازنة البوابة متوازنة التجويف.
- العناصر التي كانت موجهة نحو السطح بشكل مكثف.
- إنتاج على نطاق واسع يجب أن يكون آلياً.
- أنظمة العداء البارد الحساسة حساسة لإدارة خردة العداء.
العلاقة بقوالب العدّاء الساخن
مع قوالب العداء الساخن, ، يتم تغيير المقارنة بشكل جذري. تقضي أنظمة العداء الساخن على العداءات الباردة تمامًا وفي هذه العملية:
- تخلص من النفايات المادية.
- تقصير زمن الدورة الزمنية
- زيادة اتساق درجة حرارة الذوبان.
في الممارسة العملية:
- معظم قوالب العداء الساخن تكون ثنائية الألواح، حيث أنها لا تتطلب فصل العدائين.
- تُعرف القوالب ثلاثية الألواح باسم القوالب ذات القوالب الساخنة وهي نادرة جدًا وتستخدم فقط في القوالب الخاصة متعددة البوابات أو القوالب المتسلسلة.
ثم يميل المتسابقون الساخن بعد ذلك إلى نقل عملية صنع القرار من القوالب ثلاثية الألواح، إلا أن هندسة البوابات هي العامل المحدد.
شجرة قرارات اختيار القوالب ومنطق التقييم الهندسي
يرتكز القرار بين القالب ثنائي الألواح أو ثلاثي الألواح أو القالب الساخن على دراسة منهجية تأخذ في الاعتبار الغرض من تصميم الجزء في التصنيع وكفاءة التصنيع والأتمتة والتكاليف على المدى الطويل. يجب تحديد عملية اتخاذ القرار، وليس نوع القالب الذي يتم تحديده، في تدرج منطقي للقرارات الهندسية، مع استبعاد كل قرار من القرارات الهندسية للهيكلية المحتملة للقالب. تشرح الأقسام الفرعية التالية منطق القرار هذا.
الخطوة 1: متطلبات مظهر المنتج
غالبًا ما يكون العامل الأكثر أهمية والذي يحدد القرار النهائي في اختيار القالب هو مظهر المنتج، حيث إن العامل الأول يقيد بشكل مباشر موقع البوابة، أو حجم بقايا البوابة، أو متطلبات التشطيب بعد التشكيل. قد يكون للأجزاء ذات الجزء المرئي بقوة من السطح، مثل غطاء الإلكترونيات الاستهلاكية، أو الديكور الداخلي للسيارات، أو مظهر اللوحة، متطلبات صارمة في كثير من الأحيان على علامات البوابة واستواءها. وتؤدي هذه الحالات الأخيرة إلى تطبيق هياكل القوالب حيث يكون موضع البوابات دقيقًا، ويتم التحكم في فصل العداء بدقة.
وتسمح القوالب ثلاثية الألواح بوجود بوابات محددة أو ذات موقع مركزي يمكن تحديد موقعه قبالة المناطق التجميلية المهمة. ومع ذلك، في الحالات التي لا تكون فيها المتطلبات التجميلية كبيرة للغاية، أو حيث يمكن إخفاء موقع البوابة على سطح غير مرئي، يمكن استخدام القوالب ذات اللوحين، وهي فعالة من حيث التكلفة وفعالة من حيث التكلفة وفعالة مع بوابات الأنفاق أو الحواف المتمايزة بشكل مناسب [3].
الخطوة 2: هيكل المنتج وإمكانية الوصول إلى البوابة
بمجرد استيفاء متطلبات المظهر، يجب النظر في الهيكل الداخلي للمنتج وإمكانية الوصول إلى البوابة. يمكن أن يكون من الضروري وجود أكثر من بوابة واحدة لملء الأشكال الهندسية المعقدة ذات سماكة جدران مختلفة، أو أطوال تدفق مختلفة، أو خصائص وظيفية مختلفة [4]. تكون هذه الميزة مفيدة في القوالب متعددة التجاويف حيث يكون توازن التدفق ضروريًا لاتساق الأبعاد. وعلى العكس من ذلك، قد تكون المنتجات ذات الهندسة البسيطة والتي لها اتجاه تدفق يمكن التنبؤ به في كثير من الأحيان في موقع واحد، وبالتالي قد يكون القالب ذو اللوحين كافياً.
الخطوة 3: تحليل حجم الإنتاج والتكلفة
يعد حجم الإنتاج أمرًا حيويًا في تحديد قدرة الاستثمار الأعلى في الأدوات على التعويض عن طريق الوفورات التشغيلية. في برامج الإنتاج منخفضة الحجم، عادةً ما تطغى السهولة والنفقات الأولية المنخفضة لقوالب العداء البارد ثنائية الألواح على مزايا الفصل التلقائي للعداء أو المرونة العالية للبوابات. ومع ذلك، مع ارتفاع كميات الإنتاج، تصبح تكلفة مواد العداءة، وكمية العمالة اللازمة لفصل العداءة، وعدم كفاءة الدورات أكثر أهمية.
يمكن أن تكون القوالب ثنائية الألواح ذات العداءات الساخنة مفاضلة مثالية في أحجام الإنتاج المتوسطة، حيث لا يتم التخلص من المواد، ويظل الهيكل العام المطلوب للقالب بسيطًا نسبيًا. مع البرامج الكبيرة (أكبر من مئات الآلاف من الأجزاء في السنة)، قد توفر القوالب ثلاثية الألواح أو العداء الساخن المحسّن بالكامل فوائد التكلفة طويلة الأجل للتدخل اليدوي الأقل، وتوحيد أفضل لوقت الدورة، والسماح بأتمتة أعلى.
الخطوة 4: استراتيجية الأتمتة والعمالة
يمثل اختيار استراتيجية الأتمتة معيار قرار حيوي يحدد بشكل مباشر اختيار بنية القالب. يمكن لعمليات التصنيع التي تعتمد بشكل أكبر على العمالة اليدوية أن تتحمل خاصية ربط العداء للقوالب ثنائية الألواح، خاصةً عندما تكون العمالة غير مكلفة، أو عندما تكون الأحجام صغيرة. عادةً ما تتمتع المصانع التي تسعى جاهدة لتحقيق قدر أكبر من الأتمتة، مثل المناولة الآلية للقطع والفحص المضمن، بميزة في تصميم القالب الذي يبسط العمليات في مرحلة ما بعد التصنيع.
تتلاءم القوالب ثلاثية الألواح بشكل طبيعي مع الإنتاج الآلي من خلال عزل العدائين في وقت فتح القالب، مما يقلل من استخدام المناولة الثانوية [5]. يمكن تنفيذ القوالب ثنائية الألواح بشكل إيجابي في الخلايا المؤتمتة باستخدام الاستخراج الآلي وإزالة القوالب الآلية ومناولة المواد القائمة على الناقل. مع إدخال أنظمة العدّاء الساخن، غالبًا ما تكون القوالب ثنائية الألواح هي الخيار لأن إزالة العدّاءات تجعل الأتمتة أسهل، كما أن النظام يقلل من وقت الدورة دون زيادة مقابلة في تعقيد القالب.
الخطوة 5: استراتيجية التصنيع على المدى الطويل
المرحلة الأخيرة من منطق التقييم هي استراتيجية التصنيع طويلة الأجل للمنتج. تكون هياكل القوالب أسهل وأقل تكلفة للتكيف مع البرامج ذات التوقع العالي لتغير التصميم، أو إعادة التصميم الهندسي، أو خصائص الطلب غير المؤكدة. عادةً ما تكون القوالب ثنائية الألواح أكثر مرونة في هذا الجانب، لأن تعديل موقع البوابات، أو هندسة أو شكل العدائين، أو حتى تصميم التجويف نفسه، يمكن أن يتم بسهولة مع إعادة عمل محدودة أو بدون إعادة عمل.
ستحتاج أنظمة العداء الساخن والقوالب ثلاثية الألواح إلى جهود تعديل أكبر، خاصةً عند تغيير تصميم المشعب أو وضع البوابات. مع المنتجات ذات التصميم الأكثر استقرارًا مع دورة حياة طويلة للإنتاج، قد يتم تعويض التكلفة الأولية المتزايدة للقوالب ثلاثية الألواح أو القوالب ذات القوالب ذات العداء الساخن بمتوسط الكفاءة في الإنتاج وانخفاض تكاليف التشغيل على المدى الطويل. من خلال مواءمة اختيار القوالب مع كل من عمر المنتج المتوقع واستقراره، من الممكن التأكد من أن اختيارات الأدوات التي سيتم اتخاذها ستكون قادرة على دعم متطلبات الإنتاج على المدى القصير وكذلك الأهداف طويلة الأجل للأعمال التجارية.
مسارات تحسين أتمتة القوالب ثنائية الطبقات
يتم أتمتة القوالب ثنائية الألواح باستخدام تكنولوجيا التصنيع الجديدة على الرغم من ارتباط العدائين الملازم لهذه الأنواع من القوالب. على الرغم من أن القوالب ذات اللوحين تقوم بشكل طبيعي بخروج الجزء المشكل مع نظام التشغيل، إلا أن تقنيات الأتمتة المعاصرة تمكن هذه القوالب من الوصول إلى كميات كبيرة من الإنتاجية والتوحيد والاقتصاد في العمالة. يمكن تحويل القوالب ثنائية الألواح إلى أدوات تصنيع مؤتمتة للغاية وجاهزة لخدمة البيئة الصناعية الصعبة من خلال الإدخال الاستراتيجي للروبوتات وإزالة القوالب الآلية ومراقبة الجودة والعدائين الساخنين.
1. الفصل الآلي للجزء الآلي والعدّاء
في القوالب التي لا توفر عزلًا طبيعيًا للعداءة، عادةً ما يتم استخدام الفصل الآلي للجزء والعدّاء من أجل مواجهة هذا النقص. تحتوي خلية الإنتاج النموذجية على روبوت سداسي المحاور يقوم بإزالة الجزء المقولب ومجموعة العداءة عند فتح القالب لتحقيق استخراج موحد بغض النظر عن شكل الجزء أو اتجاه القالب. يقوم الروبوت بإعادة وضع التجميع في محطة فصل خاصة، حيث يتم قطع أو قطع العداءة ميكانيكيًا، ثم يتم نقل الجزء النهائي إلى أسفل القالب.
2. أنظمة إزالة البوابات الآلية
تزداد كفاءة القوالب ذات الصفيحتين عن طريق أتمتة أنظمة إزالة القوالب، مما يوحد عملية إزالة العداء ويقلل من اللمسة البشرية. تتضمن هذه الأنظمة عمليات القطع أو القص التي يتم التحكم فيها من خلال موضع البوابة ويتم تأمينها أيضًا بحيث تكون بقايا البوابة ذات حجم مماثل في كل دفعة إنتاج. ومن خلال دمجها مع المناولة الروبوتية، تُعد عملية الإزالة الآلية للبوابة امتدادًا لدورة الصب نفسها وليست عملية نهائية.
3. أتمتة الجودة داخل القالب وما بعد القالب
تتيح الأتمتة عالية الجودة تشغيل القالب ثنائي القوالب بنفس القدر من التحكم في العملية كما هو الحال تقليديًا في الأدوات الأكثر تعقيدًا. تأتي الحساسات في شكل حساسات داخل القالب وتنقل البيانات في الوقت الحقيقي عن الضغط ودرجة الحرارة في التجويف، مما يسمح للمستخدم بملاحظة انحراف العملية بسبب تغير المواد أو تآكل المعدات. يتم تركيب أنظمة فحص إضافية لضمان الكشف الفوري عن عيوب البوابات والتعبئة والطرد.
4. قالب من طبقتين + عداء ساخن + روبوت: حل صناعي مشترك
تُعد القوالب ثنائية الألواح مع العداء الساخن والتحكم الآلي من بين التشكيلات الأكثر فعالية والأكثر شعبية في التشكيلات المعاصرة للحقن بالحقن. يلغي العداءات الساخنة ضرورة إزالة الصب واستخدام المواد، كما يتحكم الهيكل المكون من لوحين في تعقيد الأدوات. يتم توفير الإزالة الآلية للأجزاء عن طريق المناولة الآلية، ويمكن دمجها مع الأتمتة اللاحقة.
المنظور النهائي
إن الاختيار بين القوالب ثنائية الألواح والقوالب ثلاثية الألواح ليست مسألة امتياز، ولكنها مسألة هندسية فيما يتعلق بمتطلبات المنتج وخطة الإنتاج والمتطلبات الاقتصادية. تتسم القوالب ثنائية الألواح بالسهولة والمرونة ويمكن استخدامها مع أنظمة التشغيل على الساخن، أما القوالب ثلاثية الألواح فهي مرنة في البوابات مع ميزة إضافية تتمثل في أتمتة أنظمة التشغيل على البارد. مع تقنيات الأتمتة الحديثة، تستمر فجوة الأداء بين الاثنين في التضييق، مما يجعل اختيار القالب المستنير القائم على البيانات أكثر أهمية من أي وقت مضى.
المراجع
[1] أكو مولد. (2022، 22 يوليو). قالب ذو لوحين وقالب ذو ثلاثة ألواح. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] يي، ر. (2026). 6 أنواع من بوابات القولبة بالحقن ومتى يتم استخدامها. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] آيس (2023، 7 نوفمبر/تشرين الثاني). تصميم قالب ذو لوحين: نصائح لجودة المنتج المثلى. https://www.ace-mold.com/two-plate-mould/
[4] أفضل مستقبل (2025، 1 أغسطس 2025). مزايا قوالب الحقن ثلاثية الألواح في إنتاج الأجزاء المعقدة. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] أدوات آسيا. (2025، 11 نوفمبر/تشرين الثاني). هيكل القالب ثلاثي الألواح ودليل عملية العمل. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide














