

O primeiro veículo patenteado por Carl Benz em 1885 não tinha para-choques [1]. Era basicamente um veículo de três rodas com um motor de combustão e rodas grandes. Um para-choques feito de uma barra de metal foi adicionado aos automóveis em 1897 por George Albert Lyon. Nessa altura, o fabrico de para-choques era essencialmente decorativo.
Em 1905, Frederick Richard Simms patenteou o primeiro para-choques fabricado com o objetivo de absorver o impacto. Desta vez, os para-choques foram fabricados com borracha de absorção de impacto. O ferro fundido acabou por substituir a borracha. Em 1920, o aço tornou-se o material padrão para o fabrico de para-choques devido ao seu custo mais baixo e à sua maior resistência.
Entre 1930 e 1960, os fabricantes de automóveis começaram a inovar na produção de para-choques. Isto inclui o revestimento com crómio do aço utilizado no fabrico dos para-choques. Os fabricantes de automóveis começaram também a acrescentar formas complexas e luzes aos para-choques.
A ascensão da moldagem por injeção de para-choques
A partir da década de 1970, as preocupações com a segurança começaram a aumentar em torno dos automóveis. Os Administração Nacional de Segurança do Tráfego Rodoviário dos Estados Unidos (NHTSA) anunciou novas normas de segurança (Norma Federal de Segurança para Veículos a Motor 215) em 1971, que exigiam que os para-choques resistissem a impactos a baixa velocidade (2,5 mph).
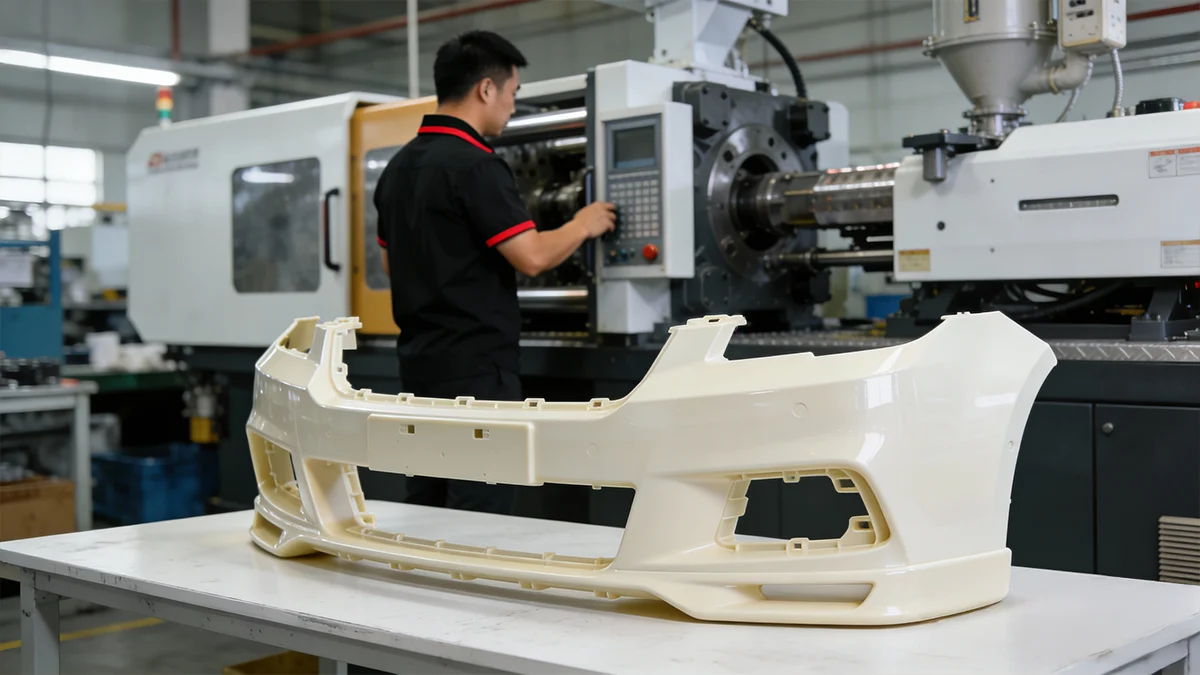
As diretrizes da NHTSA deram início a uma nova era de para-choques de borracha com propriedades de absorção de choques. Um dos primeiros fabricantes de automóveis a cumprir esta nova diretiva relativa aos para-choques foi a General Motors, especificamente o seu para-choques Endura instalado no Pontiac GTO de 1968. A produção moderna de para-choques para automóveis é feita principalmente com moldagem por injeção da seguinte forma:
1. Seleção e preparação de materiais
A forma mais comum de palete de plástico utilizada nos moldes para para-choques de automóveis é polipropileno. No entanto, policarbonato, O poliuretano e o estireno butadieno são frequentemente utilizados devido à sua flexibilidade de conceção e ao equilíbrio perfeito entre uma elevada resistência ao impacto e um peso reduzido. O granulado é introduzido numa tremonha.
2. Fusão e injeção de pellets
A tremonha alimenta o granulado para o tambor, onde é derretido e misturado (se tiverem sido adicionados outros materiais) numa forma fundida. O plástico derretido é injetado num molde de aço. Durante a injeção, é aplicada a pressão correta para que o plástico fundido possa preencher adequadamente a cavidade do molde.
3. Arrefecimento da peça moldada
O plástico fundido é deixado arrefecer e solidificar no molde. Ao fazê-lo, assume a forma maquinada com precisão do molde. O controlo crítico do tempo de arrefecimento garante que o material atinge as propriedades mecânicas e a precisão dimensional desejadas. Marcas de afundamento, deformação, e outros defeitos comuns podem ser evitados com um mecanismo de arrefecimento adequado.
4. Remoção do para-choques moldado
Depois de a peça ter arrefecido e solidificado o suficiente, a peça moldada é ejectada. A ejeção bem sucedida é realizada através de um sistema de placas e pinos.
5. Acabamento do para-choques
A peça moldada será normalmente submetida a várias outras etapas antes de ser montada num automóvel. O acabamento pode incluir o corte e a pintura para obter a aparência desejada.
Cinco considerações sobre a moldagem por injeção de para-choques
Ao longo dos anos, os fabricantes de automóveis têm continuado a inovar na moldagem dos para-choques dos automóveis. Por exemplo, algumas marcas de automóveis apresentam para-choques feitos de alumínio ou aço com uma cobertura de plástico. Outros têm designs especiais que incorporam sensores para aviso de colisão, estacionamento e outras caraterísticas de segurança avançadas.
Os para-choques da era moderna são fabricados em plástico por outras razões que não a segurança. Isto inclui aligeiramento, O para-choques é fabricado de acordo com os princípios de segurança, durabilidade e flexibilidade de conceção. A intenção de conceção orienta normalmente as considerações durante o fabrico do para-choques. Seguem-se algumas considerações importantes a ter em conta.
1. Conceção de para-choques para segurança
Embora a produção de para-choques envolva muitas considerações, a segurança continua a ser a principal prioridade. Cada design de para-choques deve cumprir os regulamentos nacionais e internacionais se o fabricante planear enviar os seus veículos para o estrangeiro.
A maior parte dos reguladores internacionais de segurança automóvel, incluindo a NHTSA e a maioria dos regulamentos europeus, esperam que os para-choques resistam a impactos de até 2,5 mph da frente ou de trás com danos mínimos. Isto significa que o material utilizado para o fabrico do para-choques tem de cumprir requisitos específicos de resistência e dureza.
O Insurance Institute for Highway Safety tem frequentemente requisitos mais rigorosos. A organização independente efectua normalmente testes a 5 mph para avaliar os custos de reparação.
2. Seleção de materiais para redução de peso
Embora a utilização de barras de metal para os para-choques fosse funcional, aumentava o peso do veículo, o que aumenta o consumo de combustível. A mudança para para-choques de plástico ajudou a reduzir o peso dos automóveis, o que se traduz diretamente numa redução do consumo de combustível.
Os automóveis estão a evoluir para a utilização de fontes de energia sustentáveis, como os veículos eléctricos a bateria e os veículos a combustível de hidrogénio [2]. Consequentemente, existe uma pressão crescente sobre os fabricantes para que utilizem materiais mais sustentáveis e mais leves na sua produção, numa tentativa de aumentar a autonomia. Além disso, os activistas ambientais apelam a uma redução da poluição por plásticos, obrigando os fabricantes a explorar a utilização de materiais reciclados.
Isto levou a um aumento da utilização de compósitos moldados por injeção e de resinas recicladas pós-consumo (PCR) para a moldagem por injeção de para-choques [3]. Estes materiais são preferidos devido à sua elevada relação resistência/peso.
Desafios de processamento com compósitos e resinas PCR
Quando um destes materiais é utilizado, o sistema de moldagem do para-choques do automóvel tem de ser modificado. Por exemplo, os compósitos fundem a uma temperatura mais elevada e necessitam de uma maior pressão de injeção em comparação com o plástico virgem para garantir um fluxo uniforme sem danificar o material. Os parâmetros de processamento das resinas recicladas pós-consumo também são altamente controlados para evitar a degradação do material.
Por conseguinte, quando trabalhar com compósitos ou resinas recicladas pós-consumo, certifique-se de que faz parceria com um fabricante de moldes para para-choques que compreenda as suas peculiaridades. Algumas das modificações que os fabricantes podem fazer a um sistema de moldagem por injeção de para-choques quando utilizam PCR incluem:
- A máquina beneficiará da utilização de sistemas avançados de filtragem e triagem para remover os contaminantes.
- O teor de humidade da PCR pode ser mais elevado do que o do plástico virgem e exigiria um sistema de secagem optimizado para evitar defeitos.
- Modificação do desenho do parafuso para processar materiais com fluxo de fusão variável.
- Poderá ser necessário introduzir extrusoras de ventilação no tambor para remover a humidade e os voláteis residuais do material durante a fusão.
- Poderá ser necessário ajustar a temperatura, a pressão e a velocidade.
- O sistema de arrefecimento tem de ser modificado para compensar as diferentes taxas de contração.
3. Conceção do para-choques para redução do peso
Existe uma ideia errada de que a leveza da moldagem do para-choques do automóvel pode ser conseguida simplesmente através da troca de materiais. Isso não é verdade! A otimização do design é fundamental para aligeiramento. Embora a passagem dos para-choques de aço para os de plástico tenha ajudado a reduzir o peso total dos automóveis, existem técnicas de otimização do design que ajudam os fabricantes a criar para-choques leves.
- Estruturas de paredes finas: A produção de para-choques com paredes finas ajuda os fabricantes a reduzir ainda mais a utilização de material, o que pode diminuir ainda mais o peso da peça - e os custos. Para fabricar peças de paredes finas sem comprometer a funcionalidade, costelas são frequentemente adicionados aos para-choques de paredes finas para aumentar a estabilidade e redistribuir a força de impacto.
- Conceção generativa e otimização da topologia: A modelação computacional avançada é frequentemente utilizada para remover materiais de áreas não críticas ou para otimizar a forma estrutural, utilizando estruturas em treliça ou em favo de mel, por exemplo [4]. Estas estruturas são mais eficientes a suportar cargas e impactos. A modelação computacional também pode ser utilizada para encontrar a melhor configuração e densidade de nervuras para obter os melhores resultados.
- Técnica de fabrico híbrida: Ao contrário do fabrico tradicional de para-choques, que utiliza uma técnica de produção, os para-choques modernos podem combinar diferentes técnicas. Por exemplo, Impressão 3D é utilizado para criar a camada exterior que contém as câmaras de voxel. Os espaços vazios são depois preenchidos utilizando uma técnica semelhante à moldagem por injeção.
- Integração de peças: A combinação de várias peças num único molde de para-choques elimina a necessidade de fixadores e outras técnicas de união que irão aumentar o peso do automóvel.
4. Conceção do molde do para-choques para funcionalidade
Os para-choques modernos da maioria dos automóveis (especialmente os desportivos) são concebidos para contribuir para as suas propriedades aerodinâmicas e para a eficiência do combustível. Foi concebido para gerir o fluxo de ar, especialmente no caso dos veículos eléctricos que utilizam ventoinhas para arrefecer as baterias.
O para-choques dianteiro é a primeira parte do veículo que entra em contacto com o ar que se aproxima. Por conseguinte, apresenta normalmente uma forma contornada que ajuda o ar a circular facilmente à volta do automóvel. Isto evita a criação de resistência ao ar que pode aumentar o consumo de combustível ou de bateria.
Alguns processos de moldagem por injeção de para-choques incorporam caraterísticas especiais, como aberturas laterais ou cortinas de ar. O objetivo destas caraterísticas é orientar o ar para os poços das rodas e para os travões. O ar mais frio que se aproxima arrefece o sistema de travagem e ajuda a gerir a turbulência do ar gerada pelas rodas em movimento. Este efeito também ajuda a reduzir a resistência aerodinâmica e a melhorar a aceleração e a eficiência do combustível.
5. Conceção do molde do para-choques de acordo com as especificações da empresa automóvel
O design do para-choques não é um modelo único para todos. Todos os fabricantes de automóveis têm requisitos estéticos ou de desempenho únicos para os seus para-choques - e isto pode variar muito entre os seus diferentes modelos de automóveis. O processo de moldagem dos para-choques para automóveis deve estar em conformidade com as expectativas internas do fabricante de automóveis.
Para um fabricante de automóveis, isso pode ser a capacidade do para-choques para evitar danos nos faróis ou nos sensores e câmaras integrados num acidente a baixa velocidade. Outro fabricante de automóveis pode dar prioridade à aerodinâmica e ao arrefecimento. Um terceiro fabricante de automóveis pode dar prioridade ao apelo estético e exigir um para-choques que seja resistente a riscos e fácil de pintar. Os testes padrão que os fabricantes de automóveis utilizam para verificar o desempenho dos para-choques incluem:
- Teste de esforço: O software de simulação, como a Análise de Elementos Finitos, é utilizado para avaliar o desempenho do para-choques em diferentes condições.
- Ensaios de barreira e de pêndulo: O para-choques é colidido com obstáculos em movimento (e estacionários) a diferentes alturas e velocidades para prever o comportamento do impacto.
- Ajuste de teste do veículo: Utilizado para determinar o ajuste do para-choques no veículo antes da instalação final.
Os moldes modulares e multi-cavidades são frequentemente combinados com canais de arrefecimento conformacionais inovadores para melhorar a eficiência da moldagem por injeção de para-choques, reduzir os tempos de ciclo e garantir que a qualidade dos produtos é uniforme e consistente. Os fabricantes de automóveis devem certificar-se de que comunicam claramente as suas intenções e requisitos ao seu fabricante de moldes para obterem o melhor resultado.
Referência
[1] Grupo Mercedes-Benz. (n.d.). Patente de automóvel Benz: O primeiro automóvel (1885-1886). Grupo Mercedes-Benz. https://group.mercedes-benz.com/company/tradition/company-history/1885-1886.html
[2] Departamento de Energia dos EUA. (n.d.). Como funcionam os veículos eléctricos a pilha de combustível? Centro de dados sobre combustíveis alternativos. https://afdc.energy.gov/vehicles/how-do-fuel-cell-electric-cars-work
[3] Mauser Packaging Solutions. (n.d.). Resina pós-consumo (PCR): O que é e quais são os benefícios? Soluções de embalagem Mauser. https://mauserpackaging.com/mauser_news/post-consumer-resin-pcr-what-is-it-and-what-are-the-benefits/
[4] 3Dnatives. (2025, 11 de abril). Tudo sobre estruturas de rede na impressão 3D. 3Dnativos. https://www.3dnatives.com/en/all-about-lattice-structures-in-3d-printing-04112025/














