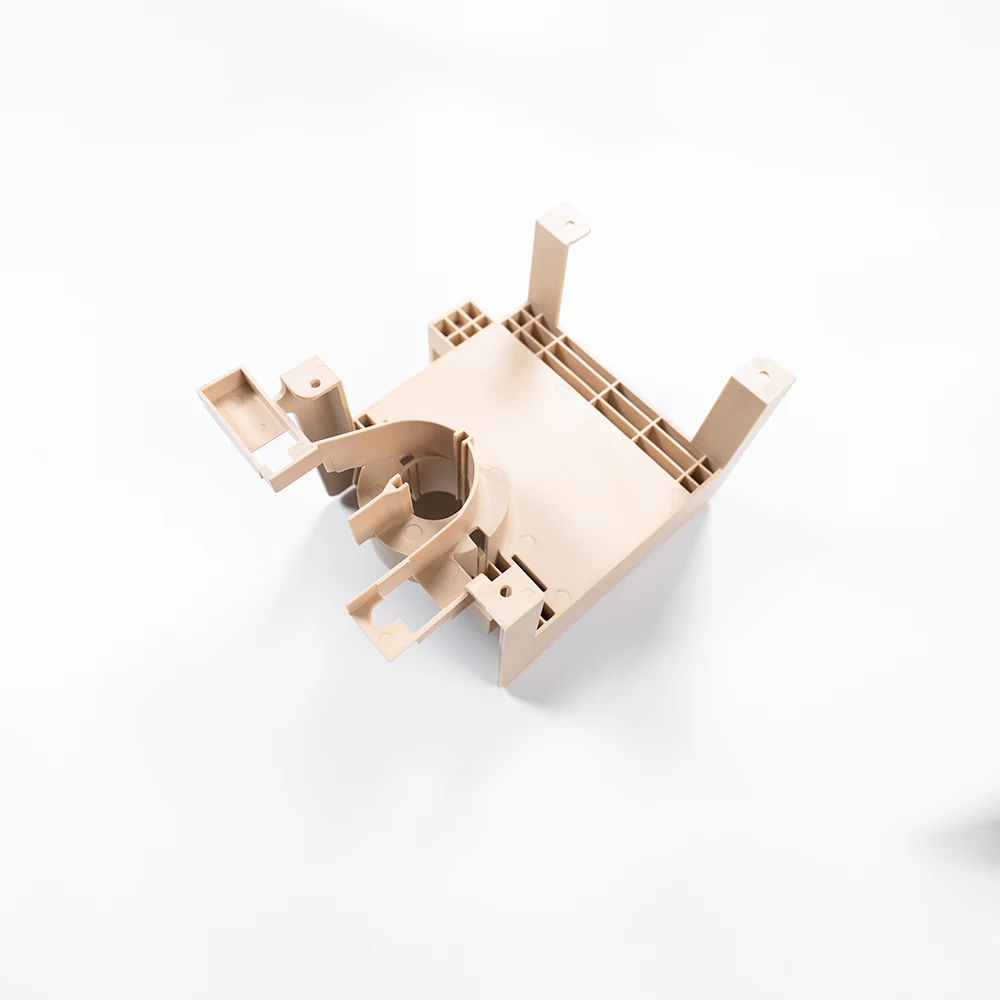


Uchwyt bezpiecznika, zwany również trzymaczem bezpiecznika lub blokiem bezpiecznikowym, to bezpieczna i solidna obudowa bezpiecznika w obwodzie elektrycznym. Głównym celem przy produkcji uchwytów bezpieczników jest pewne zamocowanie bezpiecznika w odpowiednim miejscu. Zapewnia to niezbędną izolację elektryczną, chroniącą zarówno personel, jak i sprzęt przed awariami elektrycznymi, takimi jak zwarcia, przegrzanie lub nadmierny prąd.
Istnieją różne rodzaje uchwytów bezpiecznikowych, w tym uchwyty montowane na panelu, uchwyty montowane na płytce drukowanej (PCB), uchwyty bezpiecznikowe z wyprowadzeniami, uchwyty bezpiecznikowe szynowe oraz uchwyty bezpiecznikowe samochodowe. Rodzaj uchwytu zależy zazwyczaj od przeznaczenia. Do kluczowych funkcji plastikowego uchwytu bezpiecznikowego należą:
- Zapewnia bezpieczny montaż i połączenie: Zapewnia stabilną podstawę, która utrzymuje bezpiecznik mocno połączony z obwodem elektrycznym i zapobiega jego poluzowaniu się pod wpływem czynników zewnętrznych lub wibracji.
- Pełni funkcję izolatora elektrycznego zapewniającego bezpieczeństwo: Produkcja elementów bezpieczników (produkcja seryjna) odbywa się zazwyczaj z wykorzystaniem nieprzewodzącego, odpornego na wysoką temperaturę tworzywa sztucznego, które izoluje elementy pod napięciem, zapobiegając w ten sposób zwarciom i przypadkowym porażeniom prądem elektrycznym.
- Ułatwia konserwację i wymianę: Technicy mogą z łatwością dostać się do przepalonego bezpiecznika przez wspornik w celu jego wymiany. Pozwala to zminimalizować przestoje związane z naprawą obwodu.
- Ochrona przed czynnikami środowiskowymi: Uchwyty bezpieczników są projektowane przede wszystkim w celu zabezpieczenia bezpiecznika przed wilgocią, pyłem i korozją. Dzięki temu można je stosować w trudnych warunkach.
- Lepsza organizacja wielu bezpieczników: W zastosowaniach takich jak przemysł motoryzacyjny, gdzie potrzeba wielu bezpieczników, uchwyt na bezpieczniki pozwala zgrupować poszczególne bezpieczniki w jednym miejscu, co ułatwia zarządzanie wieloma obwodami.
Istnieje wiele zastosowań, w których konieczne jest stosowanie uchwytów bezpiecznikowych, m.in. w przemyśle motoryzacyjnym, maszynach przemysłowych, sprzęcie AGD oraz systemach energii odnawialnej. Stanowią one ekonomiczne i trwałe rozwiązanie w przypadku zwarć i innych usterek elektrycznych.
Wymagania klienta
Po zapoznaniu się z zakładem produkcyjnym i technologią firmy First Mold producent uchwytów do bezpieczników nabrał przekonania, że znalazł odpowiedniego partnera, i przystąpił do omówienia szczegółów swojego projektu. Klient potrzebował oprzyrządowania do masowej produkcji elementów bezpieczników. Stalowe oprzyrządowanie ma służyć do formowania politereftalanu butylenu (PBT) w uchwyty bezpieczników.
Klient wyraźnie zażądał zastosowania formowania z wkładkami w procesie produkcyjnym. W tej technice formowania elementy metalowe, takie jak zaciski ze stali nierdzewnej, wkładki gwintowane lub szyny zbiorcze, umieszcza się w gnieździe formy przed wtryskiem stopionego PBT. Po wtrysku tworzywo sztuczne otacza wkładki, tworząc pojedynczy, dwuczęściowy element łączący przewodzący metal z izolującą obudową z tworzywa sztucznego.
Inne kluczowe wymagania wymienione przez producenta uchwytów bezpieczników obejmują wskaźnik wydajności produkcji seryjnej na poziomie ≥90%, standardową obróbkę powierzchni na połysk oraz tolerancję wymiarową elementu wynoszącą ±0,05 mm. Zachowanie dokładności wymiarowej miało kluczowe znaczenie dla płynnego montażu, co stanowiło stałe wyzwanie w przypadku ich poprzedniego partnera.
Wyzwania i rozwiązania
Kierownik produkcji w firmie First Mold, Bowen Huang, zebrał zespół specjalistów ds. oprzyrządowania, aby wspólnie przedyskutować potencjalne wyzwania związane z projektem i opracować odpowiednie rozwiązania dla każdego z nich. Żądania klienta wiązały się z pewnymi specyficznymi wyzwaniami. Na przykład wykonanie formy do uchwytu bezpiecznika przeznaczonej do formowania wtryskowego z wkładkami wymaga większej uwagi niż w przypadku zwykłych form.
Ponadto, choć PBT jest wysokowydajnym termoplastem technicznym o dużej wytrzymałości, sztywności i odporności na wysoką temperaturę, wiadomo, że charakteryzuje się wysoką zdolnością do wchłaniania wody. Może to prowadzić do powstania wadliwych wyrobów, jeśli proces produkcyjny nie zostanie odpowiednio zoptymalizowany.
Wprowadzanie przemieszczenia podczas produkcji elementów bezpieczników (produkcja seryjna)
Jednym z największych wyzwań związanych z produkcją uchwytów bezpieczników metodą formowania wtryskowego z wkładką jest przekrzywienie lub przemieszczenie wkładki pod wpływem wtryskiwanego stopionego tworzywa sztucznego. Nawet najmniejsze przemieszczenie może spowodować zablokowanie podczas montażu lub awarie funkcjonalne. Jeśli nie ma możliwości skorygowania przemieszczenia, cała partia zostanie wycofana z produkcji.
W odróżnieniu od innych producentów form do części bezpieczników zespół inżynierów firmy First Mold rozwiązał problem przemieszczania się wkładek już na etapie projektowania formy. Innowacyjna konstrukcja, opracowana przy użyciu najnowocześniejszego oprogramowania, pozwoliła wyeliminować wszelkie odchylenia położenia wkładek podczas masowej produkcji części bezpieczników, co z kolei wyeliminowało braki produkcyjne u źródła.
Trudności związane z formowaniem tworzywa PBT
Chociaż PBT ma kilka pożądanych zalet w porównaniu ze zwykłymi tworzywami sztucznymi, wiąże się z nim szereg trudności związanych z formowaniem, w tym szybka krystalizacja, która może prowadzić do znacznego, nierównomiernego wypaczenia i skurczu, zwłaszcza w przypadku wzmocnienia włóknem szklanym.
Materiał PBT charakteryzuje się wysoką chłonnością wody i trudnym do kontrolowania skurczem. Ponadto wilgoć może powodować rozpad łańcucha molekularnego PBT w wysokich temperaturach. Prowadzi to do kruchości materiału, obniżenia jego wytrzymałości oraz powstawania wad powierzchniowych, takich jak plamy lub rozwarstwienia. Wypaczenie produktu, wymiary wykraczające poza tolerancję oraz brak kompatybilności z urządzeniami klienta to tylko niektóre z wyzwań, które mogą wynikać z nadmiernej zawartości wilgoci w PBT.
Zespół inżynierów z firmy First Mold skorzystał ze specjalistycznej biblioteki parametrów formowania wtryskowego dla tworzywa PBT. Obejmuje to suszenie w temperaturze 110oOd C do 130oC przez 3–4 godziny, aby obniżyć zawartość wilgoci poniżej 0,021 TP4T. Temperatura formy podczas produkcji uchwytów bezpieczników była odpowiednio regulowana na poziomie około 70oC do 90oC w celu kontrolowania krystalizacji.
Zarówno konstrukcja formy, jak i projekt produktu zostały starannie przemyślane, aby uniknąć grubych przekrojów, które mogłyby prowadzić do powstawania wgłębień. Dzięki połączeniu różnych działań optymalizacyjnych firma First Mold zdołała całkowicie wyeliminować skurcz, odkształcenia i pęcherzyki, zapewniając stabilne wymiary materiału 100%.
Wyzwania związane z oprzyrządowaniem formy jednokomorowej do formowania z wkładkami
Wielu producentów form nie ma doświadczenia w tworzeniu form jednogniazdowych do formowania z wkładkami. Chociaż producent uchwytów bezpieczników początkowo zaproponował formę wielogniazdową, zespół inżynierów z firmy First Mold odradził to rozwiązanie ze względu na większe ryzyko wystąpienia wad.
Jednak brak doświadczenia w zakresie usuwania usterek form jednokomorowych stosowanych do produkcji uchwytów bezpieczników może prowadzić do częstych przestojów produkcyjnych, konieczności regulacji form oraz zmian materiałów w trakcie produkcji seryjnej, co powoduje opóźnienia w dostawach i niekontrolowane koszty.
Firma First Mold zastosowała formy jednokomorowe, zapewniające najwyższą precyzję, zamiast form wielokomorowych. Zespół skupił się wyłącznie na produkcji wysokiej klasy elektronicznych elementów bezpieczeństwa, osiągając poziom precyzji znacznie przewyższający możliwości form wielokomorowych stosowanych przez konkurencję.
Niewystarczająca wytrzymałość połączenia między tworzywem sztucznym a metalową wkładką
Nieprawidłowe parametry formowania, zanieczyszczenia powierzchni oraz brak mechanicznego połączenia to tylko niektóre z czynników, które mogą prowadzić do niewystarczającego wiązania między tworzywem sztucznym a metalem w procesie formowania z wkładkami. Gdy wkładki się poluzują, obracają lub wypadają, stwarza to zagrożenie dla bezpieczeństwa. Może to prowadzić do bezpośrednich zwrotów od klientów.
Zespół inżynierów firmy First Mold opracował dopracowany proces produkcji seryjnej elementów bezpieczników metodą formowania z wkładkami, który zapewnił 72 godziny ciągłej, stabilnej produkcji, przy wskaźniku wydajności wynoszącym 93,21 TP4T+, co znacznie przewyższa średnią branżową. Osiągnięcie to było możliwe dzięki połączeniu następujących procesów:
- Właściwe czyszczenie lub odtłuszczanie wkładki za pomocą kąpieli chemicznej
- Rozgrzej wkład do temperatury 80oC do 120oC, aby ograniczyć szok termiczny.
- Piaskowanie powierzchni wkładki w celu jej zszorstkowania i zwiększenia przyczepności
- Optymalizacja parametrów wtrysku, w tym prędkości wtrysku, ciśnienia utrzymywania i kontroli skurczu
Niska spójność wymiarowa
Kolejną kwestią, na którą zwracał uwagę producent uchwytów bezpieczników, było zapewnienie odpowiedniej dokładności wymiarowej produktu. Niska dokładność wymiarowa spowoduje, że części nie będą spełniały wymagań zautomatyzowanych linii montażowych i będą nadawały się jedynie do ręcznego montażu na niższym poziomie.
Firma First Mold wdrożyła kompleksową kontrolę wymiarową na wszystkich etapach procesu, aby osiągnąć wskaźnik zgodności procesu (CPK) na poziomie ≥ 1,325. Powstały w ten sposób produkt idealnie pasował do zautomatyzowanych linii montażowych dla klientów z segmentu premium.
Co zyskał klient dzięki rozwiązaniom First Mold
Nie dostarczyliśmy klientowi jedynie formy jednokomorowej. Firma First Mold dostarczyła kompletne narzędzie wraz z dokumentacją dotyczącą optymalizacji procesu, która gwarantuje stałą, wysoką jakość produkcji uchwytów bezpieczników. Wykorzystując możliwości sprzętowe i programowe naszego zakładu, a także zespół inżynierów posiadających zaawansowaną wiedzę w zakresie produkcji form, firma First Mold dostarczyła klientowi formę do masowej produkcji części bezpieczników w czasie krótszym niż trzy tygodnie.
Zgodnie z życzeniem klienta, który oczekiwał standardowego wykończenia powierzchni o połysku, rozpoczęliśmy od wstępnego szlifowania przy użyciu grubszych kamieni olejowych, a następnie przeszliśmy do polerowania powierzchni formy papierem ściernym o drobniejszym ziarnie. Osiągnięcie standardowego wykończenia powierzchni o połysku było ważne dla producenta elementów bezpieczników, ponieważ pozwoliło mu to zaoszczędzić na kosztach poprodukcyjnych. Innymi słowy, wsporniki bezpieczników były gotowe do wysyłki po montażu.
Dzięki współpracy z naszym zespołem doświadczonych konstruktorów form klient otrzymał bezpłatne wskazówki dotyczące przeprojektowania formy jednokomorowej do formowania z wkładką, mające na celu zapobieganie przemieszczaniu się wkładki podczas wtrysku stopionego tworzywa sztucznego. Rozwiązanie tego najczęściej zgłaszanego problemu związanego z formowaniem z wkładką gwarantuje klientowi osiągnięcie lepszej wydajności i spójności wyników, znacznie przewyższających propozycje poprzednich partnerów biznesowych.
Podobnie jak każdy inny klient, z którym współpracowała firma First Mold, producent uchwytów bezpiecznikowych skorzystał z obsługi posprzedażowej oraz przyspieszonej wymiany części, co w dłuższej perspektywie pozwala obniżyć koszty dzięki skróceniu przestojów w pracy.
FAQ
Niewspółosiowość i przemieszczanie się wkładki pod wpływem wtrysku stopionego tworzywa pod wysokim ciśnieniem, wypaczenie lub pękanie naprężeniowe spowodowane różnicą współczynników rozszerzalności cieplnej między tworzywem a metalami oraz słabe połączenie między wkładką a tworzywem to główne wyzwania, z którymi musi zmierzyć się konstruktor formy.
Wybór odpowiedniego polimeru i metalu: Należy upewnić się, że mają one podobne współczynniki rozszerzalności cieplnej, oraz stosować materiały o doskonałych właściwościach adhezyjnych.
Właściwe przygotowanie wkładki: Wkładki należy oczyścić i odtłuścić za pomocą alkoholu lub myjek ultradźwiękowych, a następnie zszorstkować ich powierzchnię w celu uzyskania struktury mikroporowatej, która poprawia mechaniczne połączenie.
