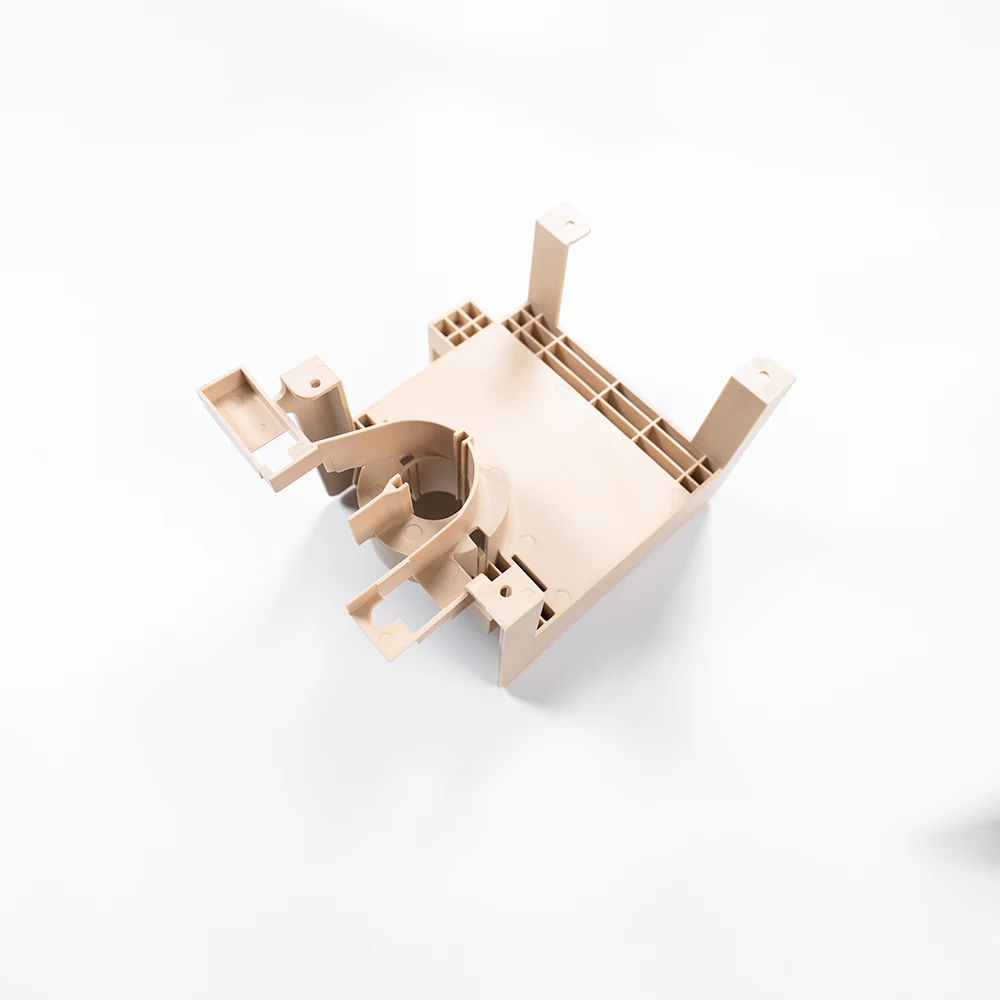


Un support de fusible, également appelé porte-fusible ou bloc de fusibles, est un boîtier sûr et fiable destiné à accueillir un fusible au sein d'un circuit électrique. L'objectif principal de la fabrication d'un support de fusible est de maintenir solidement le fusible en place. Cela assure l'isolation électrique nécessaire pour protéger à la fois le personnel et les équipements contre les défauts électriques tels que les courts-circuits, la surchauffe ou les surintensités.
Il existe différents types de supports de fusibles, notamment les supports montés sur panneau, ceux montés sur circuit imprimé (PCB), les supports à broches, les supports de type rail et les supports de fusibles automobiles. Le type de support est généralement déterminé par l'application prévue. Les principales fonctions d'un support de fusible en plastique sont les suivantes :
- Assurer un montage et un raccordement sûrs : Il offre une base stable qui maintient le fusible solidement fixé au circuit électrique et l'empêche de se détacher sous l'effet de facteurs externes ou de vibrations.
- Sert d'isolant électrique pour des raisons de sécurité : La fabrication des composants de fusibles (production en série) s'effectue généralement à partir d'un plastique non conducteur et résistant à la chaleur, qui isole les composants électriques sous tension afin d'éviter les courts-circuits et les chocs électriques accidentels.
- Facilite l'entretien et le remplacement : Les techniciens peuvent facilement accéder à un fusible grillé par l'intermédiaire du support pour le remplacer. Cela permet de réduire au minimum les temps d'arrêt liés à la réparation des circuits.
- Protection contre les intempéries : La conception des supports de fusibles vise principalement à protéger le fusible de l'humidité, de la poussière et de la corrosion. Cela permet de les utiliser dans des conditions difficiles.
- Une meilleure organisation pour les fusibles multiples : Dans des domaines tels que l'industrie automobile, où l'utilisation de plusieurs fusibles est nécessaire, un support de fusibles permet de regrouper ces derniers afin de faciliter la gestion des différents circuits.
De nombreux domaines d'application nécessitent la fabrication de supports de fusibles, notamment l'automobile, les machines industrielles, l'électroménager et les systèmes d'énergie renouvelable. Ces supports offrent des solutions économiques et durables pour faire face aux courts-circuits et autres défauts électriques.
Exigences du client
Après avoir visité les installations de production et découvert les technologies de First Mold, un fabricant de supports de fusibles s'est convaincu d'avoir trouvé le partenaire idéal et s'est assis à la table des négociations pour discuter des détails de son projet. Le client souhaitait disposer d’un outillage de production en série pour la fabrication de pièces de supports de fusibles. Cet outillage en acier est destiné au moulage du polybutylène téréphtalate (PBT) pour la fabrication de supports de fusibles.
Le client souhaitait expressément recourir au moulage avec inserts pour son processus de fabrication. Dans cette technique de moulage, des composants métalliques, tels que des bornes en acier inoxydable, des inserts filetés ou des barres omnibus, sont placés dans la cavité du moule avant l'injection du PBT fondu. Après l'injection, le plastique encapsule les inserts pour créer une pièce simple ou double qui combine un métal conducteur et un boîtier en plastique isolant.
Parmi les autres exigences essentielles mentionnées par le fabricant de supports de fusibles figurent un taux de rendement en production de série ≥ 90%, un traitement de surface brillant standard et une tolérance dimensionnelle de ± 0,05 mm. Le respect de la précision dimensionnelle était essentiel pour garantir un assemblage sans faille, ce qui constituait un défi permanent avec leur ancien partenaire.
Défis et solutions
Bowen Huang, responsable de production chez First Mold, a constitué une équipe de spécialistes de l’outillage afin d’analyser les difficultés potentielles du projet et de trouver des solutions adaptées à chacune d’entre elles. La demande du client présentait en effet des défis particuliers. Par exemple, la conception d’un moule de support de fusible destiné au moulage par insertion nécessite davantage d’attention que celle de moules classiques.
Par ailleurs, bien que le PBT soit un thermoplastique technique hautement performant, caractérisé par une résistance mécanique, une rigidité et une résistance à la chaleur élevées, il est connu pour présenter une forte capacité d'absorption d'eau. Cela peut entraîner la fabrication de produits défectueux si le processus de production n'est pas correctement optimisé.
Insertion de pièces de remplacement lors de la fabrication de composants de fusibles (production en série)
L'un des principaux défis liés à la fabrication de supports de fusibles par moulage par insertion réside dans le déport ou le déplacement de l'insert sous l'effet du plastique fondu injecté. Le moindre déplacement peut entraîner un blocage lors de l'assemblage ou des défaillances fonctionnelles. Lorsqu'il n'est pas possible de corriger ce déplacement, l'ensemble du lot est mis au rebut.
Contrairement à d'autres fabricants de moules pour pièces de fusibles, l'équipe d'ingénieurs de First Mold a résolu le problème de déplacement des inserts dès la phase de conception du moule. Cette conception innovante, rendue possible grâce à des logiciels de pointe, a permis d'éliminer toute dérive de position des inserts lors de la production en série des pièces de fusibles, éliminant ainsi les rebuts à la source.
Difficultés liées au moulage du PBT
Si le PBT présente plusieurs avantages intéressants par rapport aux plastiques classiques, il se heurte toutefois à divers problèmes de moulage, notamment une cristallisation rapide, qui peut entraîner un gauchissement et un retrait importants et irréguliers, en particulier lorsqu'il est renforcé de fibres de verre.
Le PBT présente une forte absorption d’eau et un retrait difficile à contrôler. De plus, l’humidité peut rompre la chaîne moléculaire du PBT à haute température. Cela le rend fragile, réduit sa résistance et entraîne l’apparition de défauts de surface tels que des taches ou des déformations. La déformation du produit, le non-respect des tolérances dimensionnelles et l’incompatibilité avec l’équipement du client font partie des problèmes pouvant résulter d’une humidité excessive dans le PBT.
L'équipe d'ingénieurs de First Mold a utilisé une bibliothèque de paramètres de moulage par injection spécialement conçue pour le PBT. Celle-ci prévoit notamment un séchage à 110oDe C à 130oLaisser reposer pendant 3 à 4 heures afin de ramener la teneur en humidité en dessous de 0,021 TP4T. La température du moule utilisée pour la fabrication des supports de fusibles a été correctement maintenue autour de 70oDe C à 90oC pour contrôler la cristallisation.
La conception du moule et celle du produit ont toutes deux fait l'objet d'une attention particulière afin d'éviter les sections épaisses susceptibles d'entraîner l'apparition de marques d'affaissement. Une série de mesures d'optimisation a permis à First Mold d'éliminer complètement le retrait, la déformation et les bulles, tout en garantissant la stabilité dimensionnelle du 100%.
Défi lié à l'outillage d'un moule à cavité unique pour le moulage par insertion
De nombreux fabricants de moules n'ont pas l'expérience nécessaire pour concevoir des moules à cavité unique destinés au moulage par insertion. Bien que le fabricant de supports de fusibles ait initialement proposé un moule à cavités multiples, l'équipe d'ingénieurs de First Mold s'y est opposée en raison du risque accru de défauts.
Cependant, un manque d’expérience dans le débogage des moules à cavité unique destinés à la fabrication de supports de fusibles peut entraîner des arrêts de production fréquents, des ajustements de moules et des changements de matériaux en cours de production en série, ce qui provoque des retards de livraison et une dérive des coûts.
First Mold a opté pour des moules à cavité unique afin d’atteindre une précision optimale, plutôt que pour des moules à cavités multiples. L’équipe s’est concentrée exclusivement sur les composants de sécurité électroniques haut de gamme, avec une précision bien supérieure à celle offerte par les moules à cavités multiples utilisés par la concurrence.
Résistance d'adhérence insuffisante entre le plastique et l'insert métallique
Des paramètres de moulage incorrects, une contamination de surface et l'absence de verrouillage mécanique comptent parmi les facteurs pouvant entraîner une adhérence insuffisante entre le plastique et le métal dans le moulage avec inserts. Lorsque les inserts se desserrent, tournent ou tombent, cela crée des risques pour la sécurité. Cela peut entraîner des retours directs de la part des clients.
L'équipe d'ingénieurs de First Mold a mis au point un procédé de production en série abouti pour la fabrication de composants de fusibles par moulage par insertion, qui a permis d'assurer 72 heures de production continue et stable, avec un taux de rendement de 93,21 TP4T+, ce qui est bien supérieur à la moyenne du secteur. Cet exploit a été rendu possible grâce à une combinaison de procédés, notamment :
- Nettoyage ou dégraissage adéquat de l'insert à l'aide d'un bain chimique
- Préchauffez l'insert à 80oDe C à 120oC afin de réduire les chocs thermiques.
- Sablage de la surface de l'insert afin de la rendre rugueuse et d'améliorer l'adhérence
- Optimisation des paramètres d'injection, notamment la vitesse d'injection, la pression de maintien et le contrôle du retrait
Manque de cohérence dimensionnelle
Le fabricant de supports de fusibles tenait également à s'assurer que le produit présentait la précision dimensionnelle requise. Une précision dimensionnelle insuffisante empêcherait les pièces de répondre aux exigences des chaînes de montage automatisées et les rendrait uniquement adaptées à un assemblage manuel bas de gamme.
First Mold a mis en place un contrôle dimensionnel couvrant l'ensemble du processus afin d'atteindre un indice de compatibilité du processus (CPK) ≥ 1,325. Le produit obtenu était parfaitement compatible avec les chaînes de montage automatisées de ses clients haut de gamme.
Ce que le client a gagné avec les solutions de First Mold
Nous ne nous sommes pas contentés de livrer un moule à cavité unique au client. First Mold a livré un outillage complet, accompagné d’une documentation permettant d’optimiser le processus et garantissant une production constante de supports de fusibles de haute qualité. En tirant parti des capacités matérielles et logicielles de notre site, ainsi que d’une équipe d’ingénieurs possédant des connaissances approfondies en matière d’outillage de moulage, First Mold a livré au client le moule destiné à la production en série de ses supports de fusibles en moins de trois semaines.
Conformément à la demande du client, qui souhaitait obtenir une finition de surface brillante standard, nous avons commencé par un ponçage initial à l'aide de pierres à huile à gros grain, avant de passer au polissage de la surface du moule avec du papier abrasif à grain plus fin. L'obtention de cette finition de surface brillante standard était importante pour le fabricant de pièces de fusibles, car cela lui permettait de réduire ses coûts de post-production. En d'autres termes, les supports de fusibles étaient prêts à être expédiés dès leur assemblage.
Grâce à la collaboration avec notre équipe de moulistes expérimentés, le client a bénéficié de conseils gratuits pour la refonte du moule à cavité unique destiné au moulage par insertion, afin d’éviter tout déplacement lors de l’injection du plastique fondu. La résolution de ce problème, l’un des plus fréquents dans le domaine du moulage par insertion, permet au client d’obtenir un meilleur taux de rendement et une plus grande régularité, bien supérieurs à ce que lui avaient proposé ses précédents interlocuteurs.
À l'instar de tous les autres clients avec lesquels First Mold a collaboré, ce fabricant de supports de fusibles a bénéficié d'un service après-vente et d'un remplacement rapide des pièces, ce qui lui permet de réaliser des économies à long terme grâce à la réduction des temps d'arrêt.
FAQ
Le désalignement et le déplacement des inserts sous l'effet de l'injection à haute pression de matière plastique fondue, le gauchissement ou la fissuration sous contrainte dus à la différence entre les coefficients de dilatation thermique du plastique et des métaux, ainsi que la mauvaise adhérence entre l'insert et le plastique constituent les principaux défis que le mouliste doit relever.
Choix des polymères plastiques et des métaux compatibles : Veillez à ce qu'ils aient des coefficients de dilatation thermique similaires et utilisez des matériaux présentant d'excellentes propriétés adhésives.
Préparation correcte de l'insert : Nettoyez et dégraissez les inserts à l'aide d'alcool ou d'un nettoyeur à ultrasons, puis poncez leur surface afin de créer une structure microporeuse qui améliore l'adhérence mécanique.
