
Spuitgieten in kleine volumes is de productie van relatief kleine hoeveelheden kunststofonderdelen door spuitgieten. Bij het spuitgieten van kleine volumes gaat het niet om grootschalige productie zoals bij het spuitgieten van massaproducten, maar vaak om productievolumes tussen honderden en duizenden onderdelen. Het is een methode die vaak gebruikt wordt voor prototypes, het testen van producten, de productie van bruggen en in speciale industriële onderdelen met hoge precisie, waar de vraag laag is, maar toch een hoge precisie en herhaalbaarheid vereist is.
Spuitgieten in kleine aantallen stelt fabrikanten in staat om de ontwikkelingstijd en het financiële risico van grote investeringen in gereedschap te minimaliseren. Met kleine series kunnen bedrijven experimenteren met de prestaties van een product, feedback uit de markt verzamelen en een beter ontwerp maken voordat ze overgaan tot productie op grote schaal. Dit maakt het proces tot een belangrijk overgangsmedium tussen snelle prototypingtechnologie en grootschalige productieprocessen.
Een ander onderscheidend kenmerk van spuitgieten van kleine aantallen zijn de vereenvoudigde gereedschapsstrategieën. Fabrikanten kunnen aluminium matrijzen of een gemengd gereedschapssysteem gebruiken in plaats van dure matrijzen van gehard staal, waarvan verwacht wordt dat ze miljoenen cycli meegaan. Deze materialen zijn niet alleen gemakkelijker te bewerken en veel minder duur om te maken, maar ze stellen bedrijven ook in staat om praktisch functionele spuitgietproducten te ontvangen tegen extreem lage kosten in een relatief korte tijd en met relatief nauwe toleranties.
Spuitgieten in kleine volumes biedt de flexibiliteit die nodig is voor innovatie in de meeste industrieën, zoals medische apparatuur, auto-onderdelen, elektronicabehuizingen en de ontwikkeling van consumentenproducten. Het helpt de ingenieurs om de geometrie van de onderdelen, de materiaaleigenschappen en de assemblagecompatibiliteit te verifiëren voordat de productie op grotere schaal plaatsvindt.

Wat is kleine series spuitgieten?
Concept en productiebereik
Spuitgieten in kleine series is een productiemethode die gericht is op de productie van kleine volumes spuitgegoten kunststofonderdelen. De productievolumes in deze categorie zijn meestal 100 tot 10.000 eenheden, afhankelijk van de complexiteit van het product en de manier van bewerken. Dit is het bereik dat de kloof overbrugt tussen prototyping en massaproductie, zodat de fabrikanten binnen een korte periode aan de vraag kunnen voldoen zonder te hoeven investeren in dure productiegereedschappen.
Spuitgieten in kleine series wordt vaak gebruikt door bedrijven die nieuwe producten introduceren, maar ook voor de productie van kleine hoeveelheden onderdelen in beperkte oplage of vervangingsonderdelen. Productie in kleine series biedt in zulke gevallen grote economische voordelen door de flexibiliteit die het mogelijk maakt. In plaats van enorme voorraden kunststof onderdelen aan te houden, kunnen fabrikanten onderdelen naar believen maken.
Het tweede voordeel is de mogelijkheid om in korte tijd het gereedschap en het ontwerp van onderdelen aan te passen. Omdat matrijzen voor kleine series meestal van aluminium of zachter staal worden gemaakt, kunnen ontwerpwijzigingen veel sneller worden doorgevoerd dan bij matrijzen van gehard staal, waar lange productieruns mogelijk zijn.
Tooling-strategieën voor kleine productieruns
Spuitgieten in kleine series is sterk afhankelijk van het ontwerp van de matrijs. De matrijs mag niet de nauwkeurigheid verliezen die nodig is om consistente kunststof onderdelen te maken, maar moet wel kosteneffectief genoeg zijn om korte productiecycli te garanderen.
Veel fabrikanten maken gebruik van modulaire matrijsbasissen waarbij de matrijsholte bestaat uit verwisselbare inzetstukken. Met deze methode kunnen ingenieurs het inzetstuk van de matrijsholte vervangen wanneer ze het ontwerp wijzigen en de primaire matrijsstructuur behouden. Zo wordt het herontwerpen van de volledige matrijs minder duur en tijdrovend.
Kleine series mallen kunnen ook worden voorzien van hotrunnersystemen om de efficiëntie van de gebruikte materialen te verhogen en verspilling te minimaliseren. Als eenvoud en gereedschapskosten belangrijk zijn, worden vaak cold runner-mallen gebruikt.
Kostenefficiëntie in kleinschalige productie
Economisch gezien is het bij spuitgieten in kleine series belangrijk om de gereedschapskosten, de hoeveelheid verbruikt materiaal en de productietijd goed tegen elkaar af te wegen. De eenheidsprijs kan hoger liggen bij massaproductie, maar het financiële risico van de productie is veel lager omdat bij kleine series minder gereedschap nodig is.
De break-evenanalyse die fabrikanten meestal uitvoeren, is bedoeld om te beslissen of spuitgieten het meest geschikt is. Bij productieschalen boven specifieke grenzen is spuitgieten kostenefficiënter dan andere productietechnieken zoals CNC-verspaning of additieve productie.
| Productiemethode | Typisch hoeveelheidsbereik | Relatieve kosten per onderdeel | Gereedschapsvereiste |
|---|---|---|---|
| 3D afdrukken | 1 - 200 | Hoog | Geen |
| CNC-bewerking | 10 - 500 | Matig tot hoog | Geen |
| Klein lopend spuitgieten | 500 - 10,000 | Matig | Matig |
| Massa spuitgieten | 10,000+ | Laag | Hoog |
Productontwikkeling en markttesttoepassingen
Productie in kleine series is belangrijk om productconcepten te testen voordat er massaal in wordt geïnvesteerd. Bedrijven gebruiken deze productieseries vaak om de aanvaardbaarheid voor consumenten te testen, het product te optimaliseren en productieverbeteringen te bepalen.
Een bedrijf in consumentenelektronica kan bijvoorbeeld enkele duizenden exemplaren van een nieuwe behuizing in apparaten produceren om de marktvraag vast te stellen voordat wordt overgegaan tot massaproductie. Deze aanpak verlaagt het risico van financiering en biedt nuttige feedback over het daadwerkelijke gebruik.
Wat is kunststof spuitgieten in kleine series?
Kenmerken van kortetermijnproductie
Het plastic spuitgieten in kleine series is gespecialiseerd in de beperkte productie van onderdelen binnen een geconstrueerd tijdsbestek. [1]. Afhankelijk van de toepassing kan het productievolume variëren van enkele tientallen tot honderden eenheden. Het belangrijkste doel is een snelle productieomzet in tegenstelling tot productie-efficiëntie over een lange periode.
Productie op korte termijn is vooral van toepassing als het product vervangende onderdelen, nieuwe ontwerpen of een product met een beperkte oplage nodig heeft. Omdat dergelijke projecten meestal een strak tijdschema hebben, richten de fabrikanten zich op het vereenvoudigde verloop van het werk en het vereenvoudigde ontwerp van de matrijs.
Productie workflow
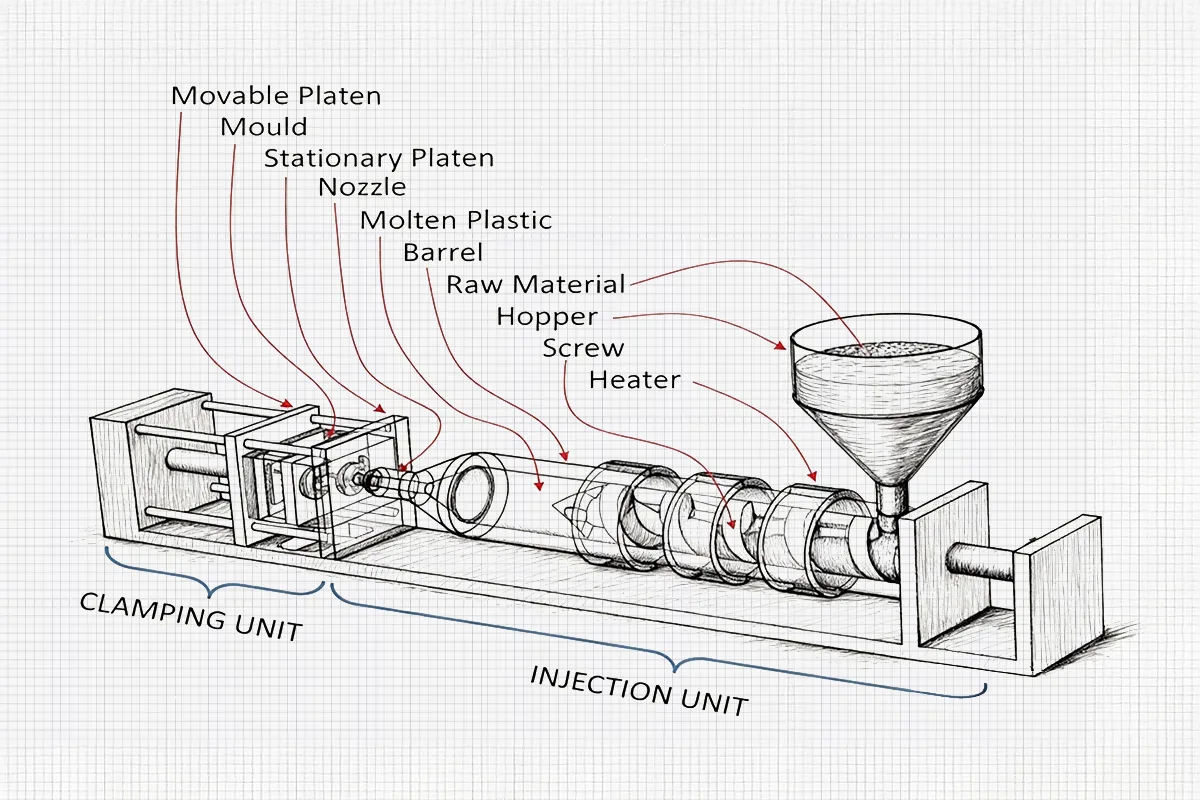
De productiecyclus van kunststof spuitgieten in kleine series is dezelfde als die van conventioneel spuitgieten. Het grootste verschil is de productieschaal en de duurzaamheid van het gereedschap. Het begint met het verhitten van een thermoplastisch materiaal in een verwarmd vat. De gesmolten kunststof wordt dan door een draaiende schroef in een holte van een hogedrukmatrijs geperst.
Zodra de holte gevuld is, laat men het kunststofmateriaal afkoelen en uitharden in de mal. De matrijs gaat dan open en de uitwerppennen laten het afgewerkte onderdeel los. Afhankelijk van de productiebatch kan deze cyclus honderden of zelfs duizenden keren herhaald worden.
Hoewel het proces identiek is aan het traditionele spuitgieten, is de snelheid van het instellen en de snelle productie van de gereedschappen hoger bij productie in kleine series. De ingenieurs zijn geïnteresseerd in het maximaliseren van de cyclustijd en het minimaliseren van de complexiteit van de tooling.
Gebruikte materialen
Voor het spuitgieten van kunststof in kleine series wordt een grote verscheidenheid aan thermoplasten gebruikt. Het materiaalkeuzeproces hangt grotendeels af van de prestaties die het onderdeel vereist, zoals sterkte, flexibiliteit, hittebestendigheid en chemische duurzaamheid.
Gangbare materialen zijn polypropyleen, polyethyleen, nylon, polycarbonaat en thermoplastische elastomeren. De materialen bieden een compromis tussen verwerkbaarheid en mechanische prestaties, waardoor ze populair zijn voor zowel functionele prototypes als beperkte productieonderdelen.
In gevallen waar thermische of mechanische eigenschappen essentieel zijn, worden technische polymeren zoals PEEK of versterkte nylons overwogen. Deze materialen hebben echter de neiging om zowel de gereedschapskosten als de verwerkingskosten te verhogen.
Toepassingen van Short Run Molding
Het spuitgieten in kleine series wordt veel gebruikt in industrieën waar de vraag naar een product of het productievolume niet zeker is. Nieuwe bedrijven gebruiken het spuitgieten in kleine series om hun eerste partij goederen te produceren en tegelijkertijd de marktvraag te controleren.
Bijvoorbeeld, fabrikanten van medische hulpmiddelen gebruiken ook spuitgieten in kleine series om gespecialiseerde apparatuur en aangepaste gereedschappen te maken. In dergelijke gevallen worden de wettelijke tests en ontwerpvalidatie meestal uitgevoerd voordat er grote productievolumes worden geproduceerd.
De autosector vormt hierop geen uitzondering, aangezien productie op korte termijn helpt bij de productie van op maat gemaakte onderdelen, conceptvoertuigen en reserveonderdelen voor modellen die niet langer in productie zijn. [2].
Wat is plastic spuitgieten met kleine volumes?
Rapid Tooling en matrijsmaterialen
Bij het spuitgieten van kleine aantallen kunststof worden snelle methodes toegepast om de productietijd van matrijzen te verkorten. Gehard stalen matrijzen worden vervangen door aluminium matrijzen omdat deze gemakkelijk te bewerken zijn en een snelle doorlooptijd hebben. [3].
Aluminium mallen kunnen meestal een duizendtal onderdelen produceren voordat ze uitgeput raken. Ze zijn geschikt voor de productie van kleine aantallen, waardoor ze een levensvatbare oplossing zijn om prototypes op de markt te testen en te bewijzen.
Andere snelle toolingtechnieken zijn CNC-verspaning, vonkverspaning (EDM) en soms een combinatie van additieve en subtractieve productieverspaning met conforme koelsporen die deel uitmaken van het matrijsontwerp.
Kostenefficiëntie bij beperkte productie
Een van de belangrijkste drijfveren voor spuitgiettoepassingen voor kleine volumes is kostenbeheersing. Vertrouwen op de conventionele hoog-volume tooling voor de productie van kleine volumes kan economisch onrealistisch blijken te zijn. Productie van kleine volumes vereist minder initiële investeringen in de tooling en geeft onderdelen van productiekwaliteit.
De algemene kosten van massaproductie zijn onvergelijkbaar met die van het spuitgieten van kleine aantallen. De gereedschapskosten zijn lager, maar de kosten per onderdeel zijn iets hoger omdat er minder eenheden worden geproduceerd om de investering in gereedschap te verdelen. Het proces is echter kosteneffectief bij projecten met een onzekere vraag of projecten met weinig productievereisten.
Een ander financieel voordeel is voorraadbeheer. Bedrijven hoeven geen grote hoeveelheden te produceren of voorraden aan te houden in magazijnen omdat ze beperkte eenheden kunnen produceren op basis van de vraag.
Hoe voer je kwaliteitscontrole uit bij de productie van kleine volumes kunststof?
Kwaliteitsbeheer bij het spuitgieten van kunststof in kleine aantallen is een bindende overweging om ervoor te zorgen dat de productiebatches in kleine aantallen overeenkomen met de grootte en de esthetische look die de productie op grote schaal zou geven. Het aantal geproduceerde onderdelen kan relatief klein zijn. Toch moeten deze onderdelen een hoge functionele waarde hebben om een product te bewijzen, om proefproductie te doen of om een andere gespecialiseerde taak in de industrie uit te voeren. Dit heeft overheden genoodzaakt om strenge inspectie- en procesbewakingssystemen in te voeren door fabrikanten als methode voor consistentie en betrouwbaarheid.
Kernkwaliteitscontroles vóór productie en tijdens het proces
Een van de eerste elementen van kwaliteitscontrole bij de productie van kleine aantallen is procesvalidatie. Voordat er echt geproduceerd wordt, testen de technici normaal gesproken producten om er zeker van te zijn dat het matrijsontwerp, de eigenschappen van de materialen die door de matrijs stromen en de machine-instellingen bevredigende onderdelen produceren. Tijdens deze voorafgaande tests houden de technici rekening met aspecten zoals vulpatronen, koelsnelheden, krimppatronen en de mogelijke vorming van defecten. De injectiedruk, matrijstemperatuur en koeltijd worden normaal geregeld om constante verwerkingscondities te verkrijgen.
Maatnauwkeurigheid is het andere fundamentele onderdeel van kwaliteitsborging. Spuitgegoten onderdelen moeten worden geproduceerd met extreem kleine toleranties om goed te passen in mechanische componenten of elektrische behuizingen. Fabrikanten gebruiken kwaliteitsmeetapparatuur zoals coördinatenmeetmachines (CMM), optische vergelijkers en laserscanners om te meten of de afmetingen kloppen. Dergelijke instrumenten helpen de inspecteurs om de geproduceerde onderdelen te meten aan de hand van toegewezen digitale ontwerpmodellen en afwijkingen te bepalen die de prestaties van producten kunnen beïnvloeden.
Materiaal- en oppervlaktekwaliteitscontrole
Materiaalverificatie speelt ook een belangrijke rol bij het behouden van de productkwaliteit. Spuitgieten van thermoplastische polymeren heeft bepaalde mechanische en thermische eigenschappen die tijdens het productieproces behouden moeten blijven. [4]. Er kunnen tests worden uitgevoerd om er zeker van te zijn dat het juiste materiaal wordt gebruikt, dat het de juiste hoeveelheid vocht bevat en dat het de juiste smeltkarakteristieken heeft voordat het naar de productiefase wordt gebracht. De behandeling van het materiaal kan niet worden genegeerd omdat een teveel aan vocht of vervuiling kan leiden tot onvolkomenheden aan het oppervlak, zoals scheurplekken, ondermaatse structurele integriteit of mechanische eigenschappen.
Controle van de oppervlakteafwerking en visuele inspectie zijn zeer essentieel, vooral voor onderdelen die worden gebruikt in consumptiegoederen of medische apparatuur. De gebreken die gecontroleerd worden op spuitgietproducten zijn uitvloeiing, verzakking, verbranding, kromtrekken en onvolledige vulling. Zelfs kleine visuele onvolkomenheden kunnen de waargenomen kwaliteit van een product in gevaar brengen of assemblageprocessen verstoren. Een groot aantal fabrieken gebruikt geautomatiseerde vision systemen om deze defecten te detecteren, zodat fabrikanten de mogelijkheid hebben om een homogene standaard te hebben, zelfs als de productiebatch klein is.
Traceerbaarheid en functionele validatie
Documentatie en traceerbaarheid helpen ook om de kwaliteitscontrolesystemen te verbeteren. Elke productierun heeft een gedetailleerd dossier met machine-instellingen, materiaalbatches, inspecties en observaties van de operator. Dit soort documentatie is erg handig bij het oplossen van problemen en eventuele problemen die tijdens het testen van het product worden geïdentificeerd, kunnen voor de productie worden verholpen.
Tot slot worden de functionele testen meestal uitgevoerd als de onderdelen in veeleisende omgevingen moeten worden geïnstalleerd. Om er zeker van te zijn dat de onderdelen in echte situaties gebruikt kunnen worden, kunnen ze mechanische belastingstesten, thermische blootstellingstesten of assemblagetesten ondergaan. Bijvoorbeeld, plastic behuizingen voor elektronische apparaten kunnen getest worden op schokbestendigheid en hittetolerantie, terwijl mechanische onderdelen geëvalueerd kunnen worden op slijtvastheid en belastbaarheid.
Dankzij dimensionale inspectie, procescontrole, materiaalcontrole en functionele tests kunnen fabrikanten onderdelen van hoge kwaliteit maken, zelfs met kleine productielijnen. Kwaliteitscontrole is niet alleen effectief om ervoor te zorgen dat de kunststof spuitgietproducten in kleine aantallen de juiste technische specificatie hebben. [5]. Toch helpt het ook bij de succesvolle ontwikkeling van het product, omdat het betrouwbare informatie geeft voor het opschalen van de productie in de toekomst.
Productievergelijkingstabel
De tabel hieronder vergelijkt het spuitgieten van kleine volumes en het traditionele spuitgieten van grote volumes op verschillende belangrijke parameters.
| Productiefactor | Spuitgieten van kleine volumes | Spuitgieten van grote volumes |
|---|---|---|
| Typische productiehoeveelheid | 50 - 10.000 onderdelen | 50.000 - miljoenen onderdelen |
| Vormmateriaal | Aluminium of zacht staal | Gehard staal |
| Kosten gereedschap | Laag tot matig | Hoog |
| Doorlooptijd gereedschap | 1 - 4 weken | 8 - 16 weken |
| Kosten per onderdeel | Hoger | Onder |
| Ontwerpflexibiliteit | Hoog | Beperkt zodra de mal is gebouwd |
| Ideaal gebruik | Prototyping en korte productieruns | Massaproductie |
Deze vergelijking benadrukt de strategische rol die het vormen van kleine volumes speelt binnen moderne productie-ecosystemen.
Wat zijn de voor- en nadelen van het spuitgieten van kleine volumes?
Belangrijkste voordelen
Spuitgieten in kleine volumes heeft verschillende voordelen die het zeer aantrekkelijk maken voor de ontwikkeling van producten. Een van de belangrijkste voordelen is de mogelijkheid om snel productieklare onderdelen te maken. In tegenstelling tot 3D-printen hebben spuitgietproducten echter dezelfde mechanische eigenschappen, oppervlakteafwerking en maatnauwkeurigheid als eindproducten.
Het tweede voordeel is dat het mogelijk is om functionele testen uit te voeren onder echte omstandigheden. Ingenieurs kunnen de spuitgegoten onderdelen assembleren tot complete systemen, hun duurzaamheid en andere producttests testen en hun prestaties vaststellen zonder dure matrijzen voor grote volumes.
Low-volume molding wordt ook gebruikt om maatwerk te bereiken. Het stelt fabrikanten in staat om een aantal versies van een product te maken zonder noodzakelijkerwijs massaproductie te moeten uitvoeren.
Beperkingen en uitdagingen
Ondanks alle voordelen heeft spuitgieten in kleine volumes veel beperkingen. De grootste uitdaging is dat de prijs per eenheid vrij hoog is in vergelijking met massaproductie. Als het om een grote productiehoeveelheid gaat, neigt de productie-economie normaal gesproken naar het traditionele spuitgieten van grote volumes.
De andere beperking heeft te maken met de duurzaamheid van de matrijs. Voor de productie van kleine volumes kunnen goedkopere aluminium matrijzen nodig zijn die sneller slijten dan geharde stalen matrijzen, vooral bij het gebruik van schurende materialen zoals glasgevulde polymeren.
Cyclusoptimalisatie is niet zo intensief in productieomgevingen met lage volumes. Omdat het totale aantal onderdelen kleiner is, geven fabrikanten wellicht de voorkeur aan flexibiliteit en snel instellen boven het maximaliseren van de productie-efficiëntie.
Hoe helpt spuitgieten van kleine hoeveelheden bij productontwikkeling?
Een van de belangrijkste elementen in het moderne productontwikkelingsbeleid is spuitgieten in kleine volumes. Het wordt gebruikt als tussenschakel tussen prototype en volledige productie. [6]. Het is een van de middenwegen waar ingenieurs kunnen experimenteren met echte materialen en productieprocessen.
Deze productiefase komt vaak voor bij bedrijven die consumentenelektronica, medische apparatuur, auto-onderdelen en industriële gadgets maken om hun producten te polijsten. De mogelijkheid om het proces snel te herhalen met de productiekwaliteit is extreem snel om innovatie te versnellen.
Vormgieten in kleine aantallen vergemakkelijkt het testen van de markt met lage investeringen. Bedrijven kunnen kleine hoeveelheden van de producten lanceren om de marktvraag te testen, feedback te krijgen en de kans te hebben om eventuele aanpassingen in het ontwerp van hun producten aan te brengen.
Spuitgieten in kleine volumes is belangrijker geworden door de kortere levenscycli van producten en de groeiende behoefte aan maatwerk. Het biedt de fabrikant ook de flexibiliteit om op elke verandering in de markt te reageren en toch de precisie en consistentie van een standaard spuitgiettechnologie te bereiken.
Referenties
[1] Kosmerick, J. (2025). Spuitgieten op korte termijn: Een uitgebreide gids. https://uptivemfg.com/short-run-injection-molding-a-comprehensive-guide/
[2] Stoner Molding Solutions (2023, 28 september). Spuitgieten in kleine series en de sectoren die ervan profiteren. https://stonermolding.com/blog/knowledge-base/2023/09/28/industries-that-benefit-from-short-run-injection-molding
[3] Aco Mold (2025). De Ultieme Gids voor Laag Volume Spuitgieten. https://www.acomold.com/low-volume-injection-molding-ultimate-guide.html
[4] Protolabs (2026). Hoe gebruik maken van lage volumes spuitgieten. https://www.protolabs.com/resources/design-tips/leveraging-low-volume-injection-molding/
[5] Formlabs (2025). Gids voor kleine hoeveelheden spuitgieten. https://formlabs.com/global/blog/low-volume-injection-molding/
[6] Jianzhi (2025, 2 september). Handleiding voor kleine volumes spuitgieten: Alles wat u moet weten. https://www.swcpu.com/blog/low-volume-injection-moulding/














