
La parte più fondamentale dei prodotti in plastica è in realtà la progettazione strutturale del prodotto in plastica. Molti sostengono che la progettazione strutturale dei prodotti in plastica sia difficile, ma cosa la rende tale?
In precedenza abbiamo appreso il processo di sviluppo dei prodotti in plastica. Da questo complesso processo, non è difficile capire che un'eccellente progettazione di prodotti in plastica non solo deve adattarsi alle mutevoli esigenze e controllare i costi, ma deve anche garantire una buona efficienza produttiva. Inoltre, a causa della complessità, dell'affidabilità e dell'accuratezza del progetto, il carico di lavoro della progettazione strutturale del prodotto è notevole. I progettisti devono possedere eccellenti capacità tecniche e ingegneristiche, un'acuta visione del mercato e un'attenzione alle tecnologie emergenti e alle richieste in costante evoluzione.
Al di là dell'evoluzione delle esigenze e dell'intuizione del mercato, anche la progettazione strutturale del prodotto stesso richiede la considerazione di molti aspetti. La seguente guida illustra chiaramente questi aspetti:
01. Spessore della parete
Per i componenti di grandi dimensioni, lo spessore della parete nella progettazione strutturale è generalmente compreso tra 2,4 e 3,2 mm, mentre per i componenti più piccoli si aggira intorno a 1,0 mm, con dimensioni specifiche conformi ai requisiti di progettazione del prodotto. Lo spessore delle pareti deve essere il più uniforme possibile. In circostanze particolari, alcune aree possono essere leggermente più spesse o più sottili, ma è necessaria una transizione graduale (si raccomanda che la dimensione della transizione sia superiore a 5 volte lo spessore della parete del prodotto) per evitare segni di stress sulla superficie del prodotto stampato a iniezione.
Fattori che influenzano la scelta dello spessore della parete
a) Il materiale plastico utilizzato. Materiali diversi hanno caratteristiche diverse tassi di ritiro e fluidità durante stampaggio a iniezioneche influisce sullo spessore di parete consigliato. (Per lo spessore del guscio, i dati empirici possono essere approssimativamente la dimensione maggiore della macchina / 100 mm).
b) Le forze esterne sopportate. Maggiore è la forza, maggiore deve essere lo spessore della parete. In casi particolari, è necessario utilizzare parti metalliche o effettuare verifiche di resistenza.
I valori di spessore delle pareti raccomandati per i prodotti includono:
| Materiali plastici | Spessore minimo della parete | Spessore della parete consigliato per i pezzi piccoli | Spessore di parete consigliato per pezzi di medie dimensioni | Spessore di parete consigliato per pezzi di grandi dimensioni |
| Nylon | 0.45 | 0.76 | 1.5 | 2.4~3.2 |
| PE | 0.6 | 1.25 | 1.6 | 2.4~3.2 |
| PS | 0.75 | 1.25 | 1.6 | 3.2~5.4 |
| PMMA | 0.8 | 1.5 | 2.2 | 4~6.5 |
| PVC | 1.2 | 1.6 | 1.8 | 3.2~5.8 |
| PP | 0.85 | 1.54 | 1.75 | 2.4~3.2 |
| PC | 0.95 | 1.8 | 2.3 | 3~4.5 |
| POM | 0.8 | 1.4 | 1.6 | 3.2~5.4 |
| ABS | 0.8 | 1 | 2.3 | 3.2~6 |
c) Norme di sicurezza. Ad esempio, i requisiti di resistenza alla pressione (più spessa è la parete, maggiore è la resistenza alla pressione), i requisiti di infiammabilità, ecc.
02. Nastri di rinforzo
La maggior parte delle strutture dei prodotti in plastica è dotata di nervature di rinforzo, perché le nervature possono aumentare la resistenza senza aumentare lo spessore complessivo della parete, il che è particolarmente utile per i componenti di grandi dimensioni e per le parti sottoposte a sollecitazioni, oltre a prevenire la deformazione del prodotto. Lo spessore delle nervature di rinforzo è in genere pari a 0,5-0,75 volte lo spessore complessivo della parete (si raccomanda di essere inferiore a 0,6 volte); se è superiore a 0,75 volte, il prodotto è soggetto a ritiro.
Per i pezzi in plastica con elevati requisiti estetici (superficie lucida), lo spessore inferiore delle nervature di rinforzo sul retro è consigliato come B≤0,5T. Se si ha fiducia nella progettazione dello stampo e nelle successive regolazioni del processo, è possibile progettare B>0,56T, ma si raccomanda di non superare 0,7T, poiché sarà difficile da regolare in seguito. È importante notare che lo spessore delle nervature di rinforzo per i diversi materiali plastici non segue necessariamente B≤0,5T.
| Riferimento progettuale per lo spessore delle nervature di rinforzo (in relazione allo spessore della parete di base) | ||
| I materiali | Segno di affondamento minimo | Leggero segno di affondamento |
| PC | 50% | 66% |
| ABS | 40% | 60% |
| PC+ABS | 50% | 66% |
| PA | 30% | 40% |
| PA rinforzato | 33% | 50% |
| PP | 30% | 40% |
| PP rinforzato | 33% | 50% |
Aspetti della progettazione del rinforzo che richiedono attenzione
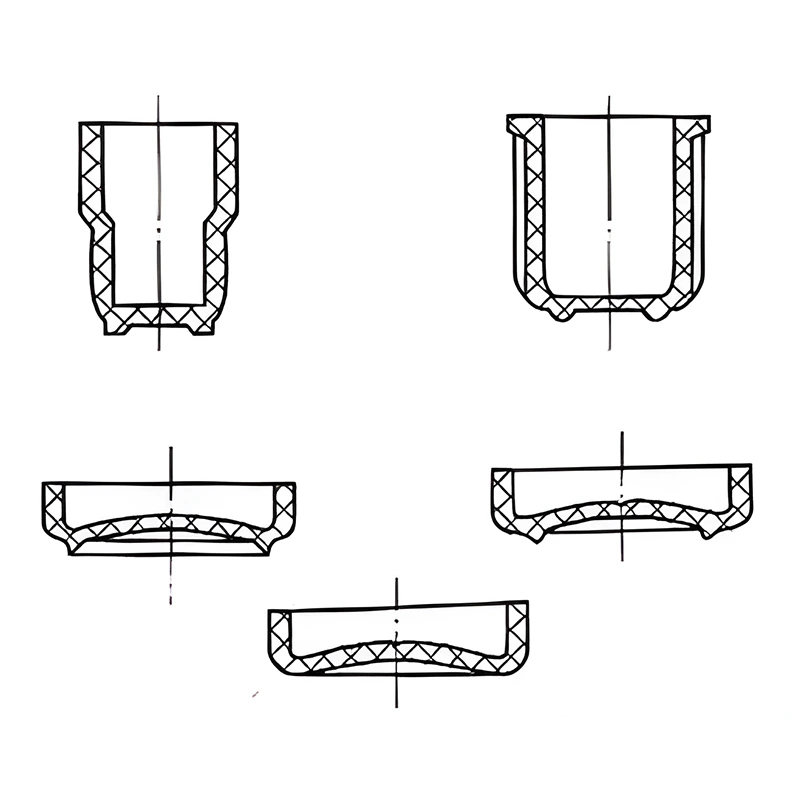
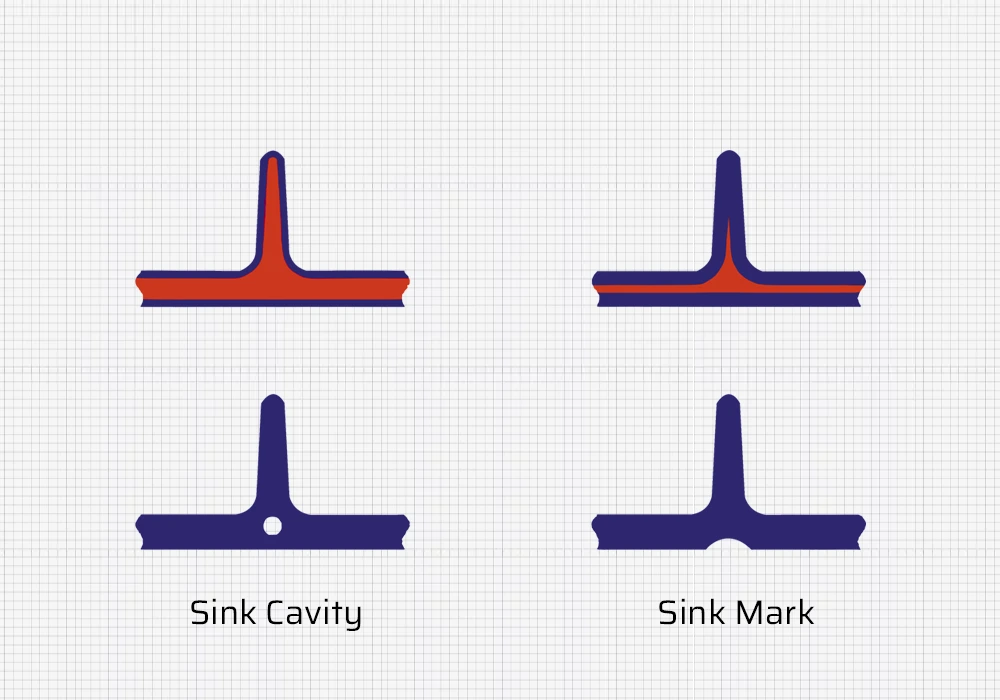
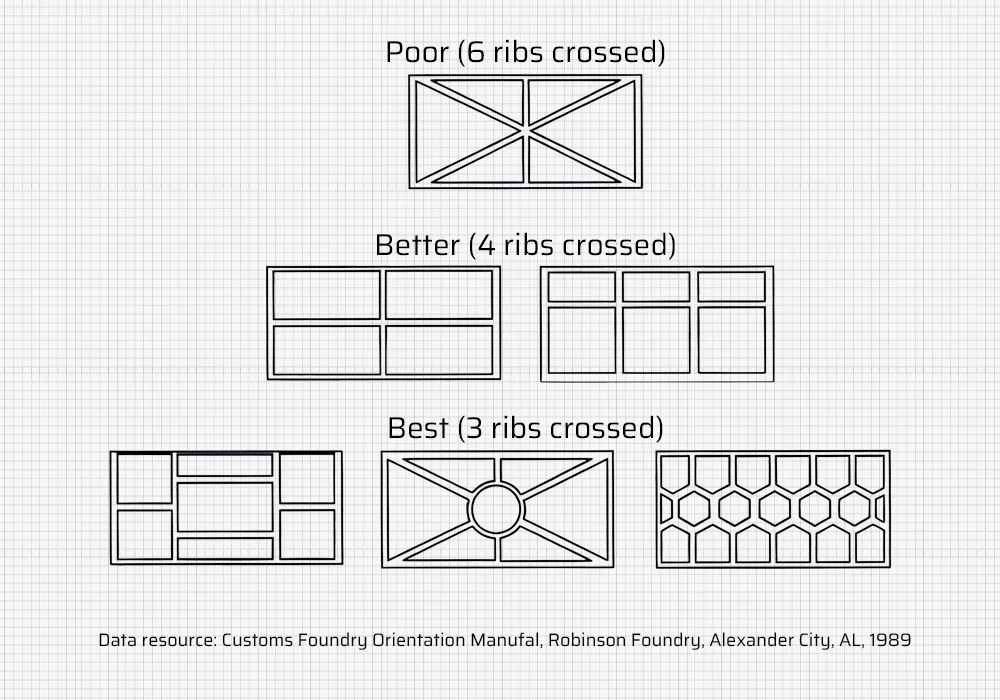
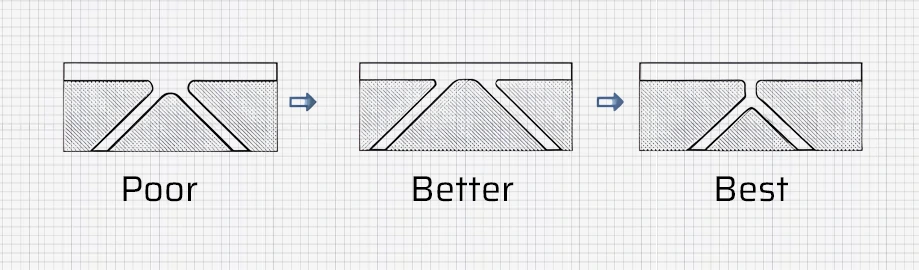
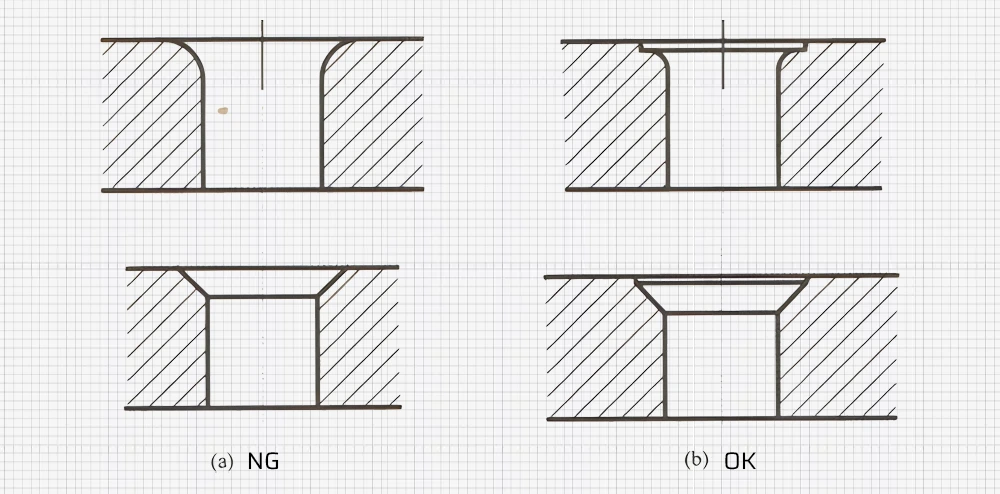
1. Quando più nervature di rinforzo si intersecano e si collegano, occorre prestare attenzione a prevenire l'accumulo locale di materiale e a evitare segni di ritiro sul retro; si raccomanda il seguente metodo di progettazione.
2. Quando si collegano le nervature di rinforzo alla parete esterna, cercare di mantenere le nervature perpendicolari alla parete esterna.
3. Se lo spazio lo consente, evitare di progettare nervature o bocche di rinforzo su pendii ripidi e, se inevitabile, adottare misure per prevenire il ritiro.
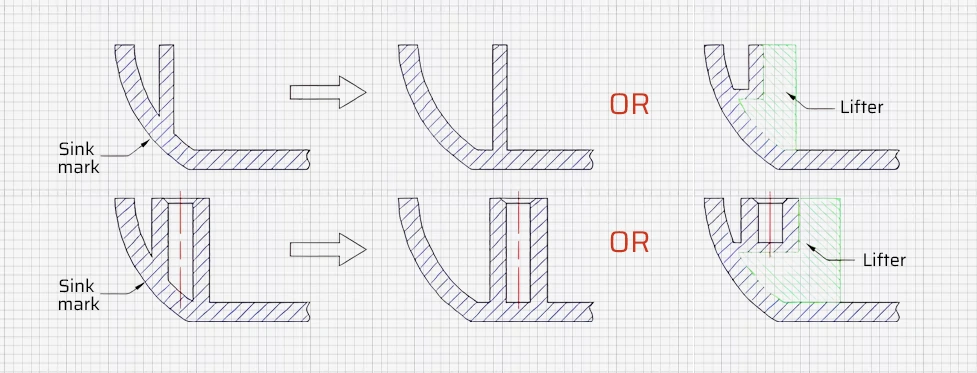
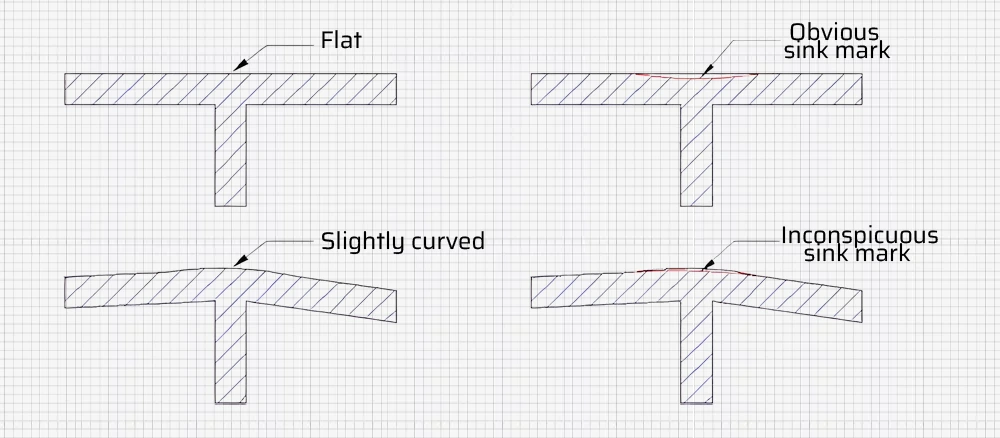
4. Se lo spessore delle nervature di rinforzo non è proporzionale allo spessore della parete principale e i parametri e la posizione non possono essere modificati, si può considerare di modificare l'aspetto esterno per ridurre la visibilità dei segni di ritiro (questo metodo è difficile da controllare e deve essere usato con cautela).
03. Angolo di bozza
I prodotti in plastica richiedono un angolo di sformo nella progettazione strutturale, ad eccezione di quelli con altezze ridotte (come le lastre piane) o con requisiti speciali (ma quando le pareti laterali sono grandi e senza angolo di sformo, è necessaria una posizione di fila). L'angolo di sformo è solitamente compreso tra 0,5 e 5 gradi, in genere intorno ai 2 gradi, ma varia in base alle dimensioni, all'altezza e alla forma del prodotto, con il principio di garantire una sformatura fluida senza compromettere la funzionalità.
L'angolo di sformo della cavità dello stampo deve essere generalmente di 0,5 gradi superiore a quello del nucleo dello stampo per garantire che il prodotto rimanga nel nucleo dello stampo al momento dell'apertura. In genere, aree come spegnimenti, insertie i baci hanno bisogno di un'angolazione di tiro.
La tabella seguente raccomanda gli angoli di sformo per i diversi materiali:
| I materiali | Angolo di sformo | |
| Nucleo dello stampo | Cavità dello stampo | |
| ABS | 35'~1° | 40'~1°20′ |
| PS | 30'~1° | 35'~1°30′ |
| PC | 30~50′ | 35'~1° |
| PP | 25’~50' | 30'~1° |
| PE | 20’~45' | 25’~45' |
| PMMA | 30'~1° | 35'~1°30′ |
| POM | 30'~1° | 35'~1°30′ |
| PA | 20~40′ | 25’~40' |
| HPVC | 50'~1°45′ | 50'~2° |
| SPV | 25’~50' | 30'~1° |
| CP | 20’~45' | 25’~45' |
| Costole | Generalmente 0,5°, ridurre al minimo 0,25°. | |
Aspetti della selezione degli angoli della bozza che richiedono attenzione
1. Scegliere un angolo di sformo più piccolo, ad esempio 0,5° per i pezzi in plastica con superfici lucide e requisiti di alta precisione con un basso tasso di ritiro.
2. Per le specifiche più alte e più grandi, è necessario scegliere un angolo di sformo inferiore in base a calcoli specifici.
3. Scegliere un angolo maggiore per le parti in plastica con un elevato tasso di ritiro.
4. Per le parti in plastica con pareti più spesse, che causano una chiusura più stretta dello stampo, è necessario scegliere un valore standard più grande per l'angolo di sformo.
5. L'angolo di sformo per parti completamente trasparenti per evitare graffi. In generale, per i materiali PS, l'angolo di sformo non dovrebbe essere inferiore a 2,5°~3°, mentre per i materiali ABS e PC non dovrebbe essere inferiore a 1,5°~2°.
6. Per le parti in plastica con texture o trattamenti di sabbiatura, l'angolo di sformo deve essere compreso tra 2° e 5° a seconda della profondità della texture. Quanto più profonda è la texture, tanto maggiore deve essere l'angolo di sformo.
04. R Angolo
Fatta eccezione per le aree in cui i requisiti speciali richiedono spigoli vivi, i prodotti in plastica hanno solitamente angoli arrotondati nella progettazione strutturale per ridurre la concentrazione delle sollecitazioni, facilitare il flusso della plastica e agevolare lo stampaggio.
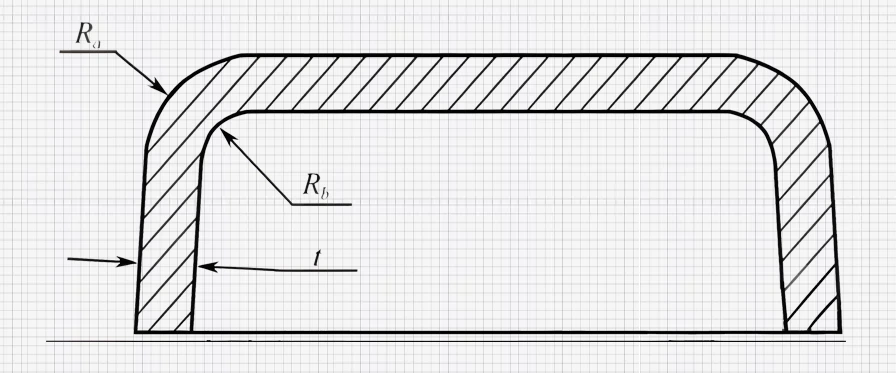
1. Se non ci sono requisiti speciali per la progettazione del prodotto, il raggio di transizione (R) è determinato dallo spessore del materiale adiacente (t), con il raggio dell'angolo interno che varia tipicamente da 0,50 a 1,50 volte lo spessore del materiale, ma il raggio minimo non deve essere inferiore a 0,30 mm.
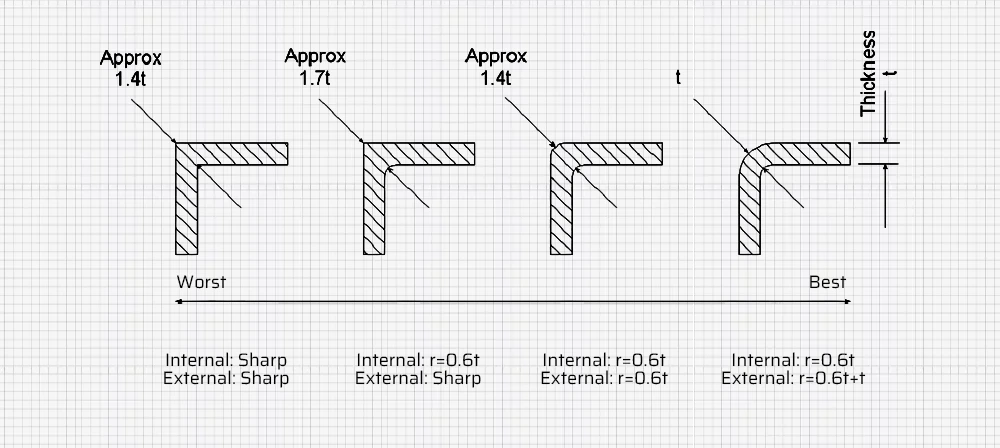
2. Quando si progettano angoli arrotondati sulle superfici interne ed esterne del prodotto, mantenere uno spessore uniforme delle pareti.
3. Nella progettazione strutturale dei prodotti in plastica, evitare soprattutto gli angoli arrotondati sulla superficie di divisione dello stampo, a meno che non sia specificamente richiesto. Gli angoli arrotondati sulla superficie di divisione aumentano la difficoltà di fabbricazione dello stampo e lasciano linee di saldatura sulla superficie del prodotto, compromettendone l'aspetto.

4. Non sono ammessi bordi taglienti sulle superfici che possono essere toccate all'esterno e all'interno del prodotto. Se necessario, smussare i bordi con un raggio minimo di 0,30 mm per evitare di tagliare le dita, aspetto particolarmente importante nella progettazione di prodotti elettronici portatili.

Fori
I fori sono comuni nella progettazione della struttura del prodotto e sono tipicamente classificati in due tipi: fori circolari e non circolari. Quando si progetta la posizione dei fori, l'obiettivo deve essere quello di ridurre al minimo la difficoltà di lavorazione dello stampo senza compromettere la resistenza della parte in plastica.
Requisiti di progettazione comuni per i fori
Specifiche dimensionali (esclusi i fori interni delle viti):
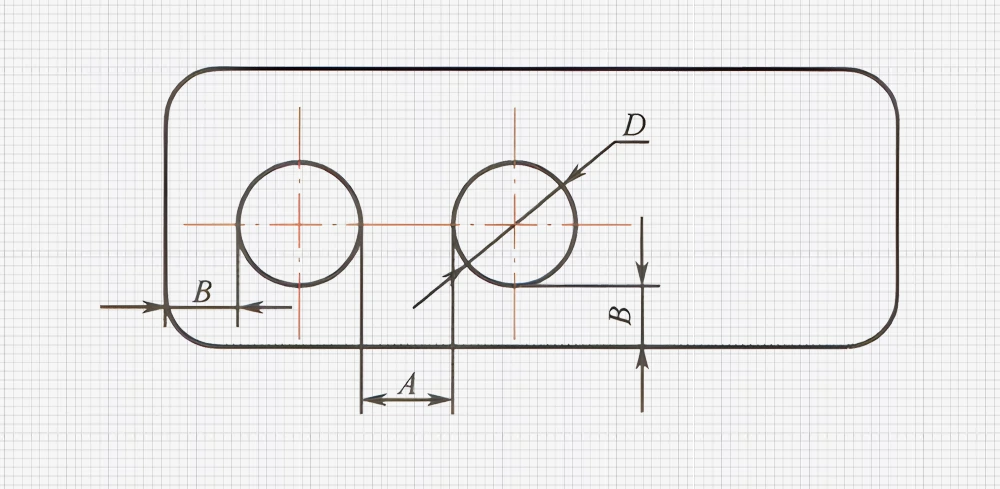
La dimensione A è la distanza tra i fori. Se il diametro del foro è inferiore a 3,00 mm, si raccomanda che il valore di A non sia inferiore a D; se il diametro supera i 3,00 mm, A può essere pari a 0,70 volte il diametro del foro.
La dimensione B è la distanza tra il foro e il bordo; si raccomanda che il valore di B non sia inferiore a D.
Relazione tra diametro e profondità del foro
Specifiche dimensionali (esclusi i fori interni delle viti):
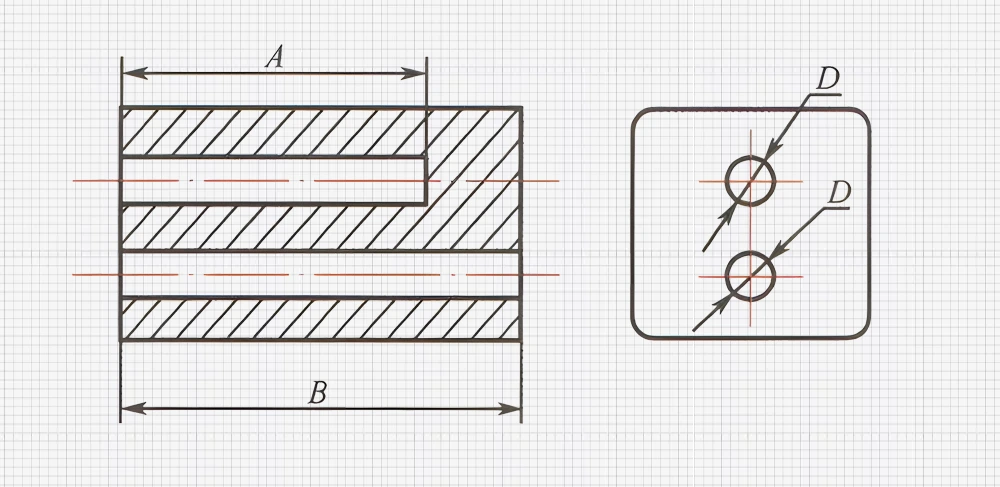
La dimensione A è la profondità del foro cieco, che si consiglia di non superare i 5D. In genere, A è inferiore a 2D con un rapporto lunghezza/diametro non superiore a 4 mm.
Se D ≤ 1,5 mm, allora A ≤ D. Lo spessore della parete inferiore del foro cieco deve essere ≥ 1/6D.
La dimensione B è la profondità del foro passante, che si consiglia di non superare i 10D.
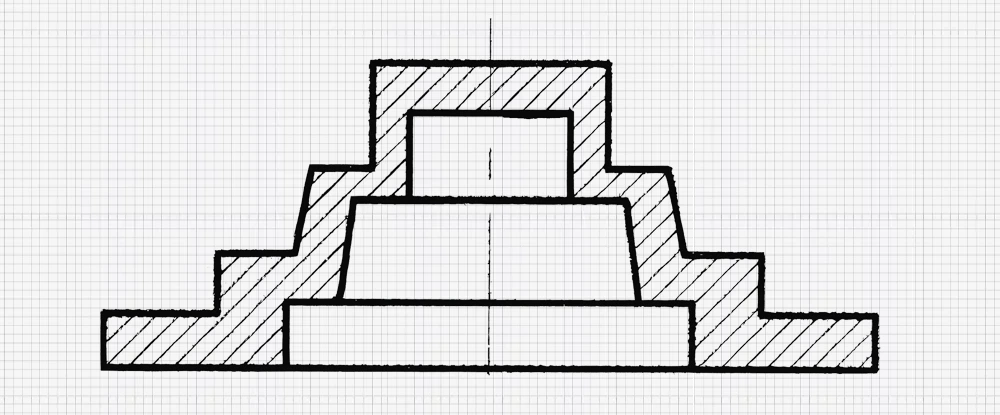
Fori per gradini
I fori a gradino sono costituiti da più fori coassiali di diametro diverso, la cui profondità è maggiore di quella di un foro a diametro singolo, come illustrato nei diagrammi.
Fori angolati
L'allineamento dell'asse del foro con la direzione dell'apertura dello stampo può evitare la necessità di tirare l'anima. Per i metodi di formatura di fori angolati e di forma complessa, è possibile utilizzare un'anima divisa per evitare strutture laterali di trazione dell'anima.
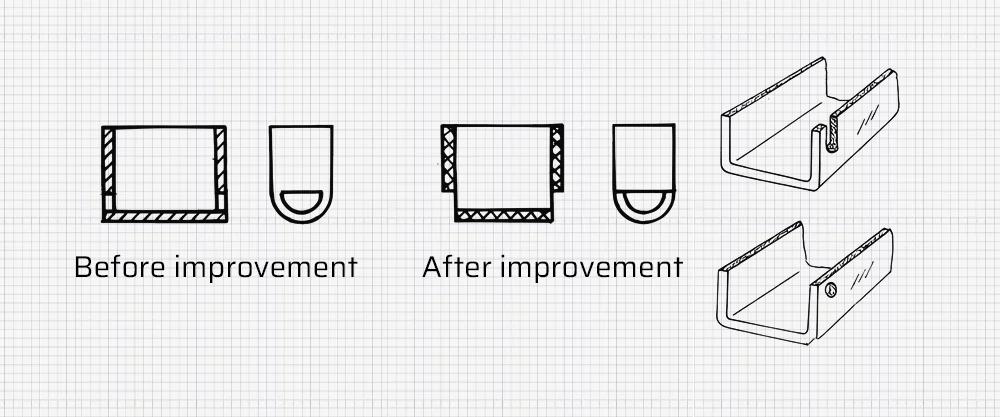
Fori e rientranze laterali
Quando sui prodotti in plastica compaiono fori e rientranze laterali, per facilitare lo sformaggio è necessario predisporre cursori o strutture laterali di estrazione dell'anima, il che complica la struttura dello stampo e aumenta i costi. La struttura del prodotto può essere migliorata di conseguenza. Come mostrato nella figura seguente, si passa da un design con fori laterali (a) a uno con rientranze laterali (b).
Progettazione dei fori per le teste delle viti
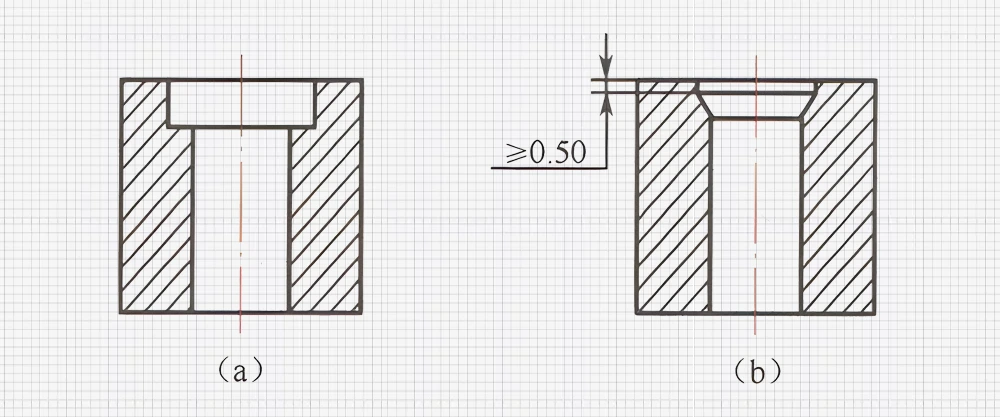
Come mostrato nella figura seguente, la forma preferita per i fori della testa della vite è illustrata in (a). Se la struttura richiede la forma illustrata in (b), la superficie rastremata deve trovarsi al di sotto della faccia terminale di almeno 0,50 mm per evitare la fessurazione della superficie del foro.
Struttura dei bordi dei fori
La progettazione di uno smusso o di un raggio completo sul bordo di un foro non è praticabile; il bordo del foro dovrebbe avere almeno un tratto rettilineo di 0,4 mm.
I capi
I bocchettoni sono tipicamente utilizzati per l'assemblaggio di due prodotti in plastica tramite il raccordo albero-foro o per l'assemblaggio di viti autofilettanti. Quando un bocchettone non è molto alto e viene espulso utilizzando un manicotto di espulsione nello stampo, potrebbe non essere necessario un angolo di sformo. Tuttavia, quando il raccordo è alto, è comune aggiungere delle nervature trasversali (rinforzi) all'esterno. Queste nervature trasversali hanno di solito un angolo di sformo di 1-2 gradi e anche il tronco stesso può richiedere un angolo di sformo a seconda della situazione.
Quando una borchia è accoppiata a un montante (o a un'altra borchia), lo spazio di montaggio è solitamente impostato su un valore unilaterale di 0,05-0,10 per tenere conto degli errori di posizione che possono verificarsi durante la lavorazione di ciascuna borchia. Quando un raccordo viene utilizzato per l'assemblaggio di viti autofilettanti, il suo foro interno deve essere di 0,1-0,2 mm più piccolo del diametro della vite su un lato, per garantire che la vite possa essere fissata in modo sicuro. Ad esempio, quando si assembla una vite autofilettante M3.0, il foro interno della borchia è generalmente di Ф2,60-2,80 mm.
Inserti
Nel processo di stampaggio della plastica, le parti metalliche o di altro materiale, come bulloni e terminali incorporati durante o dopo lo stampaggio, sono collettivamente denominate inserti all'interno delle parti in plastica. Gli inserti possono migliorare la funzionalità del prodotto o avere uno scopo decorativo.
Gli inserti nelle parti in plastica sono spesso utilizzati come elementi di fissaggio o di supporto. Inoltre, gli inserti sono un metodo di assemblaggio comune quando il design del prodotto richiede facilità di riparazione, facilità di sostituzione o riutilizzabilità. Tuttavia, indipendentemente dal fatto che siano utilizzati per scopi funzionali o decorativi, l'uso degli inserti dovrebbe essere ridotto al minimo. Il motivo è che l'incorporazione degli inserti richiede ulteriori fasi di lavorazione, aumentando i costi di produzione. Gli inserti sono in genere realizzati in metallo, con il rame come materiale comunemente scelto.
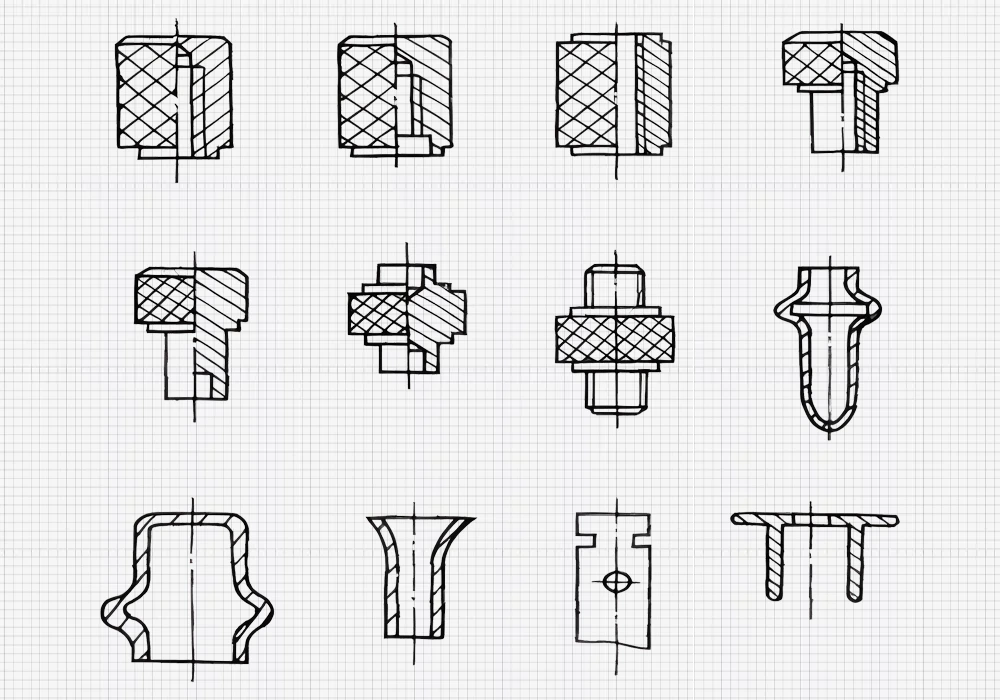
Forma e requisiti strutturali degli inserti
1. Gli inserti metallici sono realizzati mediante processi di taglio o stampaggio, pertanto le loro forme devono essere favorevoli alla produzione.
2. Devono possedere una resistenza meccanica sufficiente (materiale, dimensioni).
3. La forza di adesione tra l'inserto e la matrice plastica deve essere adeguata per evitare che l'inserto si sfili o ruoti durante l'uso. La superficie dell'inserto deve presentare scanalature anulari o tratteggi; si devono evitare gli angoli acuti per evitare danni causati dalla concentrazione delle sollecitazioni. Se possibile, si devono utilizzare forme rotonde o simmetriche per garantire una contrazione uniforme.
4. Per facilitare il posizionamento all'interno dello stampo, la parte dell'inserto che si estende all'esterno (la parte inserita nello stampo) dovrebbe essere cilindrica, in quanto i fori circolari sono i più facili da lavorare nello stampo.
5. Per evitare la formazione di bolle, gli inserti devono essere dotati di strutture come le bussole di tenuta.
6. Il design deve facilitare la lavorazione secondaria dell'inserto dopo lo stampaggio, come la filettatura, il taglio della faccia terminale, la flangiatura, ecc.
Quando si progettano prodotti in plastica con inserti, è fondamentale garantire che gli inserti possano essere posizionati in modo preciso e affidabile all'interno dello stampo. È anche importante considerare che l'inserto deve formare una forte connessione con la parte stampata, il che può essere difficile quando il materiale incapsulante è troppo sottile. Inoltre, il design deve evitare qualsiasi perdita di plastica.
Struttura della superficie del prodotto
La superficie dei prodotti in plastica può essere liscia (superficie lucidata dello stampo), incisa a scintilla (cavità dello stampo lavorata con elettroerosione di rame), con vari motivi incisi (superfici a motivo) e incisa. Quando la profondità della texture è significativa o ci sono molte texture, la resistenza allo stampaggio aumenta, rendendo necessario un corrispondente aumento dell'angolo di stampaggio.
Testo e modelli
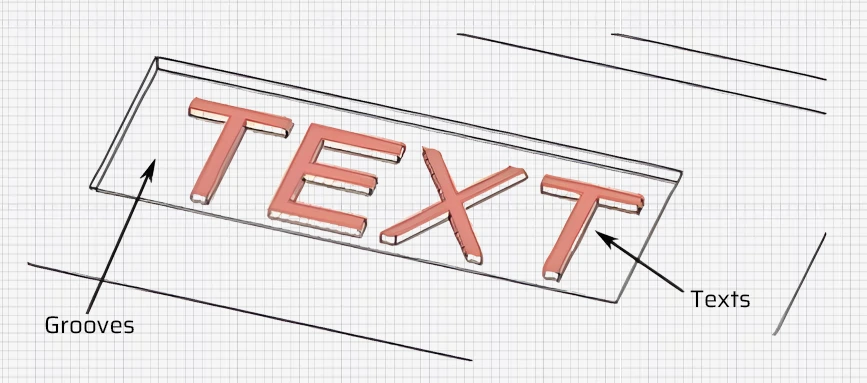
I testi e i motivi sui prodotti in plastica si presentano in due forme: superfici in rilievo e superfici incassate. In genere esistono due metodi di lavorazione: i testi e i motivi di piccole dimensioni si ottengono mediante incisione sullo stampo, mentre quelli leggermente più grandi vengono lavorati direttamente nello stampo. Le dimensioni del testo devono essere adatte allo stampaggio ed evitare angoli acuti.
1. È preferibile utilizzare superfici in rilievo per i testi e i motivi sui prodotti in plastica, rendendoli incassati nello stampo, il che semplifica la lavorazione dello stampo. Se la struttura richiede che la superficie non abbia alcun elemento in rilievo, è possibile creare un'area incassata in cui il testo o il motivo si trova a una certa profondità, e poi sollevare il testo o il motivo all'interno dell'incavo. In questo modo si soddisfano i requisiti strutturali e si facilita la realizzazione dello stampo.
2. Per i prodotti in plastica, l'altezza del testo e dei motivi in rilievo è generalmente compresa tra 0,15 e 0,30 mm, mentre la profondità del testo e dei motivi incassati è compresa tra 0,15 e 0,25 mm.
3. Dimensioni del testo Specifiche:
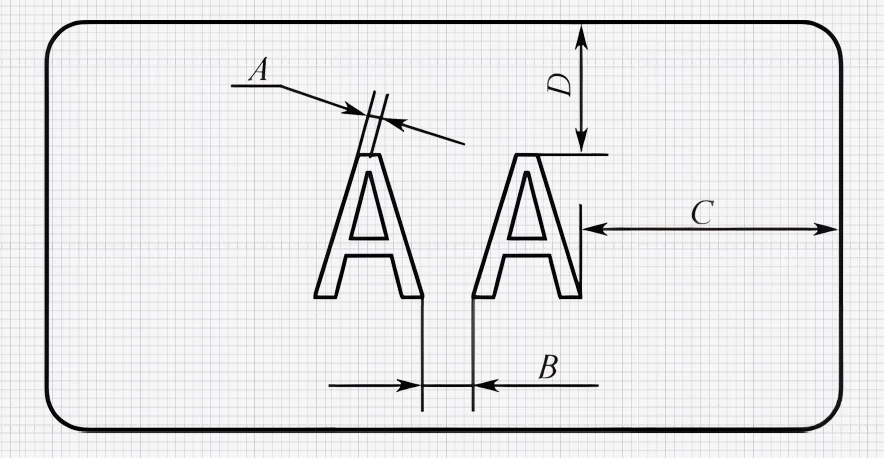
- La dimensione A è la larghezza del tratto di testo, che si raccomanda non inferiore a 0,25 mm.
- La dimensione B è la distanza tra due caratteri, che si raccomanda non sia inferiore a 0,40 mm.
- Le dimensioni C e D sono le distanze tra i caratteri e il bordo, raccomandate non inferiori a 0,60 mm.














