

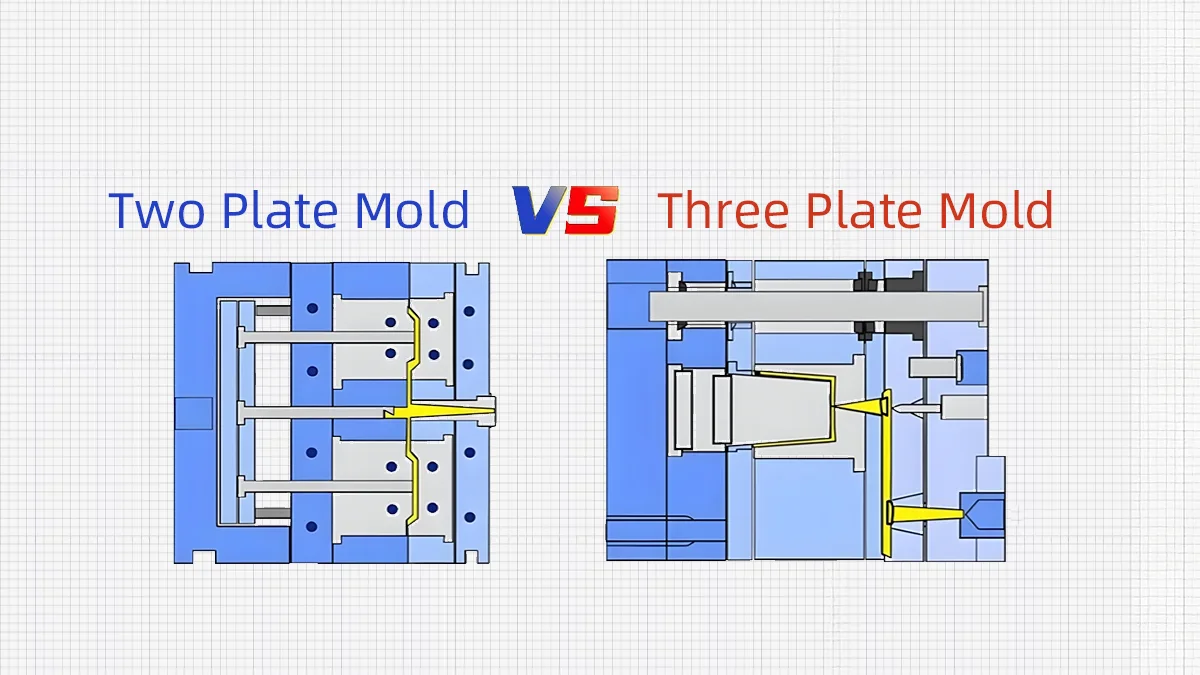
La distinction fondamentale entre les moules à deux plaques et les moules à trois plaques réside dans la manière dont le moule se sépare lors de l'ouverture et dont le système de canaux est géré par rapport à la pièce moulée. Les illustrations suivantes sont bien utilisées pour expliquer ces différences structurelles qui fournissent le contexte dans lequel chaque type de moule fonctionne pendant le cycle de moulage par injection.
Architecture structurelle
Architecture des moules à deux plaques

Dans un moule à deux plaques, un plan de joint est placé entre une moitié fixe et une moitié mobile. Lors de l'ouverture du moule, la pièce moulée et le système de coulissement restent du même côté, ce qui permet au système d'éjection de les pousser simultanément vers l'extérieur. [1].
L'efficacité mécanique du moule à deux plaques est efficace du point de vue de l'ingénierie. L'utilisation de courtes courses de l'ouverture du moule, l'optimisation de l'utilisation de la force de serrage et la simplicité de la cinématique sont également des caractéristiques du processus de moulage.
Architecture des moules à trois plaques

Un moule à trois plaques est ajouté à une autre plaque de manière à créer deux plans de joint. La séquence d'ouverture du moule est séquentielle dans le cas de l'ouverture du moule :
- La première ouverture relie la plaque de la cavité et le système de glissières.
- La seconde ouverture qualifie la pièce façonnée pour s'éjecter.
Dans cette architecture, la séparation des patins est un processus qui s'effectue automatiquement sans équipement supplémentaire. La plaque supplémentaire augmente toutefois la hauteur du moule, la course initiale du moule et la complexité du mécanisme.

Conception des portes et flexibilité des portes
Gainage des moules à deux plaques
Les portes du moule à deux plaques ne sont positionnées que le long du plan de joint primaire ou des caractéristiques auxiliaires, telles que.. :
- Portes de bord
- Portes sous-marines (tunnels)
- Portes de ventilateur
Un post-traitement cosmétique ou un dégraissage automatisé peuvent être nécessaires parce que la pièce éjectée n'est pas amovible du fait qu'elle est un composant intégral. Le vestige de la porte est l'une des considérations de conception, en particulier pour les pièces dont l'apparence est critique. [2].
Grugeage des moules à trois plaques
Les moules à trois plaques offrent la possibilité de localiser ou de positionner des portes de carotte directes ou à points d'attache à n'importe quel endroit réel, n'importe où sur la surface de la pièce. Cette possibilité est particulièrement utile dans les cas suivants
- Sections similaires à la porte centrale.
- Moules multi-empreintes à flux équilibré.
- Formes complexes avec accès limité aux portails.
La séparation automatique des couloirs à deux voies permet de réduire le nombre de vestiges contaminés et de minimiser les opérations secondaires.
Comportement des coureurs et comportement de séparation des produits
| Fonctionnalité | Moule à deux plaques | Moule à trois plaques |
|---|---|---|
| Séparation des coureurs | Manuel ou automatisé en aval | Automatique lors de l'ouverture du moule |
| Manipulation de la ferraille | Nécessite un dégagement | Autoséparation |
| Séquence d'ouverture des moules | Phase unique | Multi-étapes |
| Risque d'endommagement des pièces | Plus élevé si le coureur s'emmêle | Plus faible en raison de l'isolement |
Structure des coûts et compromis économiques
Coût de l'outillage
- Les moules à deux plaques nécessitent moins de plaques, moins d'usinage et moins de composants d'alignement de précision.
- Les moules à trois plaques impliquent une plus grande précision d'usinage, des composants de guidage et un temps d'assemblage des moules plus important.
Coût opérationnel
- Les moules à deux plaques entraînent des frais supplémentaires de manutention en aval, sauf dans le cas des moules automatisés.
- Le moulage à trois plaques permettra de réduire le coût de la main-d'œuvre, mais il risque d'augmenter le taux de maintenance en raison du plus grand nombre d'interfaces mobiles.
Économie du cycle de vie
Les moules à deux plaques sont presque toujours moins coûteux pour les faibles quantités produites. Les moules à trois plaques peuvent être utilisés pour des volumes élevés afin de compenser leur coût initial plus élevé en éliminant le dégraissage manuel et en favorisant l'uniformité du cycle.
Scénarios d'application et cas d'utilisation industrielle
Applications des moules à deux plaques
- Boîtiers et couvercles simples
- Éléments dont les exigences cosmétiques sont tolérées.
- Quantités de fabrication très faibles à moyennes.
- Intégration des canaux chauds
Applications des moules à trois plaques
- Outils multicavités à grille équilibrée.
- Des éléments très orientés vers la surface.
- Production à grande échelle qui doit être automatisée.
- Les systèmes de canaux froids sensibles sont sensibles à la gestion des déchets des canaux.
Relation avec les moules à canaux chauds
Avec moules à canaux chauds, la comparaison est radicalement différente. Les systèmes à canaux chauds éliminent complètement les canaux froids et dans le processus :
- Se débarrasser des déchets matériels.
- Raccourcir le temps de cycle
- Augmenter la cohérence de la température de fusion.
En pratique :
- La plupart des moules à canaux chauds sont à deux plaques, car ils ne nécessitent pas de séparer les canaux.
- Les moules à trois plaques sont connus sous le nom de moules à canaux chauds. Ils sont très rares et ne sont utilisés que dans le cas de moules spéciaux à portes multiples ou séquentielles.
Les canaux chauds sont alors enclins à transférer la décision des moules à trois plaques, sauf que la géométrie de la porte est déterminante.
Arbre de décision pour la sélection des moules et logique d'évaluation technique
Le choix entre deux plaques, trois plaques ou un canal chaud repose sur une étude systématique tenant compte de l'objectif de la conception de la pièce dans la fabrication, de l'efficacité de la fabrication, de l'automatisation et des coûts à long terme. Le processus de décision, plutôt que le type de moule déterminé, doit être défini dans une progression rationnelle des décisions d'ingénierie, chaque décision excluant les architectures de moule potentielles. Les sous-sections suivantes expliquent cette logique de décision.
Étape 1 : Exigences relatives à l'apparence du produit
Le facteur le plus important et qui détermine la décision finale dans le choix d'un moule est souvent l'aspect du produit, car il contraint directement l'emplacement du portillon, la taille du vestige du portillon ou les exigences de finition après le moulage. Les pièces dont la partie de la surface est très visible, comme le couvercle des appareils électroniques grand public, la décoration intérieure des automobiles ou l'apparence des panneaux, peuvent souvent avoir des exigences rigoureuses en matière de marquage et de planéité de l'opercule. Ces dernières situations nécessitent l'application d'architectures de moules où la position des portes est précise et où la séparation des canaux est contrôlée avec exactitude.
Les moules à trois plaques permettent de placer les portillons de manière ciblée ou centrale, en dehors des zones esthétiques importantes. Toutefois, lorsque les exigences esthétiques ne sont pas très importantes ou lorsque l'emplacement du portillon peut être caché sur une surface invisible, les moules à deux plaques peuvent toujours être utilisés. Ils sont rentables et efficaces lorsqu'ils sont associés à des portillons de tunnel ou de bord différenciés de manière appropriée [3].
Étape 2 : Structure du produit et accessibilité du portail
Dès que les exigences en matière d'apparence sont satisfaites, la structure interne du produit et l'accessibilité de la porte doivent être prises en compte. Plus d'une porte peut être nécessaire pour remplir des géométries complexes avec différentes épaisseurs de paroi, différentes longueurs d'écoulement ou différentes caractéristiques fonctionnelles. [4]. Cette caractéristique est pratique dans les moules à plusieurs cavités où l'équilibre de l'écoulement est nécessaire pour assurer la cohérence des dimensions. Inversement, les produits ayant une géométrie simple et une direction d'écoulement prévisible peuvent fréquemment être bouchés en un seul endroit, et un moule à deux plaques peut donc suffire.
Étape 3 : Analyse du volume de production et des coûts
Le volume de production est essentiel pour déterminer la capacité d'un investissement en outillage plus élevé à être compensé par des économies d'exploitation. Dans les programmes de production à faible volume, la facilité et le coût initial réduit des moules à canaux froids à deux plaques éclipsent généralement les avantages de la séparation automatique des canaux ou de la grande flexibilité de la fermeture. Cependant, à mesure que les quantités produites augmentent, le coût du matériau des canaux, la quantité de main-d'œuvre nécessaire pour désoperculer et les inefficacités des cycles deviennent de plus en plus critiques.
Les moules à deux plaques avec canaux chauds peuvent constituer un compromis idéal pour les volumes de production moyens, lorsque le matériau n'est pas jeté et que la structure globale requise du moule reste relativement simple. Pour les programmes de grande envergure (plus de centaines de milliers de pièces par an), les moules à trois plaques ou les canaux chauds entièrement optimisés peuvent offrir des avantages à long terme en termes de coûts, en réduisant les interventions manuelles, en assurant une meilleure uniformité du temps de cycle et en permettant une plus grande automatisation.
Étape 4 : Stratégie en matière d'automatisation et de main-d'œuvre
Le choix de la stratégie d'automatisation est un critère de décision essentiel qui détermine directement le choix de l'architecture du moule. Les processus de fabrication qui dépendent davantage du travail manuel peuvent se permettre la fixation du patin caractéristique des moules à deux plaques, en particulier lorsque la main-d'œuvre est peu coûteuse ou que les volumes sont faibles. Les usines qui s'efforcent d'atteindre une plus grande automatisation, telle que la manipulation robotisée des pièces et l'inspection en ligne, ont généralement un avantage dans la conception des moules qui simplifie les opérations en aval.
Les moules à trois plaques s'intègrent naturellement bien à la production automatisée en isolant les canaux au moment de l'ouverture du moule, ce qui minimise le recours à la manutention secondaire. [5]. Les moules à deux plaques peuvent être avantageusement intégrés dans des cellules automatisées utilisant l'extraction robotisée, le dégazage automatisé et la manutention par convoyeur. Avec l'introduction des systèmes à canaux chauds, les moules à deux plaques sont souvent choisis parce que l'élimination des canaux facilite l'automatisation et que le système minimise également le temps de cycle sans augmentation correspondante de la complexité du moule.
Étape 5 : Stratégie de fabrication à long terme
La dernière étape de la logique d'évaluation est la stratégie de fabrication à long terme du produit. Il est plus facile et moins coûteux d'adapter les architectures de moules à des programmes où l'on s'attend à une forte variation de la conception, à des remaniements techniques ou à des caractéristiques incertaines de la demande. Les moules à deux plaques sont généralement plus souples à cet égard, car la modification de l'emplacement des portes, de la géométrie ou de la forme des canaux, voire de la conception de la cavité elle-même, peut être facilement effectuée avec peu ou pas de retouches.
Les systèmes à canaux chauds et les moules à trois plaques nécessiteront des efforts de modification plus importants, en particulier pour changer la disposition du collecteur ou l'emplacement des portes. Dans le cas de produits de conception plus stable ayant un long cycle de production, le coût initial plus élevé d'un moule à trois plaques ou à canaux chauds peut être compensé par l'efficacité moyenne de la production et les faibles coûts d'exploitation à long terme. En alignant le choix des moules à la fois sur la durée de vie et la stabilité prévues du produit, il est possible de s'assurer que les choix d'outillage à faire pourront répondre aux exigences de production à court terme ainsi qu'aux objectifs à long terme de l'entreprise.
Voies d'amélioration de l'automatisation des moules à deux plaques
Les moules à deux plaques sont automatisés grâce aux nouvelles technologies de fabrication, malgré la présence de patins inhérente à ces types de moules. Même si les moules à deux plaques font naturellement jaillir la pièce formée en même temps que le système de coulissement, les technologies d'automatisation contemporaines permettent à ces moules d'atteindre des niveaux considérables de productivité, d'uniformité et d'économie de main-d'œuvre. Les moules à deux plaques peuvent être transformés en outils de fabrication hautement automatisés qui seront prêts à servir l'environnement industriel difficile grâce à l'introduction stratégique de la robotique, du dégazage automatisé, du contrôle de la qualité et des canaux chauds.
1. Séparation robotisée des pièces et des coulisses
Dans les moules qui n'offrent pas d'isolation naturelle des canaux, la séparation robotisée des pièces et des canaux est couramment utilisée pour remédier à ce problème. Une cellule de production typique est équipée d'un robot à six axes qui retire la pièce moulée et l'ensemble des canaux à l'ouverture du moule afin d'obtenir une extraction uniforme, quelle que soit la forme de la pièce ou l'orientation du moule. Le robot repositionne l'ensemble dans une station de séparation spéciale, où le patin est cassé ou coupé mécaniquement, puis la pièce finie est acheminée en aval.
2. Systèmes automatisés de dégagement
L'efficacité des moules à deux plaques augmente grâce à l'automatisation des systèmes de dégazage, qui standardise l'enlèvement des canaux et réduit le contact humain. Ces systèmes intègrent des processus de coupe ou d'arrachage qui sont contrôlés par la position de la porte et sont également sécurisés de manière à ce que les vestiges de la porte soient d'une taille similaire dans chaque lot de production. Incorporé à la manutention robotisée, le dégrappage automatisé est une extension du cycle de moulage lui-même et non un processus en aval.
3. Automatisation de la qualité dans le moule et après le moulage
L'automatisation de la qualité permet à un moule à deux plaques de fonctionner avec un contrôle des processus aussi poussé que celui traditionnellement lié à un outillage plus complexe. Les capteurs sont intégrés au moule et transmettent des données en temps réel sur la pression et la température dans la cavité, ce qui permet à l'utilisateur de détecter les dérives du processus dues à un changement de matériau ou à l'usure de l'équipement. D'autres systèmes d'inspection sont installés pour assurer la détection instantanée des défauts d'ouverture, de remplissage et d'éjection.
4. Moule à deux plaques + canal chaud + robot : Une solution industrielle courante
Les moulages à deux plaques combinés à des canaux chauds et à un contrôle robotique comptent parmi les formations les plus efficaces et les plus populaires dans le domaine du moulage par injection contemporain. Les canaux chauds éliminent la nécessité de dégraisser et d'utiliser des matériaux, et la structure à deux plaques limite la complexité de l'outillage. Le retrait automatique des pièces est assuré par la manipulation robotisée et peut être intégré à l'automatisation ultérieure.
Perspective finale
Le choix entre les moules à deux ou trois plaques n'est pas une question d'excellence, mais une question d'ingénierie au regard des exigences du produit, du plan de production et des impératifs économiques. Les moules à deux plaques sont faciles, flexibles et peuvent être utilisés avec les systèmes à canaux chauds, tandis que les moules à trois plaques sont flexibles au niveau de l'injection, avec l'avantage supplémentaire de l'automatisation des systèmes à canaux froids. Grâce aux technologies d'automatisation modernes, l'écart de performance entre les deux types de moules ne cesse de se réduire, ce qui rend plus important que jamais le choix d'un moule éclairé et fondé sur des données.
Références
[1] Aco Mold. (2022, 22 juillet). Moule à deux plaques et moule à trois plaques. https://www.acomold.com/2-plate-mold-and-3-plate-mold.html
[2] Ye, R. (2026). 6 types de portes de moulage par injection et quand les utiliser. https://www.3erp.com/blog/6-types-of-injection-molding-gate-when-to-use-them/
[3] As (2023, 7 novembre). Conception de moules à deux plaques : Conseils pour une qualité optimale des produits. https://www.ace-mold.com/two-plate-mould/
[4] Best Future (2025, 1er août). Avantages des moules d'injection à trois plaques pour la production de pièces complexes. https://www.plasticmoldfactory.com/news/advantages-of-three-plate-injection-molds-in-the-production-of-complex-parts
[5] Outils pour l'Asie. (2025, 11 novembre). Guide sur la structure et le fonctionnement des moules à trois plaques. https://www.asiatools.net/news/blog/three-plate-mold-structure-and-working-process-guide














