

Le premier véhicule breveté par Carl Benz en 1885 n'avait pas de pare-chocs. [1]. Il s'agissait essentiellement d'un véhicule à trois roues doté d'un moteur à combustion et de grandes roues. Un pare-chocs fait d'une barre métallique a été ajouté aux automobiles en 1897 par George Albert Lyon. À l'époque, la fabrication des pare-chocs était essentiellement décorative.
En 1905, Frederick Richard Simms a breveté le premier pare-chocs conçu pour absorber les chocs. Cette fois, les pare-chocs étaient fabriqués en caoutchouc absorbant les chocs. La fonte a fini par remplacer le caoutchouc. En 1920, l'acier est devenu le matériau standard pour la fabrication des pare-chocs en raison de son coût moins élevé et de sa meilleure résistance.
Entre 1930 et 1960, les constructeurs automobiles ont commencé à innover en matière de production de pare-chocs. Ils ont notamment recouvert de chrome l'acier utilisé pour la fabrication des pare-chocs. Les constructeurs automobiles ont également commencé à ajouter des formes complexes et des lumières aux pare-chocs.
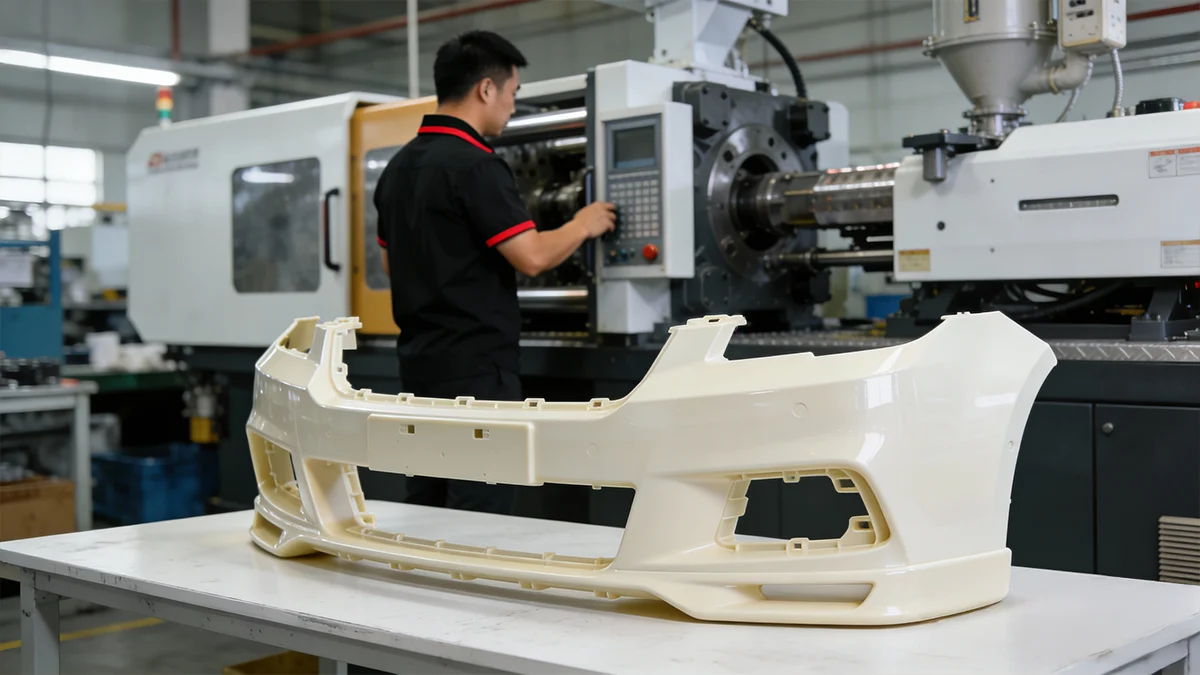
L'essor du moulage par injection de pare-chocs
À partir des années 1970, les préoccupations en matière de sécurité ont commencé à croître autour des automobiles. Les Administration nationale de la sécurité routière des États-Unis (NHTSA) a annoncé en 1971 de nouvelles normes de sécurité (Federal Motor Vehicle Safety Standard 215) exigeant que les pare-chocs résistent aux chocs à faible vitesse (2,5 mph).
La directive de la NHTSA a marqué le début d'une nouvelle ère pour les pare-chocs en caoutchouc dotés de propriétés d'absorption des chocs. L'un des premiers constructeurs automobiles à se conformer à cette nouvelle directive sur les pare-chocs a été General Motors, notamment avec son pare-chocs Endura monté sur la Pontiac GTO de 1968. Les pare-chocs automobiles modernes sont principalement fabriqués à l'aide des matériaux suivants moulage par injection comme suit :
1. Sélection et préparation des matériaux
La forme la plus courante de palette plastique utilisée dans les moules pour pare-chocs de voiture est la suivante polypropylène. Cependant, polycarbonate, Le polyuréthane et le styrène-butadiène sont souvent utilisés en raison de leur souplesse de conception et de l'équilibre parfait entre une résistance élevée aux chocs et un faible poids. Les granulés sont introduits dans une trémie.
2. Fusion et injection des granulés
La trémie achemine les granulés vers le tonneau, où ils sont fondus et mélangés (si d'autres matériaux ont été ajoutés) pour obtenir une forme fondue. Le plastique fondu est injecté dans un moule en acier. Lors de l'injection, la pression adéquate est appliquée pour que le plastique en fusion puisse remplir correctement la cavité du moule.
3. Refroidissement de la pièce moulée
Le plastique fondu refroidit et se solidifie dans le moule. Ce faisant, il prend la forme usinée avec précision du moule. Le contrôle critique du temps de refroidissement permet au matériau d'obtenir les propriétés mécaniques et la précision dimensionnelle souhaitées. Marques d'évier, déformation, et d'autres défauts courants peuvent être évités grâce à un mécanisme de refroidissement adéquat.
4. Dépose du pare-chocs moulé
Une fois la pièce refroidie et suffisamment solidifiée, la pièce moulée est éjectée. L'éjection réussie se fait à l'aide d'un système de plaques et de goupilles.
5. Finition du pare-chocs
La pièce moulée subit généralement plusieurs autres étapes avant d'être montée sur une automobile. La finition peut comprendre l'ébarbage et la peinture afin d'obtenir l'aspect souhaité.
Cinq points à prendre en compte pour le moulage par injection des pare-chocs
Au fil des ans, les constructeurs automobiles ont continué à innover en matière de moulage des pare-chocs. Par exemple, certaines marques automobiles proposent des pare-chocs en aluminium ou en acier recouverts de plastique. D'autres ont des conceptions spéciales qui intègrent des capteurs pour les avertissements de collision, le stationnement et d'autres fonctions de sécurité avancées.
Les pare-chocs de l'ère moderne sont fabriqués en plastique pour des raisons autres que la sécurité. Il s'agit notamment allègement, L'intention de la conception guide généralement les considérations lors de la fabrication du pare-chocs. L'intention de la conception guide généralement les considérations lors de la fabrication du pare-chocs. Vous trouverez ci-dessous des considérations importantes à prendre en compte.
1. Conception de pare-chocs pour la sécurité
Bien que la production de pare-chocs fasse l'objet de nombreuses considérations, la sécurité reste une priorité absolue. Chaque pare-chocs doit être conforme aux réglementations nationales, et aux réglementations internationales si le fabricant prévoit d'expédier ses véhicules à l'étranger.
La plupart des organismes internationaux de réglementation de la sécurité automobile, y compris la NHTSA et la plupart des réglementations européennes, attendent des pare-chocs qu'ils résistent à des impacts allant jusqu'à 2,5 mph provenant de l'avant ou de l'arrière avec un minimum de dommages. Cela signifie que le matériau utilisé pour la fabrication des pare-chocs doit répondre à des critères de résistance et de robustesse spécifiques.
L'Insurance Institute for Highway Safety a souvent des exigences plus strictes. L'organisme indépendant effectue généralement des tests à 5 mph pour évaluer les coûts de réparation.
2. Sélection des matériaux pour l'allègement
Bien que l'utilisation de barres métalliques pour les pare-chocs soit fonctionnelle, elle augmente le poids du véhicule, ce qui accroît la consommation de carburant. Le passage à des pare-chocs en plastique a permis de réduire le poids des automobiles, ce qui se traduit directement par une réduction de la consommation de carburant.
Les automobiles évoluent vers l'utilisation de sources d'énergie durables, comme les véhicules électriques à batterie et les véhicules à hydrogène. [2]. Par conséquent, une pression croissante s'exerce sur les fabricants pour qu'ils utilisent des matériaux plus durables et plus légers pour leur production, dans le but d'augmenter l'autonomie. En outre, les défenseurs de l'environnement réclament une réduction de la pollution plastique, ce qui oblige les fabricants à explorer l'utilisation de matériaux recyclés.
Cela a conduit à une augmentation de l'utilisation de résines composites moulées par injection et de résines recyclées après consommation (PCR) pour le moulage par injection des pare-chocs. [3]. Ces matériaux sont privilégiés en raison de leur rapport résistance/poids élevé.
Défis liés au traitement des composites et des résines PCR
Lorsque l'un de ces matériaux est utilisé, le système de moulage des pare-chocs de voiture doit être modifié. Par exemple, les composites fondent à une température plus élevée et nécessitent une pression d'injection supérieure à celle du plastique vierge pour assurer un écoulement régulier sans endommager le matériau. Les paramètres de traitement des résines recyclées après consommation sont également très contrôlés pour éviter la dégradation du matériau.
Par conséquent, lorsque vous travaillez avec des composites ou des résines recyclées après consommation, veillez à vous associer à un fabricant de moules pour pare-chocs qui comprend leurs particularités. Voici quelques-unes des modifications que les fabricants peuvent apporter à un système de moulage par injection de pare-chocs lorsqu'ils utilisent des PCR :
- La machine bénéficiera de l'utilisation de systèmes de filtration et de triage avancés pour éliminer les contaminants.
- La teneur en humidité du PCR peut être plus élevée que celle du plastique vierge et nécessiterait un système de séchage optimisé pour éviter les défauts.
- Modification de la conception de la vis pour traiter des matériaux dont le flux de matière fondue varie.
- Il peut être nécessaire d'introduire des extrudeuses de ventilation dans le tonneau afin d'éliminer l'humidité et les substances volatiles résiduelles du matériau pendant la fusion.
- Il peut être nécessaire d'ajuster la température, la pression et la vitesse.
- Le système de refroidissement doit être modifié pour compenser les différents taux de rétrécissement.
3. Conception du pare-chocs pour l'allègement
On pense à tort que l'allègement des pare-chocs moulés pour voitures peut être obtenu simplement en échangeant des matériaux. Ce n'est pas le cas ! L'optimisation de la conception est au cœur du processus d'allègement des pare-chocs. allègement. Bien que le passage des pare-chocs en acier aux pare-chocs en plastique ait contribué à réduire le poids total des automobiles, les techniques d'optimisation de la conception ci-dessous aident les fabricants à créer des pare-chocs légers.
- Structures à parois minces : La production de pare-chocs à parois minces permet aux fabricants de réduire davantage l'utilisation de matériaux, ce qui peut encore diminuer le poids de la pièce et les coûts. Pour fabriquer des pièces à parois minces sans compromettre la fonctionnalité, côtes sont souvent ajoutés aux pare-chocs à parois minces pour améliorer la stabilité et redistribuer la force d'impact.
- Conception générative et optimisation topologique : La modélisation informatique avancée est souvent utilisée pour retirer les matériaux des zones non critiques ou pour optimiser la forme de la structure, en utilisant des structures en treillis ou en nid d'abeille, par exemple. [4]. Ces structures sont plus efficaces pour supporter les charges et les impacts. La modélisation informatique peut également être utilisée pour trouver la meilleure configuration et la meilleure densité de nervures afin d'obtenir les meilleurs résultats.
- Technique de fabrication hybride : Contrairement à la fabrication traditionnelle de pare-chocs, qui fait appel à une seule technique de production, les pare-chocs modernes peuvent combiner différentes techniques. Par exemple, les pare-chocs, Impression 3D est utilisée pour créer la couche extérieure contenant les chambres de voxels. Les vides sont ensuite remplis à l'aide d'une technique similaire au moulage par injection.
- Intégration partielle : La combinaison de plusieurs pièces dans un seul moule de pare-chocs élimine le besoin de fixations et d'autres techniques d'assemblage qui augmentent le poids de l'automobile.
4. Conception d'un moule de pare-chocs pour la fonctionnalité
Les pare-chocs modernes de la plupart des voitures (en particulier les voitures de sport) sont conçus pour contribuer à leurs propriétés aérodynamiques et à leur efficacité énergétique. Il est conçu pour gérer le flux d'air, en particulier pour les véhicules électriques qui utilisent des ventilateurs pour refroidir les batteries.
Le pare-chocs avant est la première partie du véhicule qui entre en contact avec l'air venant en sens inverse. C'est pourquoi il présente généralement une forme profilée qui permet à l'air de circuler facilement autour de la voiture. Cela évite la création d'une résistance à l'air qui peut augmenter la consommation de carburant ou de batterie.
Certains processus de moulage par injection de pare-chocs intègrent des caractéristiques spéciales telles que des évents latéraux ou des rideaux d'air. Ces éléments ont pour but de guider l'air vers les passages de roue et les freins. L'air froid qui arrive refroidit le système de freinage et aide à gérer les turbulences générées par les roues qui tournent. Cet effet contribue également à réduire la traînée et à améliorer l'accélération et la consommation de carburant.
5. Conception d'un moule pour pare-chocs selon les spécifications de l'entreprise automobile
La conception d'un pare-chocs n'est pas une solution unique. Chaque constructeur automobile a des exigences uniques en matière d'esthétique ou de performances pour son pare-chocs, et ces exigences peuvent varier considérablement d'un modèle de voiture à l'autre. Le processus de moulage des pare-chocs doit s'aligner sur les attentes internes du constructeur automobile.
Pour un constructeur, il peut s'agir de la capacité du pare-chocs à éviter d'endommager les phares ou les capteurs et caméras intégrés lors d'un accident à faible vitesse. Un autre constructeur peut privilégier l'aérodynamisme et le refroidissement. Un troisième constructeur peut privilégier l'aspect esthétique et exiger un pare-chocs résistant aux rayures et facile à peindre. Les tests standard utilisés par les constructeurs automobiles pour vérifier les performances des pare-chocs sont les suivants :
- Test de stress : Un logiciel de simulation tel que l'analyse par éléments finis est utilisé pour évaluer le comportement du pare-chocs dans différentes conditions.
- Essais de barrière et de pendule : Le pare-chocs est écrasé contre des obstacles mobiles (et des obstacles fixes) à différentes hauteurs et vitesses afin de prédire le comportement de l'impact.
- Test d'ajustement du véhicule : Utilisé pour déterminer si le pare-chocs s'adapte bien au véhicule avant l'installation finale.
Les moules modulaires et multi-empreintes sont souvent associés à des canaux de refroidissement conformes innovants afin d'améliorer l'efficacité du moulage par injection de pare-chocs, de réduire les temps de cycle et de garantir une qualité uniforme et constante des produits. Les constructeurs automobiles doivent s'assurer qu'ils communiquent clairement leurs intentions et leurs exigences à leur mouliste pour obtenir les meilleurs résultats.
Référence
[1] Groupe Mercedes-Benz. (n.d.). Voiture à moteur brevetée Benz : La première automobile (1885-1886). Groupe Mercedes-Benz. https://group.mercedes-benz.com/company/tradition/company-history/1885-1886.html
[2] Département de l'énergie des États-Unis. (n.d.). Comment fonctionnent les voitures électriques à pile à combustible ? Centre de données sur les carburants alternatifs. https://afdc.energy.gov/vehicles/how-do-fuel-cell-electric-cars-work
[3] Mauser Packaging Solutions. (n.d.). Résine post-consommation (PCR) : Qu'est-ce que c'est et quels sont les avantages ? Solutions d'emballage Mauser. https://mauserpackaging.com/mauser_news/post-consumer-resin-pcr-what-is-it-and-what-are-the-benefits/
[4] 3Dnatives. (2025, 11 avril). Tout sur les structures en treillis dans l'impression 3D. 3Dnatives. https://www.3dnatives.com/en/all-about-lattice-structures-in-3d-printing-04112025/














