القولبة بالحقن المعدني (MIM) هي عملية يتم فيها تصنيع الأجزاء المعدنية باستخدام مسحوق المعدن كمادة خام. وهي تستخدم تقنية تسمى تعدين المسحوق المعدني. تدمج هذه العملية مرونة إجراءات قولبة حقن البلاستيك مع سلامة وقوة المعادن لإنتاج أجزاء ذات أشكال هندسية معقدة. تناسب هذه العملية في الغالب الأجزاء الصغيرة التي يقل وزنها عن 100 جرام، ويحدث المنتج بأحجام كبيرة وصغيرة على حد سواء.
تُستخدم في الأماكن التي تتطلب مستوى عالٍ من الدقة والجودة، مثل قطاعات الطيران والسيارات والأجهزة الطبية.


نظرة عامة على تدفق العملية
تتشابه إجراءات الإنتاج في قولبة حقن المعادن بالحقن (PIM) تمامًا مع إجراءات إنتاج حقن البلاستيك (PIM) نظرًا لأن MIM تتعامل مع المعادن، ولكنها معقدة بعض الشيء. يتم حقن خليط من جزيئات معدنية صغيرة ومواد بلاستيكية رابطة - مادة تغذية معدنية مبلمرة - في القالب تحت ضغط عالٍ. بعد تبريده، يتصلب ثم يتم تحريره من القالب وتشذيبه إذا لزم الأمر.
ومع ذلك، لم ينتهي الأمر بعد! ما يتم إنتاجه هو ما يُشار إليه باسم "الجزء الأخضر"، والذي يحتاج إلى الخضوع لعملية إزالة الترابط. في العملية التالية، تتم إزالة الرابط البلاستيكي تاركًا وراءه جزءًا معدنيًا هشًا ومساميًا يسمى "الجزء البني".
يتضمن الإجراء عدة خطوات، مثل تحضير المواد الأولية (التركيب)، والقولبة بالحقن، وإزالة التجليد، والتلبيد. وتعد كل مرحلة من هذه المراحل حاسمة في إنتاج أجزاء ذات الشكل الأمثل وخصائص المواد والأبعاد المثلى.
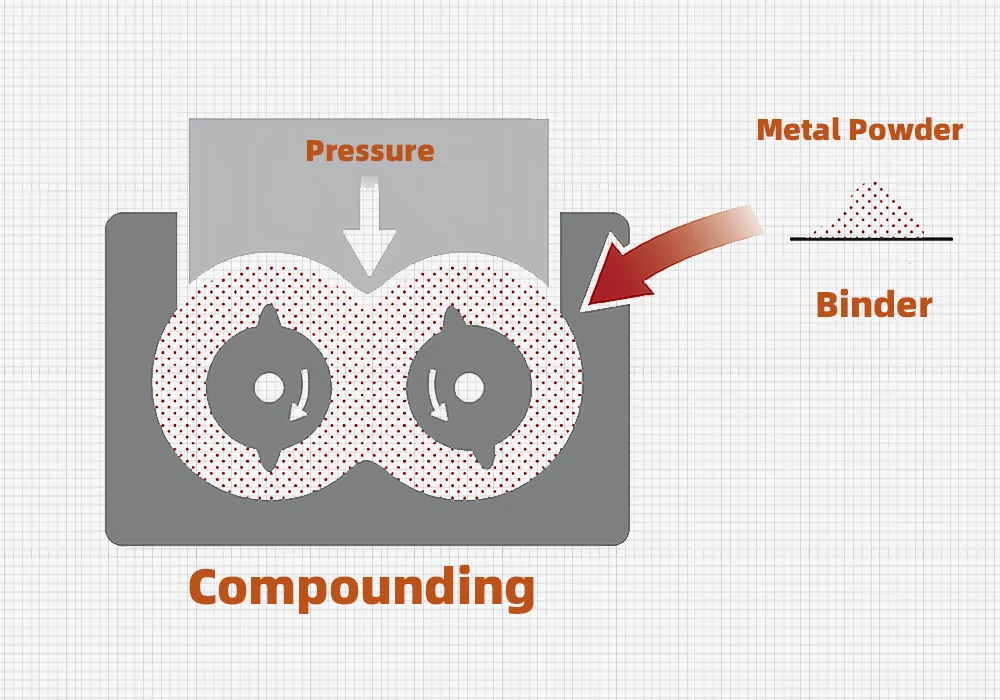
1. التركيب
يُشار إليها أيضًا باسم تحضير المواد الأولية، وهي الخطوة الأولى في عملية تصنيع ميم. تنطوي هذه المرحلة على خليط من مسحوق معدني بأحجام تتراوح بين 4-25 ميكرو مع مواد رابطة شمعية أو لدائن حرارية بنسبة 60:40 من حيث الحجم. يتم تسخين الخليط وصهره في معدات خلط خاصة مثل خلاط سيجما ذو الشفرات ويتم توزيع الجسيمات بالتساوي في جميع الأنحاء. هذا التوزيع ضروري لضمان لزوجة المادة، مما يؤثر على عملية القولبة بالحقن وكثافة الجزء النهائي. بعد ذلك، يتم تبريد الكتلة وتحبيبها إلى مادة وسيطة لماكينة MIM.
يحدد المسحوق المعدني الخصائص الهيكلية للجزء النهائي. تسهّل هذه المادة الرابطة التدفق أثناء عملية القولبة بالحقن وتؤثر أيضًا على عمليتي إزالة التجليد والتلبيد. يعد اتساق المادة الأولية أمرًا حيويًا لضمان تدفق المواد بشكل موحد أثناء مرحلة القولبة بالحقن، مما ينتج عنه جزء بخصائص متسقة طوال الوقت.
2. القولبة بالحقن
تشبه هذه العملية عملية قولبة حقن البلاستيك. وتحدث عندما يتم حقن المادة الأولية المحضرة في تجويف القالب لإنتاج الجزء المطلوب. يتم تسخين المادة الأولية المكورة أولاً عند درجة حرارة محددة ويتم حقنها تحت ضغط عالٍ في تجويف القالب.
ويدفع دوران البرغي، الموجود داخل البرميل، المادة المغذية إلى الأمام، ويسمح الضغط للفوهة بالدخول إلى التجويف. وبمجرد أن تمتلئ، تبرد المادة الصلبة وتتصلب المادة الصلبة وتحتفظ بشكل الأجزاء حيث يتم إخراجها من المادة الصلبة إما عن طريق الهواء المضغوط أو دبابيس القاذف.
الجزء الذي يخرج هو "الجزء الأخضر"، وتستمر العملية. يجب أن يشتمل القالب على بوابة مناسبة وموقع تنفيس مناسب لتسهيل ملء حجرة القالب بشكل متناسق لضمان الحصول على منتج عالي الجودة.
To compensate for the shrinkage that occurs during sintering, the cavity is made to be 20% larger and this shrinkage change depends on each material.

3. نزع اللفافة
إن عملية إزالة التلبيد هي عملية إخراج المادة الرابطة من "الجزء الأخضر" وترك جزء معدني مسامي يعرف باسم "الجزء البني". تحدث العملية على عدة خطوات، وتتم إزالة معظم المادة الرابطة لتترك وراءها ما يكفي لتثبيت الأجزاء في فرن التلبيد.
تتم إزالة الموثق من خلال ثلاث فئات;
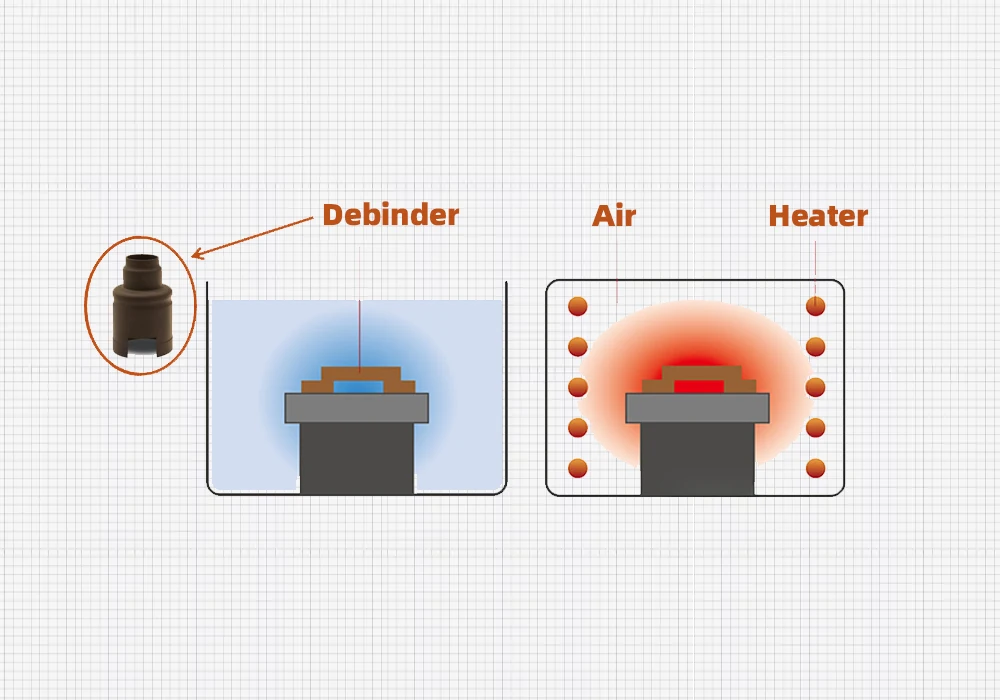
Ⅰ. نزع المذيبات
في هذا الإجراء، يتم غمس الجزء الأخضر في مذيب سائل لإذابة المادة الرابطة واستخلاصها. تحدد المادة الرابطة نوع المذيب الذي سيتم استخدامه. على سبيل المثال، إذا كانت المادة الرابطة قابلة للذوبان في الماء، يتم استخدام مذيب مائي. وإذا لم تكن كذلك، يفضل استخدام المذيبات العضوية. يمكن غمس الجزء داخل المذيب لبعض الوقت، يتراوح من بضع ساعات إلى أيام.
Ⅱ. فك التجليد الحراري/التحلل الحراري
هي واحدة من أسهل طرق إزالة التلبيد. يتم تسخين الجزء المصبوب بالحقن عند درجة حرارة أقل من درجة حرارة تلبيد المسحوق المعدني. تتحلل المادة الرابطة ثم تتبخر، تاركةً شظايا معدنية مسامية. بعض المعلمات الحرجة التي يجب التحكم فيها في هذه الحالة هي معدل التسخين، وزمن المكوث، ودرجة حرارة الذروة. فهي تضمن إزالة المادة الرابطة تمامًا وتقلل من العيوب والتشوه.
Ⅲ. الربط التحفيزي
هذه العملية فعالة للغاية ولكنها معقدة إلى حد ما. وهي تتضمن تعريض الجزء الأخضر لبخار حمض، مثل حمض الأكساليك أو حمض النيتريك المركز. ويُعد بخار الحمض في هذا السيناريو عاملًا محفزًا، مما يضمن تحلل المادة الرابطة من البنية الداخلية للجزء. تحدث العملية في بيئة خاضعة للرقابة، ويعد اختبار توافق المعادن أمرًا بالغ الأهمية نظرًا لأن العملية تنطوي على استخدام الأحماض.
في حالات معينة، تُستخدم العملية المعروفة باسم عملية إزالة التجليد على خطوتين، والتي تتضمن الجمع بين الربط الحراري والربط بالمذيب، لتقليل تشوه الجزء.
ويكون "الجزء البني" المتبقي بعد عملية إزالة التلبيد عبارة عن بنية مسامية هشة مصنوعة من جزيئات المسحوق المعدني المترابطة. وعند هذه النقطة، يكون الجزء جاهزًا لعملية التلبيد النهائية، والتي تضفي على الجسيمات الخصائص الميكانيكية المطلوبة وتوحدها.
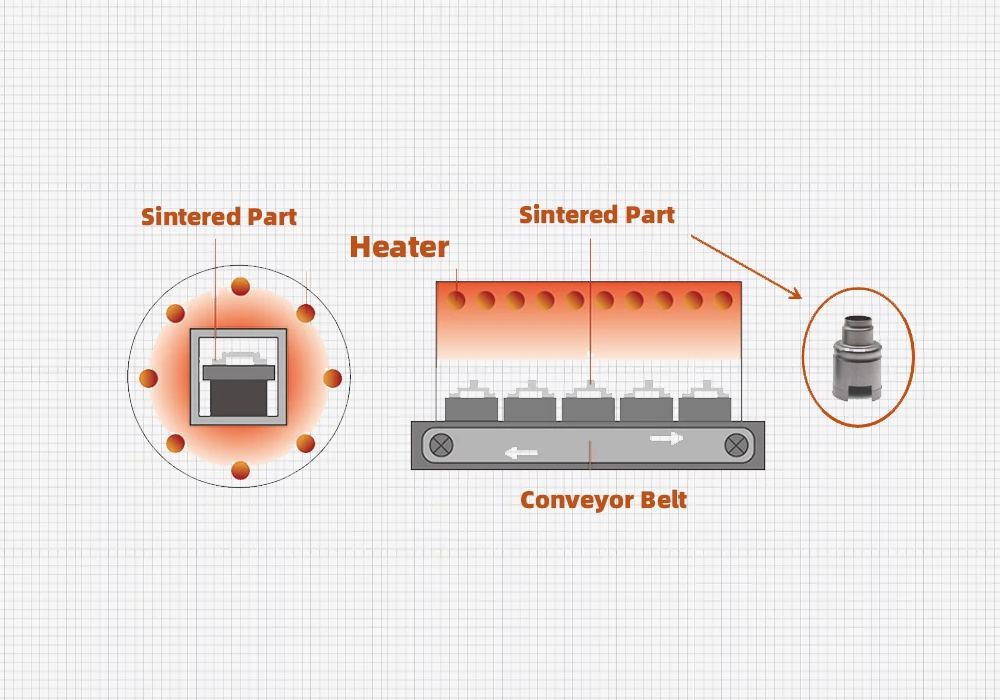
4. التلبيد
تتم عملية التلبيد عندما يتم تعريض المعدن البني إلى درجة حرارة أقل من درجة انصهار المسحوق المعدني. يتم تحميل الأجزاء الملبدة في فرن تلبيد عالي الحرارة يتم التحكم في غلافه الجوي وتوضع على مواد رابطة من السيراميك. بمجرد أن تقترب المواد الرابطة من نقطة الانصهار، تسيل المواد الرابطة وتتبخر. يتم بعد ذلك تسخين الجزء المعدني إلى درجة حرارة عالية، ويتم التخلص من الفراغ بين الجسيمات، مما يجعلها تندمج. ينكمش الجزء، ويتحول إلى مادة صلبة كثيفة إلى الأبعاد المطلوبة. يمكن أن يصل معدل انكماش الجزء إلى 20% خلال مرحلة التلبيد. ومع ذلك، يتم حساب ذلك في مرحلة التصميم وإنتاج القالب.
مواد لقولبة حقن المعادن بالحقن
The metal materials suitable for MIM are quite common. In theory, any powder material that can be cast at high temperatures can be formed into parts through the MIM process, including hard-to-machine materials and high-melting-point materials in traditional manufacturing processes. Metals that can be processed by MIM include low-alloy steels, stainless steels, tool steels, nickel-based alloys, tungsten alloys, hard alloys, titanium alloys, magnetic materials, Kovar alloys, precision ceramics, and more. Additionally, MIM can also customize material formulations based on the user’s performance requirements.
يُعد تشكيل MIM للسبائك غير الحديدية مثل الألومنيوم والنحاس ممكنًا من الناحية التقنية، ولكن عادةً ما تتم معالجتها بطرق أخرى أكثر فعالية من حيث التكلفة، مثل الصب بالقالب أو التصنيع الآلي. ومن الأمثلة على المواد SUS316L وSUS420J2 وSUS440C وSUS630 وSNCM415 وSKD11 وSKH51 وسبائك Ti، إلخ.
| نظام المواد | تركيبة السبيكة | مجالات التطبيق |
|---|---|---|
| الكربون - سبائك الصلب الكربوني | Fe₂Ni، Fe₈Ni | السيارات، المكونات الهيكلية الميكانيكية الميكانيكية |
| الفولاذ المقاوم للصدأ | 316 ل، 17 - 4 ف، 420، 440 ج، 420، 440 ج | الأجهزة الطبية، قطع غيار الساعات |
| الكربيد الأسمنتي | WC - Co | أدوات القطع، الساعات والساعات، وساعات اليد، وساعات المعصم |
| السيراميك | Al₂O₃، ZrO₂، SiO₂ | إلكترونيات تكنولوجيا المعلومات، والساعات والساعات، ومنتجات الاستخدام اليومي |
| سبيكة ثقيلة | دبليو - ني - في، دبليو - ني - نحاس، دبليو - ني - نحاس، دبليو - نحاس | الصناعة العسكرية والاتصالات السلكية واللاسلكية، الاستخدام اليومي - منتجات الاستخدام اليومي |
| سبائك التيتانيوم | Ti، Ti - 6Al - 4V | المكوّنات الهيكلية الطبية والعسكرية |
| المواد المغناطيسية | Fe, NdFeB₃, SmCo₅, Fe - Si | المكونات المغناطيسية |
| فولاذ الأدوات | جيم، ميم ₄، ميم | أدوات متنوعة |
الاختلافات بين القولبة بالحقن المعدني (MIM) والقولبة بالحقن التقليدي (TIM)
القوالب بالحقن التقليدي (TIM) والقولبة بالحقن المعدني (MIM) كلاهما عمليتا تصنيع تُستخدمان لإنتاج أجزاء معقدة عالية الدقة. ومع ذلك، هناك اختلافات كبيرة في المواد والمعدات المستخدمة وعمليات الإنتاج.
جدول للمقارنة بين MIM و TIM
| أسبكت | قولبة الحقن التقليدية (TIM) | قولبة حقن المعادن بالحقن (MIM) |
|---|---|---|
| نوع المادة المستخدمة | اللدائن الحرارية مثل (ABS (أكريلونيتريل بوتادين ستايرين)، PP (بولي بروبيلين)، PE (بولي إيثيلين)، PC (بولي كربونات) | طاقة معدنية مدمجة مع مادة رابطة (مادة وسيطة) |
| شكل المادة الخام. | كريات بلاستيكية. | مساحيق معدنية ممزوجة بالبوليمرات (اللدائن الحرارية) أو المواد الشمعية (المواد الأولية) |
| تصميم القالب | يركز على تشكيل البلاستيك المصهور، لذلك يجب أن يسمح التصميم بتدفق البلاستيك بسهولة، مما يسمح بأشكال معقدة ومفصلة. يجب أن يستوعب معدلات الانكماش المنخفضة للبلاستيك (0.5% إلى 2%)، مما يجعل الحسابات الهندسية أقل تعقيدًا. تجاويف متعددة لتعزيز كفاءة الإنتاج وسرعته. | يجب أن تستوعب القوالب المواد الأولية الكثيفة ومعدلات انكماش المعدن الأعلى (15-20%) التي تحدث أثناء عملية التلبيد. وبالمثل، يمكن أن تحتوي قوالب MIM على تجاويف متعددة، ولكن يجب أن يأخذ التصميم في الاعتبار الانكماش الأعلى وإزالة المادة الرابطة بشكل موحد. |
| مادة القالب | مكونة من الألومنيوم والصلب وسبائك أخرى عالية القوة تتحمل درجة حرارة البلاستيك المنصهر (150 درجة مئوية - 300 درجة مئوية) | مستخرج من فولاذ الأدوات المقوى أو كربيد التنجستن لتحمل ضغوط الحقن العالية ومعدلات التآكل الثقيلة من المسحوق المعدني. |
| المعالجة اللاحقة | هناك حاجة إلى الحد الأدنى من المعالجة اللاحقة، مثل الطلاء والتشذيب وما إلى ذلك. | تتم المعالجة اللاحقة للمعالجة على نطاق واسع من خلال عمليات مثل إزالة التجليد والتلبيد. |
| درجات حرارة المعالجة | تعمل تحت درجات حرارة منخفضة نسبيًا تتراوح بين 150 درجة مئوية و300 درجة مئوية. | درجات حرارة المعالجة العالية المطلوبة عادةً أكثر من 1000 درجة مئوية أثناء مرحلة التلبيد. |
| المعدات المستخدمة | تستخدم ماكينات قولبة حقن البلاستيك القياسية المزودة بأنظمة تسخين وتبريد مصممة للبلاستيك. | على الرغم من أن الماكينات قد تشترك في أوجه التشابه الهيكلي المتشابهة، إلا أنها تتطلب تعديلاً كبيرًا للتعامل مع الضغوط العالية (30,000-150,000 رطل لكل بوصة مربعة) والمواد الأولية الأكثر كثافة. |
الاختلافات والمزايا الخاصة ب MIM مقارنة بعمليات تصنيع المعادن الأخرى
لكل عملية تصنيع مجالات تطبيق محددة ذات مزايا وقيود. وتجمع عملية التصنيع بقطع التصنيع المغناطيسي MIM بين تعدد الاستخدامات وتوفير التكاليف في عمليات التصنيع الأخرى مع قدرة المعادن على التحمل والمتانة. ولتقديم نظرة ثاقبة حول ما إذا كانت عملية التصنيع بقطع التصنيع المغناطيسي هي مسار التصنيع الأمثل، سنتناول مزاياها الرئيسية وكيفية اختلافها عن عمليات التصنيع الأخرى.
- الأشكال الهندسية المعقدة: التطبيقات التي تتطلب مكونات ذات أشكال معقدة وخصائص مواد غير ممكنة مع الأشغال المعدنية التقليدية.
- الفعالية من حيث التكلفة: تُعد عملية التصنيع بقطع التصنيع الآلي (MIM) عملية مؤتمتة للغاية تقلل من الحاجة إلى العمل اليدوي مقارنة بطرق تشكيل المعادن الأخرى. يتم إنتاج مواد زائدة ضئيلة، مما يقلل من كمية النفايات. كما أن دقتها تقلل من الحاجة إلى العمليات الثانوية.
- جودة متسقة: تضمن العملية المؤتمتة والمتكررة للغاية أن تكون الأجزاء المنتجة متشابهة. ونظرًا لأن هذه العملية تتم في بيئة خاضعة للرقابة، يتم تقليل العيوب والملوثات إلى الحد الأدنى.
- اختيار المواد: ويضمن الاختيار الواسع للمواد، مثل الفولاذ والتيتانيوم وبعض السبائك، المرونة والملاءمة لتطبيق معين. وغالباً ما تتفوق هذه الخاصية على عمليات مثل الصب.
- الكثافة والقوة: تتميز أجزاء الصب بالحقن المعدني المنتجة بخصائص ميكانيكية عالية، مثل الصلابة والقوة، مما يجعلها مناسبة للمكونات التي تحتاج إلى تحمل التآكل الشديد وظروف الإجهاد العالية.
مقارنة بين عمليات التصنيع المدمجة MIM وعمليات التصنيع الأخرى
تشمل عمليات التصنيع الأخرى المستخدمة في إنتاج الأجزاء المعدنية عمليات التصنيع الأخرى مثل تعدين المساحيق التقليدي والتشكيل والطباعة ثلاثية الأبعاد وتقنيات المعادن السائلة. يقارن الرسم البياني التالي بين جوانب الإنتاج المختلفة بين عمليات التصنيع MIM وعمليات التصنيع المذكورة.
دور الخصائص المادية في وظيفة المنتج وتصميم مظهره الخارجي
يعد اختيار المواد عاملاً مهمًا في عملية قولبة حقن المعادن، والتي يمكن أن تؤثر بشكل مباشر على مظهر المنتجات وتصميمها وأدائها ووظائفها. فيما يلي نظرة على كيفية تأثير اختيار المواد على التصميم.
1. الخواص الميكانيكية والوظائف
تتمتع مواد مثل الفولاذ والتيتانيوم عند استخدامها معاً بخصائص القوة ومقاومة التآكل. وهي مناسبة للأجزاء التي تتطلب متانة ميكانيكية. يمكن للمكونات المصممة لاستخدام مثل هذه المواد أن تشتمل على هندسة جدران أكثر سمكاً أو أن يتم تعزيزها بمواد أقل قوة.
2. الانكماش ودقة الأبعاد
يتراوح معدل انكماش MIM بين 15% و20% أثناء عملية التلبيد. ومع ذلك، يعتمد هذا على خصائص المواد وسلوكها. يجب أن يأخذ المصممون في الحسبان هذا الانكماش في أبعاد القالب من خلال زيادة الحجم بشكل متناسب للحصول على دقة أفضل.
3. مقاومة التآكل.
تتطلب المكونات المعرضة لبيئات قاسية مواد مقاومة للتآكل، مثل الفولاذ المقاوم للصدأ (316L) أو التيتانيوم. يدمج المصممون هذه المواد لتقليل الحاجة إلى الطلاءات الواقية والحفاظ على الأشكال الهندسية.
4. الخواص الحرارية
تتميز سبائك النحاس بخصائص توصيل حراري عالية ويمكن استخدامها في التطبيقات الحساسة للحرارة. يمكن للمصممين وضع ميزات مثل الفتحات والزعانف الأكثر فعالية لتبديد الحرارة في مثل هذه المواد.
5. الجمالية والتشطيب السطحي
تتميز مواد مثل الفولاذ المقاوم للصدأ بخصائص تشطيب ممتازة. فهي أسهل في الطلاء والطلاء والتلميع. وتستخدم منتجات مثل الإلكترونيات الاستهلاكية مثل هذه المواد لأنها تتطلب أسطحًا ناعمة ومظهرًا متميزًا.
إستراتيجيات تحسين تصميم المنتجات على أساس MIM والمحرمات لـ MIM
تبسيط الأشكال الهندسية المعقدة
يسمح التصنيع متعدد الأشكال الهندسية المعقدة، والتي تكون في بعض الأحيان صعبة أو يصعب تحقيقها. وهذا يزيد من مخاطر العيوب والتكاليف. ولتقليل المخاطر، يمكن للمصمم تحسين ذلك من خلال استخدام استراتيجيات مثل السمات الرفيعة أو أنصاف الأقطار أو الشرائح لتقليل الزوايا الحادة. أيضًا، يمكن دمج مكونات متعددة في مكون واحد للتخلص من التجميع.
تحسين سماكة الجدار
يعزز تصميم الأجزاء بسماكة موحدة من تدفق المواد ويمنع الالتواء والتشقق والفراغات وعلامات الغرق. يمكن أن يؤدي استخدام طريقة مثل الحفر إلى تقليل المواد ووقت المعالجة.
دمج زوايا السحب
يلزم وجود سحب أو استدقاق طفيف لإخراج القِطع من تجويف القالب. عندما تكون زاوية السحب مطلوبة، تكون الزاوية من 0.5 درجة إلى 2 درجة على الجدران الرأسية كافية لإخراج سلس.
دمج الميزات الوظيفية
يمكن دمج تحسين MIM مع ميزات وظيفية لتحسين الأداء وتقليل التجميع. قد تشمل هذه الميزات التثبيتات المفاجئة أو عناصر الربط الذاتي أو علامات المحاذاة. تصميم متعدد الوظائف، مثل العناصر الهيكلية والمميزات الجمالية.
تجنب التقطيعات السفلية وإجراءات العفن المعقدة
يمكن أن تكون القطع السفلية داخلية أو خارجية وهي مطلوبة لوظائف القِطع. ومع ذلك، اعتمادًا على الموقع والنوع، فإنها تزيد من تكاليف الأدوات وتطيل الدورات. يوصى بإعادة تصميم القطع السفلية في أشكال هندسية بسيطة واستخدام الإجراءات الجانبية.
تفكيك تصميم العملية الكاملة لتصميم منتجات العلبة باستخدام MIM
تتم عملية تصميم منتجات العلبة على عدة مراحل، بدءًا من وضع التصور إلى التجميع/التفكيك النهائي. التفكيك مهم جدًا لاعتبارات إصلاح المنتج وصيانته وإعادة تدويره. فيما يلي تفصيل لعملية التفكيك والاعتبارات المتعلقة باستخدام قولبة حقن المعادن لتصميم منتجات العلب.
تطوير المفاهيم: هذا هو تحليل التصميم الأولي الذي يحدد المتطلبات الوظيفية لمنتجات الحالة للتصميم - على سبيل المثال، الميزات الزخرفية في المنتجات الاستهلاكية أو العبوات خفيفة الوزن لمكونات الفضاء الجوي.
اختيار المواد: تعد المواد المستخدمة في المنتج أمرًا بالغ الأهمية لضمان سهولة التجميع والتفكيك. فالمادة المتينة ستتحمل دون أن تتشقق أو تتحلل عند تصميم منتج علبة تتطلب تفكيكاً متكرراً.
تصميم معياري للتفكيك: هذا هو تقسيم المنتجات إلى مكونات معيارية لتسهيل الإنتاج والتفكيك المبسط. يتم دمج ميزات مثل المسامير ذاتية التثبيت والفتحات المتداخلة والوصلات الملولبة مباشرةً في أجزاء MIM.
تصميم القالب: عند تصميم القالب، عليك مراعاة جوانب مثل هندسة العلبة وسماكة الجدار والمتطلبات الوظيفية. يجب وضع البوابات والفتحات بشكل استراتيجي لكي تتدفق المواد بسهولة وتقليل العيوب مثل الفراغات وخطوط اللحام.
النماذج الأولية: يمكن للعينات المادية التحقق من صلاحية التصميم. تنشئ الطباعة ثلاثية الأبعاد نماذج أولية للاختبار قبل المنتج الحقيقي لضمان تلبية المنتجات النهائية للأهداف المحددة.
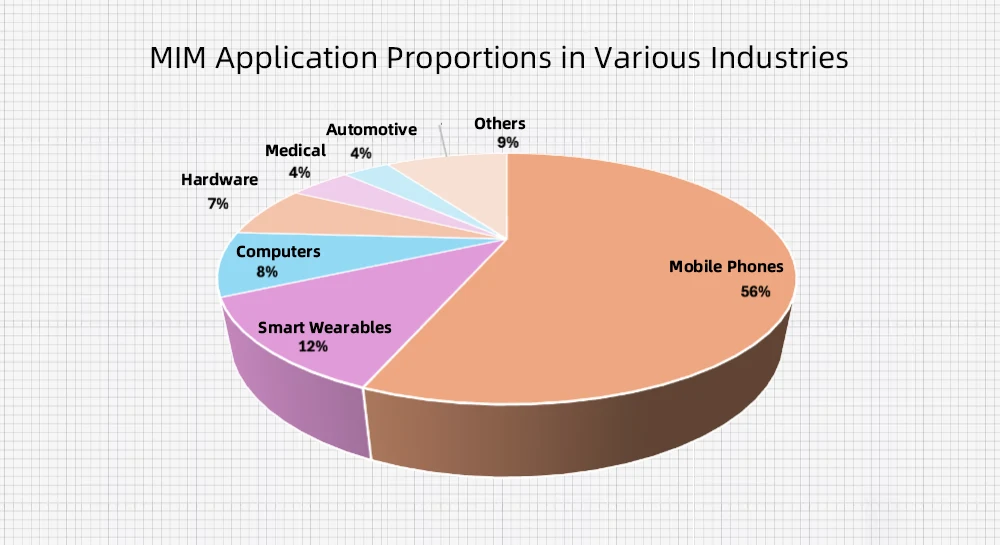
تطبيقات MIM
أثبتت قوالب حقن المعادن (MIM) نجاحها في العديد من التطبيقات. وفيما يلي بعض الصناعات الرئيسية التي يتم فيها استخدام قولبة حقن المعادن بالحقن:
- تطبيقات السيارات: تصنيع تروس خفيفة الوزن وعالية الأداء لأنظمة نقل الحركة.
- مكونات الأجهزة الطبية: تصنيع المعدات الجراحية الصغيرة والمعقدة للأجهزة طفيفة التوغل. يجب أن تتمتع المواد المستخدمة بخصائص مثل التوافق الحيوي ومقاومة التآكل أو التعقيم.
- مكونات الفضاء الجوي: تتطلب الصناعة مواد عالية القوة وخفيفة الوزن لخفض الوزن وزيادة كفاءة الوقود إلى أقصى حد. تحتوي فوهات قاذف وقود المحرك على تصميمات هندسية معقدة لخلط الوقود على النحو الأمثل، وهو أمر بالغ الأهمية لكفاءة المحرك.
- الإلكترونيات الاستهلاكية: إن قدرة وحدة التصنيع المدمجة على إنتاج منتجات معقدة وعالية الدقة تجعلها لا تقاوم في هذه الصناعة. فهي تُستخدم لإنشاء منتجات رئيسية في أجهزة مثل الساعات الذكية وأجهزة الكمبيوتر والهواتف الذكية.