
纹理加工通过化学渗透在金属表面形成各种图案,如条纹、图像、木纹、皮纹、丝绸、HANDS、HN3D 等。该工艺包括 喷砂将玻璃砂直接喷射到金属表面。
一般来说,它包括:各种塑料模具纹理(皮革、木材、织物、3D)、电子设备(电视、电脑、电话、汽车、摩托车、空调、冰箱)外部的图案、滚筒纹理、鞋底图案、不锈钢、压铸模具蚀刻、浮雕徽标、图案和喷砂。

最浅的蚀刻深度为 2 微米,常用于亚克力展示窗,以防止眩光。最深的蚀刻深度为 3 毫米,仿大理石,常用于浴室瓷砖。精密塑料模具纹理加工又称模具蚀刻,因其成本低、效果好、加工速度快而被广泛使用。
什么是精密塑料模具纹理加工?
精密塑料模具纹理加工是一种模具表面处理工艺,也称为模具蚀刻或模具雕刻。
精密塑料模具纹理加工原理
这包括使用化学溶液(如盐酸和氰化钠)与模具钢表面发生反应,控制反应以达到各种效果。
蚀刻技术的发展
随着越来越多的塑料制品充斥着我们的生活,人们开始希望它们看起来不像 "塑料"。因此,用于模具装饰的蚀刻技术开始流行起来。
初始阶段: 用粗糙的纹理遮盖成型缺陷。
中期阶段: 纹理多样,大量使用单层皮革和木纹纹理。
现阶段: 三维几何纹理的应用。随着时代的进步,产品 ID 已成为必不可少的一部分,对质量的要求也越来越高。精度为 0.01 毫米的激光技术被广泛应用于纹理领域,使图案更加精细逼真,提高了产品的完美度。
制造模具纹理的目的
1.提高塑料零件的美观度,使其具有多样化或新颖的设计。
3.增加模具纹理和喷砂后的表面硬度,防止划痕。
4.提供防滑和良好的触感,哑光表面可防止眩光,减少眼睛疲劳。
纹理模具材料的选择
通常会选择 NAK80、SKD61、8407 和 S136 等材料。
NAK80(36-38 度): 蚀刻效果好,很容易一次蚀刻完成,但容易生锈和磨损,一般可使用 30 000 次。
SKD61(48-50 度): 蚀刻寿命更长,两次即可完成蚀刻,通常可持续蚀刻 100 000 个模具。
8407 或 S136(50-52 度): 蚀刻效果好,模具硬度高,可成功蚀刻 2 次,一般可持续蚀刻 20 万个模具。
模具纹理类型
纹理制作包括多种类型:石头、沙子、皮革、木材、织物、三维纹理、电子设备外壳图案、鞋底纹理、不锈钢、压铸模具蚀刻、浮雕徽标和喷砂。
模具工业中最常见的纹理是石纹和砂纹,尤其是喷砂,经常用于工具设备上。
石材纹理

沙质纹理

模具纹理加工工艺
目前有两种制绒方式:化学制绒和激光制绒。
化学制绒工艺
脱脂和清洁 → 遮蔽 → 化学检验 → 表面处理 → 印刷处理 → 修复处理 → 化学蚀刻 → 表面处理 → 质量控制 → 防锈 → 包装
1.脱脂和清洁模具
方法和效果:
使用专用的模具清洁剂清除模具表面的油污和杂质。
常见缺陷:
- 表面残留的油会妨碍化学蚀刻的均匀进行。
- 难以将保护胶带粘到模具上。
镜面保护
清洁后,应立即保护有特殊要求的表面。一般来说,清洁后,在镜面上喷一层黑色油漆,以防止生锈和划痕。
2.掩模
方法和效果:
使用专用胶带遮盖不需要蚀刻的区域,一般至少要遮盖三层。遮蔽后,用蜡密封纹理区域的边界,并再次清洁纹理表面。
常见缺陷:
- 纹理区域和非纹理区域之间的边界线不均匀。
- 附着力差,导致过度蚀刻。
模具优化:
当纹理区域和非纹理区域之间的边界为半径时,半径应尽可能小,一般不超过 R0.5mm。
3.化学检查
方法和效果:
将掩模浸泡在化学溶液中几秒钟。未掩模表面将被化学腐蚀 0.01~0.02 毫米,呈现黑色。
常见缺陷:
- 材料或硬度不一致。
- 沙洞
- 焊接痕迹
这些缺陷会显示出不同的深度和颜色。
解决方案
- 如果材料或硬度差异较小,可分开蚀刻并调整蚀刻时间。
- 对于小砂孔,可在蚀刻前用蜡填充。
- 如果焊接后硬度差异很大,则应在蚀刻前局部加热焊接区域。
模具优化:
- 在模具上标记焊接位置。
- 确保模具部件之间的硬度差小于 HRC5。
4.表面处理 - 洗砂
方法和效果:
用喷枪在被腐蚀的模具表面均匀喷洒砂粒,以去除黑色氧化层。洗砂后,模具表面呈现银白色。
常见缺陷:
喷砂不均匀和清洁不彻底会导致蚀刻不均匀。
5.印刷处理
A.印刷图案
原则:
用薄膜蚀刻标准图案板(锌),然后在图案板上均匀涂蜡。用压力机将图案转印到专用薄膜上,制成蜡纸。将蜡纸贴在洗砂后的模具表面,将图案转移到模具上。
适用范围:
一般用于无特殊要求的不规则图案轮廓,如汽车内饰的皮革图案。
B.电影
方法
根据图样制作薄膜,然后按要求将薄膜贴在模具上,并控制薄膜在模具上的位置。
适用范围:
具有规则、清晰轮廓的图案(如三维纹理)。
C.喷雾模式
方法
根据图案要求混合油墨(主要是调整油墨颗粒的大小),然后用喷枪均匀地喷洒在需要蚀刻的模具表面。通常先在白纸上试喷。
适用范围:
无轮廓要求的图案(如 MT11010、MT11030)。
6.化学蚀刻
方法
- 将图案化、喷涂或拍摄好的模具浸泡在准备好的化学溶液中。
- 腐蚀模具的光亮部分。蚀刻深度主要取决于浸泡时间。蚀刻后,模具表面将呈现黑色。此过程与化学检验类似,只是化学试剂和浸泡时间不同。
7.喷砂
方法
用喷枪在被腐蚀的模具表面均匀喷洒砂粒,以去除黑色氧化层。喷砂后,模具表面呈现银白色。

原则:
喷砂工艺与洗砂类似,但砂粒大小不同。在高压空气的作用下,砂粒会在模具表面形成小坑。喷砂产生的纹理不会持续很长时间。
激光纹理加工
1.脱脂和清洁
2.绘图
3.取样
4.激光加工
5.光泽处理
6.质量控制
7.防锈
8.包装
激光蚀刻通过在模具金属表面使用激光束来实现各种效果。
以下是化学纹理和激光纹理的优缺点比较。
下面是经过翻译和格式化的英文表格:
| 优势比较 | 化学纹理 | 激光纹理 | 说明 |
|---|---|---|---|
| 环境要求 | 使用化学溶液,不环保 | 不使用化学溶液,环保 | 无 |
| 精确性和稳定性 | 精度低、稳定性差 1.造成侧面蚀刻和锯齿状边缘 2.无法实现可重复和一致的处理 | 精度高、稳定性好 1.无侧面蚀刻或锯齿状边缘 2.能够实现可重复和一致的加工 | 无 |
| 表面质量 | 粗糙,只能加工 3~5 层 | 精细,可加工 30~50 层,具有很强的立体效果 | 无 |
| 材料要求 | 模具材料要求高 | 材料要求低 | 激光可加工各种金属 |
| 表面纹理附着力 | 难以在复杂曲线上实现 | 可应用于曲线、斜坡和球面 | 无 |
| 处理范围 | 范围有限 | 受设备加工范围限制 | 无 |
| 生产流程 | 工艺路线长,所需面积大 | 工艺路线短,所需面积小 | 无 |
| 其他 | 无 | 直接打标,延长激光表面处理后的模具寿命 | 无 |
纹理制作中的常见问题和解决方案
问题:
蚀刻后粗糙的型腔表面会造成模具粘连或粘附,尤其是在拔模角度较小的区域,从而导致顶出问题。
解决方案
抛光蚀刻表面,降低蚀刻深度,消除锐角,以方便脱模。在生产过程中使用脱模剂,在有问题的区域增加拔模角和顶针。
带纹理的产品设计要求
- 更大的纹理深度或高度需要更大的拔模角度(通常为 5-8 度)。
- 对于有光泽的区域,可设计艺术线条或浮雕台阶,以防止纹理交界处出现锯齿状边缘。
- 根据视觉和触觉要求,最浅蚀刻深度为 2 微米,最深蚀刻深度为 3 毫米。
- 纹理效果与模具材料密切相关,应根据材料选择来确定。
- 纹理制作的周期各不相同:简单的火花纹理需要 1.5-2 天,水平/垂直/圆形纹理需要 3-4 天,而复杂的图案(如钻石纹理和深纹理)至少需要 5 天。
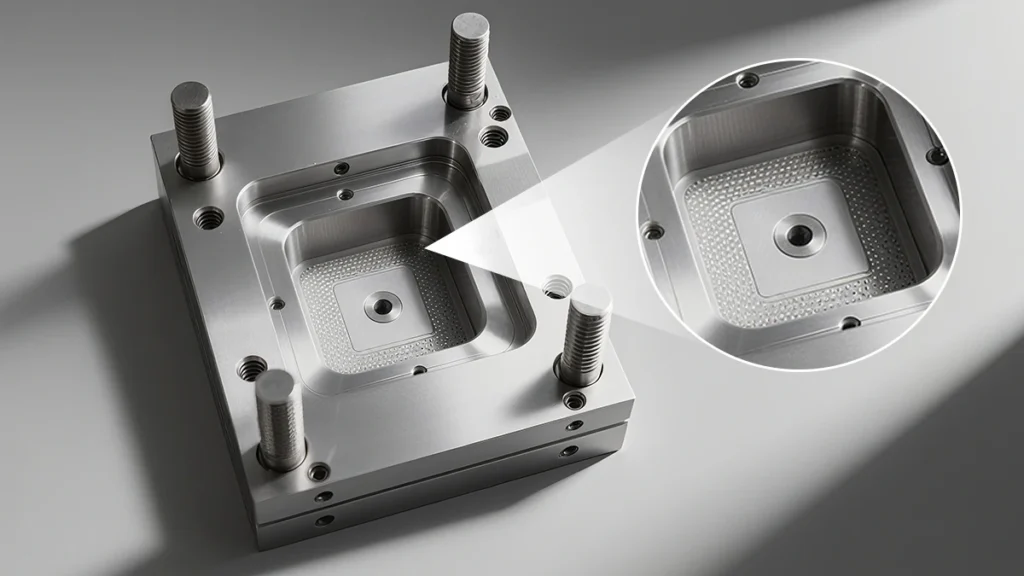
展示纹理注塑模具产品
最后,我们展示了一些注塑产品,以说明纹理加工工艺在创造独特产品方面的潜力。


















