
تخلق عملية التركيب، من خلال الاختراق الكيميائي، أنماطًا مختلفة على الأسطح المعدنية، مثل الخطوط والصور وحبيبات الخشب وحبيبات الجلد والحرير والأيدي وHN3D وغيرها. تتضمن هذه العملية السفع الرملي, الذي يرش الرمل الزجاجي مباشرةً على السطح المعدني.
وبصفة عامة، تشمل: مختلف أشكال القوالب البلاستيكية (الجلد، والخشب، والنسيج، والنقوش ثلاثية الأبعاد)، والنقوش على السطح الخارجي للأجهزة الإلكترونية (أجهزة التلفاز، وأجهزة الكمبيوتر، والهواتف، والسيارات، والدراجات النارية، ومكيفات الهواء، والثلاجات)، ونقوش الأسطوانات، ونقوش نعال الأحذية، والفولاذ المقاوم للصدأ، والحفر في قوالب الصب، والشعارات المنقوشة، والنقوش، والسفع الرملي.

يبلغ عمق الحفر الأقل عمقاً 2 ميكرومتر، ويستخدم عادةً على نوافذ العرض الأكريليكية لمنع الوهج. أما أعمق النقش فهو 3 مم، وهو يحاكي الرخام، وغالبًا ما يُستخدم على بلاط الحمامات. يتم استخدام النقش الدقيق على القوالب البلاستيكية الدقيقة، والمعروف أيضًا باسم نقش القوالب، على نطاق واسع نظرًا لانخفاض تكلفته وتأثيراته الغنية وسرعة معالجته.
ما هو التركيب الدقيق للقوالب البلاستيكية؟
إن التركيب الدقيق للقوالب البلاستيكية هو عملية معالجة سطحية للقوالب، وتُعرف أيضًا باسم نقش القوالب أو نقش القوالب.
مبدأ التركيب الدقيق للقوالب البلاستيكية الدقيقة
ويتضمن استخدام محاليل كيميائية (مثل حمض الهيدروكلوريك وسيانيد الصوديوم) للتفاعل مع سطح القالب الفولاذي، والتحكم في التفاعل لتحقيق تأثيرات مختلفة.
تطوير الحفر النقش
مع ازدياد عدد المنتجات البلاستيكية التي تملأ حياتنا، بدأ الناس يفضلون ألا تبدو مثل "البلاستيك". لذلك، أصبحت تقنيات الحفر لتزيين القوالب شائعة.
المرحلة الأولية: إخفاء عيوب القوالب ذات القوام الخشن.
المرحلة المتوسطة: أنسجة متنوعة، واستخدام مكثف للجلد أحادي الطبقة وأنسجة من الخشب المحبب.
المرحلة الحالية: تطبيق القوام الهندسي ثلاثي الأبعاد. مع تقدم الزمن، أصبح تحديد هوية المنتج جزءًا أساسيًا يتطلب جودة أعلى. يتم تطبيق تقنية الليزر بدقة 0.01 مم على نطاق واسع في مجالات النسيج، مما يجعل الأنماط أكثر دقة وواقعية، مما يعزز من إتقان المنتج.
الغرض من تركيب القالب
1. تحسّن الجودة الجمالية للأجزاء البلاستيكية، مما يمنحها تصاميم متنوعة أو جديدة.
2. يحسن مظهر المنتج من خلال تغطية العيوب مثل علامات الحوض و خطوط اللحام.
3. يزيد من صلابة السطح بعد تركيب القالب والسفع الرملي، مما يمنع الخدوش.
4. يوفر ملمسًا مضادًا للانزلاق وملمسًا جيدًا، ويخلق أسطحًا غير لامعة لمنع الوهج، ويقلل من إجهاد العين.
اختيار المواد المستخدمة في القوالب المزخرفة
عادةً ما يتم اختيار مواد مثل NAK80 وSKD61 و8407 وS136.
NAK80 (36-38 درجة): تأثير الحفر جيد، يسهل حفره في محاولة واحدة ولكنه عرضة للصدأ والتآكل، ويدوم بشكل عام 30,000 قالب.
SKD61 (48-50 درجة): عمر أطول للحفر، يمكن حفره في محاولتين، ويدوم عادةً 100,000 قالب.
8407 أو S136 (50-52 درجة): تأثير نقش جيد، صلابة عالية للقالب، نقش ناجح مرتين، يدوم بشكل عام 200,000 قالب.
أنواع تركيب القوالب
يشمل التركيب العديد من الأنواع: الحجر، والرمل، والجلد، والجلد، والخشب، والنسيج، والأنسجة ثلاثية الأبعاد، وأنماط أغلفة الأجهزة الإلكترونية، ونسيج نعل الحذاء، والفولاذ المقاوم للصدأ، والحفر في قوالب الصب، والشعارات المنقوشة، والسفع الرملي.
أكثر القوامات شيوعًا في صناعات القوالب هي القوامات الحجرية والرملية، خاصةً السفع الرملي، وغالبًا ما تستخدم في معدات الأدوات.
نسيج الحجر

نسيج رملي

عملية تركيب القوالب
يوجد حالياً نوعان من التركيب: التركيب الكيميائي والتركيب بالليزر.
عملية التركيب الكيميائي:
إزالة الشحوم والتنظيف ← الإخفاء ← الفحص الكيميائي ← الفحص الكيميائي ← معالجة السطح ← معالجة السطح ← معالجة الطباعة ← معالجة الإصلاح ← المعالجة الكيميائية للحفر ← معالجة السطح ← معالجة السطح ← مراقبة الجودة ← منع الصدأ ← التغليف
1. إزالة الشحوم وتنظيف القالب
الطريقة والتأثير:
استخدم منظف خاص للعفن لإزالة الزيت والشوائب من سطح القالب.
العيوب الشائعة:
- بقايا الزيت على السطح، والتي يمكن أن تمنع الحفر الكيميائي المنتظم.
- صعوبة في لصق الشريط الواقي بالقالب.
حماية سطح المرآة:
بعد التنظيف، قم بحماية الأسطح فورًا بمتطلبات خاصة. بشكل عام، بعد التنظيف، قم برش طبقة من الطلاء الأسود على أسطح المرايا لحمايتها من الصدأ والخدوش.
2. إخفاء القالب
الطريقة والتأثير:
استخدم شريط لاصق خاص لإخفاء المناطق التي لا تحتاج إلى نقش، وعادةً ما يتم وضع ثلاث طبقات على الأقل. بعد إخفاء القناع، قم بإغلاق حدود المنطقة المنقوشة بالشمع ونظف السطح المنقوش مرة أخرى.
العيوب الشائعة:
- خطوط حدودية غير متساوية بين المناطق المزخرفة وغير المزخرفة.
- ضعف الالتصاق، مما يؤدي إلى الإفراط في النقش.
تحسين القالب:
عندما يكون الحد الفاصل بين المناطق المنقوشة وغير المنقوشة نصف قطرية، اجعل نصف القطر صغيرًا قدر الإمكان، بحيث لا يتجاوز بشكل عام R0.5 مم.
3. الفحص الكيميائي
الطريقة والتأثير:
انقع القالب المقنع في محلول كيميائي لبضع ثوانٍ. سوف تتآكل الأسطح غير المقنعة كيميائياً بمقدار 0.01 إلى 0.02 مم وتظهر باللون الأسود.
العيوب الشائعة:
- مادة أو صلابة غير متناسقة.
- ثقوب رملية.
- علامات اللحام.
ستظهر هذه العيوب أعماق وألوان مختلفة.
الحلول:
- إذا كانت الاختلافات في المواد أو الصلابة صغيرة، فافصل الحفر واضبط وقت الحفر.
- بالنسبة للثقوب الرملية الصغيرة، املأها بالشمع قبل الحفر.
- إذا كان الفرق في الصلابة كبيرًا بعد اللحام، فقم بتسخين المنطقة الملحومة محليًا قبل الحفر.
تحسين القالب:
- ضع علامة على مواضع اللحام على القالب.
- تأكد من أن فرق الصلابة بين أجزاء القالب أقل من HRC5.
4. المعالجة السطحية - الغسل بالرمل
الطريقة والتأثير:
استخدم مسدس الرش لرش جزيئات الرمل بالتساوي على سطح القالب المتآكل لإزالة طبقة الأكسيد الأسود. بعد غسل الرمل، يظهر سطح القالب باللون الأبيض الفضي.
العيوب الشائعة:
يؤدي السفع الرملي غير المتساوي والتنظيف غير الكامل إلى نقش غير متساوٍ.
5. معالجة الطباعة
A. أنماط الطباعة
المبدأ:
استخدم الفيلم لحفر ألواح النقوش القياسية (الزنك)، ثم ضع الشمع بالتساوي على لوحة النقوش. استخدم مكبس لنقل النمط على غشاء خاص لصنع ورق شمع. ضع ورق الشمع على سطح القالب المغسول بالرمل لنقل النمط على القالب.
النطاق المطبق:
تُستخدم عادةً في الأنماط غير المنتظمة دون متطلبات خاصة، مثل الأنماط الجلدية للديكورات الداخلية للسيارات.
B. فيلم
الطريقة:
اصنع فيلمًا وفقًا لرسومات النمط، ثم قم بإرفاق الفيلم بالقالب حسب الحاجة، مع التحكم في موضع الفيلم على القالب.
النطاق المطبق:
الأنماط ذات الخطوط المنتظمة والواضحة (مثل القوام ثلاثي الأبعاد).
C. نمط الرش
الطريقة:
امزج الحبر وفقًا لمتطلبات النمط (ضبط حجم جزيئات الحبر بشكل أساسي) واستخدم مسدس الرش لرشه بالتساوي على سطح القالب الذي يتطلب النقش. عادةً، اختبر الرش على الورق الأبيض أولاً.
النطاق المطبق:
الأنماط التي لا تتطلب كفافاً (مثل MT1101010، MT11030).
6. الحفر الكيميائي
الطريقة:
- قم بنقع القالب المنقوش أو المرشوش أو المصور في محلول كيميائي مُعد مسبقاً.
- تآكل الأجزاء اللامعة من القالب. يعتمد عمق الحفر بشكل أساسي على وقت النقع. سيظهر سطح القالب باللون الأسود بعد الحفر. تشبه هذه العملية الفحص الكيميائي، مع اختلاف العوامل الكيميائية وأوقات النقع.
7. السفع بالرمل
الطريقة:
استخدم مسدس الرش لرش جزيئات الرمل بالتساوي على سطح القالب المتآكل لإزالة طبقة الأكسيد الأسود. بعد الغسل الرملي، يظهر سطح القالب باللون الأبيض الفضي.

المبدأ:
تشبه عملية السفع الرملي عملية غسل الرمل ولكن بأحجام مختلفة لجزيئات الرمل. تحت هواء عالي الضغط، تخلق جزيئات الرمل حفرًا صغيرة على سطح القالب. لا يدوم الملمس الناتج عن السفع الرملي طويلاً.
عملية التركيب بالليزر
1. إزالة الشحوم والتنظيف
2. الرسم
3. أخذ العينات
4. المعالجة بالليزر
5. معالجة اللمعان
6. مراقبة الجودة
7. الوقاية من الصدأ
8. التعبئة والتغليف
يحقق الحفر بالليزر تأثيرات مختلفة باستخدام أشعة الليزر على السطح المعدني للقالب.
فيما يلي مقارنة بين المزايا والعيوب بين التركيب الكيميائي والتركيب بالليزر.
إليك الجدول المترجم والمنسق باللغة الإنجليزية:
| مقارنة المزايا | التركيب الكيميائي | التركيب بالليزر | الملاحظات |
|---|---|---|---|
| المتطلبات البيئية | تستخدم محاليل كيميائية غير صديقة للبيئة | لا تستخدم المحاليل الكيميائية، صديقة للبيئة | لا يوجد |
| الدقة والثبات | ضعف الدقة وضعف الثبات 1. يسبب الحفر الجانبي والحواف المسننة 2. لا يمكن تحقيق معالجة متكررة ومتسقة | دقة عالية، ثبات جيد 1. لا يوجد نقش جانبي أو حواف خشنة 2. يمكن تحقيق معالجة متكررة ومتسقة | لا يوجد |
| جودة السطح | خشن، يمكن معالجة 3 إلى 5 طبقات فقط | ناعم، يمكن معالجة 30 إلى 50 طبقة بتأثير ثلاثي الأبعاد قوي | لا يوجد |
| المتطلبات المادية | متطلبات عالية لمواد القوالب | مع انخفاض المتطلبات المنخفضة للمواد | يمكن لليزر معالجة معادن مختلفة |
| التصاق الملمس على السطح | يصعب تحقيقه على المنحنيات المعقدة | يمكن تطبيقه على المنحنيات والمنحدرات والأسطح الكروية | لا يوجد |
| نطاق المعالجة | نطاق محدود | محدودة بنطاق معالجة المعدات | لا يوجد |
| عملية الإنتاج | مسار عملية طويلة ومساحة كبيرة مطلوبة | مسار معالجة قصير، مساحة صغيرة مطلوبة | لا يوجد |
| أخرى | لا يوجد | وسم مباشر، يطيل عمر القالب بعد المعالجة السطحية بالليزر | لا يوجد |
المشاكل والحلول الشائعة في التركيب
المشكلات:
يمكن أن تتسبب أسطح التجويف الخشنة بعد النقش في التصاق القالب أو التصاقه، خاصةً في المناطق ذات زوايا السحب الصغيرة، مما يؤدي إلى مشاكل في الطرد.
الحلول:
صقل السطح المحفور، وتقليل عمق الحفر، وإزالة الزوايا الحادة لتسهيل عملية إزالة القوالب. استخدام عوامل تحرير القوالب أثناء الإنتاج، وزيادة زوايا السحب ودبابيس القاذف في المناطق التي بها مشاكل.
متطلبات تصميم المنتج مع التركيب
- يتطلب عمق أو ارتفاع أكبر في التركيب زوايا سحب أكبر (عادةً 5-8 درجات).
- بالنسبة للمناطق ذات اللمعان، قم بتصميم خطوط فنية أو خطوات منقوشة لمنع الحواف الخشنة عند تقاطعات النسيج.
- يبلغ عمق الحفر الأكثر ضحالة 2 ميكرومتر، أما الأعمق فهو 3 مم، بناءً على المتطلبات البصرية واللمسية.
- يرتبط تأثير التركيب ارتباطًا وثيقًا بمادة القالب، والتي يجب اختيارها بناءً على اختيار المادة.
- تختلف دورة عملية التركيب: تستغرق القوام الشرارة البسيطة من يوم ونصف إلى يومين، بينما يستغرق التركيب الأفقي/العمودي/الدائري من 3 إلى 4 أيام، وتستغرق الأنماط المعقدة مثل القوام الماسي والقوام العميق 5 أيام على الأقل.
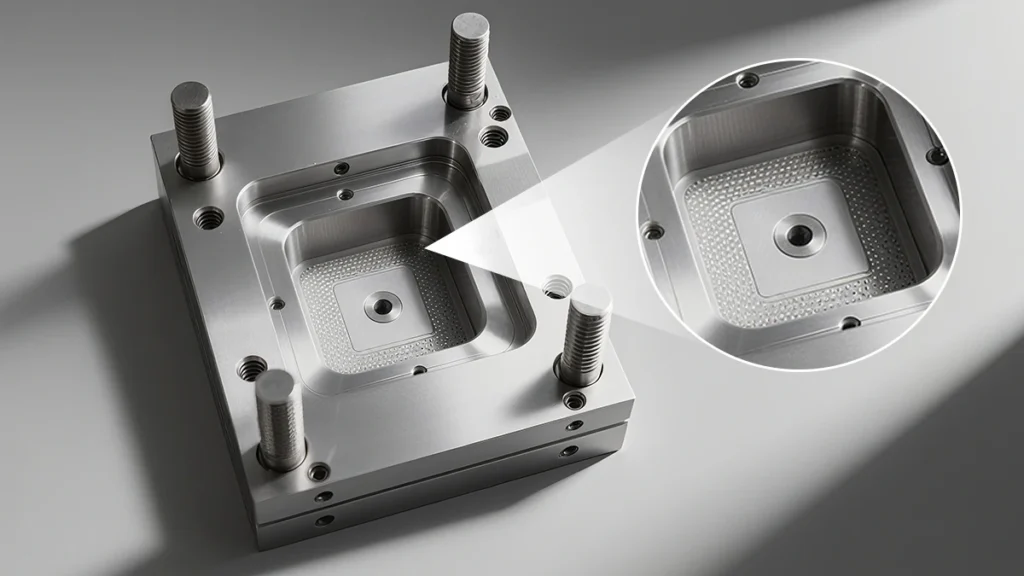
عرض منتجات قوالب الحقن المحقونة المزخرفة
وأخيراً، نعرض بعض المنتجات المصبوبة بالحقن لتوضيح إمكانات عمليات التركيب في ابتكار منتجات فريدة من نوعها.















