A rebitagem de peças metálicas, também conhecida como ligação de rebites, é um termo mecânico que envolve a utilização de força axial para deformar a haste do rebite no interior do orifício do rebite, formando uma cabeça de rebite e ligando assim várias peças.
A rebitagem de peças de plástico envolve componentes de plástico como corpo principal, enquanto as peças ligadas podem ser componentes de plástico, peças de metal (por exemplo, chapas de metal), componentes eléctricos (por exemplo, PCB), tecidos (por exemplo, tecido de malha), etc. Ao contrário da rebitagem metálica, que requer rebites adicionais ou postes de rebites, a rebitagem plástica utiliza diretamente estruturas plásticas, como colunas ou nervuras, que crescem a partir do corpo plástico. Estas estruturas atravessam as peças ligadas e as colunas ou nervuras salientes são aquecidas, amolecidas e moldadas sob a pressão da cabeça de rebitagem. Uma vez arrefecida, a rebitagem é concluída.

Processos de rebitagem baseados em métodos de aquecimento:
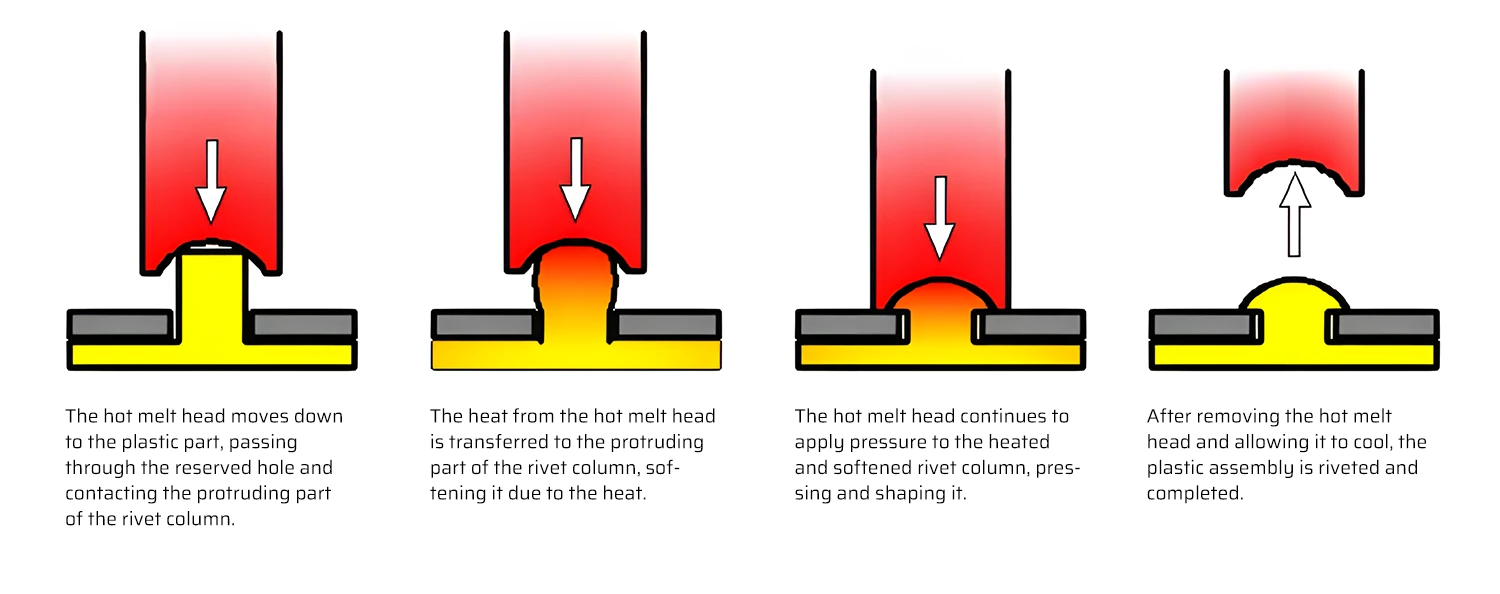
Rebitagem por fusão a quente:
Este é um método de rebitagem de contacto. Algumas técnicas envolvem a colocação de um tubo de aquecimento no interior da cabeça de rebitagem para aquecer a cabeça de rebitagem metálica. Isto resulta numa cabeça de rebitagem metálica maior e numa menor eficiência de aquecimento. Atualmente, a tecnologia comum utiliza princípios de aquecimento por impulsos de alta frequência para permitir que a cabeça de rebitagem metálica a quente se auto-aqueça, eliminando a necessidade de blocos ou tubos de aquecimento para conduzir o calor. Isto aumenta a eficiência do aquecimento e resulta numa cabeça de rebitagem metálica mais pequena, tornando-a adequada para mais aplicações.
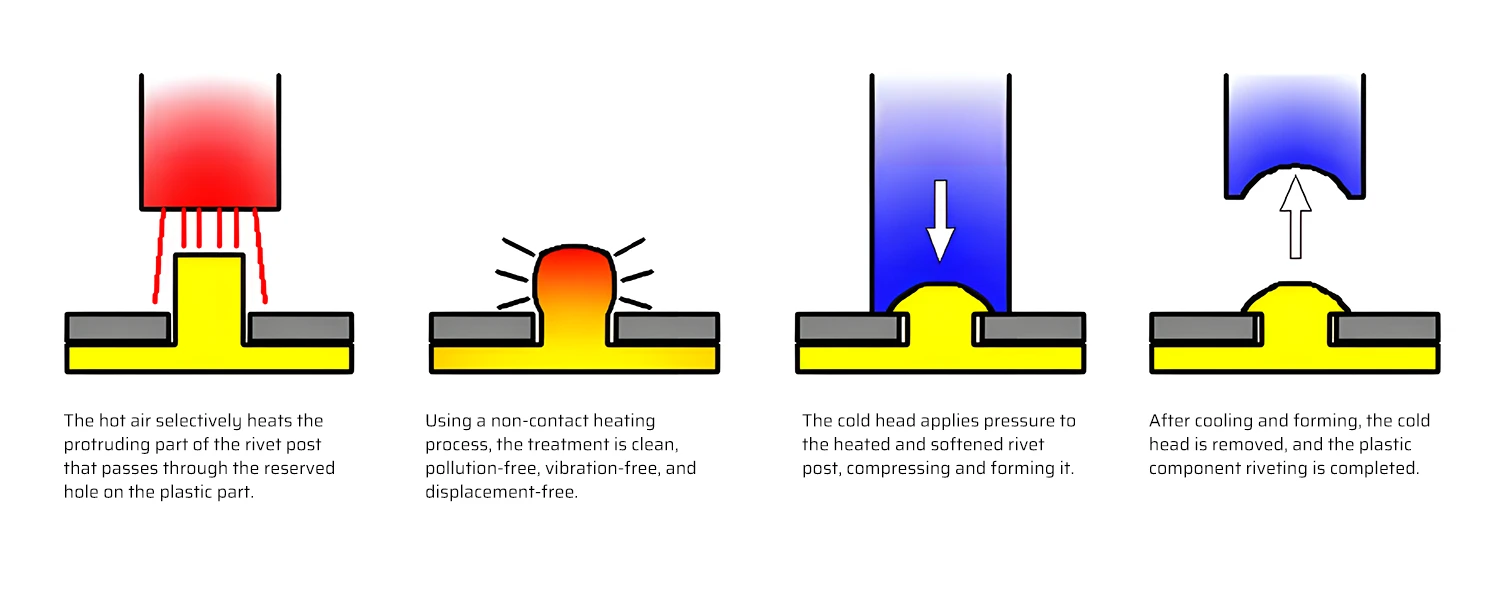
Rebitagem a ar quente:
O processo de rebitagem a ar quente utiliza principalmente o ar quente como fonte de aquecimento para aquecer e formar a coluna de rebites. O processo completo inclui duas fases:
Na primeira fase, o ar quente aquece uniformemente a coluna de rebites até um estado maleável. A temperatura estável e o fluxo de ar uniforme são cruciais para o aquecimento efetivo da coluna de rebites.
Na segunda fase, a cabeça de rebitagem a frio pressiona a coluna de rebites amolecida para formar uma cabeça de rebite firme. Uma vez que a coluna do rebite foi totalmente aquecida e amolecida, a cabeça do rebite formada pode fixar com segurança as peças a rebitar. Na rebitagem a frio por ar quente, o ajuste entre a coluna do rebite e os orifícios das peças a rebitar não deve ser demasiado frouxo. Se a folga for demasiado grande, o plástico amolecido pode preencher as folgas durante o processo de rebitagem, levando a um tamanho insuficiente da cabeça do rebite.
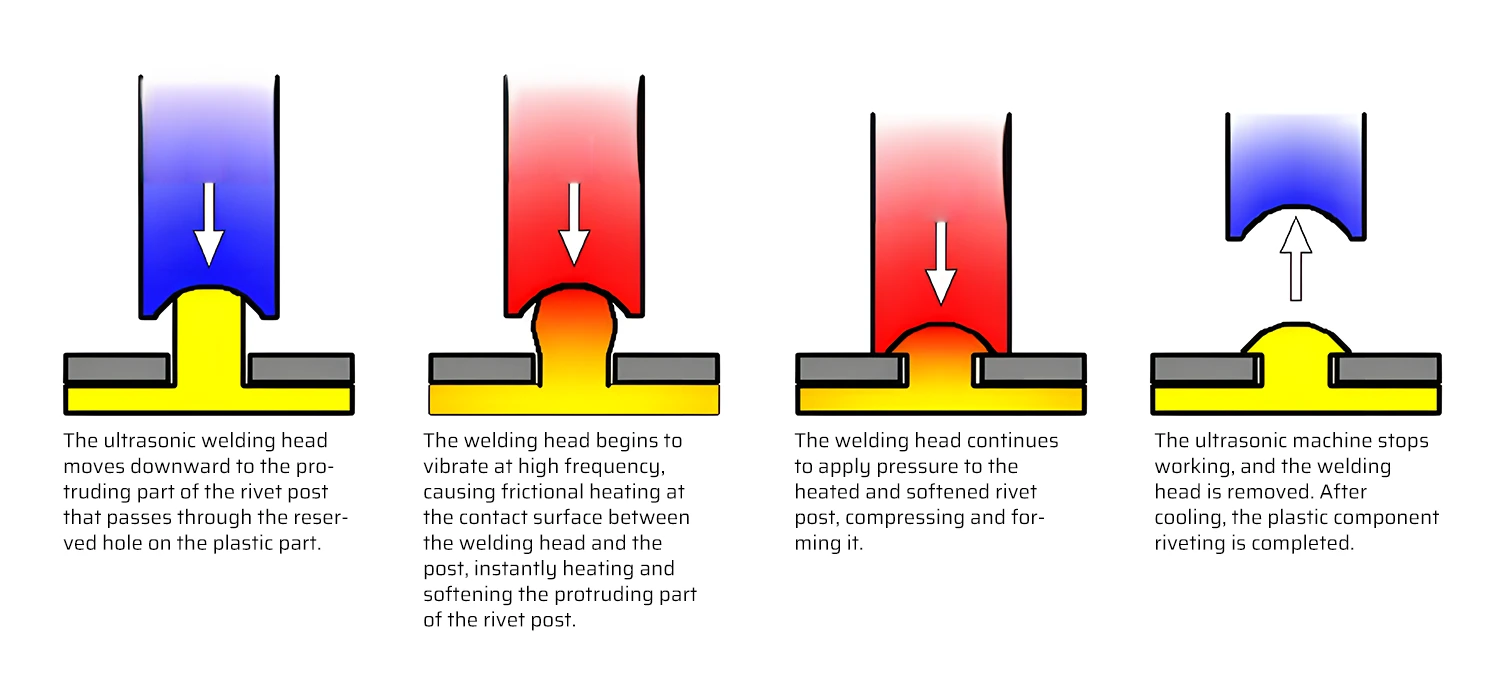
Rebitagem por ultra-sons:
Este é também um método de rebitagem por contacto. O processo é o seguinte:
Escolher o processo de rebitagem correto: Prós e contras
Vantagens comuns:
- Estrutura simples da peça de plástico, reduzindo os custos do molde.
- Processo de montagem simples, sem necessidade de materiais ou fixadores adicionais, elevada fiabilidade.
- Vários pontos de rebite podem ser rebitados simultaneamente, melhorando consideravelmente a eficiência da montagem.
- Adequado para ligar não só peças de plástico, mas também peças de metal e outras peças não metálicas, especialmente em espaços limitados.
- As peças rebitadas são adequadas para vibrações mecânicas de longa duração e condições ambientais extremas.
- Operação simples, economia de energia, rápida, com fácil inspeção visual da qualidade do produto.
Desvantagens comuns:
- Requer equipamento e ferramentas de rebitagem adicionais.
- Não é adequado para aplicações de alta resistência ou de carga prolongada.
- Ligação permanente, não adequada para aplicações amovíveis ou reparáveis.
- Uma vez avariado, é difícil de reparar, o que exige que se considere a redundância na fase de projeto, se necessário.
Comparação específica de prós e contras:
| Item de comparação | Rebitagem por fusão a quente | Rebitagem a ar quente | Rebitagem por ultra-sons |
|---|---|---|---|
| Força de rebitagem | A cabeça metálica de fusão a quente actua diretamente sobre a coluna do rebite, derretendo enquanto pressiona, resultando em elevada tensão. A resistência pós-rebitagem não é fiável e é sensível às vibrações. | Toda a coluna do rebite é aquecida, o que resulta numa baixa tensão. A resistência pós-rebitagem é elevada e não é sensível às vibrações. | A cabeça de soldadura por ultra-sons actua diretamente sobre o poste do rebite com vibrações de alta frequência, resultando em tensões elevadas. A resistência pós-rebitagem não é fiável. |
| Efeito de fixação | A cabeça de pressão actua sobre a coluna do rebite, amolecendo e pressionando simultaneamente. A raiz da coluna do rebite não pode amolecer completamente, levando a lacunas na montagem do produto e a efeitos de fixação defeituosos. | Excelente. Toda a coluna de rebites amolece e forma-se rapidamente sob pressão, preenchendo totalmente os espaços de montagem. | A cabeça de soldadura actua sobre a coluna do rebite, amolecendo e pressionando simultaneamente. A raiz do poste do rebite não pode amolecer completamente, levando a lacunas na montagem do produto e a efeitos de fixação defeituosos. |
| Velocidade de rebitagem | Ponta de rebite pequena: 6-10s, ponta de rebite grande: 50-60s | 6-10s aquecimento, 2s arrefecimento | Menos de 5s |
| Flexibilidade do equipamento | O aquecimento e a rebitagem são integrados, personalizados em função do produto, o que torna a mudança complexa. | O aquecimento e a rebitagem a frio podem ser ajustados de forma independente. O bocal de ar pode ser personalizado de acordo com a coluna do rebite, e a temperatura do ponto do rebite é ajustável de forma independente. | Se se tratar de uma cabeça de soldadura integrada, a profundidade ou amplitude do ponto de rebite não pode ser controlada de forma independente. |
| Aspeto do ponto de rebite | Superfície brilhante e bonita, fácil de desenhar os fios. | Consegue obter brilho, superfície maioritariamente mate, sem trefilagem. | Superfície brilhante e bonita. |
| Adaptabilidade dos materiais | A fibra de vidro pode precipitar, afectando o aspeto. | Pode rebitar quase todos os materiais termoplásticos comuns e materiais de fibra de vidro. | Não é possível ou difícil rebitar materiais de fibra de vidro. |
| Impacto no produto | Rebitagem por aquecimento por contacto, o calor da cabeça de fusão a quente pode afetar os componentes ou a superfície do produto perto do poste do rebite. | Rebitagem por aquecimento sem contacto, não danifica os componentes nem o aspeto do produto. | Rebitagem de aquecimento por vibração, as vibrações podem danificar os componentes. |
| Custo do equipamento | Baixa | Médio | Elevado |
Outros aspectos:
Rebitagem por fusão a quente:
As vantagens são evidentes. A cabeça do rebite aquece simultaneamente a coluna do rebite e forma a cabeça do rebite. Isto permite um design de equipamento muito compacto, especialmente adequado para pequenos componentes com colunas de rebites de plástico muito espaçadas.
No entanto, existem também desvantagens significativas. Se a cabeça do rebite não arrefecer completamente, o calor residual pode fazer com que o plástico adira à cabeça do rebite, resultando em filamentação. A cabeça do rebite precisa de ser substituída com frequência. Não é adequado para colunas de rebites maiores porque se torna cada vez mais difícil transferir o calor da superfície para o centro e para o fundo da coluna de rebites, causando potencialmente um fenómeno de núcleo frio e um preenchimento insuficiente do espaço entre a coluna de rebites e a peça ligada. Para além disso, os produtos fabricados com rebitagem a quente tendem a ter uma tensão residual relativamente elevada e uma resistência ao arrancamento inferior. Por conseguinte, não é adequado para produtos com elevados requisitos de posicionamento e fixação.
Rebitagem a ar quente:
Uma vez que a coluna de rebites de plástico é uniformemente aquecida num ambiente de ar quente de alta temperatura, a coluna de rebites de plástico amolece completamente de dentro para fora, reduzindo eficazmente o stress interno após a formação. Na segunda etapa, a cabeça de rebitagem a frio pressiona e forma o material plástico completamente amolecido, que pode preencher rapidamente mais de 90% do espaço de montagem entre a peça conectada e a coluna de rebites, alcançando um efeito de fixação muito bom.
Rebitagem por ultra-sons:
A força de rebitagem e o efeito de fixação são semelhantes aos da rebitagem por fusão a quente. No entanto, como a rebitagem por ultra-sons gera calor através da fricção, uma vez formado o ponto de rebite, o gerador de ultra-sons deixa de funcionar. Ao contrário da rebitagem por fusão a quente, a cabeça de soldadura por ultra-sons não transporta calor, reduzindo a probabilidade de filamentação. A rebitagem por ultra-sons é também a que demora menos tempo.
Ao utilizar a rebitagem ultra-sónica, a coluna de rebites não deve ser concebida em planos com diferenças de altura significativas, uma vez que isto pode causar diferenças de amplitude em vários pontos de rebites, levando a taxas de aquecimento irregulares e colunas potencialmente soltas ou degradadas. A distância de distribuição das colunas também é limitada se for utilizada uma única cabeça de soldadura. Em contraste, os processos de rebitagem por fusão a quente ou por ar quente permitem que as colunas de rebites sejam projectadas em diferentes planos e podem alcançar a rebitagem de vários pontos de uma só vez, mesmo em distâncias consideráveis.
Adaptabilidade do material:
A rebitagem só é adequada para plásticos termoplásticos, que podem fundir dentro de um intervalo de temperatura específico. Os plásticos termoendurecíveis endurecem a uma determinada temperatura e são difíceis de rebitar utilizando os três métodos acima descritos. Por conseguinte, as pessoas escolhem frequentemente os plásticos termoplásticos para a rebitagem e as estruturas dos produtos envolvem frequentemente plásticos termoplásticos.
Os plásticos termoplásticos dividem-se ainda em plásticos amorfos (também conhecidos como não cristalinos) e plásticos cristalinos (também conhecidos como semi-cristalinos).
Plásticos não cristalinos:
Estes possuem arranjos moleculares desordenados e uma temperatura distinta (Tg, temperatura de transição vítrea) em que o material amolece gradualmente, derrete e flui. Estes plásticos são adequados para os três processos de rebitagem.
Plásticos semi-cristalinos:
Estes têm arranjos moleculares ordenados com um ponto de fusão (Tm) e um ponto de recristalização claros. Antes de atingir o ponto de fusão, os plásticos semi-cristalinos permanecem sólidos. Quando a temperatura atinge o ponto de fusão, as cadeias moleculares começam a mover-se e o plástico começa a derreter. Se o calor diminuir, o plástico solidifica-se rapidamente.
Devido à dupla função de aquecer a coluna do rebite e formar o ponto do rebite, os plásticos semi-cristalinos são mais adequados para a rebitagem por fusão a quente.
Os plásticos semi-cristalinos têm uma estrutura molecular regular, tipo mola, que absorve facilmente a energia de vibração ultra-sónica de alta frequência, dificultando a geração de calor na junta do rebite. Os plásticos semi-cristalinos têm frequentemente pontos de fusão elevados, exigindo energia ultra-sónica suficiente para derreter o plástico. Por conseguinte, são mais difíceis de rebitar do que os plásticos não cristalinos. Conseguir uma maior qualidade de rebitagem para plásticos semi-cristalinos requer a consideração de mais factores, tais como maior amplitude, design adequado da junta, contacto da cabeça de soldadura, distância de soldadura e dispositivos de soldadura. Para concentrar a energia ultra-sónica, a parte superior da coluna de rebites deve ser concebida de modo a minimizar o contacto inicial com a cabeça de soldadura.
As propriedades adicionais do material que afectam a rebitagem ultra-sónica incluem a dureza (uma dureza mais elevada melhora geralmente a rebitagem ultra-sónica), o ponto de fusão (pontos de fusão mais elevados requerem mais energia ultra-sónica) e a pureza (uma pureza mais elevada das matérias-primas aumenta os efeitos da rebitagem, enquanto as impurezas nos materiais reciclados reduzem o desempenho).
Plásticos com cargas (por exemplo, fibras de vidro):
Os plásticos com cargas têm diferenças significativas nos pontos de fusão entre o plástico e as cargas. Para a rebitagem por fusão a quente, o controlo da temperatura dentro de ±10° é crucial; temperaturas elevadas provocam a precipitação de fibras de vidro do plástico, levando à adesão e a superfícies rugosas, enquanto que temperaturas baixas provocam fissuras e formação a frio. Para a rebitagem por ultra-sons, é necessária uma maior energia de vibração para fundir o plástico. O elevado teor de carga resulta em resíduos e desprendimento nos pontos de rebitagem, reduzindo a força e a fiabilidade da rebitagem.
Quando o conteúdo de carga é inferior a 10%, pode não afetar significativamente as propriedades do material. Os enchimentos (por exemplo, fibras de vidro) são benéficos para a rebitagem de materiais macios como PP, PE e PPS. O conteúdo de enchimento entre 10%-30% reduz a força de rebitagem, enquanto que o conteúdo acima de 30% afecta significativamente o desempenho da rebitagem.
Colunas de rebites comuns e cabeças de rebites
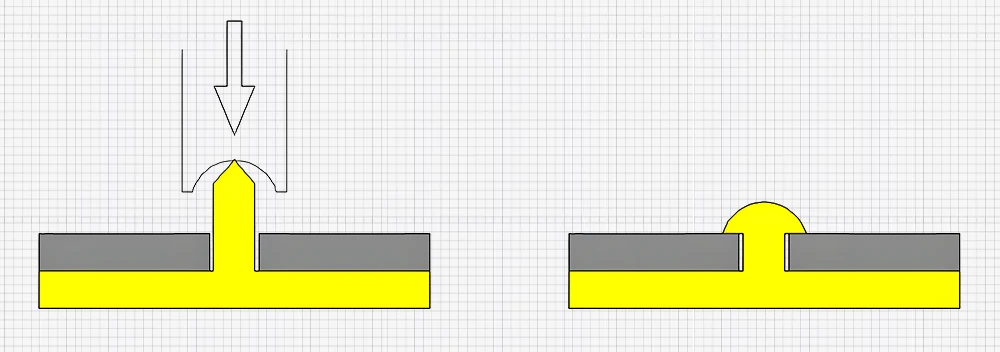
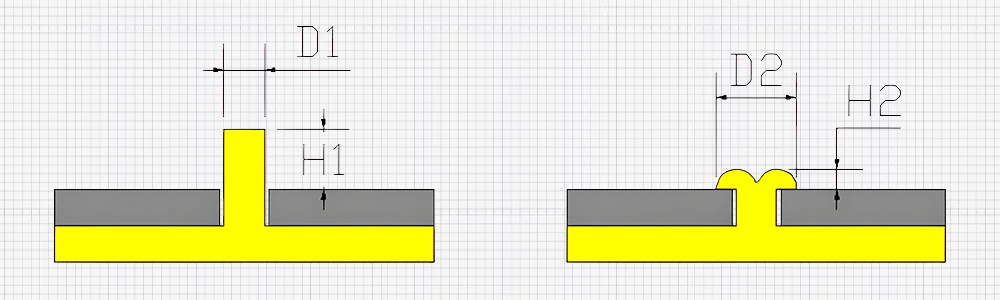
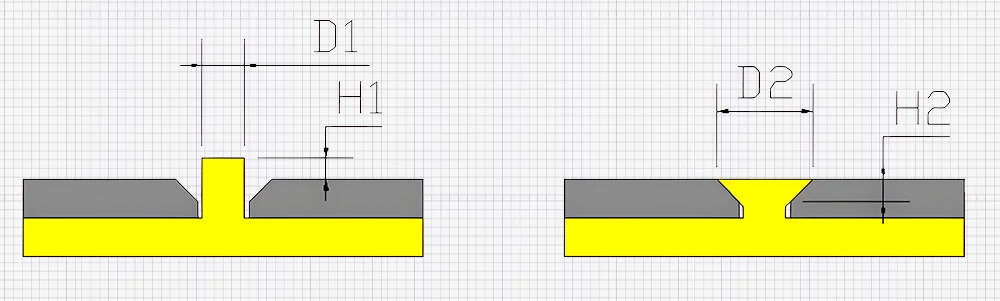
1. Cabeça de rebite semicircular (perfil grande)
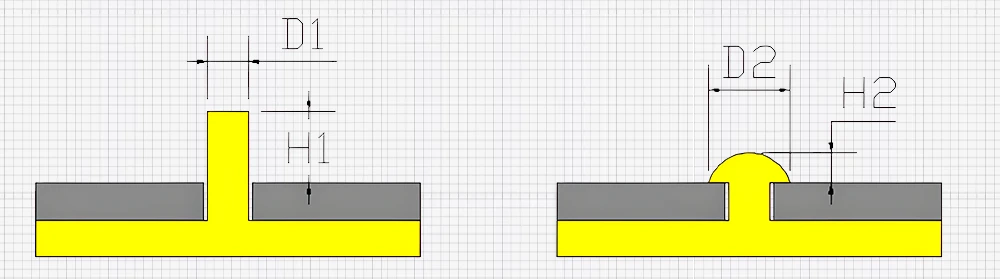
1). Adequado para diâmetros de coluna de rebites (D1) inferiores a 3 mm, de preferência superiores a 1 mm para evitar roturas.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente (1,5-1,75) * D1.
3). O diâmetro da cabeça do rebite (D2) é geralmente cerca de 2 * D1, e a altura (H2) é cerca de 0,75 * D1. Os números específicos devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
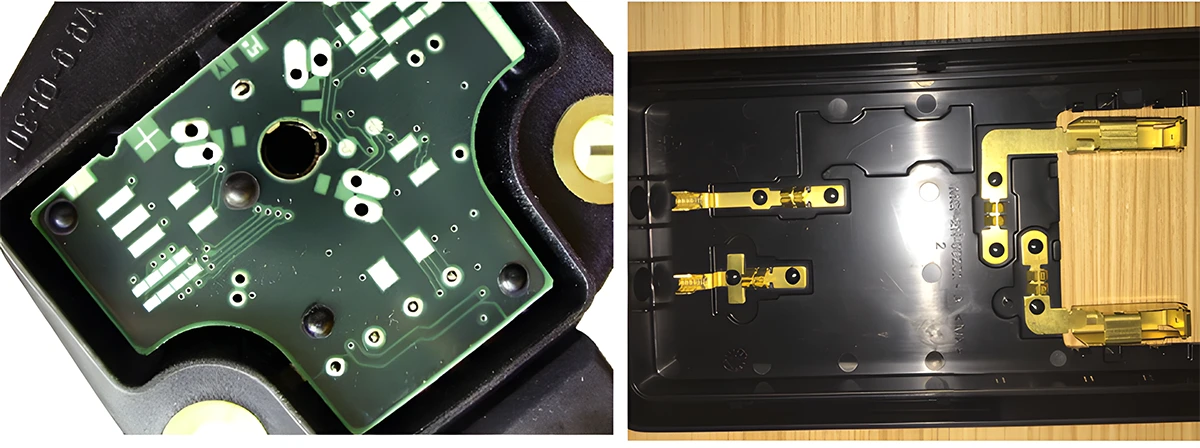
4). Este tipo é o mais utilizado, geralmente para situações com requisitos de baixa resistência, como placas de circuito impresso e peças decorativas de plástico.
2. Cabeça de rebite semicircular (perfil pequeno)
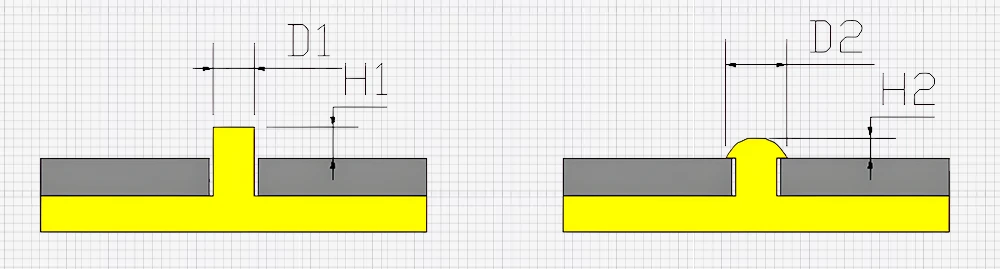
1). Adequado para diâmetros de coluna de rebites (D1) inferiores a 3 mm, de preferência superiores a 1 mm para evitar roturas.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente 1,0 * D1.
3). O diâmetro da cabeça do rebite (D2) é geralmente cerca de 1,5 * D1, e a altura (H2) é cerca de 0,5 * D1. Os números específicos devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
4). Este tipo tem um tempo de rebitagem mais curto do que a cabeça de rebite semi-circular de perfil grande, geralmente utilizada em situações com requisitos de baixa resistência, tais como fitas macias de FPC e peças de molas metálicas.
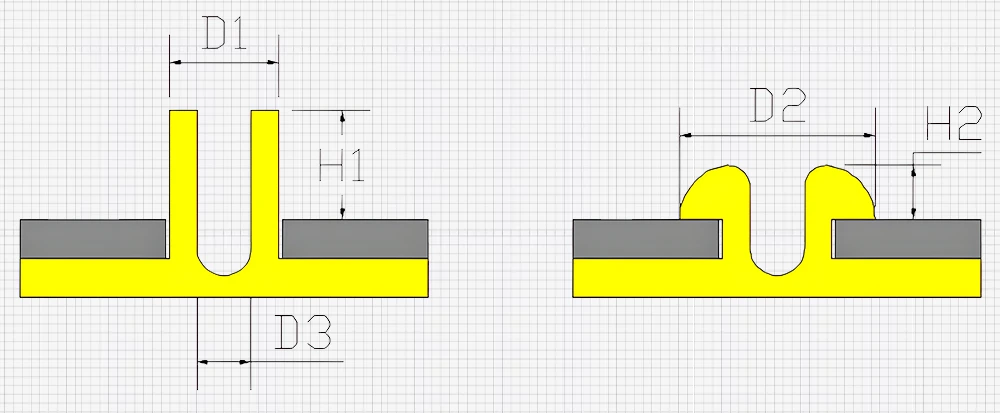
3. Cabeça de rebite semicircular dupla
1). Adequado para diâmetros de coluna de rebites (D1) entre 2-5mm.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente 1,5 * D1.
3). O diâmetro da cabeça do rebite (D2) é geralmente cerca de 2 * D1, e a altura (H2) é cerca de 0,5 * D1. Os números específicos devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
4). Este tipo tem uma coluna de rebites ligeiramente maior do que o tipo de cabeça semi-circular. Para encurtar o tempo de rebitagem e obter melhores resultados de rebitagem, é utilizado um método de cabeça semi-circular dupla, geralmente para situações que requerem uma maior resistência de fixação.
5). Os centros da coluna do rebite e da cabeça de rebitagem a quente do molde devem alinhar-se para obter uma cabeça de rebite com uma forma perfeita.
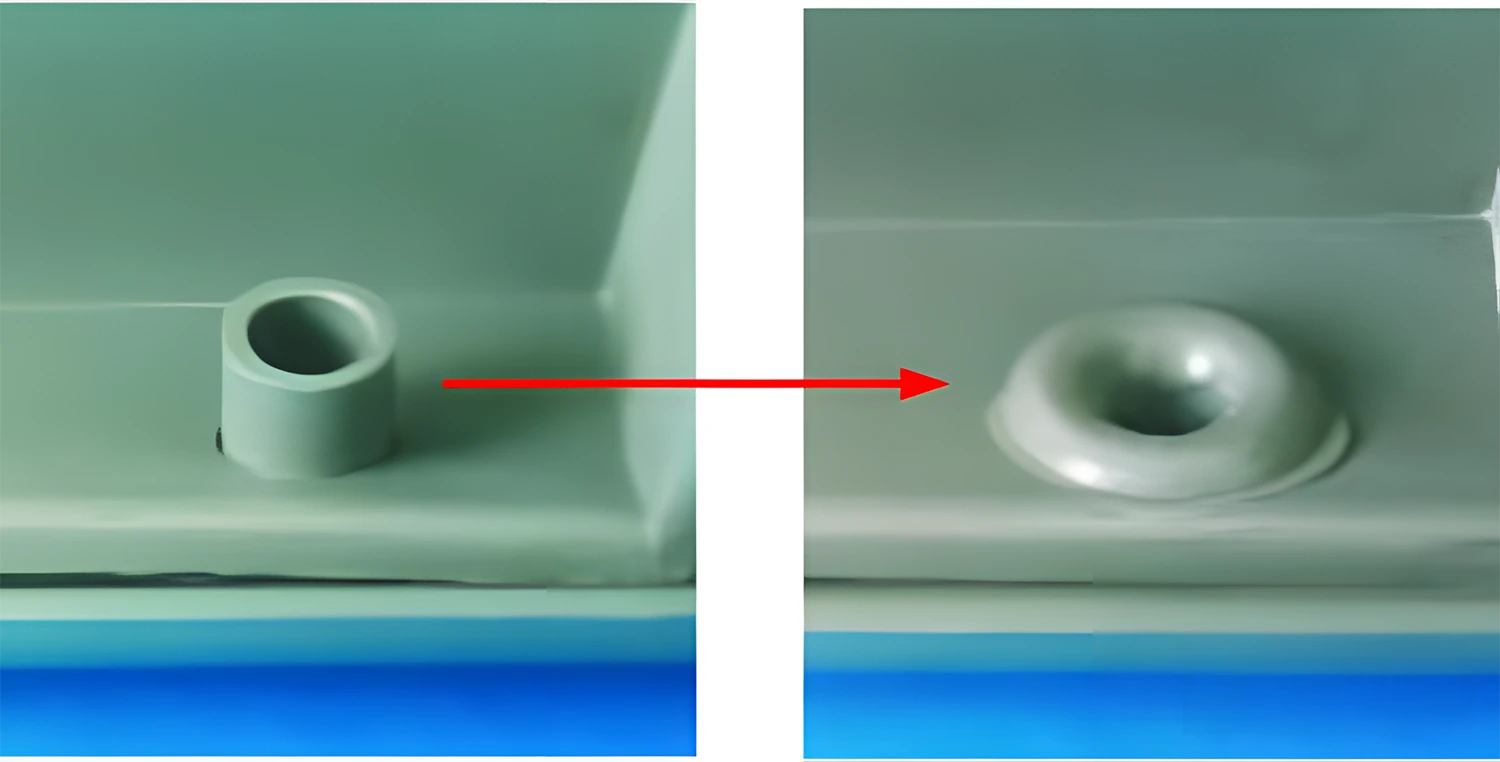
4. Cabeça de rebite anular
1). Adequado para diâmetros de coluna de rebites (D1) superiores a 5 mm.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente (0,5-1,5) * D1, sendo que os diâmetros maiores tomam o valor mais baixo. O diâmetro interno é 0,5 * D1 (para evitar o encolhimento na parte de trás da coluna).
3). O diâmetro da cabeça do rebite (D2) é geralmente cerca de 1,5 * D1, e a altura (H2) é cerca de 0,5 * D1. Os números específicos devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
4). À medida que o diâmetro da coluna de rebites aumenta, para encurtar o tempo de rebitagem e obter melhores resultados, evitando defeitos de retração no lado posterior, são utilizadas colunas de rebites ocas, geralmente para situações que exigem uma maior resistência de fixação.
5). As colunas de rebites ocas são aquecidas uniformemente por dentro e por fora, facilitando a obtenção de uma cabeça de rebite com uma forma perfeita.
5. Cabeça de rebite plana
1). Adequado para diâmetros de coluna de rebites (D1) inferiores a 3 mm.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente 0,5 * D1.
3). O diâmetro (D2) e a altura (H2) da cabeça do rebite devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
4). A peça ligada tem de ter uma espessura suficiente para o escareamento; caso contrário, a ligação não será fiável e não terá força de fixação suficiente.
5). As cabeças de rebite planas são adequadas para situações em que a cabeça do rebite formada não deve sobressair da superfície.

6. Cabeça de rebite com nervuras
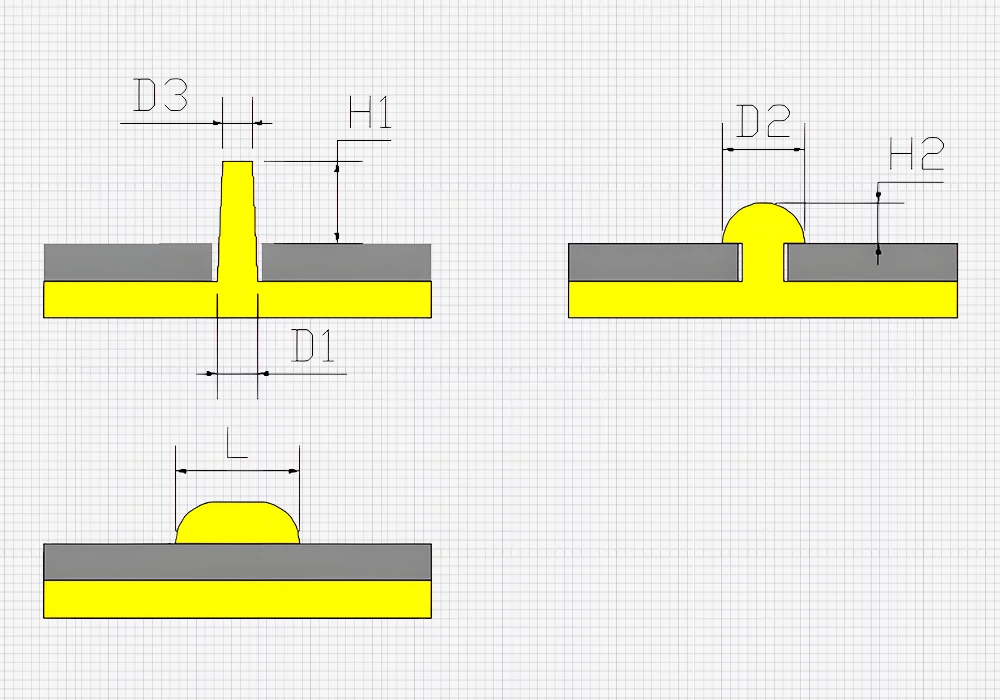
1). O diâmetro da base da coluna de rebites (D1) deve ser inferior a 3 mm, com um diâmetro superior (D3) de (0,4-0,7) * D1.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente (1,5-2) * D1, e H1 deve ser inferior ao comprimento da coluna de rebites (L).
3). O diâmetro da cabeça do rebite (D2) é geralmente cerca de 2 * D1, e a altura (H2) é cerca de 1,0 * D1. Os números específicos devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
4). Utilize cabeças de rebite com nervuras quando necessitar de uma maior área de contacto para a cabeça do rebite e não houver espaço suficiente para conceber uma coluna de rebite oca.
7. Cabeça de rebite flangeada
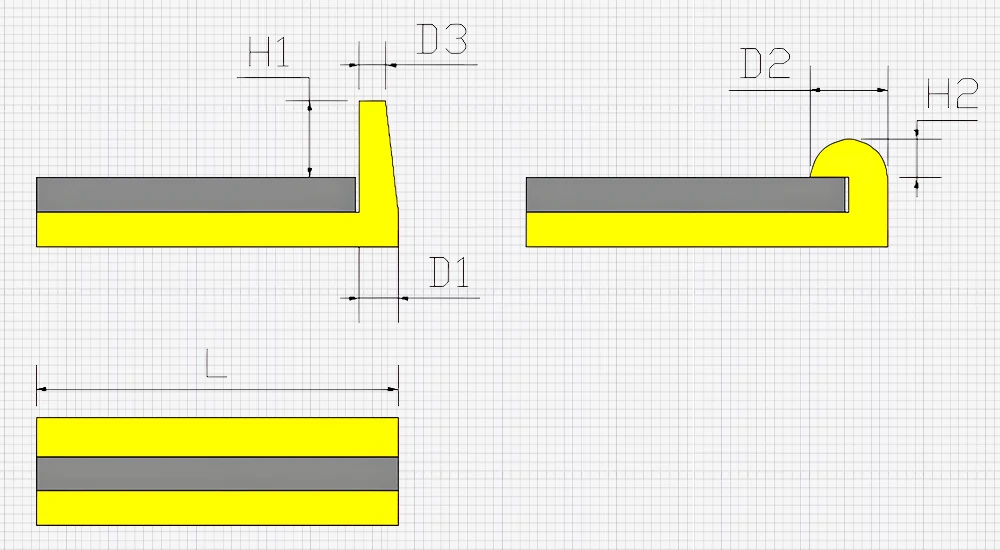
1). O diâmetro da base da coluna de rebites (D1) deve ser inferior a 3 mm, com um diâmetro superior (D3) de (0,3-0,5) * D1.
2). A altura da parte saliente da coluna de rebites (H1) é geralmente (1,5-2) * D1, e H1 deve ser inferior ao comprimento da coluna de rebites (L).
3). O diâmetro da cabeça do rebite (D2) é geralmente cerca de 2 * D1, e a altura (H2) é cerca de 1,0 * D1. Os números específicos devem ser baseados na conversão de volume S_cabeça = (85%-95%) * S_coluna.
4). As cabeças de rebite flangeadas são adequadas para situações que exijam o engaste ou o envolvimento da peça ligada.
Dicas: Pretende explorar vários tipos de rebites e as suas aplicações específicas? Consulte o nosso guia detalhado sobre tipos de rebites.
Notas:
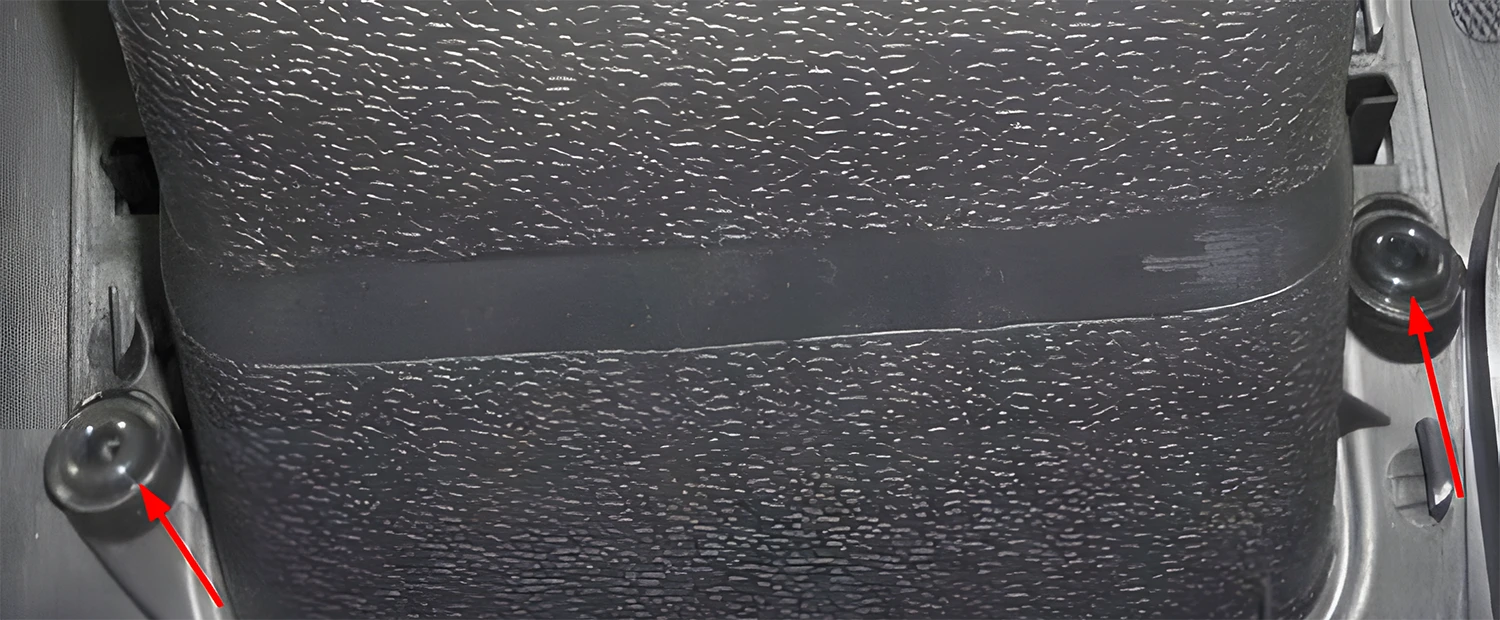
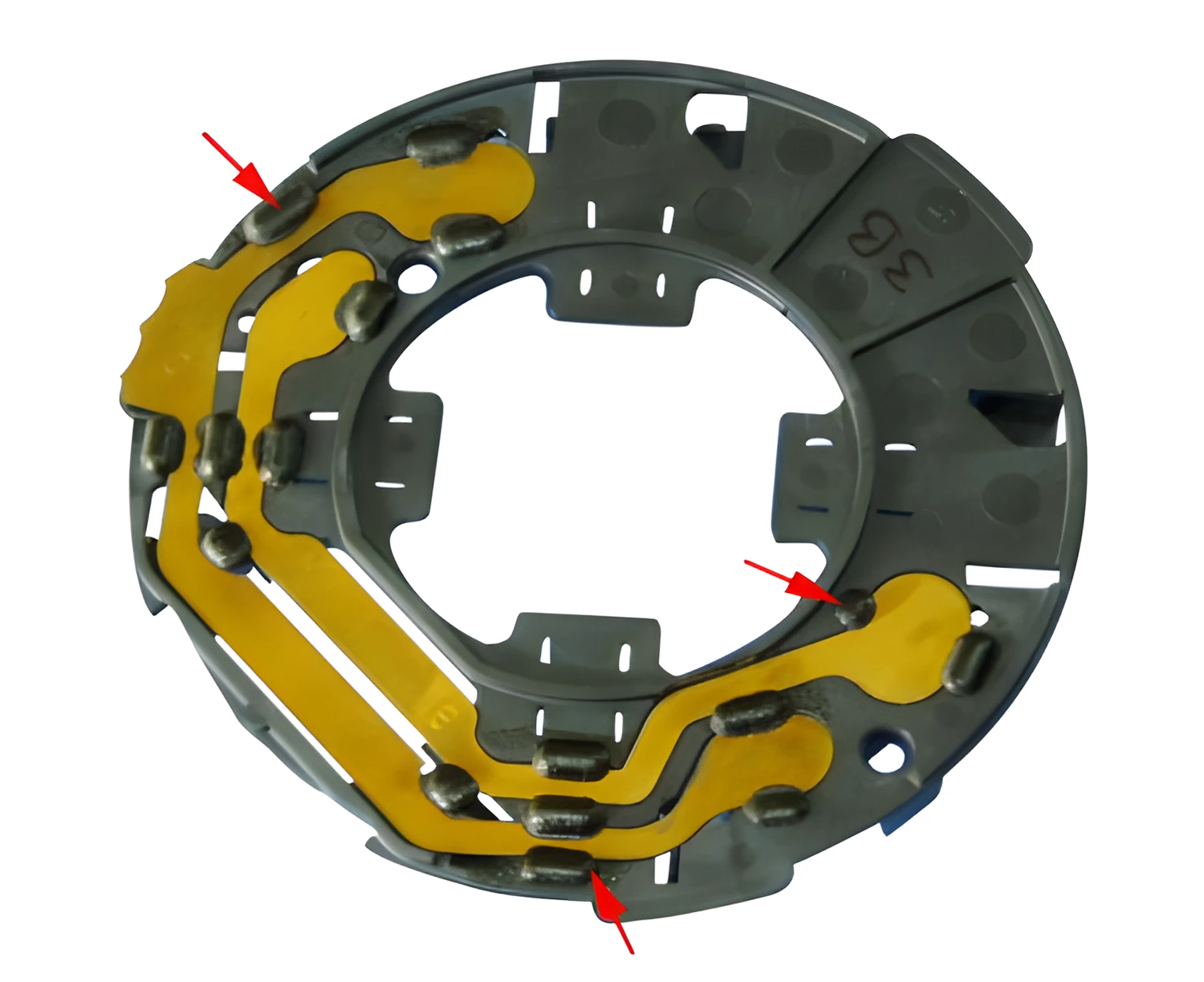
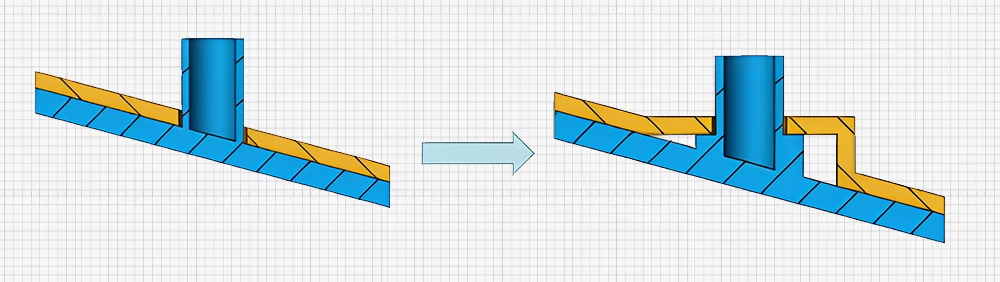
Se a coluna de rebites estiver numa superfície inclinada ou for elevada a partir da base, projecte-a da seguinte forma:
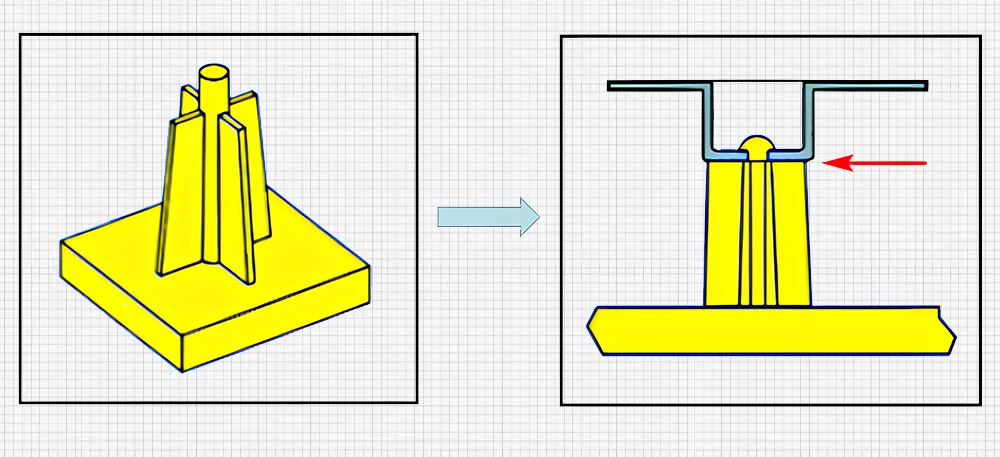
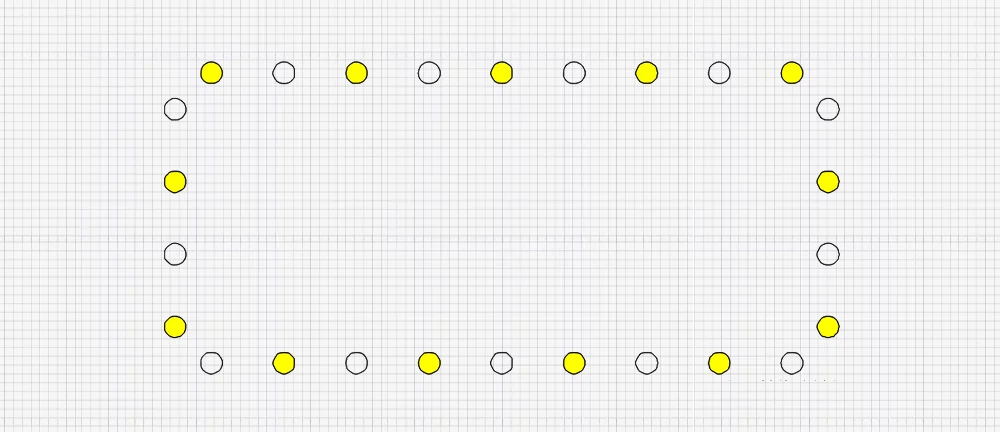
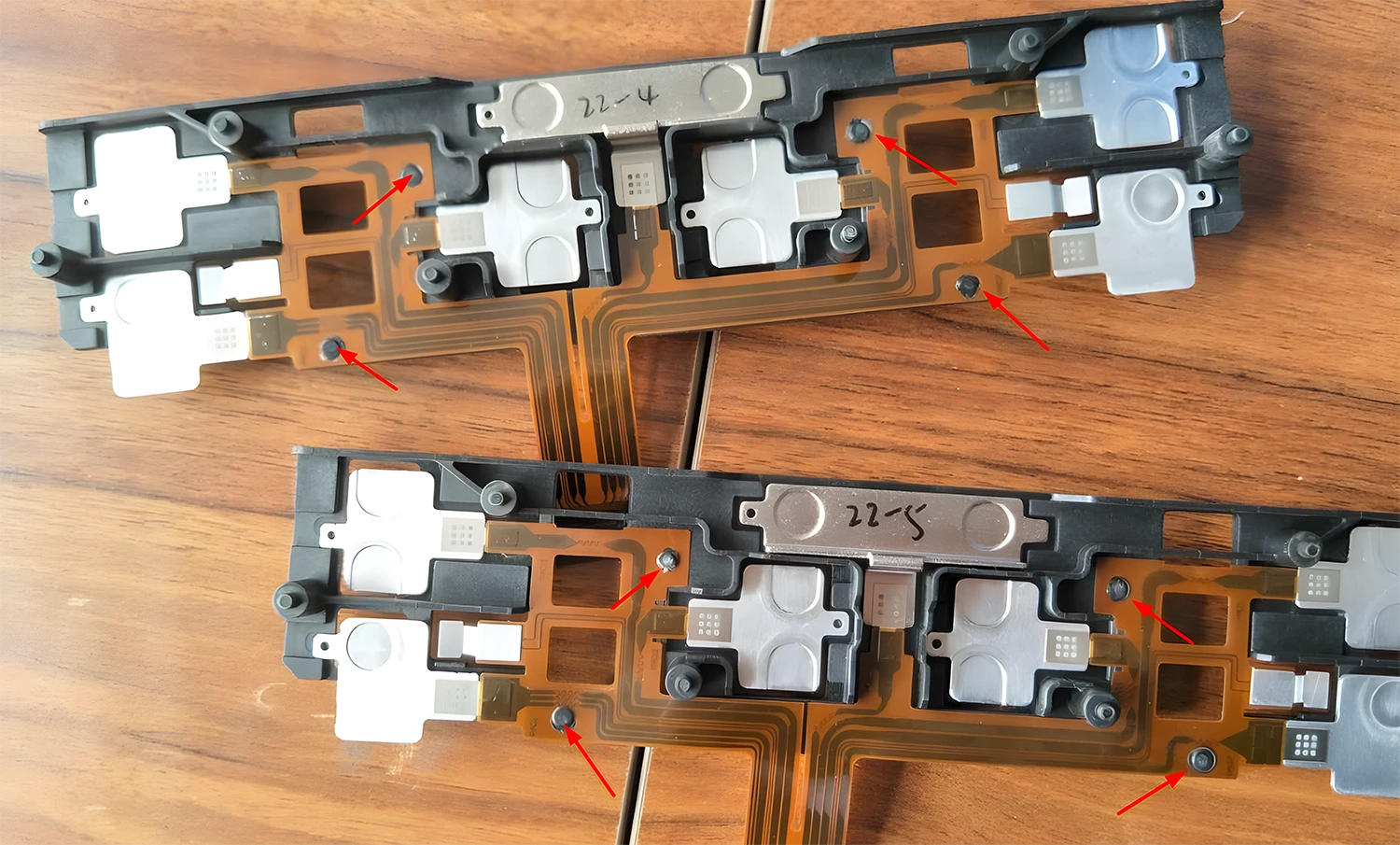
Uma vez que a rebitagem é uma ligação permanente e difícil de reparar quando falha, podemos projetar a redundância na estrutura, se necessário. Por exemplo, duplicar o número de colunas e orifícios de rebites, utilizar primeiro as colunas de rebites amarelos e, se for necessário reparar, utilizar as colunas de rebites brancos para uma segunda oportunidade de reparação.