


La padronanza delle finiture superficiali dello stampaggio a iniezione è molto importante perché influisce sulla sensazione tattile e sulla qualità visiva del prodotto finito. Stampaggio a iniezione si riferisce al processo di produzione che prevede il versamento di componenti plastici fusi in uno stampo, il loro raffreddamento e la loro solidificazione per produrre oggetti stampati. Viene utilizzato principalmente per la produzione di massa di oggetti identici. Il metodo è efficiente e affidabile nella produzione di pezzi di forme e dimensioni complicate. È ampiamente utilizzato nelle industrie di lavorazione della plastica.

Inoltre, è un processo molto versatile, in quanto supporta una varietà di materiali e finiture, che lo rende adatto alla maggior parte delle industrie con obiettivi e requisiti completamente diversi. Questa forma di processo di fabbricazione può essere fatta risalire al 19th secolo, ma rimane la forma più adatta per produrre pezzi complessi in modo economico.
Le finiture superficiali dello stampaggio a iniezione descrivono un certo livello di texture, rugosità o motivi applicati alla superficie di uno stampo. Oltre alla rugosità della superficie, sono inclusi vari modelli di design. A differenza di altre procedure di lavorazione, la finitura superficiale dello stampaggio a iniezione di materie plastiche si ottiene durante il processo di stampaggio a iniezione e non come fase successiva alla realizzazione dello stampo.
Il SPI, acronimo di Society of Plastics Industry, si concentra sulla consistenza di un articolo in plastica prodotto mediante stampaggio a iniezione, caratterizzata dalla finitura superficiale SPI. Si tratta di un sistema ampiamente riconosciuto, utilizzato per determinare la qualità estetica delle superfici in plastica.
VDI sta per Verein Deutscher Ingenieure (Società degli ingegneri tedeschi). La finitura superficiale VDI è uno standard particolare per la struttura della superficie, utilizzato principalmente nella costruzione di stampi. L'obiettivo principale dello standard VDI è la rugosità superficiale "ROUGH", mentre la finitura SPI è generalmente utilizzata per la costruzione di stampi. lucidatura dello stampo prestare attenzione alla "LISCIA". Nonostante siano stati progettati per trattamenti superficiali diversi, danno finiture simili a causa delle differenze di qualità.

Conoscere gli standard delle finiture di superficie dello stampaggio a iniezione
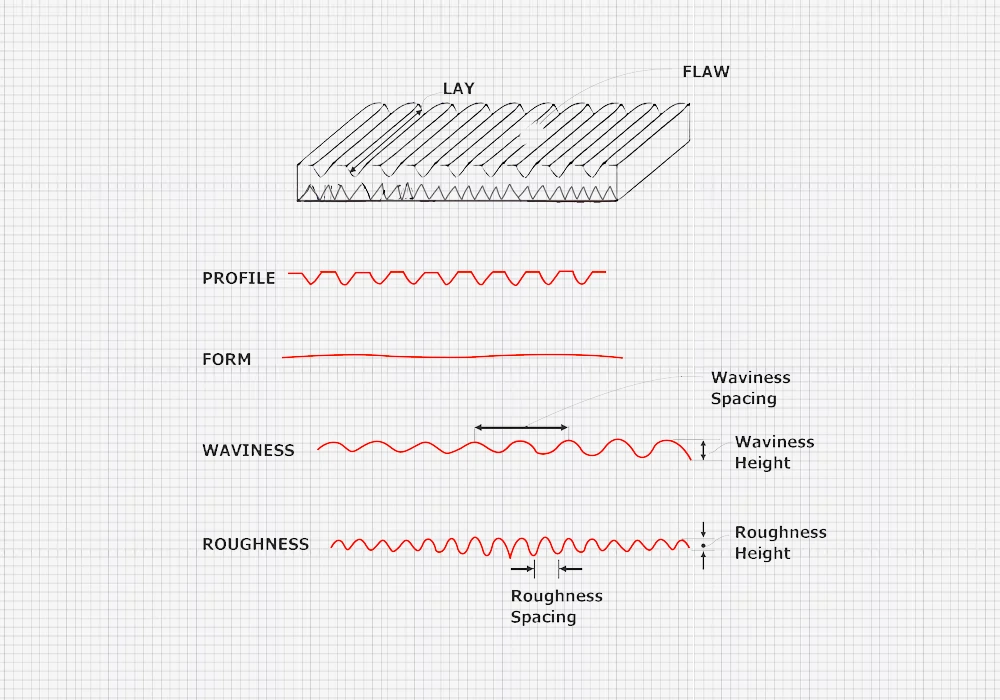
In quanto componente chiave del processo di progettazione e produzione, le finiture superficiali dello stampaggio a iniezione hanno un impatto significativo sia sull'aspetto che sulla funzionalità. Le prestazioni, l'esperienza d'uso, la robustezza e la qualità di un prodotto possono essere migliorate dalla finitura superficiale. Le finiture superficiali possono essere caratterizzate in tre modi distinti: ruvidità, stesura e ondulazione.
Rugosità della superficie- le piccole irregolarità che si trovano nella geometria della superficie e che la fanno sembrare abrasiva e granulosa. Possono essere minuscole e far apparire la superficie come uno specchio, oppure più grandi e organizzate come la sabbia. La rugosità influisce sulla consistenza e sull'aspetto del prodotto finito.
Laico definisce gli elementi di lavorazione che si verificano a partire dalla direzione in cui l'utensile o la macchina si muove per creare una superficie. Può essere perpendicolare, parallela, trasversale, radiale, multidirezionale, parallela o isotropa e viene tipicamente creata nel corso della produzione.
L'ondulazione è termine utilizzato per descrivere la differenza macroscopica più significativa di una superficie che corrisponde alla sua planarità. Queste imperfezioni sono più grandi della lunghezza della rugosità, ma sono sufficientemente piccole, regolari e brevi per essere considerate difetti di planarità. Si verificano in seguito a errori di lavorazione dovuti a deviazioni o vibrazioni, nonché ad avvolgimenti dovuti al riscaldamento e al raffreddamento.
Una comunicazione chiara e coerente tra le industrie è facilitata dall'esistenza di standard internazionali per la caratterizzazione e la valutazione della qualità delle finiture superficiali. Standard formati da organizzazioni affidabili la Società americana per le prove e i materiali (ASTM), l'Organizzazione internazionale per la standardizzazione (ISO), e l'Istituto tedesco di standardizzazione (DIN) contribuire alla creazione di una comprensione condivisa della finitura superficiale dei prodotti tra produttori, consumatori e potenziali ispettori. La conformità agli standard pertinenti è importante per stabilire la finitura superficiale appropriata per i prodotti in plastica richiesti.
L'importanza della finitura superficiale nello stampaggio a iniezione.
La finitura superficiale svolge un ruolo importante nel determinare la durata, le prestazioni e l'aspetto complessivo del prodotto. Affinché tutti i nuovi prodotti soddisfino gli standard pratici ed estetici, una finitura superficiale definita è un prerequisito. La finitura superficiale, che a volte viene trascurata come un dettaglio irrilevante, gioca un ruolo fondamentale nel successo complessivo di un prodotto quando viene eseguita correttamente. Al contrario, una finitura scadente può danneggiare il valore di un prodotto e causare il malcontento dei consumatori e una possibile riduzione della quota di mercato.
La maggior parte degli stampi a iniezione è formata da acciaio e alluminio utilizzando attrezzature per elettroerosione e CNC. I segni degli utensili e le irregolarità superficiali lasciati dalle frese impiegate possono essere trasferiti dalla cavità dello stampo al manufatto. Per eliminare questi difetti superficiali, le due parti dello stampo vengono levigate e lucidate. Anche se vengono impiegate molte tecniche di finitura, la lucidatura degli stampi SPI è lo standard del settore. Le finiture standard sono disponibili in nove forme distinte e ogni tipo di finitura è generalmente applicata a mano da esperti altamente qualificati. Migliorare la finitura della cavità aiuta a soddisfare i requisiti specifici dell'applicazione e a migliorare la finitura del pezzo.
I motivi per cui la finitura superficiale è importante
La finitura superficiale è molto importante per i seguenti motivi:
- Resistenza all'usura e durata: i trattamenti superficiali fanno sì che il prodotto tolleri gli ambienti avversi, si opponga all'usura e duri più a lungo.
- Adesione dei rivestimenti: La rugosità della superficie può influire sull'efficacia dell'adesione di vernici o rivestimenti all'oggetto su cui vengono applicati.
- Riduzione dell'attrito e della generazione di calore Il trattamento della superficie contribuisce a ridurre l'attrito e a minimizzare la produzione di calore, aumentando così l'efficienza.
- Controllo della riflessione e della dispersione della luce: soprattutto nei prodotti utilizzati nelle applicazioni ottiche, la finitura delle superfici ha un impatto significativo sul modo in cui la luce viene dispersa e deviata.
- Migliora la conduttività e aggiunge conduzioni elettriche superficiali.
- Riduzione del rumore: Una finitura superficiale più liscia è più silenziosa di una superficie ruvida che emette più vibrazioni e rumori più forti.
- Estetica: una superficie ben rifinita ha un grande impatto sulla percezione di un prodotto.
- Prestazioni funzionali: la levigatezza della superficie è fondamentale per una tenuta efficiente, essenziale per il contenimento e la gestione dei fluidi, come nelle applicazioni su prodotti quali guarnizioni e O-ring.

Guida completa alle finiture di superficie per lo stampaggio a iniezione: SPI e VDI
La maggior parte dei pezzi stampati con il processo di stampaggio a iniezione presenta finiture superficiali. Pertanto, potrebbero non richiedere alcun tipo di trattamento di post-elaborazione. Tuttavia, ciò può cambiare per varie ragioni, come preferenze o requisiti. Per questo motivo, vengono prese in considerazione alcune opzioni di finitura superficiale per soddisfare le esigenze della produzione. La considerazione tempestiva della finitura superficiale è fondamentale perché influenza la scelta dei materiali, l'angolo di sformo e il costo di produzione. Questa guida fornisce una panoramica completa delle finiture superficiali SPI e VDI.
SPI Finitura superficiale: Gradi, applicazioni e considerazioni
La finitura superficiale SPI (The Society of the Plastics Industry) determina la qualità estetica delle materie plastiche in tutto il mondo. Consiste in 12 gradi di finitura che vanno dal brillante all'opaco in 4 categorie A, B, C e D. Esiste una rugosità superficiale media (RA) e una procedura di finitura per ogni standard alfanumerico di finitura superficiale SPI.
Nelle tecniche di finitura si utilizzano la sabbiatura a secco, la carta abrasiva, l'abrasivo in pietra e alcuni tipi di abrasivo diamantato. In una gamma di valori, RA è espresso in micrometri (µm). Gli stampi a iniezione che non necessitano di uno di questi trattamenti superficiali possono avere una finitura "as-machined" con una rugosità superficiale tipica di 3,20 RA e le marcature di lavorazione previste dallo standard SPI.
I requisiti per i vari gradi variano e varia anche la quantità di deviazione dalla perfezione consentita. Ad esempio, un numero più basso consente una minore deviazione, mentre un numero più alto ne consente una maggiore. Secondo la PIA (Plastics Industry Association), le quattro principali classificazioni del grado di superficie vanno da A1 (lordo) a D3 (struttura ruvida). La suddivisione in ulteriori tre livelli corrisponde a 12 tipi di trattamento di finitura superficiale SPI.
Lucido Classe A
Rappresenta le superfici lucide ad alto lordo che sono preferite per gli oggetti che devono apparire lisci o a specchio, sono parti visivamente gradevoli e sono più costose. Lasciano gli oggetti in plastica con una finitura lucida o trasparente; le finiture trasparenti sono utilizzate per le plastiche trasparenti, mentre la finitura lucida è per le plastiche opache. Per tutti e tre i livelli SPI A, sono necessari una pasta diamantata e un utensile rotante per una lucidatura accurata dello stampo. Sono utilizzati su parti ottiche come visiere, specchi e lenti e imballaggi trasparenti.
| Standard SPI | Descrizione | Metodo di finitura | Rugosità superficiale Ra (μm) |
| A-1 | Alta lucentezza / Otticamente trasparente | Grado #3, grana 6000 Buff diamantato | Da 0,012 a 0,025 |
| A-2 | Alta lucentezza / Trasparente | Grado #6, grana 3000 Diamante Buff | Da 0,025 a 0,05 |
| A-3 | Alta lucentezza / Trasparente | Grado #15, grana 1200 Diamante Buff | Da 0,05 a 0,10 |
Semi-lucido Classe B
Superfici spazzolate per texture fini e semilucide che le rendono perfette per un buon aspetto visivo e per cancellare i segni degli utensili dagli stampi. Queste finiture SPI sono lucidature di livello intermedio. La finitura superficiale prevede la levigatura delle superfici avanti e indietro e viene eseguita con utensili a lima di varie dimensioni. Questo movimento di levigatura rende visibili più linee rispetto alle finiture SPI di livello A. Spesso compare in sezioni dei prodotti non particolarmente significative o esteticamente gradevoli, come i pannelli degli elettrodomestici.
| Standard SPI | Descrizione | Metodo di finitura | Rugosità superficiale Ra (μm) |
| B-1 | Semi-lucido - Fine | Carta a grana 600 | Da 0,05 a 0,10 |
| B-2 | Semi-lucido - Medio | Carta a grana 400 | Da 0,10 a 0,15 |
| B-3 | Semi-lucido - Grosso | Carta a grana 320 | Da 0,28 a 0,32 |
Opaco Classe C
Simile alla classe B ma più grossolana, utilizzata per prodotti che richiedono un livello medio di rugosità per nascondere i difetti del prodotto e migliorare la presa. Per ogni finitura SPI di livello C viene utilizzata una particolare grana di pietra abrasiva. Sono le finiture superficiali più economiche e popolari. Ideale per l'elettronica di consumo, i prodotti per la casa e gli interni delle automobili.
| Standard SPI | Descrizione | Metodo di finitura | Rugosità superficiale Ra (μm) |
| C-1 | Finitura opaca - Fine | Pietra a grana 600 | Da 0,35 a 0,40 |
| C-2 | Finitura opaca - Media | Pietra a grana 400 | Da 0,45 a 0,55 |
| C-3 | Finitura opaca - Grosso | 320 Pietra di grana | Da 0,63 a 0,70 |
Classe D testurizzata
Le superfici più ruvide sono di solito quelle con texture a sabbia per i prodotti che devono avere un certo impatto visivo e una certa sensazione tattile. La polvere di pietra fine viene utilizzata per levigare queste finiture ruvide prima che vengano sabbiate a secco in modo casuale con perle di vetro o ossido di alluminio, producendo una finitura superficiale liscia e non direzionale. Questi trattamenti superficiali testurizzati vengono applicati a componenti industriali termoindurenti e sono appropriati per articoli come le maniglie dei prodotti di consumo che presentano una finitura testurizzata satinata o opaca che migliora la presa. A questo scopo, è ampiamente utilizzato nei prodotti di consumo, nelle parti industriali e nei componenti automobilistici.
| Standard SPI | Descrizione | Metodo di finitura | Rugosità superficiale Ra (μm) |
| D-1 | Texture leggera | Perle di vetro a secco #11 | Da 0,80 a 1,00 |
| D-2 | Struttura media | Sabbiatura a secco #240 Ossido | Da 1,00 a 2,80 |
| D-3 | Texture pesante | Sabbiatura a secco #24 Ossido | Da 3,20 a 18,0 |
SPI pone l'accento sul livello di lucidatura più che sui disegni dei modelli. Il risultato delle finiture degli stampi SPI varia in base al tipo di materiale utilizzato nei componenti stampati a iniezione. Ciò influisce in modo significativo sul grado di SPI ottenibile. Il design dei pezzi che include angoli vivi, geometrie complesse e sottosquadri assiste i produttori nella scelta dei trattamenti superficiali appropriati in base alle esigenze dei prodotti. I parametri coinvolti nel processo di stampaggio, come la velocità di raffreddamento, la temperatura e la pressione di iniezione, hanno un impatto sulla levigatezza della superficie.
VDI Finitura superficiale dello stampaggio a iniezione Struttura, vantaggi e applicazioni.
VDI 3400 o Riferimento VDI 3400 lo standard stabilito da( Verein Deutscher Ingenieure), la Società degli ingegneri tedeschi. Lo standard contiene 45 gradazioni di texture. Inizialmente, la lavorazione a scarica elettrica (EDM) viene utilizzata per trattare le 3400 texture destinate alla creazione di stampi in plastica. Per questo motivo, a volte si parla di texture EDM. Le modifiche della regolazione elettrica hanno prodotto la rugosità del processo di elettroerosione. Data l'estensione delle aree di testurizzazione, la qualità della superficie della texture in questo caso non poteva essere uniforme o dura come si potrebbe prevedere. Ultimamente, i produttori di stampi utilizzano l'incisione chimica per ottenere texture VDI 3400 dopo la lucidatura dello stampo, per ottenere superfici di texture uniformi. Tuttavia, è possibile utilizzare anche metodi di testurizzazione tradizionali come graniglia, pietra e carta vetrata.
I 45 gradi da #0 a #45 sono coperti dall'intero standard VDI 3400.
| VDI 3400 | RA /ΜM | RA /ΜIN | N3-N10 | ISO1302 /RT ΜM | RMS |
| 0 | 0.10 | 4.00 | N3 | 4.90 | |
| 1 | 0.112 | 4.48 | 5.50 | ||
| 2 | 0.126 | 5.04 | 5.90 | ||
| 3 | 0.14 | 5.60 | 6.90 | ||
| 4 | 0.16 | 6.40 | 7.90 | ||
| 5 | 0.18 | 7.20 | N4 | 8.90 | |
| 6 | 0.20 | 8.00 | 9.90 | ||
| 7 | 0.22 | 8.80 | 10.80 | ||
| 8 | 0.25 | 10.00 | 12.30 | ||
| 9 | 0.29 | 11.20 | 13.80 | ||
| 10 | 0.32 | 12.80 | 15.80 | ||
| 11 | 0.35 | 14.00 | N5 | 17.20 | |
| 12 | 0.40 | 16.00 | 1.6 | 19.50 | |
| 13 | 0.45 | 18.00 | 22.00 | ||
| 14 | 0.50 | 20.00 | 24.50 | ||
| 15 | 0.56 | 22.40 | 3.2 | 27.00 | |
| 16 | 0.63 | 25.20 | 31.30 | ||
| 17 | 0.70 | 28.00 | 35.20 | ||
| 18 | 0.80 | 32.00 | N6 | 5.0 | 39.00 |
| 19 | 0.90 | 36.00 | 44.40 | ||
| 20 | 1.00 | 40.00 | 49.30 | ||
| 21 | 1.12 | 44.80 | 54.60 | ||
| 22 | 1.26 | 50.40 | 62.40 | ||
| 23 | 1.40 | 56.00 | 70.30 | ||
| 24 | 1.60 | 64.00 | 12 | 78.00 | |
| 25 | 1.80 | 72.00 | N7 | 88.20 | |
| 26 | 2.00 | 80.00 | 98.90 | ||
| 27 | 2.20 | 88.00 | 16 | 109.20 | |
| 28 | 2.50 | 100.00 | 123.90 | ||
| 29 | 2.80 | 112.00 | 138.50 | ||
| 30 | 3.20 | 128.00 | N8 | 20 | 153.70 |
| 31 | 3.50 | 140.00 | 175.50 | ||
| 32 | 4.00 | 160.00 | 197.50 | ||
| 33 | 4.50 | 180.00 | 25 | 218.80 | |
| 34 | 5.00 | 200.00 | 248.60 | ||
| 35 | 5.60 | 224.00 | 277.90 | ||
| 36 | 6.30 | 252.00 | N9 | 37 | 306.20 |
| 37 | 7.00 | 280.00 | |||
| 38 | 8.00 | 320.00 | |||
| 39 | 9.00 | 360.00 | 46 | ||
| 40 | 10.00 | 400.00 | |||
| 41 | 11.20 | 448.00 | |||
| 42 | 12.60 | 504.00 | N10 | 60 | |
| 43 | 14.00 | 560.00 | |||
| 44 | 16.00 | 640.00 | |||
| 45 | 18.00 | 720.00 | 85 |
In particolare, VDI 3400 è un metodo più economico ed efficace per i componenti di grandi dimensioni e per le regioni a texture estesa, come aspirapolvere, calcolatrici e altri articoli simili.

Ottenere una finitura superficiale ottimale: Un'immersione profonda in SPI e VDI
La finitura superficiale di un pezzo stampato a iniezione è un fattore critico. Ha un impatto sulla funzionalità, sul fascino e sulla qualità complessiva del prodotto. È importante comprendere la funzione della finitura prima di iniziare la ricerca di prospettive per le finiture superficiali. È consigliabile accertare il tipo di stampo necessario per il volume di produzione e il materiale di cui sarà composto lo stampo. Questo dovrebbe essere fatto prima di selezionare la finitura superficiale preferita. Gli standard SPI e VDI offrono raccomandazioni per ottenere finiture superficiali affidabili e soprattutto coerenti.
- Requisiti di finitura del prodotto: determinare l'esatta finitura superficiale del prodotto. La scala VDI offre migliori possibilità se si desidera un livello di rugosità, mentre SPI può essere più utile se è essenziale una maggiore finitura.
- Destinazione d'uso: ad esempio, i componenti industriali possono trarre vantaggio da una texture con numeri VDI più elevati, mentre se si tratta di elettronica di consumo, la classe SPI A è molto lucida.
- Tempi e costi: le finiture SPI, più la lucidatura è necessaria, più sono costose e richiedono tempo rispetto alle finiture superficiali VDI.
- Progettazione del materiale e dello stampo: Ad esempio, l'acciaio produce finiture migliori dell'alluminio e la qualità della superficie può essere influenzata dalla scelta della plastica per lo stampaggio a iniezione. Altre considerazioni importanti riguardano la presenza di additivi e la temperatura di fusione.
- I parametri di trattamento riducono i difetti e aumentano l'attrattiva visiva del prodotto, è essenziale trovare il giusto equilibrio tra questi fattori.
Angolo di sformo -è la quantità di conicità dei pezzi stampati o fusi perpendicolarmente alla linea di divisione. I progetti di stampaggio a iniezione richiedono in genere angoli di sformo, ma alcuni materiali morbidi come il nylon sono eccezionali. Ogni processo di progettazione dovrebbe prendere in considerazione le bozze fin dall'inizio, perché è parte integrante della progettazione per la produzione.
Perché l'angolo di sformo è importante?
- Riduce al minimo l'usura e la possibilità di danni allo stampo, riducendo l'attrito che causa il danneggiamento di un pezzo al momento del rilascio.
- Riduce al minimo il tempo necessario per il raffreddamento, eliminando la necessità di preparazioni insolite per l'espulsione.
- Garantisce l'uniformità del pezzo finito.
- Preserva l'integrità e la consistenza di altre texture e finiture superficiali.
- Questi vantaggi, se non tutti, consentono di ridurre direttamente o indirettamente i costi di produzione.
Confronto tra le finiture SPI e VDI.
| SPI Finiture di superficie. | VDI Finiture di superficie. |
| Enfasi sull'aspetto. | Privilegia le funzionalità che fanno leva su Texture. |
| Utilizza scale numeriche e alfabetiche (A1-D3). | Utilizza una scala numerica (VDI 0-45). |
| Lucidatura e smerigliatura per ottenere finiture superficiali ottimali. | Tecniche di elettroerosione o di testurizzazione per ottenere modelli di superficie specifici. |
| Offre un ampio spettro di finiture, da estremamente lisce a piuttosto ruvide. | Enfatizza il processo di realizzazione della finitura molto più che il semplice grado di rugosità. |
| Comunemente utilizzato negli Stati Uniti | Utilizzato prevalentemente in Europa |
Vantaggi e limiti delle finiture superficiali SPI e VDI
Vantaggi delle finiture superficiali SPI
- Produrre un'ampia gamma di pezzi prevedibili in termini di dimensioni, prestazioni complessive e finitura superficiale. (Questo aspetto è fondamentale perché consente di risparmiare tempo, ridurre i tassi di guasto e offrire un valore eccezionale ai clienti).
- Ideale per le applicazioni che richiedono una superficie lucida/brillante
- Eccellente per prodotti di grande impatto visivo.
Limitazioni delle finiture superficiali SPI
- Può essere costoso: il raggiungimento di un elevato livello di finitura superficiale richiede una notevole quantità di tempo, sforzi e utensili.
- Suscettibile all'usura e ai graffi: le superfici lucide sono soggette a usura e graffi evidenti rispetto alle finiture strutturate.
Vantaggi delle finiture superficiali VDI
- Funzionalità migliorata per la presa e l'adesione della vernice, prevenendo e riducendo al minimo le scheggiature e le sbeccature.
- Capacità di nascondere i piccoli difetti: le piccole incongruenze e le imperfezioni che possono emergere durante il processo di produzione possono essere facilmente nascoste dalle superfici strutturate.
- Efficienza dei costi - La finitura VDI richiede meno utensili e lavorazioni, con conseguente riduzione dei costi di produzione.
Limitazioni delle finiture superficiali VDI
- Aspetto meno raffinato rispetto ai rivestimenti SPI Le finiture VDI sono meno riflettenti e lucide e appaiono più strutturate e opache.
- Limitata varietà di opzioni di texture disponibili rispetto alle finiture SPI.


















