

يعد إتقان تشطيبات أسطح القوالب بالحقن أمرًا ضروريًا للغاية لأنه يؤثر على الملمس والجودة البصرية للمنتج النهائي. القولبة بالحقن يشير إلى عملية التصنيع التي تنطوي على صب المكونات البلاستيكية المنصهرة في قالب وتبريدها وتصلبها لإنتاج أجسام مصبوبة. ويستخدمها الناس بشكل أساسي في الإنتاج الضخم للعناصر المتماثلة. هذه الطريقة فعالة وموثوقة في إنتاج الأجزاء ذات الأشكال والأحجام المعقدة. وهي تستخدم بشكل كبير في صناعات معالجة البلاستيك.

وعلاوة على ذلك، فهي عملية متعددة الاستخدامات للغاية، حيث إنها تدعم مجموعة متنوعة من المواد والتشطيبات، مما يجعلها الأنسب لمعظم الصناعات ذات الأهداف والمتطلبات المختلفة تمامًا. يمكن إرجاع هذا الشكل من أشكال عملية التصنيع إلى عام 19ال القرن، ولكنها تظل الشكل الأنسب لإنتاج الأجزاء المعقدة مع كونها اقتصادية.
تصف التشطيبات السطحية لقولبة الحقن مستوى معين من القوام أو الخشونة أو الأنماط التي يتم تطبيقها على سطح القالب. وتشمل أنماط تصميم مختلفة بالإضافة إلى خشونة السطح. وعلى عكس إجراءات التشغيل الآلي الأخرى، يتم الحصول على تشطيبات سطح حقن حقن البلاستيك في عملية التشكيل بالحقن وليس كخطوة لاحقة بعد صنع القالب.
إن SPI, وهو اختصار لجمعية صناعة البلاستيك، يركز على نسيج العنصر البلاستيكي المصنوع من خلال قولبة الحقن كما يتميز بلمسة نهائية سطحية SPI. وهو نظام معترف به على نطاق واسع يستخدم لتحديد الجودة الجمالية للأسطح البلاستيكية.
VDI ترمز إلى الاتحاد الألماني للإنشاءات الهندسية (جمعية المهندسين الألمان). تشطيب السطح VDI هو معيار معين لملمس السطح الذي يستخدم بشكل أساسي في بناء القوالب. ينصب التركيز الأساسي لمعيار VDI على خشونة السطح “ROUGH” في حين أن تشطيبات SPI المستخدمة عمومًا في طلاء القوالب ينتبه إلى “النعومة”. على الرغم من أنها مصممة لمعالجات سطحية مختلفة؛ إلا أنها تعطي بعض التشطيبات المتشابهة بسبب الاختلافات في الدرجة.

فهم معايير التشطيبات السطحية لصب القوالب بالحقن
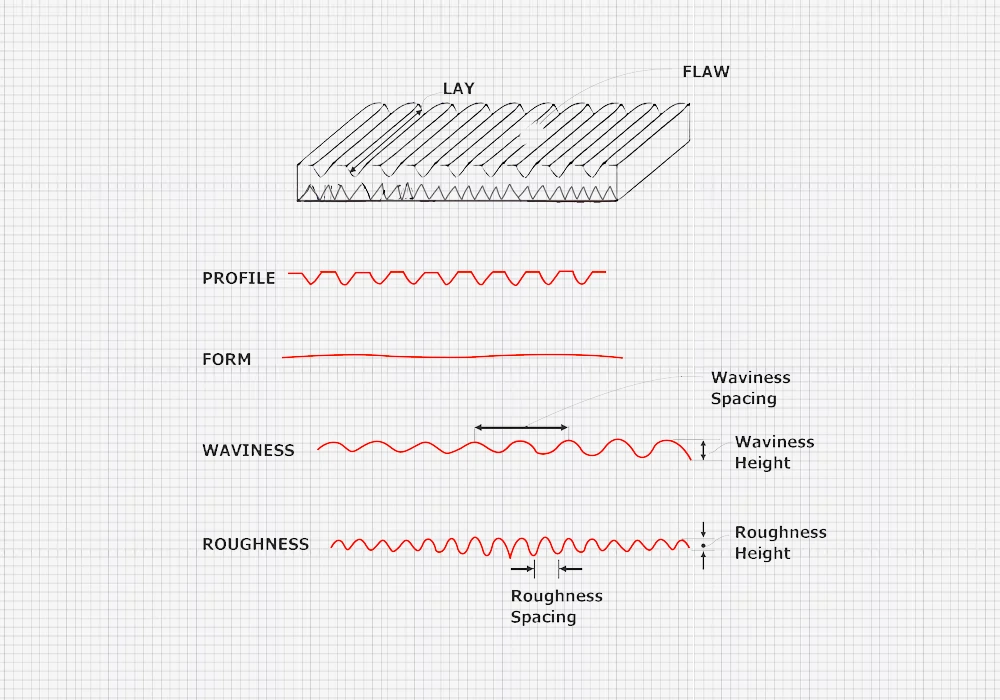
كعنصر رئيسي في عملية الهندسة والتصنيع، فإن تشطيبات أسطح القوالب بالحقن لها تأثير كبير على كل من المظهر والوظائف. يمكن تحسين أداء المنتج وتجربة المستخدم والمتانة والجودة من خلال تشطيب السطح. يمكن توصيف تشطيب السطح بثلاث طرق متميزة: الخشونة والطبقات والتموج.
Surface roughness: the small irregularities found in the surface geometry making the surface feel abrasive and granular. They can be so tiny making the surface appear mirror-like or bigger and more organized like sand. Roughness affects the textures and appearance of the finished product.
Lay defines the machining elements that occur from the direction in which the tool or machine moves to create a surface. It can be perpendicular, parallel, crosshatched, radial, multidirectional, parallel, or isotropic and is typically created upon the course of production.
Waviness is a word used to describe the more significant, macroscopic difference in a surface that corresponds to its flatness. These imperfections are larger than the roughness length but are small, regular, and short enough to be regarded as flatness faults. Occurs as a result of machining errors from deflection or chatter as well as wrapping from heating and cooling.
Clear and coherent communication between industries is facilitated by the existence of international standards for characterizing and assessing surface finish quality. Standards formed by reputable organizations the American Society for Testing and Materials (ASTM), the International Organization for Standardization (ISO), and the German Institute for Standardization (DIN) aid in the establishment of a shared understanding of product surface finish across producers, consumers and prospective inspectors. Compliance with relevant standards is important in establishing the appropriate surface finish for plastic products that you require.
أهمية تشطيب السطح في قولبة الحقن.
يلعب تشطيب السطح دورًا مهمًا في تحديد متانة المنتج وأدائه ومظهره العام. ولكي تفي جميع المنتجات الجديدة بالمعايير العملية والجمالية على حد سواء، فإن تشطيب السطح المحدد شرط أساسي. يلعب تشطيب السطح، الذي يتم التغاضي عنه أحيانًا كتفصيل غير ذي صلة، دورًا أساسيًا في نجاح المنتج بشكل عام عندما يتم إجراؤه بشكل صحيح. وعلى العكس من ذلك، قد يؤدي التشطيب الرديء إلى الإضرار بقيمة المنتج ويؤدي إلى استياء المستهلكين وربما انخفاض حصته في السوق.
يتم تشكيل غالبية قوالب الحقن من الفولاذ والألومنيوم باستخدام معدات EDM و CNC. يمكن أن تنتقل علامات الأدوات والعيوب السطحية التي تتركها طواحين التفريز المستخدمة من تجويف القالب إلى القطعة المصنعة. وللتخلص من هذه العيوب السطحية، يتم صنفرة جزئي القالب وصقلهما. في حين يتم استخدام العديد من تقنيات التشطيب، فإن صقل القالب SPI هو المعيار الصناعي. تأتي التشطيبات المصقولة القياسية في تسعة أشكال متميزة، وعادةً ما يتم تطبيق كل نوع يدويًا بواسطة خبراء مؤهلين تأهيلاً عاليًا. ويساعد تحسين تشطيب التجويف في تلبية المتطلبات الخاصة بالتطبيق مع تحسين تشطيب الجزء أيضًا.
أسباب أهمية التشطيب السطحي
إن تشطيب السطح مهم جداً للأسباب التالية:
- مقاومة التآكل والمتانة - تجعل المعالجات السطحية المنتج يتحمل البيئات المعاكسة ويقاوم التآكل ويدوم لفترة أطول.
- التصاق الطلاءات: قد تؤثر خشونة السطح على مدى فعالية التصاق الطلاء أو الطلاءات بالجسم الذي تقوم بوضعها عليه.
- تقليل الاحتكاك وتوليد الحرارة - تساعد المعالجة السطحية على تقليل الاحتكاك مما يقلل من إنتاج الحرارة وبالتالي تعزيز كفاءتها.
- التحكم في انعكاس الضوء وتشتته - خاصةً في المنتجات المستخدمة في التطبيقات البصرية، تؤثر تشطيبات الأسطح تأثيرًا كبيرًا على كيفية تشتت الضوء وانحرافه.
- يعزز التوصيلية ويضيف توصيلات كهربائية سطحية.
- تقليل الضوضاء: السطح الأملس أكثر هدوءاً من السطح الخشن الذي يصدر اهتزازات أكثر وضوضاء أعلى.
- المظهر الجمالي: للسطح المصقول جيداً تأثير كبير على شعورك تجاه المنتج.
- الأداء الوظيفي: تعتبر نعومة السطح أمرًا بالغ الأهمية لإحكام الإغلاق بكفاءة، وهو أمر ضروري للاحتواء وإدارة السوائل كما هو الحال في التطبيقات على منتجات مثل الحشيات والحلقات الدائرية.

الدليل الشامل للتشطيبات السطحية لصب القوالب بالحقن: SPI وVDI
تحتوي معظم الأجزاء المصبوبة من عملية القولبة بالحقن على تشطيبات سطحية. لذلك، قد لا تتطلب أي نوع من المعالجة اللاحقة للمعالجة. ومع ذلك، قد يتغير ذلك لأسباب مختلفة مثل التفضيلات أو المتطلبات. لهذا السبب، يتم النظر في بعض خيارات تشطيب السطح لتلبية احتياجات الإنتاج. يعد النظر المبكر في تشطيب السطح أمرًا بالغ الأهمية لأنه يؤثر على اختيار المواد وزاوية السحب وتكلفة الإنتاج. يقدم هذا الدليل نظرة عامة شاملة عن تشطيبات الأسطح SPI وVDI.
تشطيب السطح SPI: الدرجات والتطبيقات والاعتبارات
تحدد تشطيبات الأسطح SPI المشار إليها باسم (جمعية صناعة البلاستيك) الجودة الجمالية للبلاستيك في جميع أنحاء العالم. يتكون من 12 درجة من التشطيبات تتراوح من اللمعان إلى الباهتة في 4 فئات A وB وC وD. يوجد متوسط خشونة السطح (RA) وإجراء التشطيب لكل معيار تشطيب سطحي أبجدي رقمي من معايير التشطيبات السطحية SPI.
يتم استخدام السفع الجاف، وورق الحبيبات والكاشط الحجري وأنواع معينة من المواد الكاشطة الماسية في تقنيات التشطيب. تحت نطاق من القيم، يتم التعبير عن RA بالميكرومتر (ميكرومتر). يمكن أن يكون لقوالب الحقن التي لا تتطلب إحدى هذه المعالجات السطحية تشطيبًا كما هي مُشكَّلة بخشونة سطح نموذجية تبلغ 3.20 RA وعلامات التصنيع التي يوفرها معيار SPI.
وتختلف متطلبات درجات معينة ويختلف أيضًا مقدار الانحراف عن الكمال المسموح به. على سبيل المثال، يسمح الرقم الأقل بانحراف أقل ويسمح الرقم الأعلى بانحراف أكبر. ووفقًا لرابطة صناعة البلاستيك (PIA)، تتراوح التصنيفات الأربعة الرئيسية لدرجات السطح من A1 (الإجمالي) إلى D3 (الملمس الخشن). والتصنيف إلى ثلاثة مستويات أخرى هو ما يصل إلى 12 نوعًا من المعالجة النهائية لسطح SPI.
لامعة من الفئة A
تمثل الأسطح المصقولة للإجمالي العالي وهي الأكثر تفضيلاً للأشياء التي تحتاج إلى أن تبدو ناعمة أو تشبه المرآة وهي الأجزاء التي ترضي البصر وهي الأغلى ثمناً. وهي تترك العناصر البلاستيكية ذات اللمعان العالي أو اللمسات النهائية الشفافة؛ وتستخدم اللمسات النهائية الشفافة على درجات البلاستيك الشفاف بينما تكون اللمسات النهائية اللامعة لدرجات البلاستيك غير الشفافة. بالنسبة لجميع مستويات SPI الثلاثة من المستوى A، هناك حاجة إلى معجون صقل ماسي وأداة دوارة لتلميع القوالب بشكل شامل. تُستخدم على الأجزاء البصرية مثل؛ الأقنعة، والمرايا والعدسات، والعبوات الشفافة.
| معيار SPI | الوصف | طريقة التشطيب | خشونة السطح Ra (ميكرومتر) |
|---|---|---|---|
| A-1 | شديد اللمعان / شفاف بصرياً / شفاف بصرياً | الدرجة #3، 6000 حصى الماس المصقول 6000 | 0.012 إلى 0.025 |
| A-2 | عالي اللمعان / شفاف | الدرجة #6، 3000 حصى الماس المصقول، 3000 حصى الماس | 0.025 إلى 0.05 |
| A-3 | عالي اللمعان / شفاف | #15 درجة #15، 1200 حصى الماس المصقول 1200 | 0.05 إلى 0.10 |
شبه لامع من الفئة B
أسطح مصقولة ذات ملمس ناعم وشبه لامع مما يجعلها مثالية للمظهر المرئي الجيد ومحو علامات الأدوات من القوالب. إن تشطيبات SPI هذه هي تشطيبات متوسطة المستوى. يتضمن تشطيب الأسطح صنفرة الأسطح ذهاباً وإياباً ويتم إنجازه باستخدام أدوات ملف بأحجام مختلفة. وتؤدي حركة الصنفرة هذه إلى ظهور المزيد من الخطوط بالمقارنة مع تشطيبات المستوى A من SPI. وغالباً ما تظهر في أقسام المنتجات التي لا تكون ذات أهمية خاصة أو مبهجة من الناحية الجمالية مثل ألواح الأجهزة.
| معيار SPI | الوصف | طريقة التشطيب | خشونة السطح Ra (ميكرومتر) |
|---|---|---|---|
| B-1 | شبه لامع - ناعم | ورق حصباء 600 | 0.05 إلى 0.10 |
| B-2 | شبه لامع - متوسط | ورق حصباء 400 | 0.10 إلى 0.15 |
| B-3 | شبه لامع - خشن - خشن | ورق 320 جريت 320 | 0.28 إلى 0.32 |
الفئة C غير اللامعة
Similar to class B but coarser, used for products that require a medium level of roughness to hide product defects and improve grip. A particular grit of sanding stone tool is utilized for every C-level SPI finish. Are the most economical and popular surface finish. Ideal for consumer electronics, household goods, and التصميمات الداخلية للسيارات.
| معيار SPI | الوصف | طريقة التشطيب | خشونة السطح Ra (ميكرومتر) |
|---|---|---|---|
| C-1 | لمسة نهائية غير لامعة - ناعمة | 600 حصى حجر 600 | 0.35 إلى 0.40 |
| C-2 | لمسة نهائية غير لامعة - متوسطة | حجر 400 حصى 400 | 0.45 إلى 0.55 |
| C-3 | لمسة نهائية غير لامعة - خشنة | 320 حجر حصباء 320 | 0.63 إلى 0.70 |
نسيج من الفئة D
عادةً ما تستلزم الأسطح الخشنة أسطحًا ذات ملمس رملي للمنتجات التي تحتاج إلى تأثير بصري معين وإحساس ملموس. يُستخدم المسحوق الحجري الناعم لتنعيم هذه التشطيبات الخشنة قبل أن يتم تفجيرها عشوائيًا باستخدام حبات الزجاج أو أكسيد الألومنيوم، مما ينتج عنه تشطيب سطح أملس غير اتجاهي. يتم تطبيق هذه المعالجات السطحية المزخرفة على المكونات الصناعية المتصلدة بالحرارة وهي مناسبة لعناصر مثل مقابض المنتجات الاستهلاكية التي لها لمسة نهائية ناعمة أو باهتة تحسن من التماسك. ولهذا الغرض، يتم استخدامها على نطاق واسع في المنتجات الاستهلاكية والأجزاء الصناعية ومكونات السيارات.
| معيار SPI | الوصف | طريقة التشطيب | خشونة السطح Ra (ميكرومتر) |
|---|---|---|---|
| D-1 | نسيج خفيف | حبة زجاج جاف متفجر جاف #11 | 0.80 إلى 1.00 |
| D-2 | نسيج متوسط الملمس | أوكسيد الانفجار الجاف #240 الجاف | 1.00 إلى 2.80 |
| D-3 | نسيج ثقيل | أوكسيد الانفجار الجاف #24 الجاف | 3.20 إلى 18.0 |
تركّز SPI على مستوى التلميع أكثر من تركيزها على تصميمات الأنماط. تختلف نتيجة تشطيبات القوالب SPI بناءً على نوع المواد المستخدمة في المكونات المصبوبة بالحقن. وهذا يؤثر بشكل كبير على درجة SPI التي يمكن تحقيقها. تصميم الأجزاء التي تتضمن زوايا حادة وأشكال هندسية معقدة و التخفيضات السفلية تساعد الشركات المصنعة على اختيار المعالجات السطحية المناسبة بناءً على حاجة المنتجات. تؤثر المعلمات المتضمنة في عملية التشكيل مثل معدل التبريد ودرجة الحرارة وضغط الحقن على نعومة السطح.
الطلاء النهائي لسطح القوالب بالحقن VDI الملمس والفوائد والتطبيقات.
VDI 3400 أو مرجع VDI 3400 المعيار الذي وضعه( الاتحاد الألماني للإنشاءات الهندسية)، جمعية المهندسين الألمان. يحتوي المعيار على 45 تدرجًا للقوام. في البداية، تُستخدم المعالجة بالتفريغ الكهربائي (EDM) لمعالجة 3400 نسيج مخصص لإنشاء قوالب بلاستيكية. وبالتالي، يُشار إليها أحيانًا باسم القوام بالتفريغ الكهربائي. وقد أسفرت تعديلات التعديل الكهربائي عن خشونة عملية التفريغ بالتفريغ الكهربائي EDM. وبالنظر إلى مدى مناطق التركيب، لا يمكن أن تكون جودة سطح النسيج في هذه الحالة موحدة أو قاسية كما قد يتوقع المرء. في الآونة الأخيرة، تم استخدام النقش الكيميائي من قِبل منتجي القوالب لتحقيق قوام VDI 3400 بعد صقل القالب للحصول على أسطح ذات قوام موحد. ومع ذلك، يمكن أيضًا استخدام طرق التركيب التقليدية مثل الحصى والحجر وورق الصنفرة لتحقيق ذلك.
يتم تغطية الدرجات ال 45 من #0 إلى #45 بموجب معيار VDI 3400 بأكمله
| VDI 3400 | RA/ΜM | RA/ΜIN | ن3-ن10 | ISO1302/RT ΜM | RMS |
|---|---|---|---|---|---|
| 0 | 0.10 | 4.00 | N3 | 4.90 | |
| 1 | 0.112 | 4.48 | 5.50 | ||
| 2 | 0.126 | 5.04 | 5.90 | ||
| 3 | 0.14 | 5.60 | 6.90 | ||
| 4 | 0.16 | 6.40 | 7.90 | ||
| 5 | 0.18 | 7.20 | N4 | 8.90 | |
| 6 | 0.20 | 8.00 | 9.90 | ||
| 7 | 0.22 | 8.80 | 10.80 | ||
| 8 | 0.25 | 10.00 | 12.30 | ||
| 9 | 0.29 | 11.20 | 13.80 | ||
| 10 | 0.32 | 12.80 | 15.80 | ||
| 11 | 0.35 | 14.00 | N5 | 17.20 | |
| 12 | 0.40 | 16.00 | 1.6 | 19.50 | |
| 13 | 0.45 | 18.00 | 22.00 | ||
| 14 | 0.50 | 20.00 | 24.50 | ||
| 15 | 0.56 | 22.40 | 3.2 | 27.00 | |
| 16 | 0.63 | 25.20 | 31.30 | ||
| 17 | 0.70 | 28.00 | 35.20 | ||
| 18 | 0.80 | 32.00 | N6 | 5.0 | 39.00 |
| 19 | 0.90 | 36.00 | 44.40 | ||
| 20 | 1.00 | 40.00 | 49.30 | ||
| 21 | 1.12 | 44.80 | 54.60 | ||
| 22 | 1.26 | 50.40 | 62.40 | ||
| 23 | 1.40 | 56.00 | 70.30 | ||
| 24 | 1.60 | 64.00 | 12 | 78.00 | |
| 25 | 1.80 | 72.00 | N7 | 88.20 | |
| 26 | 2.00 | 80.00 | 98.90 | ||
| 27 | 2.20 | 88.00 | 16 | 109.20 | |
| 28 | 2.50 | 100.00 | 123.90 | ||
| 29 | 2.80 | 112.00 | 138.50 | ||
| 30 | 3.20 | 128.00 | N8 | 20 | 153.70 |
| 31 | 3.50 | 140.00 | 175.50 | ||
| 32 | 4.00 | 160.00 | 197.50 | ||
| 33 | 4.50 | 180.00 | 25 | 218.80 | |
| 34 | 5.00 | 200.00 | 248.60 | ||
| 35 | 5.60 | 224.00 | 277.90 | ||
| 36 | 6.30 | 252.00 | N9 | 37 | 306.20 |
| 37 | 7.00 | 280.00 | |||
| 38 | 8.00 | 320.00 | |||
| 39 | 9.00 | 360.00 | 46 | ||
| 40 | 10.00 | 400.00 | |||
| 41 | 11.20 | 448.00 | |||
| 42 | 12.60 | 504.00 | N10 | 60 | |
| 43 | 14.00 | 560.00 | |||
| 44 | 16.00 | 640.00 | |||
| 45 | 18.00 | 720.00 | 85 |
بشكل ملحوظ، يعد VDI 3400 طريقة أكثر اقتصادًا وفعالية للمكونات الضخمة والمناطق التركيبية الواسعة، مثل المكانس الكهربائية والآلات الحاسبة وغيرها من العناصر المماثلة.

تحقيق التشطيب السطحي الأمثل: نظرة متعمقة في SPI وVDI
تُعد الطبقة النهائية لسطح الجزء المصبوب بالحقن عاملاً حاسمًا. ويؤثر ذلك على وظيفة المنتج وجاذبيته وجودته الإجمالية. من المهم أن تفهم وظيفة التشطيب قبل البدء في البحث عن احتمالات التشطيبات السطحية. يُنصح بالتأكد من نوع القالب المطلوب لحجم الإنتاج والمواد التي سيتكون منها القالب. يجب القيام بذلك قبل اختيار تشطيب السطح المفضل. تقدم معايير SPI وVDI توصيات للحصول على تشطيبات سطحية موثوقة والأهم من ذلك متناسقة.
- Product finishing requirements: determine the precise surface finish of your product. VDI scale offers better possibilities if a roughness level is desired while SPI may be more helpful if more finishing is essential.
- Intended use: for instance, industrial components may benefit from higher VDI numbers texture whereas if its consumer electronics high gloss SPI A-class.
- Time and Cost: SPI finishes, the more polishing required, the more cost is and time-consuming as compared to VDI surface finishes.
- Material and mold design: For example, steel produces better finishes than aluminum, and surface quality can be affected by the injection molding plastic selection. Other important considerations include the presence of additives and the melting temperature.
تقلل معايير المعالجة من العيوب وتزيد من الجاذبية البصرية للمنتج، فمن الضروري تحقيق التوازن الصحيح بين هذه العوامل.
زاوية السحب is the amount of taper for molded or cast pieces’ perpendicular to the parting line. Injection molding designs typically require draft angles but some soft materials like nylon are exceptional. Every design process should consider drafts from the beginning because it’s an integral part of design for manufacturing.
Why is Draft Angle Important?
- يقلل من التآكل والتلف واحتمالية تلف القالب، من خلال تقليل الاحتكاك الذي يتسبب في تلف الجزء عند تحريره.
- يقلل من الوقت المستغرق في التبريد عن طريق التخلص من ضرورة الاستعدادات غير العادية للطرد.
- يضمن الاتساق السلس في الجزء النهائي.
- يحافظ على سلامة وتناسق القوام والتشطيبات السطحية الأخرى.
- توفر هذه المزايا، إن لم تكن كلها، تخفيضات مباشرة أو غير مباشرة في تكاليف التصنيع.
مقارنة بين تشطيبات SPI و VDI.
| SPI Surface Finishes | VDI Surface Finishes |
|---|---|
| التركيز على المظهر. | يعطي الأولوية للوظائف التي تستفيد من الملمس. |
| يستخدم المقاييس العددية والأبجدية (A1-D3). | يستخدم مقياس رقمي (VDI 0-45). |
| التلميع والصقل للحصول على أفضل تشطيبات سطحية مثالية. | تقنيات EDM أو التركيب EDM أو التركيب لتحقيق أنماط سطح محددة. |
| يوفر مجموعة واسعة من اللمسات النهائية، بدءاً من اللمسات النهائية الناعمة للغاية إلى الخشنة للغاية. | يركز على عملية تحقيق اللمسة النهائية أكثر بكثير من مجرد درجة الخشونة. |
| شائع الاستخدام في الولايات المتحدة | تستخدم في الغالب في أوروبا |
مزايا وقيود تشطيبات الأسطح SPI و VDI
Advantages of SPI Surface Finishes
- إنتاج مجموعة واسعة يمكن التنبؤ بها من القِطع من حيث الأبعاد والأداء العام والتشطيب السطحي. (وهذا أمر بالغ الأهمية لأنه يوفر الوقت، ويقلل من معدلات الفشل، ويوفر قيمة متميزة للعملاء).
- مثالي للاستخدامات التي تتطلب سطحاً لامعاً/لامعاً
- ممتاز للمنتجات الجذابة بصرياً.
Limitations of SPI Surface Finishes
- يمكن أن يكون مكلفاً - يتطلب تحقيق مستوى عالٍ من تشطيب السطح قدراً كبيراً من الوقت والجهد والأدوات.
- معرضة للتآكل والخدوش - الأسطح عالية اللمعان معرضة للتآكل والخدوش بشكل ملحوظ مقارنةً باللمسات النهائية غير اللامعة.
Advantages of VDI Surface Finishes
- وظيفة محسّنة للتماسك والالتصاق بالطلاء لمنع وتقليل التشقق والتقشير.
- قادرة على إخفاء العيوب الصغيرة - يمكن إخفاء التناقضات والعيوب الصغيرة التي قد تظهر أثناء عملية الإنتاج بسهولة بواسطة الأسطح المزخرفة.
- فعّالة من حيث التكلفة - يتطلب تشطيب VDI أدوات ومعالجة أقل مما يؤدي إلى انخفاض تكلفة الإنتاج.
Limitations of VDI Surface Finishes
- مظهر أقل دقة مقارنةً بطلاءات SPI الطلاءات النهائية VDI أقل انعكاساً وصقلًا وتبدو أكثر زخرفة وغير لامعة.
- مجموعة محدودة من خيارات النسيج المتاحة مقارنةً بتشطيبات SPI.











