
Siete dei produttori in erba? Potreste voler produrre parti in plastica per la casa, per il settore medico o per l'automobile. L'architettura dello stampo a iniezione è un fattore significativo nella pianificazione della stabilità economica, della capacità e della qualità della produzione. Uno stampo a una cavità o uno stampo a più cavità è la questione da considerare nel breve periodo. Non si tratta di una decisione da prendere in termini di attrezzature, ma di una decisione strategica di produzione che ha un impatto sulle spese di capitale (CapEx), sulle spese operative (OpEX), sull'esposizione al rischio e sulla scalabilità.
Questo lungo estratto può forse aiutarvi a capire come funzionano questi stampi, i loro parallelismi e le loro applicazioni.
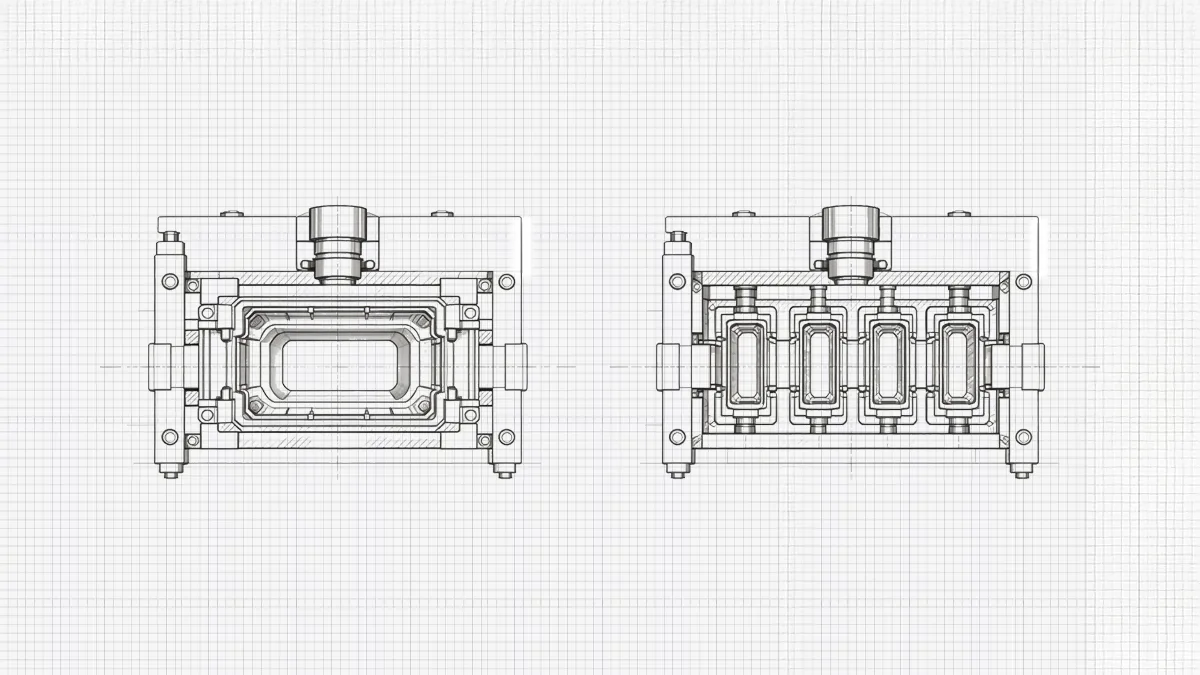
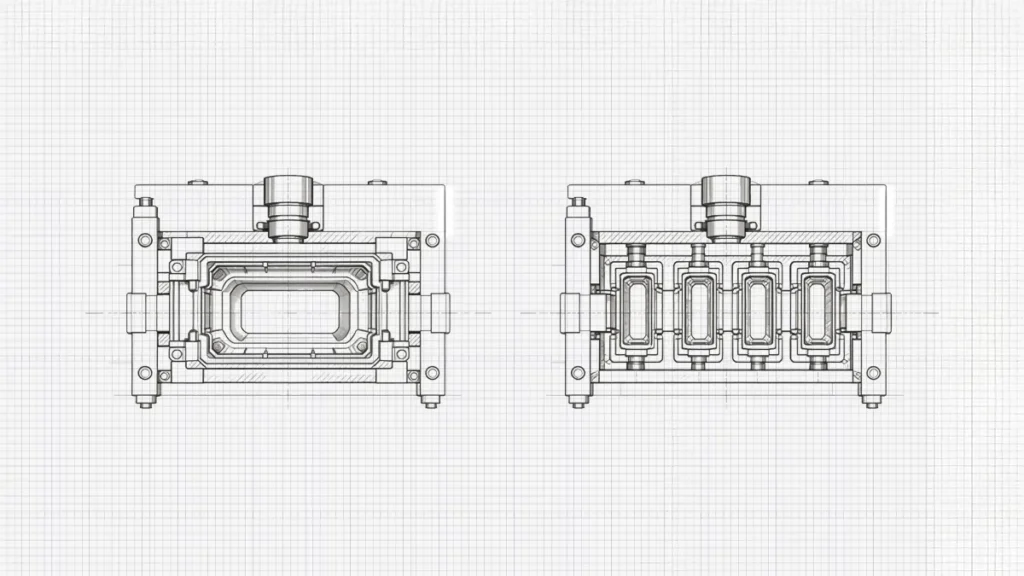
Confronto del nucleo tra stampi a cavità singola e stampi a cavità multipla

Stampo a cavità singola: una cavità produce un pezzo per ciclo di iniezione, semplificando il comportamento del flusso e la stabilizzazione del processo.
Stampo multicavità: più cavità identiche producono diversi pezzi per ciclo, aumentando notevolmente la produttività.
Confronto del nucleo tra stampi a cavità singola e stampi a cavità multipla
In primo luogo, è possibile posizionare una sola impronta della geometria del pezzo in uno stampo a cavità singola, in modo da produrre un solo pezzo in ogni ciclo di stampaggio. Si tratta di un progetto semplice per quanto riguarda i processi, i modelli di riempimento prevedibili e la facilità di risoluzione dei problemi. Uno stampo a più cavità, in confronto, ha molte impronte identiche in una base dello stampo e questo implica che molti pezzi possono essere prodotti simultaneamente a ogni ciclo. [1]. La variazione della produzione con il numero di cavità è proporzionale al numero di cavità, nonostante il tempo di ciclo sia tipicamente paragonabile. In parole povere, a ogni ciclo corrisponde un numero maggiore di pezzi stampati nello stampo a più cavità.
Gli stampi a cavità singola sono necessariamente limitati anche per quanto riguarda l'efficienza produttiva. L'utilizzo della macchina è elevato anche in termini di produzione, ma il numero di pezzi prodotti all'ora è basso. Gli stampi a più cavità aumentano rapidamente la produttività senza lo stesso numero di ore macchina e sono quindi la soluzione preferita quando si tratta di programmi ad alto volume.
Esiste un elevato livello di divergenza nell'economia unitaria. Gli stampi a cavità singola sono più economici all'inizio in termini di attrezzature, ma sono più costosi in termini di pezzi, poiché il tempo macchina, la manodopera e l'energia saranno ammortizzati per pezzo. Gli stampi a più cavità non sono efficienti dal punto di vista dei costi in stampaggio a iniezione a basso volume perché hanno un processo di lavorazione complicato, un sistema di canali dedicato, un sistema di raffreddamento dedicato e un bilanciamento della cavità, ma sono meno costosi da scalare.
Controllo dei processi e sfide tecniche
Gli stampi a più cavità pongono requisiti più severi per quanto riguarda l'uguaglianza del flusso, l'uniformità termica e la dispersione della pressione. [2]. Lo squilibrio può portare a scatti corti, flash, differenze dimensionali, alterazioni o differenze di ritiro. Pertanto, il numero di cavità aumenta la difficoltà del controllo del processo.
| Parametro | Stampo a cavità singola | Stampo a più cavità |
|---|---|---|
| Uscita per ciclo | 1 parte | Più parti |
| Costo degli utensili | Più basso | Più alto |
| Costo unitario | Più alto | Più basso in scala |
| Complessità del processo | Basso | Da moderato a elevato |
| Tempo di ciclo | Standard | Simile |
| Requisito di bilanciamento | Minimo | Critico |
| Il miglior caso d'uso | Prototipazione, bassi volumi | Produzione di massa |
Selezione dello stampo e approccio decisionale
Quindi, quale approccio dovrebbe guidare il vostro modello decisionale per la selezione degli stampi? Iniziate trovando un equilibrio tra fattibilità tecnica e giustificazione finanziaria. Le previsioni sui volumi di produzione hanno l'impatto più significativo sulla decisione. Una domanda bassa o incerta tende a favorire gli stampi a cavità singola, in quanto riducono il rischio di CapEx e consentono modifiche rapide alla progettazione. Gli stampi a più cavità sono economicamente vantaggiosi per grandi volumi annuali, poiché consentono l'ammortamento degli utensili a un costo unitario considerevole. [3].
In secondo luogo, stabilire i vincoli di capacità della macchina per ciascuno stampo. Il numero di cavità necessarie sarà determinato dalle dimensioni dei pallini, dalla capacità di pressione di iniezione, dalla velocità di plastificazione e dal tonnellaggio richiesto dalla pinza. Se si superano i limiti della pressa, è probabile che si finisca per avere pallini corti o una cesoiatura eccessiva.
Quali materiali utilizzerete? I sistemi a più cavità sono più difficili da bilanciare con resine che hanno finestre di lavorazione ridotte o che hanno una viscosità elevata.
Quali sono i requisiti di qualità? Gli stampi a cavità singola favoriscono i pezzi con uno stretto controllo dimensionale o un aspetto estetico nelle prime fasi, prima che i produttori stabilizzino il processo e scalino la produzione.
Complessità degli utensili e rischio di produzione
Complessità progettuale e sfide ingegneristiche
La maggior parte dei produttori alle prime armi è sorpresa dal fatto che ogni stampo presenta complessità di progettazione diverse. Quando si sceglie uno stampo a cavità singola, gli ingegneri devono concentrarsi su un'unica direzione di flusso, un unico punto di chiusura e un sistema di raffreddamento relativamente prevedibile. E poi? Il comportamento del flusso del polimero, la caduta di pressione e lo sfiato possono essere simulati con minore facilità, poiché il sistema ha poche variabili interagenti. I cicli di progettazione sono più rapidi e le modifiche correttive al processo sono più condensate.
Quali sono le complicazioni di progettazione degli stampi a più cavità? Questi stampi richiedono una progettazione a livello di sistema. Il bilanciamento del flusso è un collo di bottiglia che richiede un design simmetrico delle guide di scorrimento e dimensioni delle porte accuratamente ottimizzate per garantire un riempimento uniforme delle cavità. La sottile variazione geometrica provoca uno squilibrio di pressione che porta a colpi corti in alcune cavità e a lampi in altre.
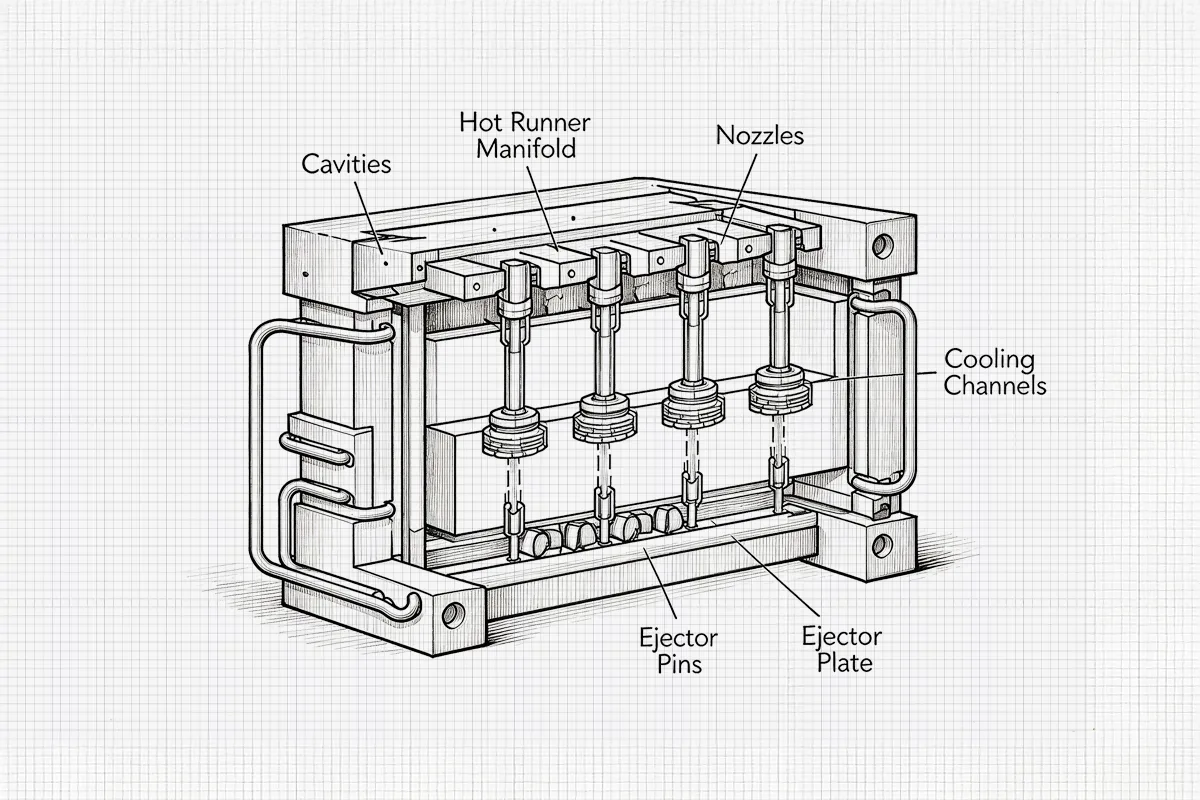
Anche la progettazione del raffreddamento rappresenta una sfida negli stampi a più cavità. Per ottenere l'uniformità termica in una sequenza di cavità, è necessario che i circuiti di raffreddamento siano distribuiti accuratamente, sotto forma di deflettori, gorgogliatori o piani di raffreddamento conformali. Il problema ingegneristico non è più l'ottimizzazione di un componente, ma piuttosto l'ottimizzazione di una rete di cavità collegate tra loro, in cui le dinamiche di flusso, trasferimento di calore e comportamento di ritiro devono essere congruenti.
Precisione di produzione e rischio di costruzione degli utensili
Certamente, il grado di rischio della fabbricazione degli stampi è proporzionale alla dimensione delle cavità. Con uno stampo a cavità singola, le deviazioni e le tolleranze nella lavorazione riguardano solo una singola cavità. Ciò consente di concentrarsi sulle correzioni, assicurandosi di non causare uno squilibrio nel sistema. La messa a punto dimensionale - regolazioni, lucidature o affinamenti di cancelli - è relativamente semplice.
I produttori che desiderano utilizzare stampi a più cavità devono tenere conto della sovrapposizione delle tolleranze. Grandi quantità di inserti a cavità richiedono un'uniformità a livello di micron, e questo richiede una lavorazione CNC ad alta precisione, un'elettroerosione di precisione e un'elevata metrologia. Nel caso di una piccola variazione dimensionale nelle cavità sulla macchina, questa può essere convertita in una variazione del pezzo misurabile. È inoltre necessario mantenere un'elevata uniformità nella lavorazione dei canali e delle porte, poiché la non uniformità può portare a uno squilibrio nel riempimento e nella distribuzione della pressione di riempimento. Gli stampi a più cavità sono costosi da costruire, perché le modifiche correttive apportate a una cavità o a una parte di un canale possono alterare le situazioni di equilibrio dell'intero stampo. L'integrazione della linea di assemblaggio, l'allineamento della linea di assemblaggio e i circuiti di raffreddamento ermetici si complicano ulteriormente, aumentando la possibilità di errori di assemblaggio come linee di separazione non allineate, sfiati non uniformi o inefficienze termiche.
Stabilità operativa e rischio del ciclo di vita
I produttori in erba si assumono il rischio di produzione dopo la messa in funzione dello stampo. Tuttavia, le cose stanno diversamente. Il fattore che si definisce da solo è la stabilità operativa, in particolare per gli stampi a più cavità. Gli stampi a cavità singola hanno intervalli di processo molto più ampi e possono tollerare intervalli piuttosto ampi di temperatura di fusione, pressione di iniezione o viscosità del materiale. Questi difetti possono essere risolti dai tecnici con grande facilità, poiché è molto più semplice isolare le cause dei difetti.
Quando si lavora con uno stampo a più cavità, gli ingegneri devono incorporare processi di controllo dello stampo più rigorosi. [4]. Uno di questi casi è che le variazioni da cavità a cavità possono essere facilmente introdotte attraverso la variazione della reologia del materiale, della ripetibilità della macchina o delle condizioni termiche. Una cavità con prestazioni insufficienti ridurrà la resa, interromperà i cicli di automazione o richiederà l'arresto della cavità, con un impatto diretto sulla produttività. Gli stampi a più cavità comportano enormi processi di manutenzione. Inserti, porte e circuiti di raffreddamento aggiuntivi aumentano il numero di punti di usura e di guasti. La regola generale è che devono essere attuati rigorosi programmi di manutenzione preventiva per evitare il verificarsi di fermi macchina non pianificati, che potrebbero rivelarsi costosi in termini finanziari, dato che si tratta di un volume di produzione elevato.
Integrazione dell'automazione e manipolazione dei pezzi
Perché allora il nuovo produttore dovrebbe voler introdurre la robotica nello stampo? Ecco alcuni motivi;
- Prevedibilità dei processi: I robot sono coerenti e riducono l'incertezza durante un ciclo di estrazione e movimentazione.
- Miglioramento dell'OEE (Overall Equipment Efficiency): Un robot riduce i tempi di inattività e i difetti di movimentazione, aumentando l'efficienza dello stampo.
- Ottimizzazione del lavoro: I vostri operatori lasciano la monotonia dell'estrazione per dedicarsi ad altri lavori migliori, come il monitoraggio del processo o l'analisi della qualità.
- Meno scarti e rilavorazioni: I robot hanno una manipolazione controllata, che riduce al minimo i danni, la contaminazione e la deformazione dei pezzi. [5].
- Migliore tracciabilità: La robotica collegata al MES o allo SCADA può tracciare la produzione e ottimizzare i dati.
- Scalabilità: Le celle automatizzate possono essere scalate più facilmente quando si tratta di produzione senza luce o di picchi di domanda.
Applicazione in stampi a cavità singola o multipla
Nello stampaggio a cavità singola, i produttori utilizzano i robot nel tentativo di ottenere la massima convenienza e velocità possibile. L'End of Arm Tooling (EOAT) è progettato per afferrare un componente di bassa complessità strutturale, in genere con l'uso di una ventosa di base o di una pinza meccanica. Le tracce di movimento dei robot sono piccole e prevedibili e possono essere sincronizzate facilmente con l'apertura e l'espulsione degli stampi. Le variazioni di carico e la stabilità dinamica non sono un problema significativo, poiché il robot può interagire con un solo pezzo per ciclo.
Gli stampi a più cavità modificano radicalmente queste priorità di progettazione. I punti di presa devono essere numerosi sull'EOAT e, in alcuni casi, è necessario anche trattenere meccanicamente i circuiti del vuoto per garantire una manipolazione sicura. La rigidità diventa un problema serio, perché anche una minima deviazione può portare allo spostamento delle pinze nella posizione relativa delle cavità. La distribuzione del carico utile, l'inerzia e lo smorzamento delle vibrazioni, soprattutto nelle celle di automazione ad alta velocità, dovranno essere presi in considerazione dai vostri ingegneri. Anche il processo di programmazione dei robot diventa molto più complesso e prevede un rigoroso coordinamento della sequenza dell'ordine di apertura degli stampi, del comportamento di espulsione sfalsato e della tempistica di estrazione.
Risoluzione dei problemi negli utensili a cavità multipla
Diagnosi della variazione da cavità a cavità
Il vantaggio degli stampi a cavità singola è che sono facili da risolvere in modo lineare. Alcune cause, che possono essere identificate come la pressione di iniezione, lo squilibrio del raffreddamento locale e l'efficienza dello sfiato, possono essere ricondotte alla radice dei difetti, come il flash, i lavandini o i colpi corti. [6]. Le azioni correttive sono normalmente dirette e limitate.
Gli stampi a più cavità sono ambigui in termini di diagnosi. Ad esempio, i difetti possono comparire in modo selettivo: alcune cavità producono scatti brevi mentre altre lampeggiano, oppure la deriva dimensionale interessa solo regioni specifiche dell'utensile. Spetta ai tecnici separare gli squilibri sistemici dai difetti delle cavità. Sono necessarie tecniche come lo studio dei colpi brevi, il monitoraggio della pressione della cavità e l'analisi delle variazioni statistiche.
Interdipendenze di flusso, termiche e di ventilazione
Il problema operativo degli stampi a più cavità è che le variabili di processo interagiscono per causare difetti e non si verifica un singolo guasto. Ad esempio, uno sbilanciamento del flusso può essere dovuto a una leggera deviazione della geometria delle guide di scorrimento o a un'erosione non uniforme delle porte che porta a modelli di riempimento asimmetrici. In alternativa, una contrazione disomogenea può essere dovuta a uno squilibrio termico che provoca una deformazione o una dimensione sproporzionata delle cavità.
Come affrontare questi problemi? La regola da applicare quando si adottano misure correttive è il pensiero sistemico. Un'iniezione eccessiva potrà eliminare le bruciature in una delle cavità e far lampeggiare l'altra. In alternativa, è possibile stabilizzare le dimensioni nella cavità centrale e gli affossamenti in posizioni periferiche apportando modifiche alla pressione di impaccamento. È quindi compito dei vostri ingegneri esaminare i profili di pressione come un'unità per quanto riguarda le prestazioni del circuito di raffreddamento e l'efficienza dello sfiato. Prendete in considerazione la diagnostica avanzata, compresa la termografia, l'analisi del flusso di raffreddamento e il rilevamento della pressione della cavità, per ridurre le congetture e abbreviare i cicli di risoluzione.
Usura, manutenzione e difetti progressivi
Siete consapevoli del fatto che il degrado meccanico introduce un'ulteriore dimensione di complessità nella risoluzione dei problemi? Ad esempio, la foratura del perno di espulsione o il disallineamento degli inserti possono essere circoscritti a un paio di cavità, nascondendo le cause principali. Con gli stampi ad alta cavità, il tempo necessario per recuperare e ispezionare ogni singolo inserto aumenta il tempo e il rischio associato al fermo del processo produttivo.
I malfunzionamenti graduali sono difficili da gestire. È possibile avere un foro che inizialmente rilascia pezzi che possono essere soddisfacenti, ma che con l'usura diventano fuori tolleranza. È necessario organizzare una manutenzione proattiva e test a livello di misure per identificare l'instabilità periodica della qualità. Il produttore di stampi a iniezione previsto deve quindi rendersi conto che una risoluzione efficace dei problemi non riguarda solo le capacità tecniche, ma anche gli standard di ispezione abituali, la giustificazione delle procedure precedenti e le azioni di manutenzione previste. [7].
Applicazioni avanzate ed estensioni del caso
Considerando che avete scelto uno stampo a cavità singola, a che punto dovreste passare a uno stampo a più cavità? Ok, la scalabilità industriale è uno dei fattori determinanti. A causa dell'economicità delle operazioni, nella fase iniziale di sviluppo del prodotto, i produttori emergenti si concentrano sulla convalida, sulla qualificazione dimensionale e sui test di mercato. Una volta che i volumi di produzione giustificano l'investimento, la moltiplicazione delle cavità consente di ottenere significativi guadagni di efficienza.
Un'altra opzione è la trasformazione in uno stampo famiglia. Si tratta di un tipo specializzato di stampo multi-cavità, in cui parti dissimili ma correlate vengono stampate in un unico ciclo. Si tratta di una strategia efficace nei casi di gruppi che devono avere volumi di produzione uguali, come i tappi e i fermi. Tuttavia, gli stampi familiari introducono un'ulteriore complessità dovuta alle diverse lunghezze di flusso, alle pressioni di riempimento e al comportamento di contrazione delle cavità.
Conclusione
La scelta di utilizzare uno stampo a una o più cavità è una decisione complessa nel caso di un produttore in erba. Deve considerare i propri obiettivi di produzione rispetto alle complessità economiche e tecniche della gestione di uno dei due sistemi. Uno stampo a una cavità è adatto a qualsiasi produttore con bassi volumi che non dispone delle risorse umane necessarie per progettare, gestire e mantenere stampi a più cavità. Gli stampi a più cavità e a famiglia, invece, offrono la possibilità di una produzione di massa e richiedono competenze specifiche per essere utilizzati.
Ecco, quindi, che non dovrebbe essere difficile prendere una decisione, vero?
Riferimenti
[1] Aco Mold. (2023, 19 ottobre). Stampo a cavità: Strumenti a cavità singola o multipla per una produzione efficiente. https://www.acomold.com/cavity-mold-single-vs-multi-cavity-tools.html
[2] Pivot Precision. (2024, 11 luglio). Stampi a cavità singola o multipla: Cosa è giusto per voi? https://pivotprecision.com/blog/single-cavity-or-multi-cavity-molds-whats-right-for-you/
[3] Jianzhu. (2025, 30 maggio). Scegliere lo stampo a iniezione giusto: Stampo singolo, multi-cavità o famiglia? https://www.swcpu.com/blog/single-cavity-vs-multi-cavity-molds/
[4] Wilson, D. (2025). Stampaggio a iniezione multi-cavità per un'efficienza di produzione di volumi più elevati. https://www.fictiv.com/articles/multi-cavity-injection-molds
[5] Thriam Group (2025). Rivoluzionare lo stampaggio a iniezione con la robotica. https://thriam.com/robotics-in-injection-moulding
[6] Avient (2025). Stampaggio a iniezione: Risoluzione dei problemi. https://es.avient.com/resource-center/knowledge-base/article/injection-molding-troubleshooting
[7] Kenvox (2024, 12 novembre). Problemi e soluzioni comuni nello stampaggio a iniezione. https://kenvox.com/common-problems-and-solutions-in-injection-molding/














