
Nel processo di fresatura delle macchine CNC, la scelta tra la fresatura a scalare e la fresatura convenzionale è una questione tecnica importante che influisce notevolmente sulla precisione e sulla qualità superficiale dei pezzi.
Definizione di fresatura a scaglie e fresatura convenzionale
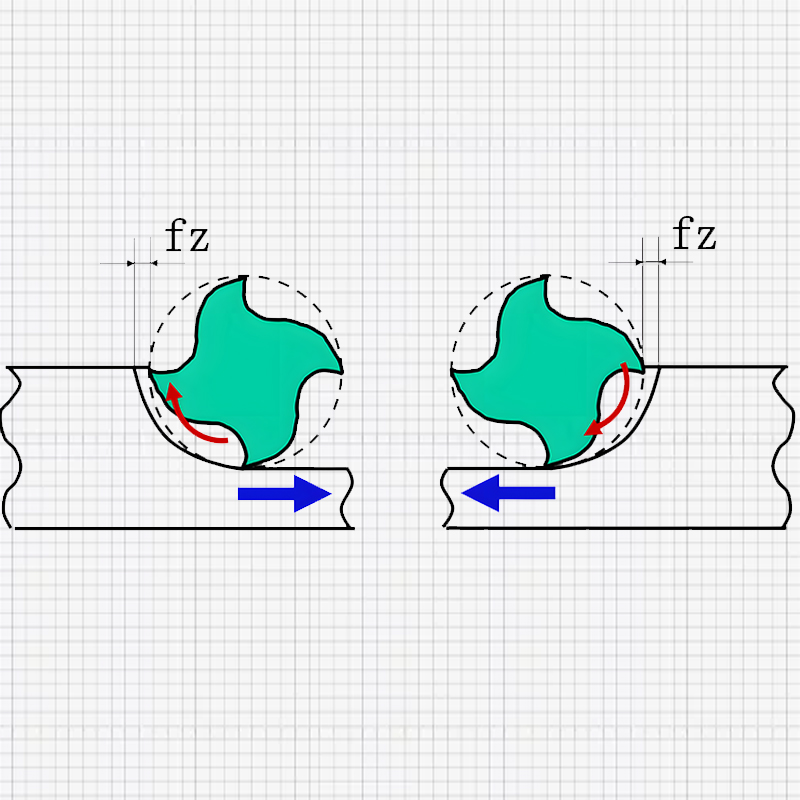
In base alla posizione relativa della fresa e alla direzione di avanzamento del pezzo, il processo di fresatura si divide in due tipi: fresatura in salita e fresatura convenzionale. Dal punto di vista della direzione di avanzamento del pezzo, quando la fresa si trova sul lato sinistro del pezzo, si parla di fresatura in salita o di fresatura in alto. Quando la fresa si trova sul lato destro del pezzo, si parla di fresatura convenzionale o fresatura verso il basso.
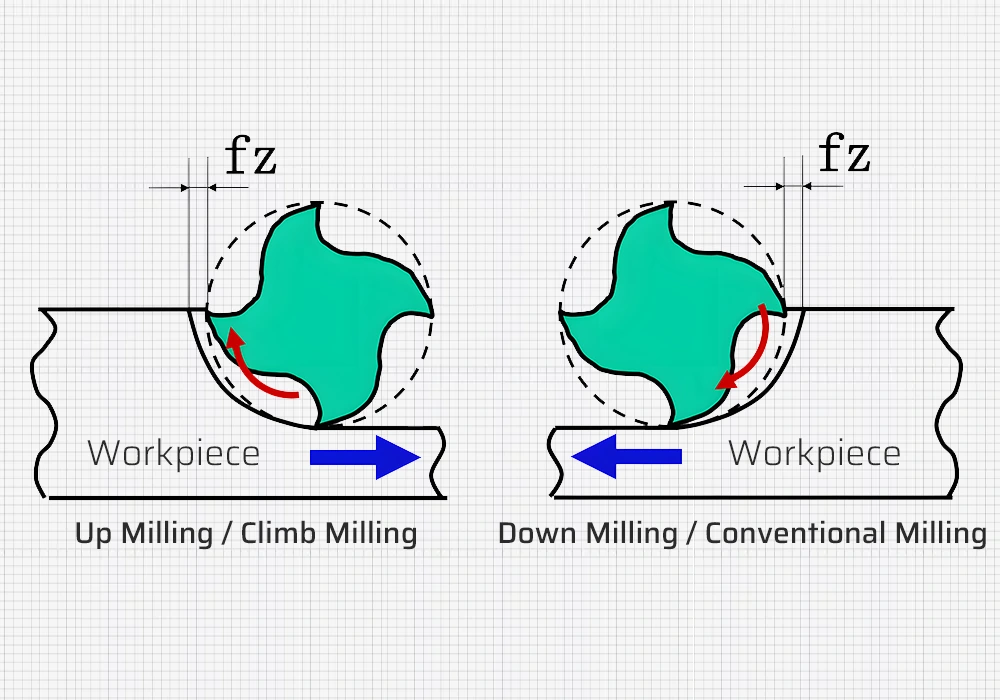
Fresatura a scalare: All'inizio, lo spessore del truciolo è massimo e diminuisce con l'avanzare del taglio. Ciò comporta una deformazione minima del truciolo e una forza di taglio diretta verso il pezzo.
Fresatura convenzionale: All'inizio, lo spessore del truciolo è nullo e aumenta fino al massimo alla fine del taglio. Questo processo include un effetto di lucidatura, con la forza di taglio che tende a sollevare il pezzo (ha la tendenza a sollevare il pezzo).
Analisi dei processi di fresatura in salita e in discesa nelle lavorazioni CNC
1. Caratteristiche della fresatura a scalare
Vantaggi della fresatura a scalare:
- Lo spessore del truciolo varia da massimo a zero, evitando lo slittamento dell'utensile e prolungandone la durata.
- Produce una migliore finitura superficiale.
- La forza di fresatura verticale è sempre premuta verso il piano di lavoro, migliorando l'affidabilità del posizionamento e del bloccaggio del pezzo.
- Consumo di energia ridotto durante la lavorazione.
Svantaggi della fresatura a scalare:
- Non adatto alla fresatura di parti con superfici dure.
- Se c'è un gioco tra la vite di guida e il dado, la vite di avanzamento può vibrare durante la lavorazione.
2. Caratteristiche della fresatura convenzionale
Svantaggi della fresatura convenzionale:
- Lo spessore del truciolo varia da zero al massimo, facendo scivolare l'utensile sulla superficie del pezzo prima di incidere il metallo. Questo genera un attrito e un calore elevati, che potrebbero formare uno strato indurito, ridurre la durata dell'utensile e compromettere la qualità della superficie.
- La forza di fresatura verticale verso l'alto tende a sollevare e destabilizzare il pezzo.
- Consumo di energia più elevato.
Vantaggi della fresatura convenzionale:
- Adatto alla fresatura di pezzi con superfici dure.
- Nessuna vibrazione nel meccanismo di avanzamento del piano di lavoro nonostante la presenza di gioco.
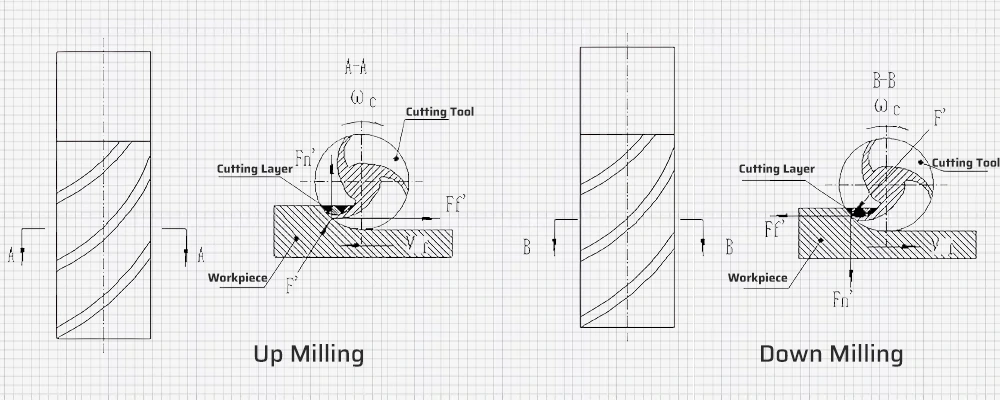
3. Analisi delle sollecitazioni degli utensili nella fresatura a spirale e convenzionale
Nella fresatura in salita, la forza del pezzo sull'utensile è tale da spingere l'utensile verso il pezzo. Nella fresatura convenzionale, la forza tende a sollevare l'utensile dal pezzo.
Analisi della selezione della fresatura a scalare e della fresatura convenzionale nella lavorazione CNC
Nelle macchine CNC con trasmissione a vite a ricircolo di sfere, il gioco può essere completamente eliminato grazie al precarico. Nelle macchine CNC dotate di meccanismi di fresatura a scalare, la fresatura a scalare è preferita per l'elevata durata dell'utensile, la buona qualità della superficie e il basso consumo energetico. Tuttavia, alcune condizioni di taglio speciali possono richiedere la fresatura convenzionale. Pertanto, prima di scegliere il metodo di fresatura in salita o quello convenzionale, è necessario condurre un'analisi di correlazione.
Nelle fresatrici convenzionali, a causa del gioco laterale del gruppo vite e madrevite, viene comunemente utilizzata la fresatura convenzionale per evitare lo spostamento del piano di lavoro e garantire operazioni di fresatura fluide. Tuttavia, per le leghe Al-Mg che richiedono basse quantità di taglio e un'elevata qualità della superficie, è possibile utilizzare la fresatura in salita.
Scelta del metodo di fresatura nella lavorazione di sgrossatura
La superficie esterna del pezzo grezzo è generalmente più dura e fragile del materiale del nucleo, soprattutto per i pezzi grezzi ottenuti con il taglio a fiamma. Con le alte velocità degli utensili (in genere superiori a 2000 giri/min) nei centri di lavoro, l'utilizzo della fresatura convenzionale per la lavorazione di sgrossatura può causare l'improvviso distacco del tagliente dal pezzo, con una brusca rottura dei trucioli e il trasferimento delle vibrazioni risultanti al tagliente. Ciò può facilmente causare la scheggiatura o la rottura del fragile tagliente dei centri di lavoro. Pertanto, la fresatura in salita è adatta alla lavorazione di sgrossatura nei centri di lavoro. Gli utensili di sgrossatura specializzati per le fresatrici convenzionali sono più resistenti e funzionano a velocità inferiori, il che comporta una più lenta separazione dei trucioli e l'idoneità alla lavorazione di sgrossatura convenzionale.
Nella lavorazione di sgrossatura, a causa dell'ampia profondità e larghezza di taglio, la velocità relativa tra il pezzo e l'utensile aumenta nella fresatura convenzionale, poiché la direzione di taglio si oppone alla direzione di avanzamento, aumentando il carico sul mandrino e sui motori di guida, con conseguente aumento delle vibrazioni. Quando questo carico raggiunge un certo livello, può innescare allarmi e arresti della macchina. Nelle stesse condizioni, la fresatura convenzionale consuma da 10% a 20% in più rispetto alla fresatura in salita. Pertanto, la fresatura a salire è adatta alla lavorazione di sgrossatura nei centri di lavoro, mentre la fresatura convenzionale è adatta alla lavorazione di sgrossatura su fresatrici convenzionali.
Analisi del caso di lavorazione CNC
Come mostrato nell'immagine sottostante, descrive un processo di lavorazione in cui il grezzo è quadrato e il compito è quello di lavorare il contorno solido utilizzando una fresatrice CNC. In base all'analisi precedente, la fresatura in salita è preferibile nella lavorazione CNC. Per questo pezzo, se si utilizza la fresatura in salita, il percorso utensile sarebbe D → C → B → A. Tuttavia, nella produzione reale, si verifica spesso la "collisione dell'utensile". Sono state analizzate le ragioni di questo fenomeno.
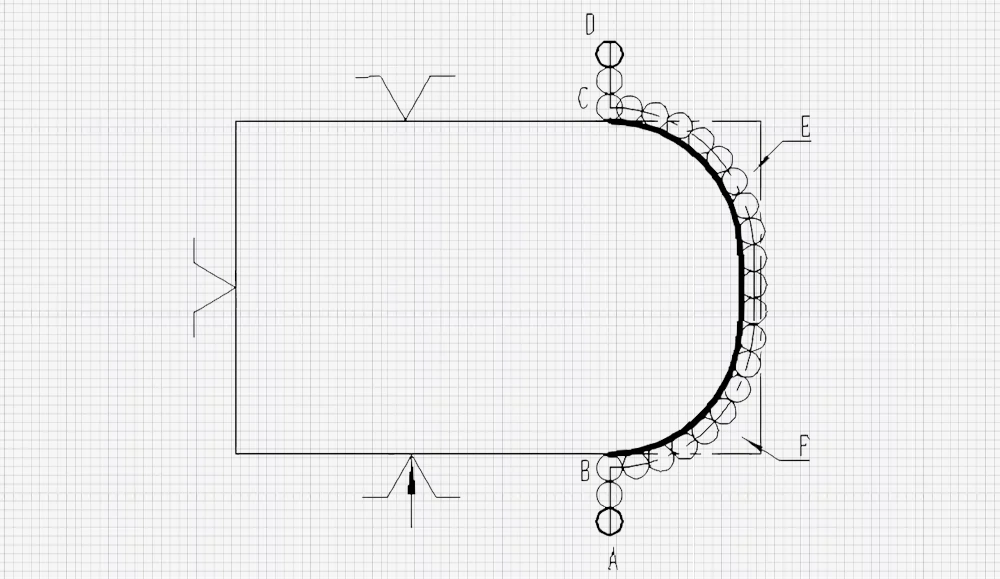
1. Quando l'utensile si sposta dal punto D a C e lungo l'arco, l'utensile avanza da D a C. Durante la lavorazione, l'avanzamento dell'utensile aumenta gradualmente da zero fino a quando l'intera periferia dell'utensile è impegnata.
2. Nel caso in cui l'intera periferia dell'utensile sia impegnata, si tratta di fresatura in salita, mentre in questo caso si tratta di fresatura convenzionale.
Per la parte del grezzo da tagliare (rappresentata da E), si esegue una fresatura convenzionale. Durante la fresatura convenzionale, in base all'analisi precedente, l'utensile tende ad avvicinarsi al pezzo. Allo stesso modo, anche la parte del pezzo grezzo da tagliare (rappresentata da E) tende ad avvicinarsi all'utensile in base alle caratteristiche della forza e della forza di reazione.
3. Quando l'utensile continua la lavorazione e il pezzo E sta per essere tagliato, poiché E non è supportato e tende ad avvicinarsi all'utensile, nel momento in cui E viene tagliato, E si avvicina all'utensile, causando una collisione.
In base all'analisi completa di cui sopra, questo processo non dovrebbe dare priorità alla fresatura per asportazione di truciolo. Al contrario, si dovrebbe utilizzare prima la fresatura convenzionale, lasciando un margine per la lavorazione (A → B → C → D), seguita dalla fresatura in salita (D → C → B → A) per garantire l'assenza di usura degli utensili durante la lavorazione e mantenere la qualità della superficie.
Conclusione
Il taglio dei metalli è un processo complesso che comporta intricate interazioni fra utensili da taglio e materiali del pezzo. Fattori come i parametri di taglio, i materiali degli utensili, gli angoli geometrici, apparecchie i fluidi di taglio influenzano il processo di taglio.
In specifici processi di lavorazione CNC, diversi metodi di fresatura possono dare risultati diversi. La comprensione delle caratteristiche della fresatura in salita e di quella convenzionale è fondamentale per la lavorazione e la programmazione CNC.














