Le moulage par injection de métal (MIM) est un processus dans lequel des pièces métalliques sont fabriquées en utilisant de la poudre de métal comme matière première. Il s'agit d'une technique appelée métallurgie des poudres. Ce procédé intègre la flexibilité des procédures de moulage par injection de plastique avec l'intégrité et la résistance des métaux pour produire des pièces de géométrie complexe. Ce procédé est surtout adapté aux pièces minuscules de moins de 100 grammes, et le produit est produit à la fois en grands et en petits volumes.
Il est utilisé dans des espaces qui exigent un niveau élevé de précision et de qualité, tels que les secteurs de l'aérospatiale, de l'automobile et des appareils médicaux.


Vue d'ensemble du déroulement du processus
La procédure de production du moulage par injection de métal est assez similaire à celle du moulage par injection de plastique (PIM) puisque le MIM traite des métaux, mais elle est légèrement plus compliquée. Un mélange de minuscules particules de métal et de liant plastique - le métal d'apport polymérisé - est injecté dans le moule sous haute pression. Après refroidissement, il durcit et est ensuite démoulé et découpé si nécessaire.
Mais ce n'est pas fini ! Ce qui est produit est ce que l'on appelle la "partie verte", qui doit subir un décollement. Le processus suivant consiste à retirer le liant plastique, ce qui laisse un fragment de métal fragile et poreux appelé "partie brune".
La procédure comprend plusieurs étapes, comme la préparation de la matière première (compoundage), le moulage par injection, le déliantage et le frittage. Chaque étape est essentielle pour produire des pièces ayant une forme, des propriétés matérielles et des dimensions optimales.
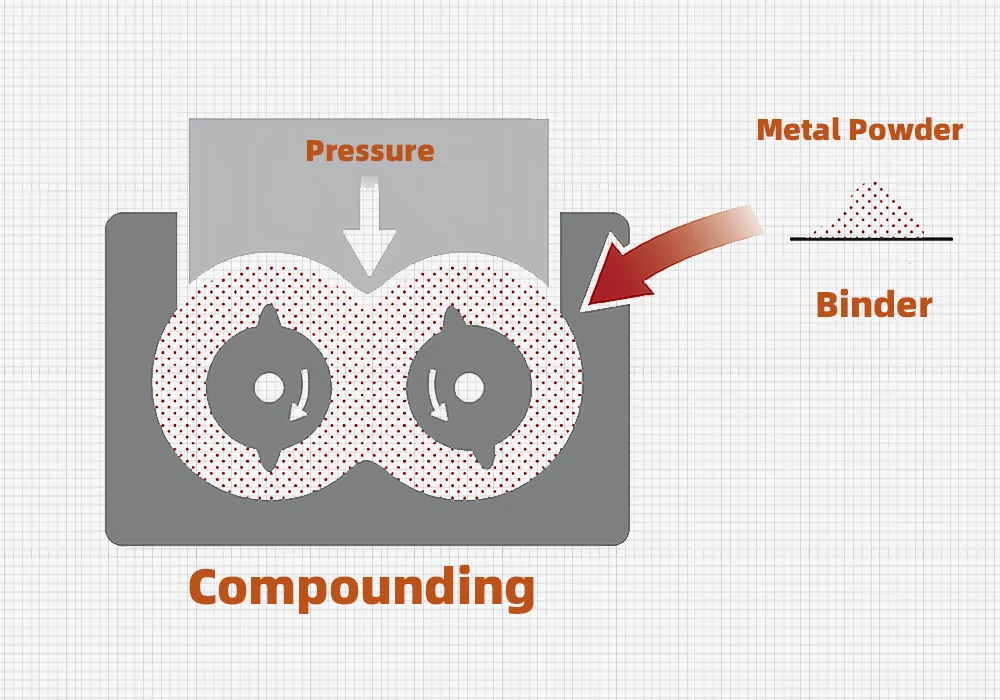
1. La composition
Également appelée préparation de la matière première, elle constitue la première étape du processus MIM. Cette étape consiste à mélanger des poudres métalliques d'une taille comprise entre 4 et 25 µ avec des liants à base de cire ou des thermoplastiques dans un rapport de 60:40 en volume. Le mélange est chauffé et fondu dans un équipement de mélange spécial tel que le mélangeur à pales Sigma, et les particules sont réparties uniformément. Cette répartition est essentielle pour garantir la viscosité du matériau, qui influe sur le processus de moulage par injection et la densité de la pièce finale. La masse est ensuite refroidie et transformée en granulés pour alimenter la machine MIM.
La poudre métallique détermine les propriétés structurelles de la pièce finale. Ce liant facilite l'écoulement pendant le moulage par injection et influe également sur les processus de déliantage et de frittage. La consistance de la matière première est essentielle pour garantir un écoulement uniforme de la matière pendant l'étape du moulage par injection, ce qui permet d'obtenir une pièce aux propriétés constantes.
2. Moulage par injection
Ce processus est similaire à celui du moulage par injection de plastique. Il se produit lorsque la matière première préparée est injectée dans la cavité du moule pour produire la pièce souhaitée. La matière première granulée est d'abord chauffée à une température spécifique et injectée sous haute pression dans la cavité du moule.
La rotation de la vis, qui se trouve à l'intérieur du barillet, pousse la matière première vers l'avant et la pression permet à la buse de pénétrer dans la cavité. Une fois remplie, elle refroidit et solidifie le liant, qui conserve la forme des pièces lorsqu'il est éjecté du solide par de l'air comprimé ou des broches d'éjection.
La pièce qui en sort est la "pièce verte", et le processus se poursuit. Le moule doit comporter une porte et un évent appropriés pour faciliter le remplissage constant de la chambre de moulage et garantir un produit de haute qualité.
Pour compenser le retrait qui se produit pendant le frittage, la cavité est agrandie et ce changement de retrait dépend de chaque matériau.

3. Débouclage
Le déliantage est le processus qui consiste à éjecter le liant de la "partie verte" et à laisser une pièce métallique poreuse appelée "partie brune". Le processus se déroule en plusieurs étapes, et la plus grande partie du liant est enlevée pour laisser juste assez de liant pour maintenir les pièces dans le four de frittage.
L'élimination des liants s'effectue selon trois catégories ;
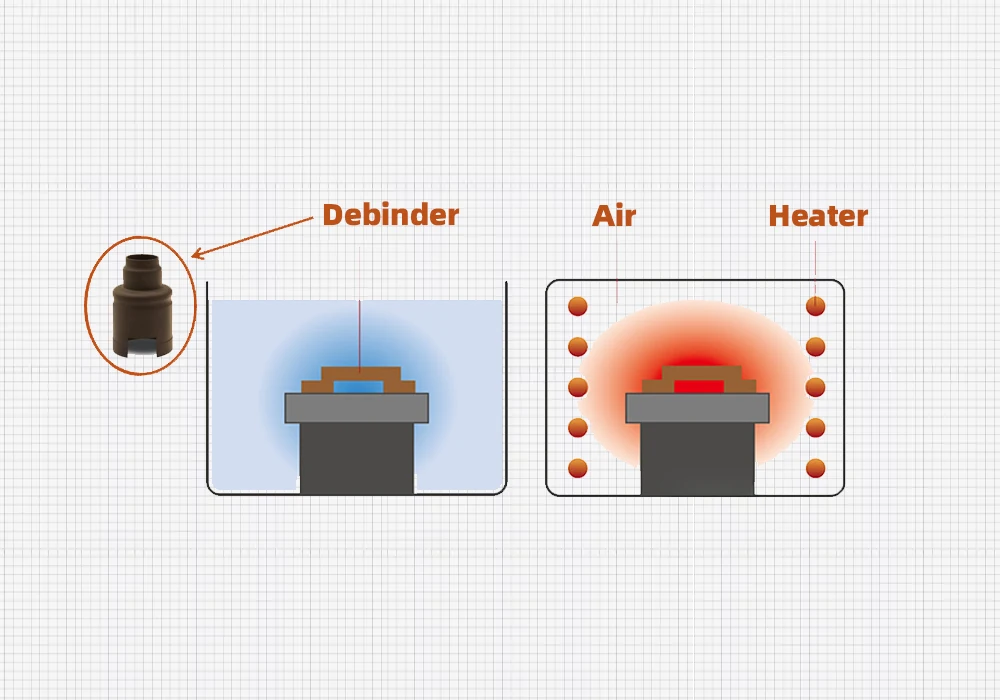
Ⅰ. Débouclage du solvant
Dans cette procédure, la partie verte est plongée dans un solvant liquide pour dissoudre et extraire le liant. Le matériau du liant détermine le type de solvant à utiliser. Par exemple, si le liant est soluble dans l'eau, on utilise un solvant aqueux. Dans le cas contraire, les solvants organiques sont préférables. La pièce peut être plongée dans le solvant pendant un certain temps, allant de quelques heures à plusieurs jours.
Ⅱ. Détachement thermique/pyrolyse
est l'une des méthodes de déliantage les plus simples. La pièce moulée par injection est chauffée à une température inférieure à la température de frittage de la poudre métallique. Le liant se décompose et s'évapore, laissant un fragment de métal poreux. Les paramètres critiques qui doivent être contrôlés dans ce cas sont la vitesse de chauffage, le temps de séjour et la température maximale. Ils garantissent l'élimination complète du liant et réduisent les défauts et les distorsions.
Ⅲ. Liaison catalytique
Ce procédé est très efficace mais quelque peu complexe. Il consiste à exposer la pièce verte à une vapeur d'acide, comme l'acide oxalique ou l'acide nitrique concentré. Dans ce scénario, la vapeur d'acide est un catalyseur qui assure la décomposition du liant de la structure interne de la pièce. Le processus se déroule dans un environnement contrôlé, et le test de compatibilité des métaux est crucial puisque le processus implique l'utilisation d'acides.
Dans certains cas, le processus connu sous le nom de déliantage en deux étapes, qui implique la combinaison d'une liaison thermique et d'une liaison par solvant, est utilisé pour minimiser la déformation de la pièce.
La "partie brune" restante après le processus de déliantage est une structure poreuse fragile composée de particules de poudre métallique liées entre elles. À ce stade, la pièce est prête pour le processus final de frittage, qui confère aux particules les propriétés mécaniques souhaitées et les consolide.
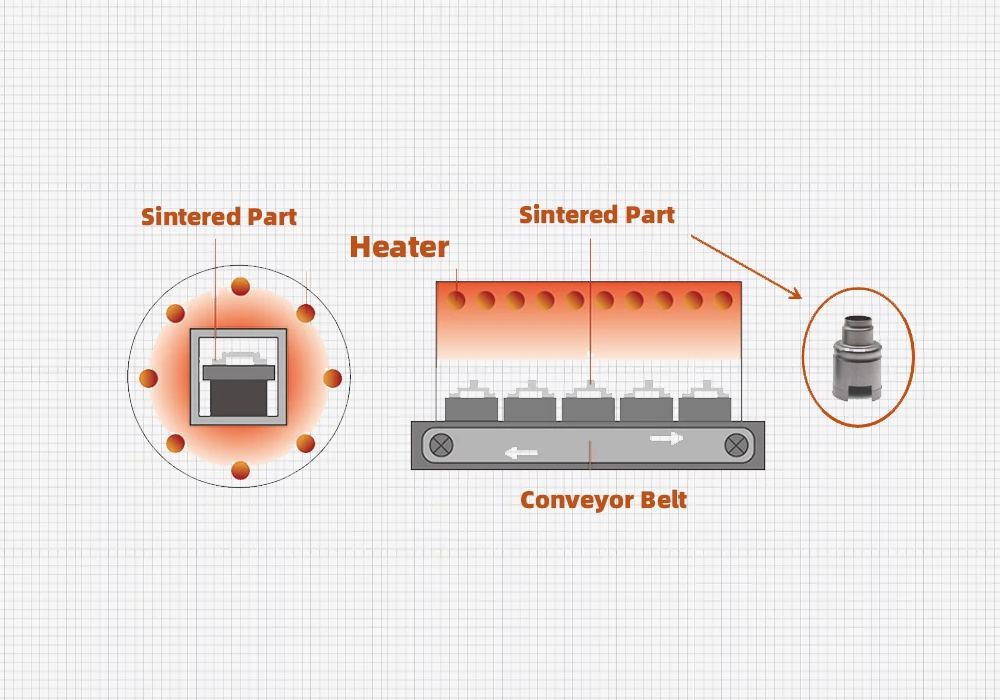
4. Frittage
Le processus de frittage consiste à soumettre le métal brun à une température inférieure au point de fusion de la poudre métallique. Les pièces ébarbées sont chargées dans un four de frittage à haute température, dont l'atmosphère est contrôlée, et placées sur des supports en céramique. Lorsque les liants sont proches du point de fusion, ils se liquéfient et s'évaporent. La pièce métallique est ensuite chauffée à haute température et l'espace vide entre les particules est éliminé, ce qui les fait fusionner. La pièce se rétracte, se transformant en un solide dense aux dimensions souhaitées. Le taux de rétrécissement de la pièce peut atteindre 20% pendant la phase de frittage. Toutefois, ce phénomène est pris en compte lors de la conception et de la production du moule.
Matériaux pour le moulage par injection de métaux
Les matériaux métalliques adaptés au MIM sont assez courants. En théorie, tout matériau en poudre pouvant être coulé à haute température peut être transformé en pièces par le procédé MIM, y compris les matériaux difficiles à usiner et ceux dont le point de fusion est élevé dans les procédés de fabrication traditionnels. Les métaux qui peuvent être traités par MIM comprennent les aciers faiblement alliés, les aciers inoxydables et les aciers à outils, alliages à base de nickel, alliages de tungstène, alliages durs, alliages de titane, matériaux magnétiques, alliages Kovar, céramiques de précision, etc. En outre, MIM peut également personnaliser les formulations de matériaux en fonction des exigences de performance de l'utilisateur.
Le formage MIM d'alliages non ferreux tels que l'aluminium et le cuivre est techniquement possible, mais ils sont généralement traités par d'autres méthodes plus rentables, telles que le moulage sous pression ou l'usinage. Les matériaux utilisés sont par exemple le SUS316L, le SUS420J2, le SUS440C, le SUS630, le SNCM415, le SKD11, le SKH51, les alliages de titane, etc.
| Système de matériaux | Composition de l'alliage | Champs d'application |
|---|---|---|
| Carbone - Acier allié | Fe₂Ni, Fe₈Ni | Automobile, composants structurels mécaniques |
| Acier inoxydable | 316L, 17 - 4PH, 420, 440C | Dispositifs médicaux, pièces d'horlogerie |
| Carbure cémenté | WC - Co | Outils de coupe, horlogerie, montres-bracelets |
| Céramique | Al₂O₃, ZrO₂, SiO₂ | IT Electronics, Horloges et montres, Produits d'usage quotidien |
| Alliage lourd | W - Ni - Fe, W - Ni - Cu, W - Cu | Industrie militaire, Télécommunications, Produits d'usage quotidien |
| Alliage de titane | Ti, Ti - 6Al - 4V | Composants structurels médicaux et militaires |
| Matériaux magnétiques | Fe, NdFeB₃, SmCo₅, Fe - Si | Composants magnétiques |
| Acier à outils | CeMo₄, M₂ | Outils divers |
Différences entre le moulage par injection de métal (MIM) et le moulage par injection traditionnel (TIM)
Le moulage par injection traditionnel (MIT) et le moulage par injection de métal (MIM) sont tous deux des procédés de fabrication utilisés pour produire des pièces complexes de haute précision. Toutefois, ils présentent des différences significatives en ce qui concerne les matériaux, l'équipement utilisé et les processus de production.
Tableau de comparaison entre MIM et TIM
| Aspect | Moulage par injection traditionnel (MIT) | Moulage par injection de métal (MIM) |
|---|---|---|
| Type de matériel utilisé | Thermoplastiques, par exemple (ABS (Acrylonitrile Butadiène Styrène), PP (Polypropylène), PE (Polyéthylène), PC (Polycarbonate)) | Énergie métallique combinée à un liant (matière première) |
| Forme de la matière première. | Boulettes de plastique. | Métal en poudre mélangé à des polymères (thermoplastiques) ou à des liants de cire (matières premières) |
| Conception du moule | Il se concentre sur la mise en forme du plastique fondu, de sorte que la conception doit permettre aux plastiques de s'écouler facilement, ce qui permet d'obtenir des formes complexes et détaillées. Elle doit s'adapter aux taux de rétrécissement plus faibles des plastiques (0,5% à 2%), ce qui rend les calculs géométriques moins complexes. Des cavités multiples pour améliorer l'efficacité et la rapidité de la production. | Les moules doivent s'adapter à des matières premières denses et à des taux de retrait du métal plus élevés (15-20%) qui se produisent au cours du processus de frittage. De même, le MIM peut avoir plusieurs cavités, mais la conception doit tenir compte d'un retrait plus important et d'une élimination uniforme du liant. |
| Matériau du moule | Constitué d'aluminium, d'acier et d'autres alliages à haute résistance qui supportent la température des plastiques en fusion (150°C-300°C). | Extraits d'acier à outils trempé ou de carbure de tungstène pour résister à des pressions d'injection élevées et à des taux d'usure importants dus à la poudre métallique. |
| Post-traitement | Un post-traitement minimal est nécessaire, par exemple pour peindre, découper, etc. | Le post-traitement est important grâce à des procédés tels que le déliantage et le frittage. |
| Températures de traitement | Fonctionne à des températures relativement basses comprises entre 150°C et 300°C. | Des températures de traitement plus élevées sont nécessaires, généralement supérieures à 1000°C pendant la phase de frittage. |
| Matériel utilisé | Utilise des machines de moulage par injection de plastique standard avec des systèmes de chauffage et de refroidissement conçus pour les matières plastiques. | Bien que les machines présentent des similitudes structurelles, elles nécessitent de lourdes modifications pour supporter des pressions élevées (30 000-150 000 PSI) et des matières premières plus denses. |
Différences et avantages du MIM par rapport aux autres procédés de fabrication des métaux
Chaque procédé de fabrication a des domaines d'application spécifiques avec des avantages et des limites. Le MIM combine la polyvalence et les économies des autres procédés de fabrication avec l'endurance et la robustesse des métaux. Pour savoir si le MIM est la voie de fabrication optimale, nous allons nous pencher sur ses principaux avantages et sur la manière dont il se différencie des autres procédés de fabrication.
- Géométries complexes : Applications nécessitant des composants aux formes et aux propriétés matérielles complexes, impossibles à réaliser avec l'usinage traditionnel des métaux.
- Rapport coût-efficacité : Le MIM est un processus hautement automatisé qui réduit le besoin de travail manuel par rapport à d'autres méthodes de formage des métaux. L'excédent de matériau produit est négligeable, ce qui réduit la quantité de déchets. Sa précision réduit également le besoin d'opérations secondaires.
- Qualité constante : Le processus hautement automatisé et répété garantit la similitude des pièces produites. Comme ce processus est réalisé dans un environnement contrôlé, les défauts et les contaminants sont réduits au minimum.
- Sélection des matériaux : Un large choix de matériaux, tels que l'acier, le titane et certains alliages, garantit la flexibilité et l'adéquation à une application particulière. Cette propriété est souvent plus performante que des procédés tels que le moulage.
- Densité et résistance : Les pièces moulées par injection de métal produites ont des propriétés mécaniques élevées, telles que la dureté et la résistance, ce qui les rend adaptées aux composants qui doivent résister à une usure extrême et à des conditions de stress élevées.
Comparaison entre le MIM et d'autres procédés de fabrication
Les autres procédés de fabrication utilisés pour la production de pièces métalliques sont la métallurgie traditionnelle des poudres, le forgeage, l'impression 3D et les technologies des métaux liquides (LQMT). Le tableau suivant compare divers aspects de la production entre le MIM et les procédés de fabrication énumérés.
Le rôle des caractéristiques des matériaux dans la conception de la fonction et de l'apparence des produits
La sélection des matériaux est un facteur important dans le processus de moulage par injection de métal, qui peut directement influencer l'apparence, la conception, la performance et la fonctionnalité des produits. Voici un aperçu de l'impact de la sélection des matériaux sur la conception.
1. Propriétés mécaniques et fonctionnalité
Lorsqu'ils sont utilisés ensemble, les matériaux tels que l'acier et le titane ont des propriétés de solidité et de résistance à la corrosion. Ils conviennent aux pièces nécessitant une durabilité mécanique. Les composants conçus pour utiliser ces matériaux peuvent incorporer des géométries de parois plus épaisses ou être renforcés par des matériaux moins résistants.
2. Retrait et précision dimensionnelle
Le taux de retrait du MIM se situe entre 15% et 20% pendant le processus de frittage. Toutefois, cela dépend des propriétés et du comportement du matériau. Les concepteurs doivent tenir compte de ce retrait dans les dimensions du moule en augmentant l'échelle proportionnellement pour une meilleure précision.
3. Résistance à la corrosion.
Les composants soumis à des environnements difficiles nécessitent des matériaux résistants à la corrosion, tels que l'acier inoxydable (316L) ou le titane. Les concepteurs intègrent ces matériaux pour minimiser le besoin de revêtements protecteurs et préserver les géométries.
4. Propriétés thermiques
Les alliages de cuivre ont des propriétés de conductivité thermique élevées et peuvent être utilisés dans des applications sensibles à la chaleur. Les concepteurs peuvent placer dans ces matériaux des éléments tels que des évents et des ailettes qui sont plus efficaces pour la dissipation de la chaleur.
5. Esthétique et finition de la surface
Les matériaux tels que l'acier inoxydable présentent d'excellentes propriétés de finition. Ils sont plus faciles à revêtir, à plaquer et à polir. Les produits tels que l'électronique grand public utilisent ces matériaux car ils nécessitent des surfaces lisses et un aspect haut de gamme.
Stratégies d'optimisation de la conception des produits basées sur la MIM et tabous pour la MIM
Simplifier les géométries complexes
Le MIM permet des géométries complexes, qui sont parfois difficiles à réaliser. Cela augmente le risque de défauts et les coûts. Pour minimiser ce risque, le concepteur peut optimiser le processus en employant des stratégies telles que des caractéristiques fines, des rayons ou des congés pour réduire les angles vifs. Il est également possible d'intégrer plusieurs composants en un seul afin d'éliminer l'assemblage.
Optimiser l'épaisseur des parois
La conception de pièces d'épaisseur uniforme améliore l'écoulement du matériau et évite les déformations, les fissures, les vides et les marques d'enfoncement. L'utilisation d'une méthode telle que le carottage permet de réduire le temps de traitement et les matériaux.
Incorporer les angles d'ébauche
Le tirage, ou une légère conicité, est nécessaire pour éjecter les pièces de la cavité du moule. Lorsqu'un angle de dépouille est nécessaire, un angle de 0,5° à 2° sur les parois verticales est suffisant pour une éjection en douceur.
Incorporer des caractéristiques fonctionnelles
L'optimisation MIM peut être intégrée à des caractéristiques fonctionnelles afin d'améliorer les performances et de réduire l'assemblage. Il peut s'agir d'encliquetages, d'éléments auto-assemblés ou de languettes d'alignement. Concevoir pour une multifonctionnalité, par exemple des éléments structurels et des éléments esthétiques.
Éviter les contre-dépouilles et les actions complexes du moule
Les contre-dépouilles peuvent être internes ou externes et sont nécessaires pour les fonctions des pièces. Cependant, selon leur emplacement et leur type, elles augmentent les coûts d'outillage et prolongent les cycles. Il est recommandé de redéfinir les contre-dépouilles en géométries simples et d'utiliser des actions latérales.
Démontage de la conception intégrale de produits de boîtiers à l'aide de la technologie MIM
Le processus de conception des produits de la valise se déroule en plusieurs étapes, de la conceptualisation à l'assemblage/désassemblage final. Le démontage est très important pour la réparation, l'entretien et le recyclage des produits. Les paragraphes suivants décrivent le processus de désassemblage et les considérations relatives à l'utilisation du moulage par injection de métal pour la conception de boîtiers.
Développement du concept : Il s'agit de l'analyse initiale de la conception qui identifie les exigences fonctionnelles des produits à concevoir - par exemple, des éléments décoratifs dans les produits de consommation ou des boîtiers légers pour les composants aérospatiaux.
Sélection des matériaux : Le matériau utilisé dans le produit est essentiel pour garantir la facilité de montage et de démontage. Un matériau durable résistera sans se fissurer ni se dégrader lors de la conception d'une mallette qui nécessitera un démontage fréquent.
Conception modulaire pour le démontage : Il s'agit de la décomposition des produits en composants modulaires pour faciliter la production et simplifier le démontage. Les caractéristiques telles que les goupilles à positionnement automatique, les fentes en queue d'aronde et les raccords filetés sont incorporées directement dans les pièces MIM.
Conception du moule : Lors de la conception du moule, vous devez tenir compte d'aspects tels que la géométrie de l'étui, l'épaisseur des parois et les exigences fonctionnelles. Les portes et les évents doivent être placés stratégiquement pour que le matériau s'écoule facilement et pour minimiser les défauts tels que les vides et les lignes de soudure.
Prototypage : Les échantillons physiques permettent de valider la viabilité de la conception. L'impression 3D permet de créer des prototypes à tester avant le produit réel afin de s'assurer que les produits finaux répondent aux objectifs fixés.
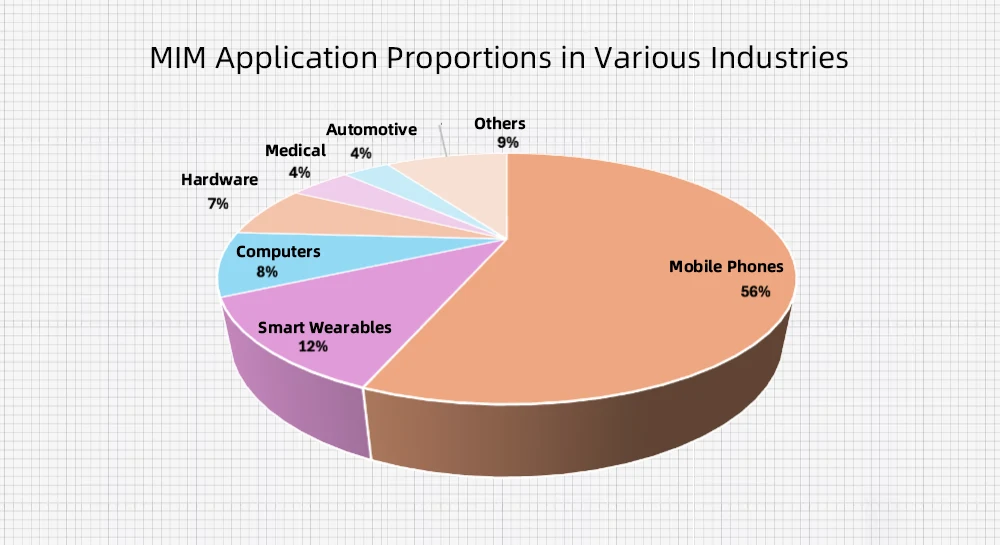
Applications MIM
Le moulage par injection de métal (MIM) a fait ses preuves dans de nombreuses applications. Voici quelques-unes des industries clés où le MIM est adopté :
- Applications automobiles : Fabrication d'engrenages légers et très résistants pour les systèmes de transmission.
- Composants de dispositifs médicaux : Fabrication de matériel chirurgical minuscule et complexe pour les dispositifs mini-invasifs. Le matériau utilisé doit présenter des propriétés telles que la biocompatibilité et la résistance à la corrosion ou à la stérilisation.
- Composants aérospatiaux : L'industrie exige des matériaux très résistants et légers pour réduire le poids et maximiser l'efficacité du carburant. Les buses d'éjection de carburant des moteurs ont des géométries complexes pour un mélange optimal du carburant, ce qui est crucial pour l'efficacité du moteur.
- Électronique grand public : La capacité du MIM à fabriquer des produits complexes et de haute précision le rend irrésistible dans ce secteur. Il est utilisé pour créer des produits clés dans des appareils tels que les smartwatches, le matériel informatique et les smartphones.