

سأواصل اليوم مناقشة ما هو شائع عيوب في القولبة بالحقن-البقع السوداء والبقع السوداء. تظهر هذه العيوب بشكل متكرر في معظم عمليات القولبة بالحقن، وكلما زادت متطلبات المنتج، زادت صعوبة التحكم في نسبة البقع السوداء، مما قد يؤدي إلى خسائر كبيرة. لذلك، أصبح تقليل معدل عيوب البقع السوداء في الإنتاج وسيلة مهمة للمصنعين لتوفير التكاليف!
لا علاقة لظهور البقع السوداء بتصميم المنتجات، ولكن يجب أن يتعلم المصممون الصناعيون كيفية التعرف عليها.

إذا كنت مهتمًا بالعيوب الأخرى في قولبة الحقن، يمكنك النقر على الرابط أدناه لمعرفة المزيد.
| فهم عيوب حقن القوالب بالحقن المختلفة | ||||
|---|---|---|---|---|
| فلاش | لقطة قصيرة | علامة الحوض | الالتواء/التشويه | علامة الحرق |
| علامة سبلاي مارك/البقعة الفضية | بقعة داكنة/بقعة سوداء/بقعة سوداء | علامة التدفق | فقاعة | خط اللحام |
| اختلاف اللون/لون غير متساوٍ | علامة دبوس القاذف | |||
ما هي البقع السوداء والبقع السوداء في قولبة الحقن؟
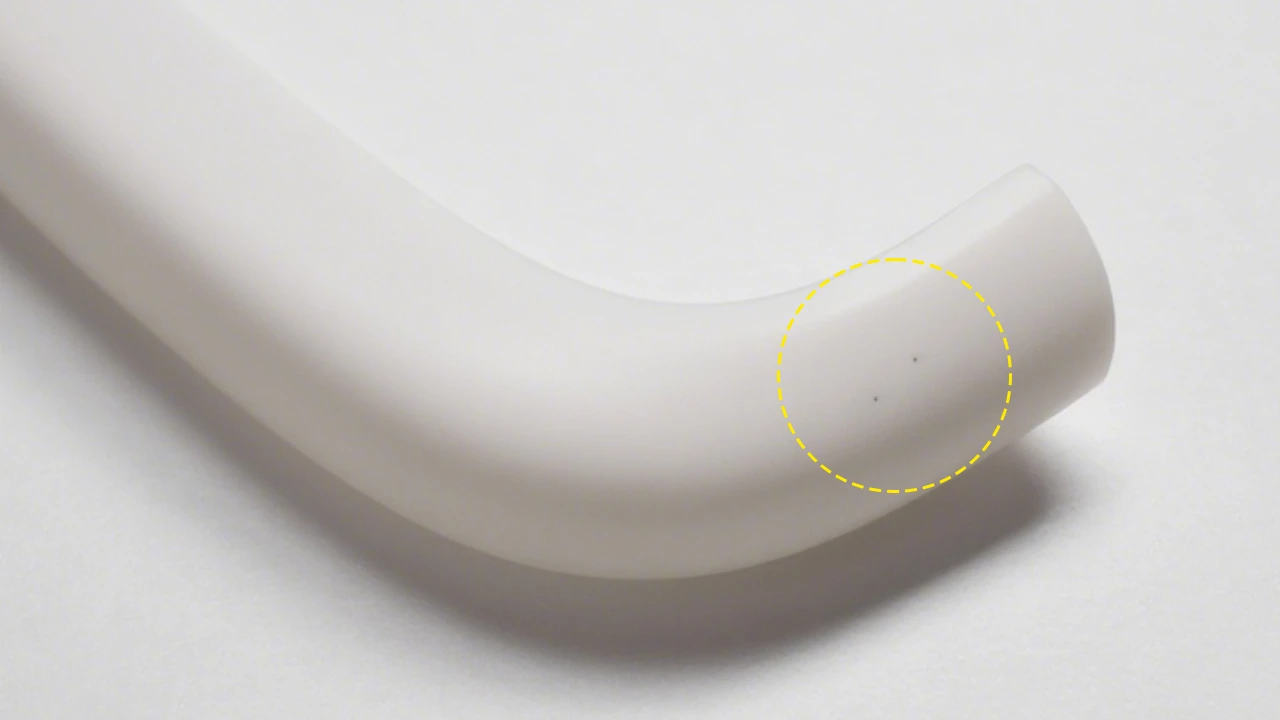
تشير البقع السوداء إلى ظواهر التفحم الموضعي التي تتشكل على طول خطوط لحام المنتج البلاستيكي أو الأضلاع الخلفية أو النتوءات أو بالقرب من الزوايا في نهاية التدفق. يمكن أن تظهر البقع السوداء أيضًا بشكل غير منتظم في مواقع مختلفة. وفي بعض الأحيان، قد تتوزع هذه البقع السوداء على شكل خطوط، لتشكل خطوطًا سوداء.

خصائص توزيع البقع السوداء
تتميز البقع السوداء والشوائب بجزيئات صغيرة سوداء أو بنية اللون، غير عاكسة بشكل عام، وعندما تكون كبيرة الحجم، تبدو الشوائب ذات طبقات، هشة، قابلة للكسر بسهولة، ومسامية بعد الكسر. هناك خاصيتان رئيسيتان لتوزيعها:
A. يتوزَّع بعضها بشكل غير منتظم في جميع الأنحاء، وبعضها غير منتظم محليًّا، وأحيانًا لا يظهر إلا أحيانًا في منطقة معينة.
B. تظهر هذه البقع السوداء والشوائب في بعض الأحيان على سطح المنتج فقط، وأحيانًا في كل من السطح والطبقات العميقة. ومع ذلك، فإن البقع السوداء الداخلية الأقرب إلى السطح تكون أفتح لونًا من تلك الموجودة على السطح، أما البقع السوداء العميقة فلا تظهر على الإطلاق.
كيفية التعرف على البقع السوداء؟
قد يتساءل البعض: هل يجب تحديد البقع السوداء؟ أليست البقع السوداء مجرد نقاط تختلف في لونها عن المنتج نفسه الذي نطلق عليه جميعًا البقع السوداء؟ إذا لاحظت منتجك تحت المجهر مكبّرًا 200 مرة، فمن المستحيل تقريبًا أن تختار منتجًا لا يحتوي على أي نقاط مختلفة الألوان (لون واحد تمامًا). بعد التكبير، سترى العديد من البقع السوداء ذات الألوان المختلفة على سطح المنتج... لذلك، يجب أن يكون هناك معيار للحكم على أي منتج.
معايير الحكم على البقع السوداء
من أين تأتي المعايير؟ بالنسبة لموردي القوالب بالحقن، من الضروري أن يكون هناك معياران واضحان:
A. معايير مراقبة البقع السوداء المقدمة من مورد المواد الخام.
B. معايير فحص المظهر للعملاء المقابلين للمنتج (معايير التحكم في البقع السوداء).
إذا كانت معايير التحكم في البقع مختلفة الألوان الخاصة بالمواد الخام أقل من معايير التحكم الخاصة بالعميل لمظهر المنتج، فقد يكون هناك معدل كبير من العيوب في البقع مختلفة الألوان أثناء الإنتاج. وبالتالي، يجب على موردي حقن الصب بالحقن التأكد من أن معايير التحكم في المواد للبقع مختلفة الألوان تتوافق مع المنتج معايير قبول العملاء (يفضل أن تكون أكثر صرامة من معايير العميل).
نصائح: لمعايير العملاء، يمكنك النقر على "معايير قبول الجزء المصبوب بالحقن المصبوب بالحقن" لمعرفة المزيد.
طرق التعرف على البقع السوداء
وتختلف الأشكال المرصودة عادةً؛ فمعظم ما يُرى بالعين المجردة هو "دائري"، بينما تحت التكبير يمكن رؤية أشكال مثل النقاط المتقشرة، والنقاط المتعددة المتجمعة معًا، والشبيهة بالسحب، والشبيهة بالشريط، وما إلى ذلك. لذا، نحكم بشكل عام بناءً على مساحة النقاط. هل هذا يعني أننا بحاجة إلى فحص كل جزء من سطح المنتج بدقة بحثًا عن البقع السوداء؟ قد يستغرق ذلك وقتًا طويلاً جدًا. عادةً ما يكون لدى العملاء النهائيين للمنتج طريقة فحص قياسية: في ظل الإضاءة القياسية، وعلى مسافة قياسية بين المنتج والعينين، فإن المنتجات التي لا تظهر (بقع مختلفة الألوان) خلال وقت قياسي هي منتجات مؤهلة بشكل عام.
كيفية التعامل مع الأجزاء المصبوبة بالحقن المرقطة بالأسود
يتم التعامل مع جميع الأجزاء المصبوبة بالحقن التي توجد بها بقع سوداء أو بقع سوداء أو خطوط سوداء على أنها منتجات معيبة. يجب تحديد هذه الأجزاء المعيبة على الفور وفصلها عن الإنتاج المقبول لمنع الاختلاط. يجب توثيق نوع العيب (البقعة، البقعة، الخط) وموقعها على القطعة لأغراض التتبع والتحليل. يؤدي حدوث بقع سوداء إلى إجراء تحقيق إلزامي في السبب الجذري في عملية القولبة بالحقن. يجب إبلاغ مشرف الإنتاج وقسم الجودة بجميع حالات هذه العيوب لمراجعتها واتخاذ الإجراءات التصحيحية. يتم تحديد الأجزاء المعيبة المؤكدة التي تحتوي على بقع سوداء للتخلص الفوري منها أو إعادة العمل المتحكم فيها (إذا كان ذلك ممكنًا ومعتمدًا).
كيف تتكون البقع السوداء؟
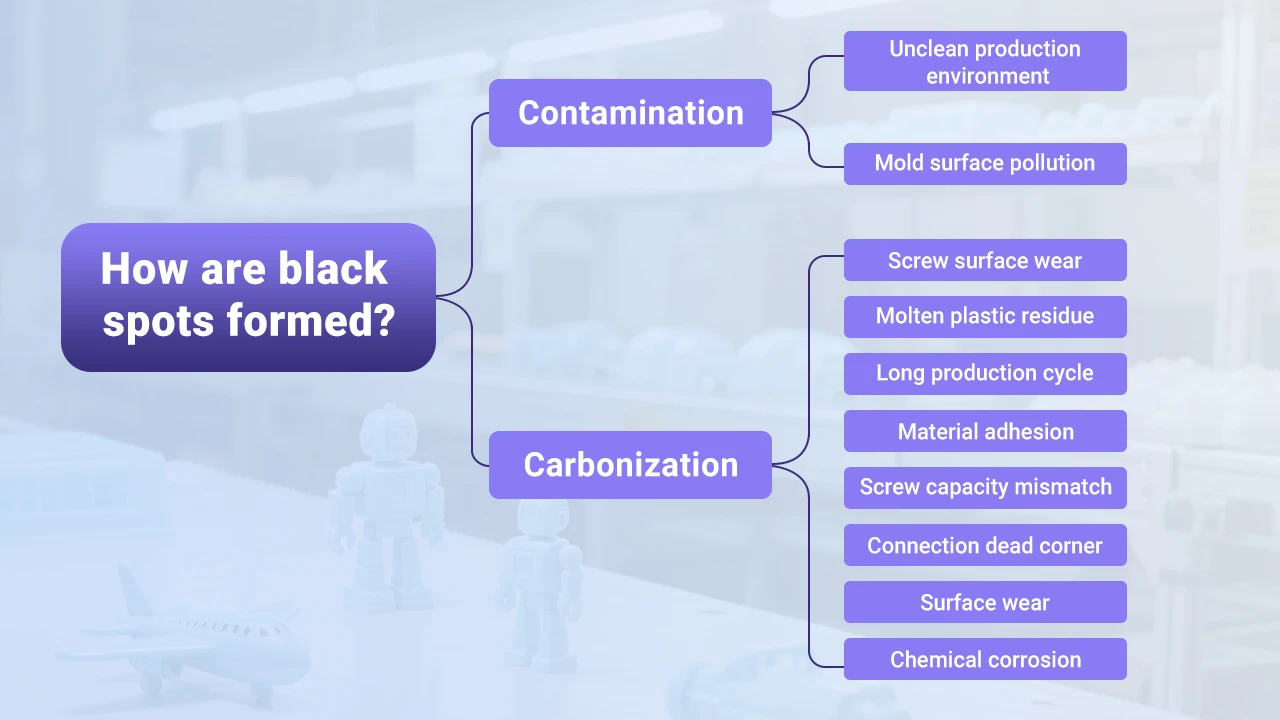
مصادر البقع السوداء نوعان بشكل عام: كربنة المواد - تدهور المواد في درجات الحرارة المرتفعة (أو على مدى فترات طويلة)؛ التلوث - الشوائب.
الكربنة
تحتاج معظم المواد عالية البوليمر إلى التسخين والقص أثناء المعالجة. أثناء هذه العملية، لا يمكن تجنب كربنة المادة (100%). بالنسبة لـ ماكينات القولبة بالحقن، هناك العديد من الأماكن التي يمكن أن تزيد من فرصة الكربنة:
(1) التآكل على سطح البرغي
يمكن أن يتسبب التآكل على سطح البرغي في بقاء الذوبان هناك، مما يؤدي إلى الكربنة بمرور الوقت;
(2) البلاستيك المنصهر المتبقي
في نقاط التوصيل المختلفة للماكينة، مثل رأس الصاروخ اللولبي، والفوهة, شفةإلخ، يمكن أن تتشكل الفجوات بسهولة حيث يمكن أن يتباطأ الذوبان وينتج عنه بقع سوداء متفحمة.
(3) دورات الإنتاج الطويلة
أثناء الإنتاج، يمكن أن تتسبب الدورات الطويلة أو الماكينات الكبيرة (المنتجات الصغيرة) في بقاء المادة لفترة طويلة جدًا في البرميل، مما يزيد من احتمالية الكربنة.
(4) الالتصاق
عند إعادة صهر البلاستيك المبرّد، يمكن للعديد من المواد الهندسية (مثل الكمبيوتر الشخصي، الذي يلتصق جيدًا بالأسطح المعدنية بعد التبريد) أن يبقى على السطح المعدني حتى عند إعادة تسخينه. بمرور الوقت (في درجات الحرارة العالية)، تتشكل طبقة مكربنة. وهذا مصدر لعيوب البقع السوداء للإنتاج. لذلك، من الضروري العزل أثناء فترات التوقف القصيرة (أقل من 4 ساعات) لمنع المادة الموجودة في البرغي من التصلب والالتصاق، في حين أن درجة حرارة العزل المنخفضة لن تؤدي إلى الكربنة. وبالتالي، تكون درجة حرارة العزل الموصى بها بشكل عام حوالي 20 ℃ - 30 ℃ أعلى من نقطة التليين (على سبيل المثال، تبلغ درجة حرارة التليين للكمبيوتر الشخصي حوالي 147 ℃، مع درجة حرارة عزل موصى بها حوالي 180 ℃). أثناء عمليات إيقاف التشغيل، من الضروري طرد المادة من البرميل وتمرير مادة أقل عرضة للكربنة عبر الماكينة قبل إيقاف تشغيل الطاقة مباشرةً.
(5) سعة اللولب
يحدد حجم المنتج وحجم البرغي وقت السكون. فالمنتجات الصغيرة التي تواجه الماكينات الكبيرة تعني أن المادة نفسها قد تبقى لفترة طويلة جدًا في البرميل. يمكن أن يتسبب الوقت الطويل في تحلل الجزيئات الصغيرة وكربنتها بسهولة. بالنسبة لمعظم المواد، يعتبر وقت المكوث أقل من 5 دقائق مثاليًا. يجب ألا يتجاوز الحد الأقصى للوقت 15 دقيقة. بالنسبة للمدد الأطول، من المناسب خفض درجة الحرارة في الطرف الخلفي للبرميل لتقليل الوقت في درجات الحرارة العالية. معادلة حساب زمن السكون:
الحد الأقصى لحجم الحقن بالماكينة * كثافة الذوبان * الدورة * المعامل (2.0-2.5) / وزن المنتج؛ أو الحد الأقصى لطول القياس * الدورة * المعامل / (موضع ضبط المذيب - مادة الحقن المتبقية)
(6) زوايا التوصيل الميتة
عند نقطة الاتصال بين البرغي ورأس الصاروخ، أو الشفة، أو الفوهة، وما إلى ذلك، داخل البرميل، يمكن أن تتشكل بعض "الزوايا الميتة" حيث لا يسهل تدفق الذوبان (يبقى)، مما يتسبب في فترات مكوث طويلة ويؤدي إلى تدهور وتغير اللون (مما يؤدي إلى ظهور بعض الخطوط الصفراء والبقع السوداء، وما إلى ذلك). أولاً، أثناء التجميع، تأكد أولاً من اكتمال الخيوط والتجميع الدقيق، ويجب ألا يتلف وجه طرف التلامس. إذا كان التلف شديداً، فإن الاستبدال ضروري!
(7) تآكل السطح
تكون الأسطح غير المستوية أكثر عرضة للتآكل على سطح البرغي، مما يسهل على مادة جلد البرغي "التباطؤ"، مما يؤثر بشكل كبير على عيوب البقع السوداء. تتآكل البراغي الأسطوانية المعدنية، اعتمادًا على المادة، بشكل مختلف. بشكل عام، يتطلب PC أو PMMA برغي مقوى (مطلي). بالنسبة للمواد المملوءة (الألياف الزجاجية والمسحوق المعدني)، يلزم استخدام برغي من سبيكة. وحتى مع وجود برغي مصنوع من سبيكة معدنية، لا يزال يتعين استبداله بعد فترة معينة!
(8) التآكل الكيميائي
المياه المسببة للتآكل، وثاني أكسيد الكربون، وثاني أكسيد الكربون، والأكسجين، وهاليدات الهيدروجين - مثل حمض الهيدروكلوريك، والمخلفات الحمضية، والشوارد، والشوائب الأخرى. أثناء عملية المعالجة، يمكن أن يؤدي التآكل على سطح البرغي أو البرميل أيضًا إلى "تآكل" السطح وإنتاج بقع سوداء. على غرار التآكل، بالنسبة للمواد العامة، يمكن للبراغي العادية المزودة بالنتريد أن تلبي المتطلبات، ولكن بالنسبة للمواد المقاومة للحريق، فإن البرغي (البرميل) المزود بمستوى نيترة + طلاء، أو حتى معالجة الطلاء السميك، أفضل لمنع التآكل الكيميائي.
التلوث
بيئة الإنتاج: قد تختلف ألوان المواد الأخرى في البيئة الخارجية، وقد تكون مقاومتها لدرجات الحرارة أقل، مما يجعل من السهل إنتاج بقع سوداء. بالنسبة للمواد ذات الألوان الفاتحة، إذا تم إنتاجها في بيئة ورشة عمل مفتوحة باستخدام معدات تجفيف الهواء الساخن العادية. هناك مشكلتان على الأقل هنا:
A. التجفيف على المدى الطويل، الهواء الذي يتم امتصاصه من البيئة المفتوحة وتسخينه في القادوس، إذا تجاوز 16 ساعة، يمكن أن تتحول المواد الشفافة العادية الشفافة إلى جزيئات رمادية فاتحة ... مما يعني أن معدل العيب يمكن أن يصل إلى 100%. في الإنتاج العادي، تكون دورة القادوس من 4-12 ساعة، ولكن نسبة تلوث الهواء الداخل لا تزال عالية جدًا.
B. أثناء الإنتاج، فإن سطح القالب المشترك، الذي يتم فتحه لفترة قصيرة فقط، سيجمع الكثير من الغبار (الماكينة نفسها عبارة عن جهاز كهربائي، على الرغم من أنها مؤرضة، إلا أنها لا يمكن أن تكون "0 ساكنة")، كما أن عملية الإنتاج هي أيضًا عامل في "البقع مختلفة الألوان". لذلك، يوصى بالإنتاج في غرفة نظيفة بالنسبة للمنتجات ذات الألوان الفاتحة التي تتطلب معايير عالية "للبقع مختلفة الألوان".
كما ذكرنا من قبل، تتم معالجة جزيئات المواد في الغالب بواسطة الماكينات، وهي نفسها تحتوي على نسبة معينة من البقع السوداء (ومن هنا تأتي الحاجة إلى الحصول على معايير الشركة المصنعة). بالإضافة إلى ذلك، فإن قدرة المادة على تحمل درجات الحرارة العالية والأكسدة في درجات الحرارة العالية في هذه التركيبات، في ظل الظروف التي تكون فيها القدرة غير كافية، يمكن أن تكون المعالجة مؤلمة للغاية، وقد يكون من السهل مواجهة الاصفرار (الخطوط) والاسوداد (الخطوط والبقع) وغيرها من المشاكل.
كيفية تحسين البقع السوداء؟
ناقشنا سابقًا العزل قصير المدى وبعض الاحتياطات والإجراءات أثناء عمليات الإغلاق المباشر. لكن تنظيف البرغي الأسطواني يتطلب الانتباه إلى الطريقة:
1. التنظيف
(1) بشكل عام، يمكننا استخدام مواد صلبة نسبيًا لتنظيف البرميل اللولبي، باستخدام مبدأ الكشط لتنظيف بعض البقايا السطحية بشكل أولي، مثل مادة PMMA (صلابة عالية نسبيًا)! على سبيل المثال: مادة PS غير المجففة، والكمبيوتر الشخصي (غير المجففة وغير الذائبة بسرعة، والأكثر صلابة أيضًا)، إلخ.
(2) بالنسبة لأنواع المواد المملوءة بالتنظيف، يمكن استخدام مادة PC+GF للتنظيف. نظرًا لأن الألياف الزجاجية (GF) صلبة في ظل نطاقات درجة حرارة المعالجة العادية (<= 400 ℃)، فإننا جميعًا ندرك أن الزجاج صلب جدًا. ملاحظة، لا تستخدم هذه الطريقة على براغي المواد العادية لأنها ستتسبب في تآكل شديد. يرجى ملاحظة، أثناء التنظيف، تذكر أن ترفع درجة الحرارة بشكل متكرر (20 ℃) وتخفض (20 ℃) للتنظيف. المبدأ: أ، التغيير في اللزوجة؛ ب، التغيير في الضغط الداخلي، كلاهما يمكن أن يزيل المزيد من البقايا.
(3) في حالات وجود بقع سوداء شديدة، قم بتفكيك الماسورة اللولبية مباشرةً لتلميعها.

2. الصيانة
أثناء عمليات الإغلاق كما نوقش سابقًا، من الضروري تنظيف مواد الإنتاج (مواد من الفئة الهندسية)، هذه الخطوة، حسب فهمي، هي عملية إدارة وصيانة! تنظيف المواد المتبقية في البرميل، وهنا تعتبر المواد عالية اللزوجة نسبيًا خيارًا جيدًا للتنظيف.
أولاً، يجب أن يكون هذا النوع من المواد المعدلة قريبًا من مادة الإنتاج في درجة الحرارة، وثانيًا، يتمتع بلزوجة جيدة. نوصي باستخدام بعض مواد الغسيل الخاصة للتنظيف، وهذا النوع من مواد التنظيف الخاصة له لزوجة جيدة جدًا. أثناء عملية التنظيف، تكون قابليتها للتبديل رائعة ومواد التنظيف هذه لها نشاط كيميائي جيد (توافق جيد جدًا). وهذا يمكن أن يستمر التفاعل الكيميائي مع بعض "النقاط العالقة"، والمواضع المسدودة للمواد داخل البرميل أثناء إيقاف التشغيل. في بدء التشغيل التالي، يمكن أن يزيل ذلك المزيد من البقايا (يقلل من فرصة ظهور البقع السوداء).
بعد تنظيف اللون (التصوير عدة مرات)، أخيرًا قم بالتصوير فارغًا (يوصى بأن يكون الحد الأدنى لوقت السكون 15 دقيقة، امنحه بعض الوقت لتوافق التفاعل). بالطبع، يمكن أن يؤدي تغيير إنتاج المواد أيضًا إلى تحسين البقع السوداء. إن قدرة هذا النوع من المواد على تنظيف الألوان أقوى بكثير من المواد العادية، وهذا يمكن أن يوفر الكثير من الوقت بشكل فعال للغاية. ميزتها هي أنها يمكن أن تبقى في البرميل لفترة طويلة نسبيًا. وفي الوقت نفسه، فهو متوافق مع بعض المواد المسدودة في الداخل، مما يقلل من إنتاج البقع السوداء اللاحقة.

الخاتمة
ليس من الصعب أن نرى، أن البقع السوداء لها علاقة معينة مع معدات وبيئة مصنع القولبة بالحقن. بل أكثر من ذلك، لديهم علاقة مع إدارة ورشة العمل من قبل مصنع القولبة بالحقن. أكدت First Mold دائمًا على إدارة 6s لإنتاج الورشة. هذا العصر هو عصر القولبة بالحقن العلمي، وكذلك عصر القولبة بالحقن الذكي.
أنا جيمس لي من شركة First Mold، وأنا متحمس لمشاركة الخبرات والمعرفة المتعلقة بصناعة القوالب بالحقن وصناعة القوالب. إذا كان لديك أي أسئلة، لا تتردد في الاتصال بي على [email protected].














