
在产品设计中,细节往往决定着产品的成败。边角修正,这个看似微小的设计元素,实际上起着至关重要的作用。最常用的边角修饰分为圆角修饰和倒角修饰。
圆角和倒角设计是产品设计师的基本技能之一。与尖角相比,圆角和倒角设计更方便用户使用,视觉效果更流畅,更能展现产品的简洁和美感。此外,创造性地使用圆角和倒角还能使产品脱颖而出。


今天,让我们来谈谈产品设计中的圆角和倒角,文末附有大量圆角图片。
什么是切片和倒角?
圆角是指用一个切圆表面连接零件的两个曲面。标准圆角通常用半径值 R 来表示其大小。
倒角是指将零件的两个曲面连接成一个斜面。标准倒角通常用距离值 C 来表示其大小,标准角度为 45°。
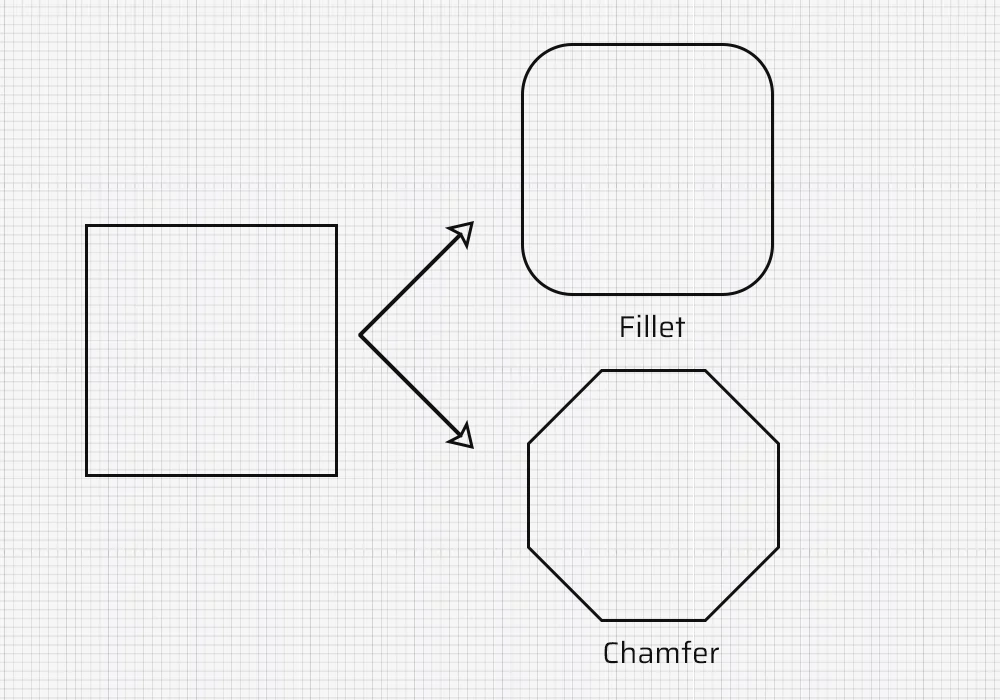
在产品设计中,它们都是在物体的边角或边缘切割斜边的过程。根据设计要求和功能目的,这种斜边过渡可以是直线,也可以是曲线。
产品中倒角和切片的功能
安全:
倒角和圆角可以降低产品边缘的锋利程度,防止用户在使用过程中受伤。这对于手持设备或儿童玩具的设计尤为重要。

美学:
适当的倒角或圆角处理可以提升产品的外观,使其线条更加流畅。

人体工程学:
在手持设备或工具的设计中,倒角或圆角可以改善握持感,使产品更易于操作,提升用户体验。

耐用性:
倒角和圆角有助于减少应力集中,从而降低这些区域材料断裂的可能性,延长产品的使用寿命。

简化装配:
当产品的不同部件需要装配在一起时,倒角和圆角可以起到导向作用,帮助部件正确对齐,简化装配过程,提高生产效率。

设计语言的一致性:
倒角和圆角可以作为设计元素的一部分,与圆角和曲线等其他特征形成统一的风格,提高产品的品牌识别度。
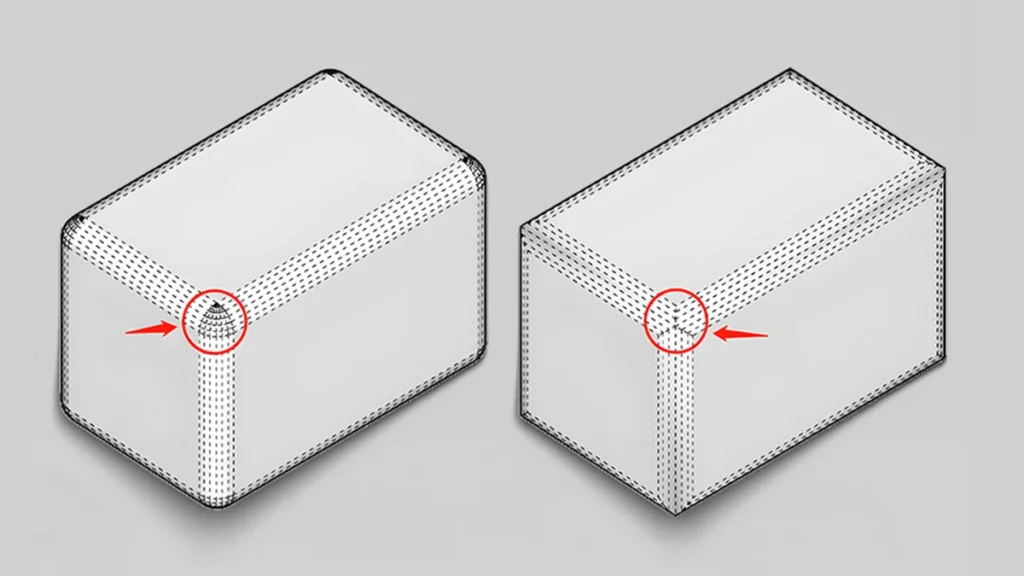
圆角和倒角的区别
圆角和倒角都可以用来磨钝尖锐的边缘,或在两个相邻表面之间形成渐变过渡。在这方面,它们可以互换。然而,在许多应用中,圆角和倒角有明显的区别。
1.处理方法
在标准加工中,垂直内圆角和外圆角可以轻松加工,而内倒角则不能。圆角需要特定的刀具来实现不同的半径大小(在加工过程中,圆角半径大于刀具半径是一种好的做法)。相比之下,倒角不需要特定尺寸的刀具;通过控制切削深度可以加工出不同尺寸的倒角。
水平内圆角和外圆角需要更多的加工时间(除非使用特殊的圆角工具),而倒角所需的时间要短得多。
值得注意的是 数控加工因此,鱼片和倒角的加工时间相当。
2.功能性
圆角和倒角都能减少应力集中,优化流动性。但是,圆角提供的是连续的过渡,而倒角提供的是线性过渡,倒角后会留下一个边缘。与倒角相比,圆角的应力集中度更低,流动阻力更小,因此在塑料零件中更受欢迎,除非倒角边缘被进一步圆角化。
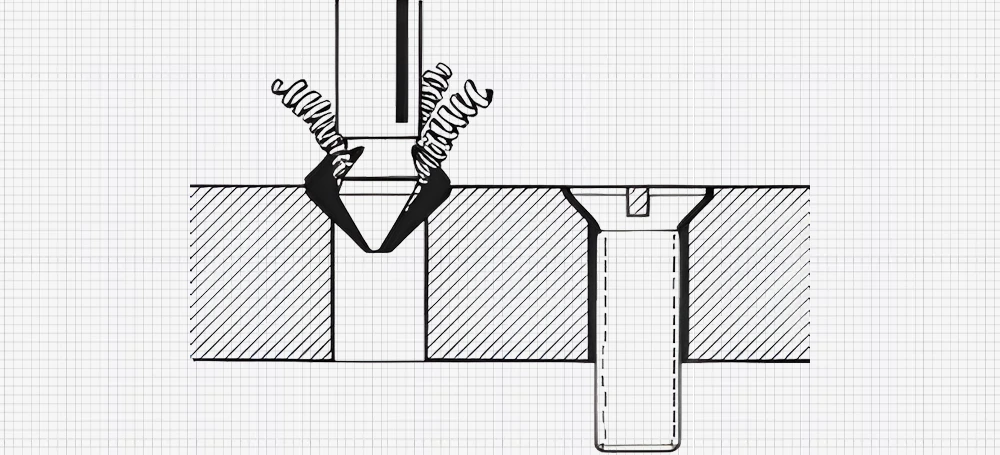
但是,如果您的设计涉及螺孔、定位孔或定位销,使用圆角就不是一个好的选择。与圆角相比,倒角的边缘更小、更锋利,有助于更顺畅地在孔中移动,使装配更容易。
此外,倒角可以产生 锥形锪孔而鱼片则不能。
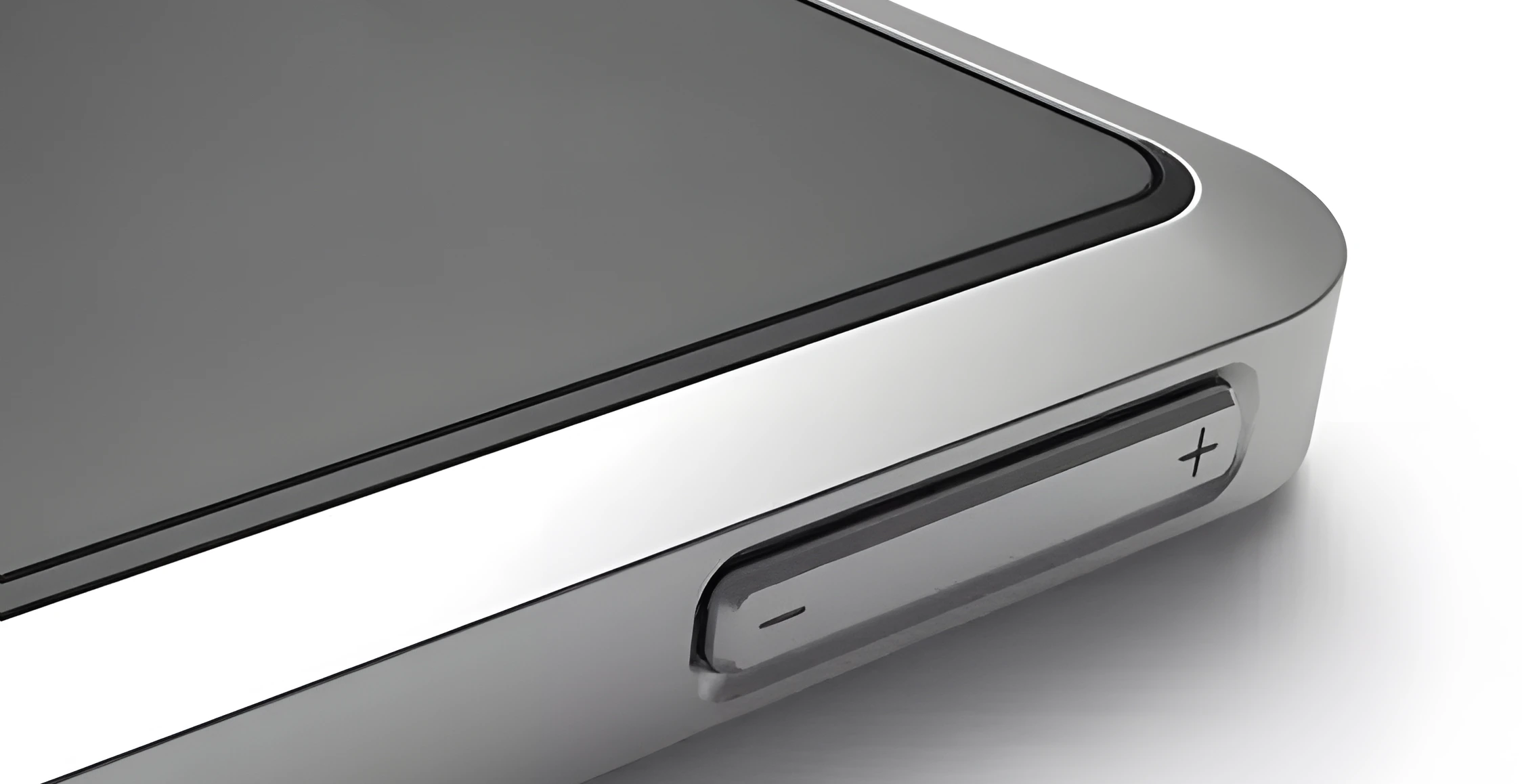
3.美学
从美学的角度来看,由于其视觉上的悦目特性,工业设计中通常会优先考虑鱼片。圆角柔和舒适,给人以安全感和亲近感。相比之下,倒角则给人尖锐、咄咄逼人的感觉。消费品很少使用大倒角,但倒角可以在某些细节上创造出独特的外观,起到画龙点睛的作用。

根据设计要求,可以在外部边缘使用圆角和倒角。如果外观并不重要,例如在金属加工零件中,可以选择简单的倒角,使锋利的边缘变得暗淡,从而降低零件成本。
另一方面,如果美观很重要,而且需要圆角,则必须考虑内圆角的半径大小。如果半径太小,您可能需要进行更昂贵、更耗时的加工,例如 EDM 或 线切割.较大的半径更容易加工(可以使用较大的刀具,缩短加工时间并增加加工深度)。
选择鱼片和倒角时应考虑的因素
结构工程师在决定在设计中使用圆角还是倒角时,经常会发现自己拿不定主意。为避免这种困惑,应考虑以下几点:
用于机加工部件
处理时间和成本
如果只是为了使锋利的边缘变钝以防止受伤,倒角则是更好的选择,因为它所需的时间更短,成本效益更高。不过,如果使用数控加工而不是传统的铣削加工,圆角和倒角在时间上没有明显差别,唯一的差别在于更换刀具。
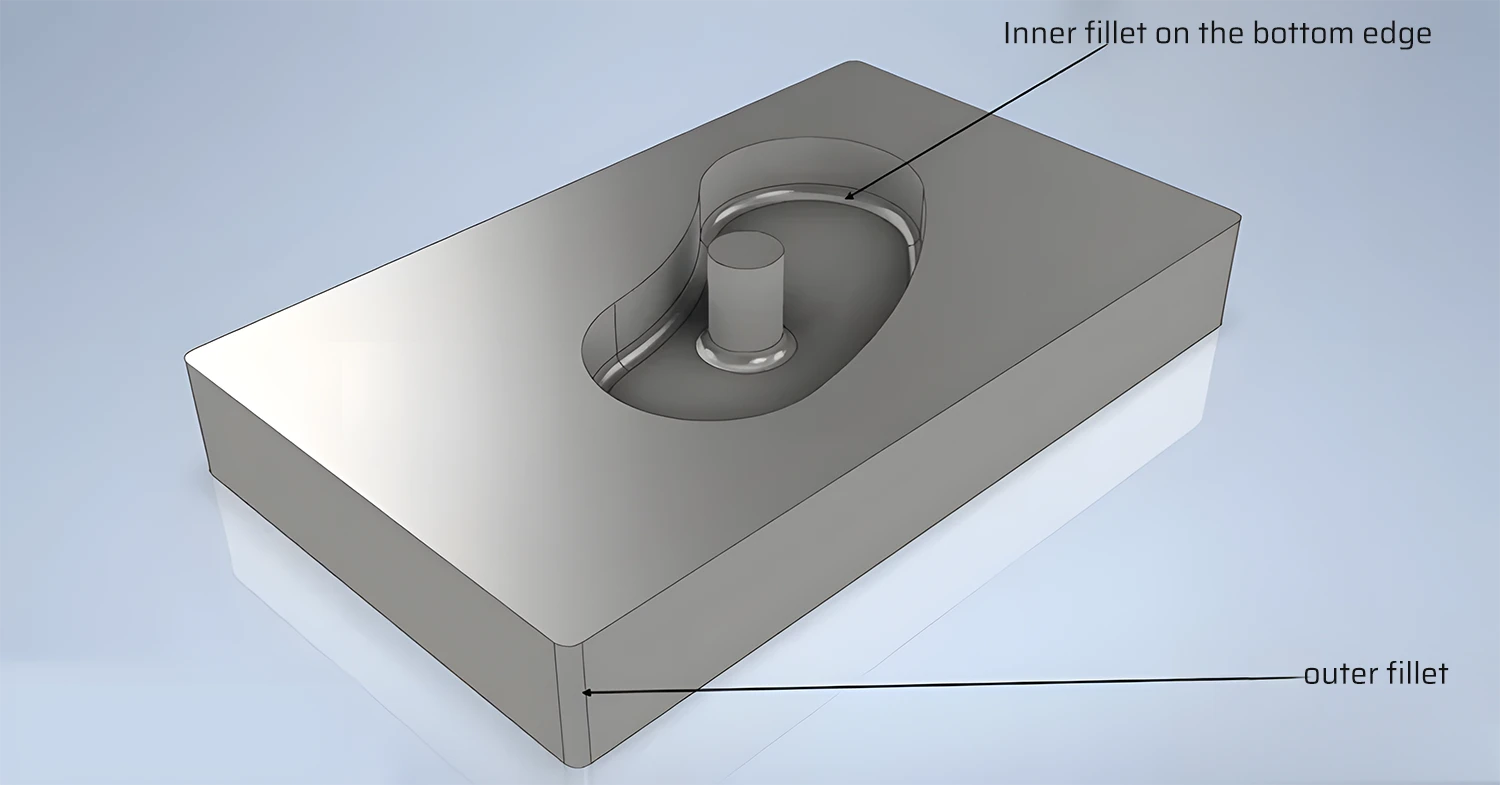
对于这样的边缘(凹面圆角),使用数控机床制造尤其具有挑战性,因为它们需要球头铣刀等专用工具,这些工具易碎且切割速度较慢。这就增加了制造成本,因此最好避免在此类边缘上进行圆角加工。如果需要圆角,圆角应尽可能大。
涂层覆盖率
圆角比倒角更容易覆盖涂层。这是因为圆角与相邻表面的切线过渡平滑,与倒角的边缘相比,能使零件附着更厚、更均匀的涂层。
压力集中
如果设计目标是减少应力集中,则圆角是更好的选择。与相同尺寸的倒角相比,圆角能将应力分散到更大的表面区域。
孔或插销
对于螺丝孔、定位孔或定位销,倒角是更好的选择。
用于塑料零件
塑料零件的成型与机加工零件不同,其设计倾向于使用圆角和倒角来达到特定目的(如美观细节或结构导向)。在塑料零件中使用圆角的好处包括
流动性
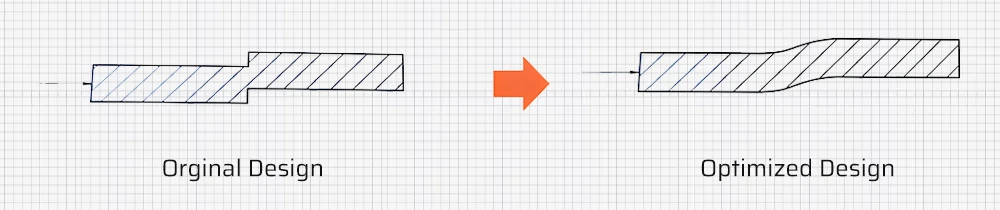
在注塑成型工艺中,熔融树脂的流动性至关重要。圆角可减少流动阻力,较大的圆角有利于填充。原始设计中的尖角会在注塑过程中因涡流而导致空气滞留,从而导致局部过热和外观烧焦。使用较大的半径进行优化可确保塑料熔体的顺畅流动。
塑料部件的强度
当熔融聚合物流过尖锐的边缘时,会产生剪切,使聚合物链断裂。聚合物链缩短会导致平均分子量降低,从而降低塑料部件的强度和性能。增加即使很小的半径也有助于流动并防止剪切。
压力集中
疲劳失效是由裂纹扩展引起的,主要发生在应力集中点和部件表面。在横截面尺寸突变的位置,如转角处,应使用足够大的圆角。如相关曲线所示,有效应力集中系数随半径增大而迅速减小。圆角有助于将应力分散到更大的表面上,防止受力部件快速变形或开裂。对于以下材料尤其如此 聚碳酸酯如果成型条件不当或部件结构不合理,则容易产生应力开裂。
易于模具加工并提高模具强度
在塑料零件中设计圆角可提高模具的强度,因为相应的模具零件也会有圆角。这可防止在淬火或使用过程中因应力集中而产生裂纹,从而提高模具强度。
降低电极磨损率
在模具加工中,对于死角等区域(工具无法触及的地方),需要使用电火花加工(EDM),这就需要电极(通常称为铜工具)。在放电过程中,电极上的尖角和边缘比平面区域磨损得更快。因此,实际加工的死角圆角较小(约 0.2),与设计不同。必须考虑到这一点,以确保结构不受影响。如果塑料零件的死角有设计圆角,电极磨损就会减少,最终加工的圆角也会与设计非常接近。
圆角设计原理
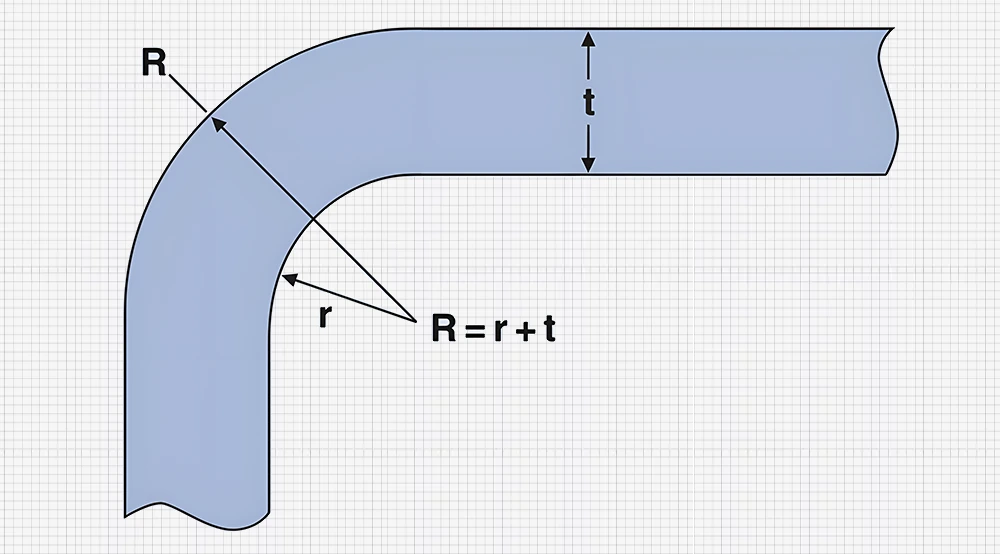
1.确保四角壁厚一致
为保持均匀的壁厚,边角处的外半径 𝑅 应等于内半径 𝑟 加上壁厚 𝑡。建议最小内半径不小于 0.5 毫米。对于倒角,为保持绝对均匀的壁厚,外倒角应偏移壁厚 𝑡 以形成内倒角。
2.利用圆角设计促进模具加工
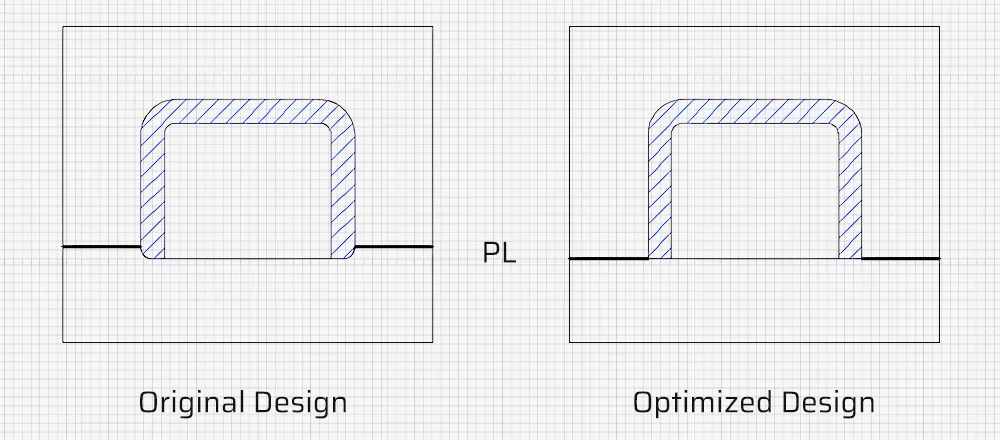
分模线上的圆角使模具配置复杂化。在分模线圆角处,型腔必须转移到模具的另一半,从而增加了加工成本,并可能产生影响塑料零件外观的分模线。因此,除非必要,否则应避免在分模线上进行圆角处理。
在下图中,原始设计的分型面带有小圆角,使加工和后续抛光变得复杂。优化后的设计去除了分型面的圆角。
此外,任何时候模具型腔和型芯相遇,在零件上形成孔或其他特征时,都会出现这些问题,设计时应加以考虑。
3.用圆角设计避免塑料零件的视觉缺陷
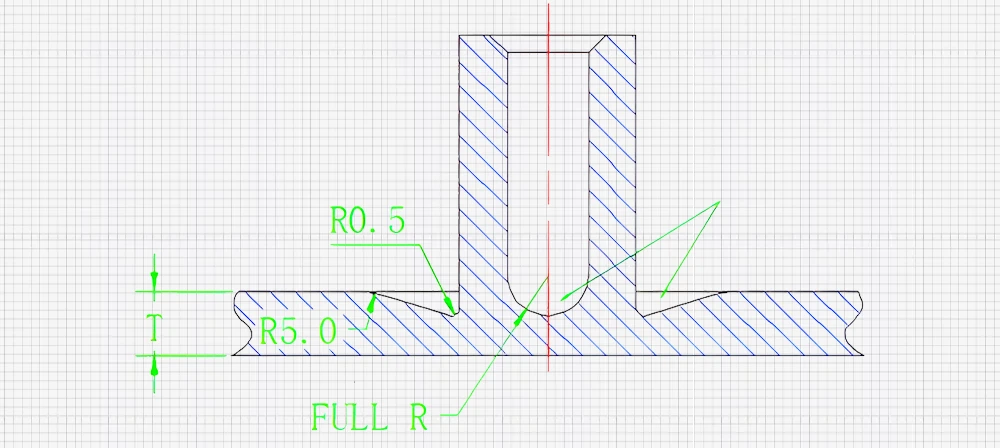
对于内部结构特征,如肋条、螺钉孔和与主壁连接的卡扣,应仔细考虑圆角处理。在这些区域进行圆角处理会使材料局部增厚,导致表面出现凹痕。如果为了保证强度而必须进行圆角处理,则应在圆角处理前首先对材料进行减薄。例如,在螺纹孔中减少材料的典型方法是制作 "火山口 "形状。
4.圆角设计的软件操作
1).在结构设计中最后添加薄片
- 效益 1:提高软件的整体建模速度。
- 效益 2:避免了在创建牵伸角时去除圆角的麻烦。
2).避免使用一条命令创建所有圆角。按类型或统一尺寸将圆角分组,以方便后续修改。
3).灵活使用 "完整鱼片"
各种圆角和倒角设计图库






















