
O corte de fio EDM, também conhecido como corte de fio ou EDM de fio, é um novo processo desenvolvido a partir de EDM tradicional. É amplamente utilizado na produção e no desenvolvimento de novos produtos para cortar peças diretamente, melhorando a velocidade de produção ou encurtando os ciclos de desenvolvimento. Este artigo apresenta alguns aspectos do corte por fio EDM para o ajudar a compreender melhor esta técnica.
O que é o corte de fio EDM: Como é que funciona?
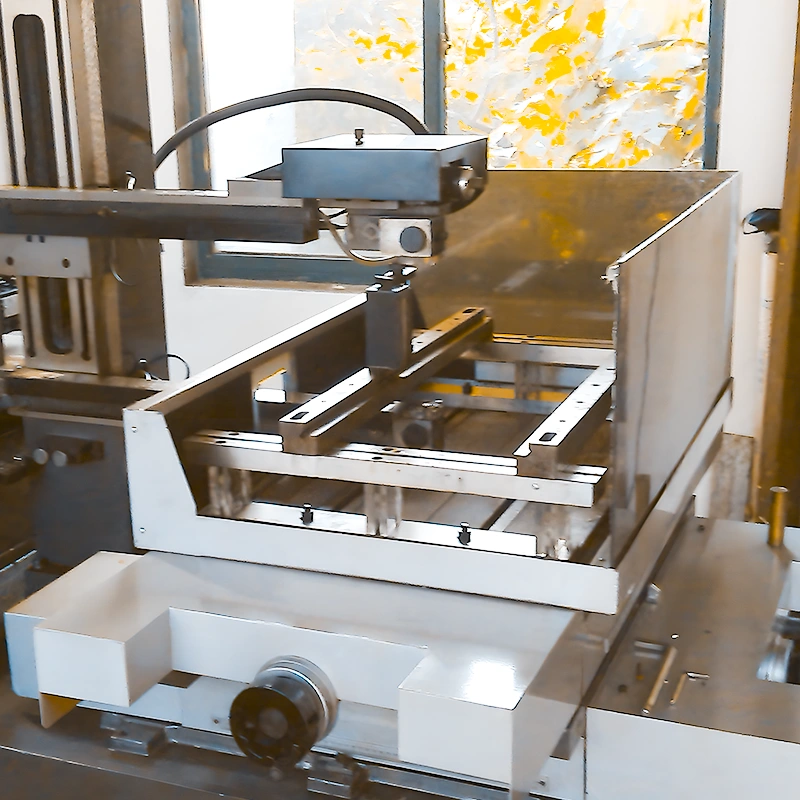
O princípio básico do corte por fio consiste em utilizar um fio metálico fino em movimento contínuo (geralmente molibdénio ou cobre) como elétrodo. Este fio efectua descargas de faíscas pulsantes na peça de trabalho, corroendo o metal e formando o corte.
Durante o corte, ocorrem descargas pulsadas entre o fio do elétrodo e a peça de trabalho. O fio liga-se ao terminal negativo de uma fonte de alimentação de impulsos e a peça de trabalho liga-se ao terminal positivo. Quando é aplicada uma tensão de impulso, ocorre uma descarga de faísca, com temperaturas superiores a 10.000°C no centro do canal de descarga. Esta temperatura elevada funde e até vaporiza o metal, provocando uma expansão localizada e micro-explosões que ejectam o metal fundido e vaporizado, obtendo-se assim um corte por erosão eléctrica.
Classificação do corte de fio
O corte por fio, ou EDM por fio, pode ser classificado com base na velocidade do fio do elétrodo:
Corte de fio de alta velocidade (EDM de fio rápido)
- Máquinas EDM de fio com movimento alternativo do fio a alta velocidade (8-10 m/s).
Corte de fio a baixa velocidade (EDM de fio lento)
- Máquinas EDM de fio com movimento unidirecional do fio a baixa velocidade (0,2 m/s).
EDM de fio de velocidade média
- Estas máquinas permitem cortes múltiplos numa máquina EDM de fio alternativo rápido, também conhecida em alguns círculos como "EDM de fio de velocidade média". O termo não denota uma velocidade intermédia, mas refere-se a uma combinação de fio de alta velocidade para desbaste e fio de baixa velocidade para acabamento, resultando numa qualidade entre máquinas de alta e baixa velocidade.
Características do corte de fio
O corte por fio, ou corte por fio EDM, apresenta várias características fundamentais:
- Alta precisão: O fio fino permite cortes altamente precisos, com uma exatidão de ±0,01 mm e uma rugosidade superficial de Rα 1,25-2,5um.
- Formas flexíveis: Ideal para peças complexas e de pequenas dimensões, nomeadamente formas irregulares ou cantos afiados.
- Efeito mínimo de calor: O calor gerado é localizado, adequado para materiais sensíveis ao calor, mantendo a estabilidade dimensional.
- Sem força de corte macroscópica: O processamento sem contacto evita a deformação das peças, tornando-o adequado para peças de baixa rigidez com elevado acabamento superficial.
- Elevada utilização de material: A largura de corte estreita significa um desperdício mínimo de material, embora o custo seja mais elevado, tornando-o menos adequado para a produção em massa.
- Controlo automatizado: A electroerosão por fio utiliza parâmetros eléctricos facilmente ajustáveis e um sistema CNC para o controlo automático.
Apesar destas vantagens, a electroerosão por fio tem limitações, tais como uma velocidade de processamento mais lenta, a quebra do fio e custos mais elevados. Só pode processar materiais condutores, pelo que a seleção do método correto depende dos requisitos específicos da aplicação e de considerações de custo.
Materiais comuns de corte de fios
Teoricamente, qualquer material condutor pode ser processado por máquinas EDM de fio. Os materiais mais comuns incluem:
- Aço-carbono para ferramentas: Graus T7, T8, T10A, T12A. Apresenta uma elevada dureza após a têmpera, mas necessita de tratamento térmico para eliminar as tensões internas antes do corte do fio.
- Liga de aço para ferramentas: Graus Cr12, Cr12MoV, Cr4W2MoV. Conhecido pela sua elevada temperabilidade e resistência ao desgaste, utilizado em moldes complexos.
- Aço estrutural de carbono de qualidade: Graus 20, 45. Adequado para o fabrico de moldes de plástico, mas com um desempenho moderado no corte de fios.
- Carboneto cimentado: Séries YG e YT. Elevada dureza e estabilidade, utilizada para moldes e ferramentas complexos, mas com baixa velocidade de corte.
- Alumínio: Leve e resistente, bom desempenho no corte de fios, mas com rugosidade superficial moderada.
Ampla aplicação de corte de fio
A EDM de fio CNC é utilizada principalmente para o processamento de várias matrizes de estampagem, moldes de plásticoA máquina pode ser utilizada para cortar moldes de metalurgia do pó e também para cortar vários modelos, aço magnético, materiais semicondutores ou metais preciosos. Também pode efetuar micro-usinagem, como o processamento de ranhuras moldadas e defeitos padrão em peças de teste. Esta técnica abre novos caminhos para a produção experimental de novos produtos, processamento de peças de precisão e fabrico de moldes.
Processamento de moldes
A maior parte das matrizes de estampagem e alguns moldes de plástico são fabricados através de corte por fio. Quando o programa é calculado e programado, pode processar cavidades e núcleos de moldes, placas de fixação superior e placas de fixação posterior, bases de moldes, etc.
Ensaios de novos produtos
Quando se experimentam novos produtos, algumas peças-chave necessitam frequentemente do fabrico de moldes. No entanto, o processamento do molde demora muito tempo e é dispendioso. A utilização do corte por fio permite cortar diretamente as peças, encurtando assim o ciclo de produção experimental.
Processamento de peças difíceis de processar:
Para furos de precisão, modelos, ferramentas de conformação e ranhuras estreitas, o corte tradicional com máquina-ferramenta é um desafio, enquanto o corte com fio é mais adequado. Além disso, muitos eléctrodos utilizados em EDM (principalmente feitos de cobre puro com fraca maquinabilidade) também são processados utilizando o corte com fio.
Corte de metais preciosos
Devido ao pequeno tamanho do fio do elétrodo em comparação com as ferramentas de corte (o fio mais fino pode atingir φ0,02mm), o corte de fio pode poupar muito desperdício de material ao cortar metais preciosos.
Aplicações: Indústrias onde o corte de fio é aplicado
Indústrias aeroespacial, de defesa e automóvel
A electroerosão a fio é amplamente utilizada nas indústrias aeroespacial, da defesa e automóvel. Nestes domínios, a electroerosão a fio pode produzir várias peças e ferramentas moldadas, tais como lâminas de motores de aeronaves, cabeças de mísseis e acessórios de aviação. Na indústria automóvel, a electroerosão a fio pode produzir peças e equipamentos complexos, como engrenagens de transmissão, balancins e cambotas.
Indústria de ferramentas de liga leve
A tecnologia de corte por fio também pode ser utilizada para criar materiais pequenos. Esta tecnologia pode produzir ferramentas de ligas duras finas, como lâminas de ligas ultra-duras e moldes de corte a frio.
Joalharia e áreas médicas
A tecnologia de corte de arame é amplamente utilizada nos domínios da joalharia e da medicina. Pode criar várias peças de joalharia e instrumentos médicos, tais como lâminas cirúrgicas e endoscópios.
Outros sectores
Esta tecnologia de processamento não é apenas adequada para os domínios tradicionais como o corte, a serragem e a escavação, mas também para o processamento de materiais especiais como o vidro e a cerâmica. Em áreas como a escultura artística, a electroerosão a fio pode desempenhar um papel importante na criação de obras de arte.
Seleção de fios de eléctrodos
Os fios de eléctrodos são cruciais na EDM de fio. Devem ter boa condutividade, resistência à erosão, elevada resistência à tração e material uniforme. Os materiais comuns incluem fio de molibdénio, fio de tungsténio, fio de liga de tungsténio-molibdénio, fio de latão e fio de cobre-tungsténio.
- Fio de tungsténio: Alta resistência à tração, o diâmetro varia entre 0,03 e 0,1 mm, geralmente utilizado para cortes finos, mas caro.
- Fio de latão: Adequado para processamento a baixa velocidade, proporciona um bom acabamento e retidão da superfície, mas tem fraca resistência à tração e elevado desgaste, com diâmetros de 0,1 a 0,3 mm.
- Fio de molibdénio: Elevada resistência à tração, utilizada para o corte de fio a alta velocidade, com diâmetros de 0,08 a 0,2 mm.
A escolha do diâmetro do fio do elétrodo deve depender da largura do corte, da espessura da peça de trabalho e do tamanho do canto. Para moldes pequenos com cantos afiados e cortes estreitos, são preferíveis fios mais finos. Para peças de trabalho espessas ou cortes de alta corrente, devem ser utilizados fios mais grossos.
Comparação com outros métodos de corte
O corte por fio, ou corte por fio EDM, pode ser comparado com o corte por laser, o corte por água e o corte por plasma:
Corte a laser: Utiliza um feixe laser focalizado para fundir, vaporizar ou queimar o material, com um laser de alta densidade de potência. Utiliza habitualmente lasers de impulsos de CO2 para cortes precisos.
Corte de água: Utiliza jactos de água de alta pressão, que podem cortar qualquer material com um impacto térmico mínimo. Existem dois tipos: o corte com água simples e o corte com água abrasiva.
Corte a plasma: Utiliza arcos de plasma de alta temperatura para fundir e ejetar material, adequado para cortar vários metais com efeitos térmicos visíveis.
1. Comparação da gama de aplicações
Corte a laser: Amplamente aplicável a metais e não metais. Adequado para cortar tecidos, couro e metais, com lasers de CO2 para não metais e lasers de fibra para metais.
Corte de água: Adequado para qualquer material sem deformação térmica, com boa qualidade de corte e dimensões flexíveis, adequado para perfurar e cortar qualquer material.
Corte a plasma: Adequado para metais como o aço inoxidável, alumínio, cobre, ferro fundido e aço carbono, com efeitos térmicos significativos e menor precisão.
Corte de arame: Limitado a materiais condutores, requer fluido de corte e não pode processar materiais como papel ou couro que não sejam condutores ou sensíveis a fluidos.
2. Comparação da espessura de corte
Corte a laser: Normalmente utilizado para cortar aço-carbono até 20 mm e aço inoxidável até 16 mm a nível industrial, com capacidade de corte até 40 mm para aço-carbono.
Corte de água: Pode cortar materiais de 0,8 mm a 100 mm de espessura ou mesmo mais espessos.
Corte a plasma: Adequado para espessuras até 120 mm, com uma qualidade óptima de cerca de 20 mm.
Corte de arame: Normalmente, lida com espessuras de 40-60 mm, com um máximo de até 600 mm.
3. Comparação da velocidade de corte
Corte a laser: Um laser de 1200 W pode cortar aço de baixo carbono com 2 mm de espessura a 600 cm/min e resina de polipropileno com 5 mm de espessura a 1200 cm/min. A eficiência da EDM de fio varia tipicamente entre 20-60 mm quadrados/min, até um máximo de 300 mm quadrados/min. O corte a laser é mais rápido, ideal para a produção em massa.
Corte de água: Relativamente lento, não é adequado para a produção em grande escala.
Corte a plasma: Lento com menor precisão, melhor para placas grossas mas com bordos inclinados.
Corte de arame: Alta precisão para metais, mas baixa velocidade, exigindo frequentemente pré-perfuração ou roscagem para o corte, com limitações de tamanho.
4. Comparação da precisão de corte
Corte a laser: Permite efetuar cortes estreitos com elevada precisão, até ±0,2mm.
Corte a plasma: Pode atingir uma precisão de 1 mm.
Corte de água: Sem deformação térmica, precisão de ±0,1mm, até ±0,02mm com corte dinâmico de água para eliminar a inclinação.
Corte de arame: Normalmente atinge uma precisão de ±0,01 a ±0,02mm, com uma precisão máxima até ±0,004mm.
5. Comparação da largura de corte
Corte a laser: Mais preciso do que o corte por plasma, com uma largura de corte de cerca de 0,5 mm.
Corte a plasma: A largura do corte é maior, cerca de 1-2 mm.
Corte de água: A largura de corte é aproximadamente 10% maior do que o diâmetro do bocal, normalmente 0,8-1,2 mm. À medida que o diâmetro do bocal aumenta, o mesmo acontece com a largura do corte.
Corte de arame: A largura de corte mais estreita, normalmente cerca de 0,1-0,2 mm.
6. Comparação da qualidade da superfície de corte
Corte a laser: A rugosidade da superfície não é tão boa como a do corte com água, e a rugosidade aumenta com a espessura do material.
Corte de água: Mantém as propriedades originais do material à volta do corte (ao contrário do corte a laser, que é um processo térmico e altera as propriedades do material à volta da área de corte).
Conclusão
O texto acima fornece uma visão geral básica do corte de fio, ou EDM de fio. Para obter conhecimentos mais especializados, tais como os custos do corte por fio, procedimentos operacionais específicos e como avaliar a qualidade do corte por fio, contacte a First Mold. Estamos prontos para responder a quaisquer questões que possa ter.











