
La stampa 3D, tecnicamente chiamata fabbricazione additiva (AM), è una metodologia di produzione in cui gli oggetti vengono fabbricati strato per strato direttamente da modelli digitali tridimensionali. I processi additivi differiscono da quelli sottrattivi, come la lavorazione CNC, in cui il materiale viene rimosso da un blocco solido. Il processo si limita a depositare o polimerizzare il materiale nel punto in cui è necessario. Questa inversione della logica di produzione consente geometrie complicate, tempi di sviluppo ridotti, inventari elettronici e produzione localizzata.

Quali sono i tipi di stampa 3D?
L'espressione “tipi di stampa 3D” descrive le tecnologie di stampa fondamentali che regolano il modo in cui il materiale viene depositato o solidificato.
1. Estrusione di materiale
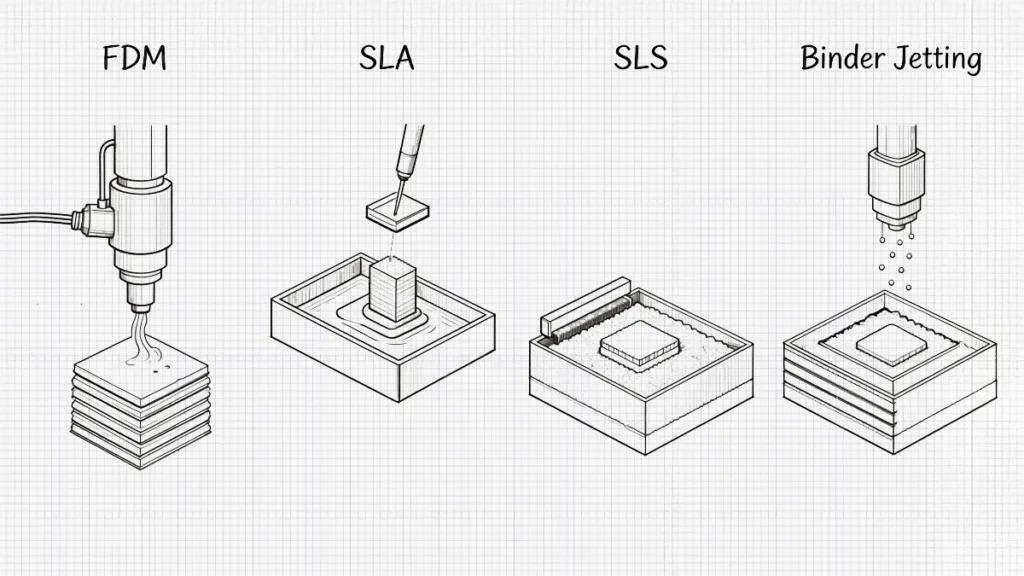
In primo luogo, l'estrusione di materiali si basa sul concetto di riscaldamento di un filamento termoplastico e sulla sua forzatura attraverso un ugello per creare pezzi in uno strato alla volta. [1]. L'economicità, la disponibilità e il vasto ecosistema di materiali lo rendono adatto al mercato dei consumatori e dei professionisti entry-level. I materiali utilizzati sono PLA, ABS e PETG.
È apprezzato perché ha un processo di prototipazione rapido e consente di testare le funzioni. Tuttavia, le linee di strato visibili, le tolleranze dimensionali medie e le caratteristiche meccaniche anisotrope devono essere considerate quando si definiscono le specifiche di componenti sensibili alle prestazioni.
Vantaggi e limiti dell'estrusione di materiale
La tecnologia si adatta alla maggior parte dei materiali termoplastici e i prototipi possono essere utilizzati dalla fase di ideazione alla produzione di componenti funzionali. L'estrusione di materiale è facile da usare e richiede una manutenzione relativamente meno rigorosa, quindi è il metodo meno complicato di produzione additiva tra gli hobbisti e l'industria.
I suoi principali svantaggi sono le linee di strato osservabili, la scarsa precisione dimensionale e le caratteristiche meccaniche anisotrope a causa dell'adesione dello strato. La finitura superficiale richiede spesso una post-elaborazione e le geometrie complesse possono richiedere strutture di supporto. Anche la distorsione termica può influenzare la precisione, soprattutto quando si lavora con polimeri ad alta temperatura.
2. Fotopolimerizzazione in vasca
Il concetto di fotopolimerizzazione al tino, invece, si basa sull'indurimento selettivo della resina fotopolimerica liquida da parte di una sorgente luminosa adeguata. Queste tecnologie sono state descritte come altamente risolutive, capaci di ottenere caratteristiche fini e con una finitura superficiale liscia, oltre che molto adatte per modelli dentali, modelli di fusione di gioielli, dispositivi microfluidici e prototipi con caratteristiche molto fini. [2]. I compromessi sono rappresentati dai requisiti di manipolazione della resina, dalle procedure di post-cura e dal fatto che i materiali fotopolimerici standard sono relativamente fragili, a meno che non si utilizzino formulazioni speciali.
Vantaggi e limiti della fotopolimerizzazione in vaschetta
Le tecnologie di fotopolimerizzazione in vasca, come la stereolitografia (SLA) e l'elaborazione digitale della luce (DLP), sono particolarmente efficaci per la produzione di oggetti con un alto grado di risoluzione e finiture superficiali lisce. Questi metodi sono adatti a progetti complicati, dettagli e operazioni che richiedono un alto livello di precisione dimensionale, come i modelli dentali, medici ed estetici di alta gamma.
Il materiale e le esigenze di manipolazione sono i motivi principali per cui presenta alcuni svantaggi. I termoplastici fotopolimerici sono fragili, sensibili ai raggi UV e non sono resistenti come i termoplastici. Le operazioni che intervengono nel ciclo di lavoro sono la manipolazione della resina, la pulizia e la post-cura, che rendono le operazioni difficili e più costose rispetto alla resina a base di estrusione.
3. Fusione del letto di polvere
La fusione a letto di polvere comprende tecnologie in cui le particelle di polvere fine vengono fuse selettivamente mediante energia termica. La fusione a getto multiplo (MJF) fonde tipicamente agenti fusori a energia infrarossa, mentre la sinterizzazione laser selettiva (SLS) è tipicamente utilizzata per la lavorazione di polveri polimeriche come il nylon PA12. La sinterizzazione laser diretta dei metalli (DMLS) e la fusione laser selettiva (SLM) sono utilizzate per sinterizzare polveri metalliche come il titanio, l'acciaio inossidabile, l'alluminio e le superleghe di nichel. [3].
La polvere è di per sé un'architettura di supporto naturale e, di conseguenza, percorsi interni complessi e strutture reticolari. I componenti risultanti hanno un elevato livello di funzionamento meccanico e sono praticamente caratterizzati in modo isotropo; la tecnologia è stata applicata nel settore aerospaziale, automobilistico e medico. Tuttavia, le principali carenze sono rappresentate dal costo elevato delle attrezzature, dalla difficoltà di manipolare la polvere e dalla necessità di un ambiente controllato.
Vantaggi e limiti della fusione in letto di polvere
Le tecnologie di fusione a letto di polvere consentono di produrre caratteristiche interne complesse ed elementi resistenti nella maggior parte dei casi senza l'uso di strutture di supporto nei sistemi polimerici. Questo le rende adatte per i compiti ingegneristici più impegnativi.
Gli svantaggi includono il costo elevato delle apparecchiature, la complessa gestione delle polveri e il funzionamento ad alta intensità energetica. La rugosità superficiale è tipicamente post-processata e lo stress termico influisce sull'integrità del pezzo.
4. Getto di materiale
Il getto di materiale deposita microscopiche gocce di fotopolimero su una piattaforma di costruzione, seguite da un'immediata polimerizzazione UV. In questo processo è possibile stampare simultaneamente più materiali con diverse proprietà meccaniche, colori o opacità. Questa tecnologia produce pezzi di alta qualità con una notevole qualità superficiale e un'elevata precisione dimensionale.
Vantaggi e limiti del getto di materiale
Il getto di materiale è più preciso nei dettagli rispetto ad altri processi e può essere applicato in modalità multimateriale con la deposizione e l'indurimento di piccole gocce di fotopolimero. È particolarmente adatto a prototipi realistici, a colori e a componenti che possono richiedere diverse proprietà dei materiali in un'unica costruzione.
La tecnologia è proibitiva in termini di costi elevati delle macchine e di materiali proprietari. I fotopolimeri stampati non offrono robustezza meccanica e resistenza al calore a lungo termine. La sensibilità alle condizioni di lavoro e le esigenze di manutenzione potrebbero aumentare il costo complessivo della produzione.
5. Getto di legante
Infine, il binder jetting trasferisce selettivamente un mezzo legante liquido su un letto di polvere, legando le particelle del processo di stampa senza applicare un calore significativo nel processo. Per raggiungere la resistenza finale è necessario un ulteriore indurimento, sinterizzazione o infiltrazione. Questo isolamento della modellazione e della densificazione consente una maggiore velocità di costruzione e una ridotta distorsione termica.
Viene colato in stampi di sabbia, in un pezzo di metallo sinterizzato e in modelli di arenaria a colori. Altre considerazioni ingegneristiche sono i requisiti di lavorazione secondaria e la bassa resistenza allo stato verde, che sono anch'essi di importanza critica.
Vantaggi e limiti del Binder Jetting
È stato riferito che il binder jetting possiede capacità di stampa ad alta velocità, scalabilità e capacità di lavorare metalli, ceramiche e sabbia. L'energia termica minima o assente determina uno stress residuo delle parti sottoposte a stampa, rendendo così efficaci le parti di grandi dimensioni, gli stampi di colata e la produzione economica di componenti metallici dopo la sinterizzazione.
I suoi limiti risiedono nella fragilità dei pezzi verdi e nella necessità di un'ampia post-lavorazione, come la sinterizzazione o l'infiltrazione. La contrazione dimensionale durante l'addensamento complica la precisione e le proprietà meccaniche finali non sempre corrispondono a quelle ottenute con processi di fusione completa del metallo.
Quali sono i tipi di stampanti 3D?
1. Stampanti 3D di consumo
Le stampanti 3D consumer sono il punto di partenza della maggior parte dei viaggi verso la produzione additiva. Le macchine sono disponibili, economiche e facili da installare e possono essere collocate nelle case, nelle scuole e nei maker space. [4]. La tecnologia più vicina a queste stampanti è l'estrusione di materiale, altrimenti detta FDM o FFF. Questi sistemi sono in grado di realizzare un oggetto attraverso la fusione di un materiale termoplastico e la sua stesura a strati. I materiali più comuni sono il PLA, il PETG e l'ABS, in quanto stabili, facilmente reperibili e relativamente facili da stampare.
La fotopolimerizzazione in vaschetta può essere utilizzata anche da stampanti 3D di livello consumer. Le stampanti desktop (SLA e MSLA) polimerizzano la loro resina liquida utilizzando la luce ultravioletta e possono stampare dettagli molto fini, mentre l'estrusione del filamento limita normalmente la finezza a pochi decimi di micrometri. Questo le rende eccellenti per miniature, statuette e prototipi molto dettagliati. Tuttavia, la stampa in resina comporta una procedura di lavaggio e post-indurimento più complicata e misure di sicurezza e manipolazione più severe.
Vantaggi e limiti
Il bello delle stampanti consumer è che sono poco costose e hanno un'ampia utilizzabilità. Possono essere iterate rapidamente, sperimentate in modo creativo e consentono di realizzare prototipi semplici e funzionali senza dover spendere soldi in attrezzature industriali. La manutenzione e la calibrazione non sono in genere un compito così problematico, ma possono richiedere tempo da parte dell'utente.
I loro punti deboli si riflettono nel fatto che richiedono precisione e ripetibilità o che si comportano bene con i materiali. Le tolleranze dimensionali possono variare, la finitura superficiale richiede una post-elaborazione e la resistenza meccanica tende a variare a seconda dell'orientamento della stampa. Anche se queste macchine sono perfette per l'apprendimento e il lavoro leggero, l'affidabilità di produzione non è di solito una caratteristica di queste macchine.
2. Stampanti 3D prosumer
Le stampanti 3D prosumer sono convenienti a livello amatoriale ma con capacità professionali. In genere risiedono negli studi di progettazione, nei dipartimenti di ingegneria e nelle piccole aziende manifatturiere. Sebbene l'estrusione di materiali rimanga una tecnologia considerevole in questo ambito, le macchine sono molto più avanzate. Caratteristiche come le camere riscaldate chiuse, il monitoraggio dei filamenti, gli ugelli temprati e l'aumento della temperatura degli hotend consentono di lavorare polimeri tecnici, tra cui nylon, policarbonato e TPU. [5].
I sistemi di fotopolimerizzazione a tino di livello prosumer offrono sistemi ottici ottimali, calibrazione di precisione e profili di resina controllati. Il risultato è una migliore precisione dimensionale e prevedibilità delle proprietà del materiale. Queste stampanti trovano applicazione soprattutto in settori come l'odontoiatria, la progettazione di prodotti e la fusione, dove sono richiesti precisione e spigoli vivi.
Nei sistemi compatti di fusione a letto di polveri polimeriche sono stati annunciati alcuni sistemi prosumer tecnologicamente più avanzati, tra cui SLS. Tali stampanti consentono la produzione di componenti resistenti e isotropi senza alcun tipo di supporto e sono ora possibili produzioni in piccole serie e assemblaggi funzionali.
Vantaggi e limiti
Le stampanti prosumer offrono un elevato incremento di affidabilità, consistenza e flessibilità dei materiali. Il numero di errori nelle stampe diminuisce, le tolleranze aumentano e le macchine sono sempre adatte all'uso professionale. Rappresentano un investimento redditizio perché consentono la sperimentazione e flussi di lavoro generatori di reddito.
Questi compromessi comportano costi di acquisizione più elevati, maggiore complessità di manutenzione e requisiti ambientali rigorosi. L'utilizzo di tecnologie come la SLS richiede la manipolazione della polvere e la ventilazione. Anche se le stampanti sono eccellenti per la piccola produzione e per la prototipazione a livello funzionale, potrebbero non fornire strutture di produzione e certificazione, come nel caso di industrie altamente regolamentate.
3. Stampanti 3D industriali
Le stampanti 3D industriali sono sviluppate per operare in un ambiente aziendale in cui le condizioni di produzione non possono essere compromesse in termini di ripetibilità, tracciabilità e prestazioni. [6]. Questi sistemi sono più grandi, più robusti e profondamente integrati nei processi di lavoro gestiti. Le tecnologie di fusione a letto di polvere sono particolarmente eccezionali se utilizzate con queste macchine. Le macchine SLS e MJF per polimeri possono produrre componenti finali con proprietà meccaniche elevate e quasi isotrope. Le tecnologie di fusione a letto di polvere di metallo DMLS e SLM sono utilizzate per fabbricare parti metalliche dense utilizzate nel settore aerospaziale, negli strumenti e nei dispositivi medici.
I sistemi di deposizione a energia diretta sono un altro pilastro della produzione additiva industriale. Eccellono nella riparazione di parti metalliche di alto valore, nella produzione di strutture di grandi dimensioni e consentono la realizzazione di setup di produzione ibridi che combinano la deposizione additiva con la lavorazione CNC.
Anche il getto di materiale gioca un ruolo importante a questo livello, soprattutto quando sono importanti la capacità multimateriale, l'accuratezza del colore e il realismo della superficie. Esistono anche sistemi di estrusione di materiali industriali, in particolare per polimeri ad alte prestazioni come il PEEK e il PEI, che richiedono camere riscaldate e una precisa regolazione termica.
Vantaggi e limiti
Le stampanti industriali offrono elevata ripetibilità, prestazioni dei materiali e scalabilità. Sono codificate come programmi di esecuzione automatica con monitoraggio in tempo reale, feedback ad anello chiuso e spesso utilizzano database di materiali certificati. La produzione additiva è un meccanismo di produzione affidabile in questi contesti.
Gli svantaggi principali sono rappresentati dalle limitazioni finanziarie e operative. L'investimento di capitale è elevato, le condizioni di installazione sono rigide ed è necessario personale qualificato. Ulteriori complicazioni sono rappresentate dai flussi di lavoro post-elaborazione, dalle procedure di garanzia della qualità e dalla certificazione dei materiali. Queste macchine sono giustificate quando le prestazioni, la personalizzazione o la libertà geometrica sono più importanti dei vincoli di produzione convenzionali.
Conclusione
La stampa 3D è diventata una tecnologia di produzione strategica che influenza la progettazione, la catena di fornitura e l'economia della produzione. La comprensione dei diversi tipi di stampa 3D, delle stampanti e dei sistemi di materiali consente ai progettisti e agli ingegneri di prendere le decisioni giuste che contribuiscono ad aggiungere valore agli obiettivi di produzione.
Riferimenti
[1] Istituto della saldatura. (2025). Che cos'è l'estrusione di materiale? (Una guida completa). https://www.twi-global.com/technical-knowledge/faqs/what-is-material-extrusion
[2] Peiling. (2025, 25 aprile). Cos'è la fotopolimerizzazione in vasca: Processo, applicazioni, materiali e costi. https://www.raise3d.com/blog/vat-photopolymerization-3d-printing/
[3] Progettazione del prodotto ingegneristico (2024, 8 giugno). Fusione a letto di polvere - SLS, DMLS, EBM e MJF. https://engineeringproductdesign.com/knowledge-base/powder-bed-fusion/
[4] Chimera 3D (2018, 15 agosto) Stampanti 3D industriali e consumer. https://3dchimera.com/blogs/connecting-the-dots/industrial-vs-consumer-3d-printer
[5] 3D Mag (2026, 28 gennaio). Informazioni sulle stampanti 3D prosumer: Soluzioni avanzate per desktop e semi-professionali. https://www.3dmag.com/3d-wikipedia/prosumer-3d-printers-advanced-desktop-semi-professional/
[6] 3D Gence (2026). 9 caratteristiche della stampante 3D industriale. https://3dgence.com/3dnews/industrial-3d-printers/














