
El moldeo por inyección de bajo volumen es la producción de cantidades comparativamente pequeñas de componentes de plástico mediante moldeo por inyección. El moldeo de bajo volumen no implica una producción a gran escala como el moldeo de producción en masa, sino que suele girar en torno a volúmenes de producción de entre cientos y miles de piezas. Es un método utilizado habitualmente para crear prototipos, probar productos, fabricar puentes y en componentes industriales especializados de alta precisión, donde la demanda es baja, pero aún así se necesita una gran precisión y repetibilidad.
El moldeo por inyección de bajo volumen permite a los fabricantes minimizar el tiempo de desarrollo y el riesgo financiero de una inversión significativa en utillaje. Los lotes pequeños permiten a las empresas experimentar con el rendimiento de un producto, recoger opiniones del mercado y crear un diseño mejor antes de comprometerse con la producción a gran escala. Esto convierte el proceso en un importante medio de transición entre la tecnología de prototipado rápido y los procesos de producción a gran escala.
La otra característica distintiva del moldeo por inyección de bajo volumen es la simplificación de las estrategias de utillaje. Los fabricantes pueden utilizar moldes de aluminio o un sistema de utillaje mixto en lugar de los costosos moldes de acero endurecido, de los que se espera que duren millones de ciclos. Estos materiales no sólo son más fáciles de mecanizar y mucho menos costosos de fabricar, sino que también permiten a las empresas recibir piezas moldeadas prácticamente funcionales a un coste extremadamente bajo en un plazo relativamente corto, con tolerancias relativamente ajustadas.
El moldeo por inyección de bajo volumen ofrece la flexibilidad necesaria para la innovación en la mayoría de los sectores, como los dispositivos médicos, las piezas de automoción, las carcasas electrónicas y el desarrollo de productos de consumo. Ayuda a los ingenieros a verificar la geometría de las piezas, las propiedades de los materiales y la compatibilidad del montaje antes de aumentar la producción.

¿Qué es el moldeo por inyección de series cortas?
Concepto y alcance de la producción
El moldeo por inyección de pequeñas series es un método de producción destinado a fabricar pequeños volúmenes de piezas de plástico moldeadas. Los volúmenes de producción en esta categoría suelen ser de 100 a 10.000 unidades, en función de la complejidad del producto y el método de utillaje. Es la gama que sirve de puente entre la creación de prototipos y la producción en serie, de modo que los fabricantes pueden satisfacer la demanda en un plazo breve sin necesidad de invertir en costosos utillajes de producción.
Las empresas recurren con frecuencia al moldeo de series cortas cuando se introducen nuevos productos, así como para producir pequeñas cantidades de piezas necesarias en ediciones limitadas o piezas de repuesto. En estos casos, la producción de pequeñas series ofrece grandes ventajas económicas gracias a la flexibilidad que permite. En lugar de mantener enormes existencias de componentes de plástico en stock, los fabricantes pueden fabricar componentes a voluntad.
La segunda ventaja es la capacidad de modificar el utillaje y el diseño de las piezas en poco tiempo. Dado que los moldes para pequeñas series suelen fabricarse en aluminio o aceros más blandos, es posible realizar cambios de diseño mucho más rápido que con los moldes de acero endurecido, en los que pueden lograrse largas series de producción.
Estrategias de mecanizado para series pequeñas
El moldeo por inyección de pequeñas series depende en gran medida del diseño del utillaje. El molde no debe haber perdido la precisión necesaria para fabricar piezas de plástico consistentes, pero debe ser lo suficientemente rentable como para garantizar ciclos de producción cortos.
Muchos fabricantes utilizan las bases de molde modulares, en las que la cavidad del molde consta de insertos intercambiables. Este método permite a los ingenieros cambiar el inserto de la cavidad siempre que modifiquen el diseño y conservar la estructura primaria del molde. Así, el rediseño del molde completo será menos costoso y llevará menos tiempo.
Los moldes para series pequeñas también pueden estar provistos de sistemas de canal caliente para aumentar la eficiencia de los materiales utilizados y minimizar el desperdicio. Cuando la simplicidad y los costes de utillaje son importantes, se suelen utilizar moldes de canal frío.
Eficiencia de costes en la pequeña industria
Desde el punto de vista económico, el moldeo por inyección en pequeñas series implica un estrecho equilibrio entre el coste de las herramientas, la cantidad de material consumido y el tiempo de producción. El precio unitario puede ser mayor en la producción en serie, pero el riesgo financiero de la producción es mucho menor, ya que la fabricación de pequeñas series tiene menores necesidades de utillaje.
El análisis del umbral de rentabilidad que suelen realizar los fabricantes tiene por objeto decidir si el moldeo por inyección es el más adecuado. A escalas de producción superiores a límites específicos, el moldeo por inyección es más rentable que otras técnicas de producción como el mecanizado CNC o la fabricación aditiva.
| Método de producción | Cantidades típicas | Coste relativo por pieza | Requisitos de utillaje |
|---|---|---|---|
| Impresión 3D | 1 - 200 | Alta | Ninguno |
| Mecanizado CNC | 10 - 500 | Moderado a alto | Ninguno |
| Moldeo por inyección de pequeñas series | 500 - 10,000 | Moderado | Moderado |
| Moldeo por inyección en masa | 10,000+ | Bajo | Alta |
Aplicaciones de desarrollo de productos y pruebas de mercado
La producción en pequeñas series es importante para probar conceptos de producto antes de invertir masivamente en ellos. Las empresas suelen utilizar estos lotes de producción para probar su aceptabilidad por parte de los consumidores, optimizar el producto y determinar mejoras de fabricación.
A modo de ejemplo, una empresa de electrónica de consumo puede producir varios miles de unidades de una nueva carcasa en dispositivos para establecer la demanda del mercado antes de comprometerse con la producción en masa. Este planteamiento reduce el riesgo financiero y ofrece información útil sobre el uso real.
¿Qué es el moldeo por inyección de plásticos en series cortas?
Características de la fabricación a corto plazo
El moldeo por inyección de plásticos en tiradas cortas se especializa en la producción limitada de piezas en plazos construidos [1]. Dependiendo de la aplicación, el volumen de producción puede oscilar entre unas pocas docenas y cientos de unidades. El objetivo principal es la rápida rotación de la producción, frente a la eficiencia de la producción durante un largo periodo.
La producción en tiradas cortas es especialmente aplicable cuando el producto necesita piezas de repuesto, nuevos diseños o un producto de edición limitada. Como este tipo de proyectos suelen tener un calendario ajustado, los fabricantes se centran en el curso simplificado del trabajo y el diseño simplificado del molde.
Flujo de trabajo de fabricación
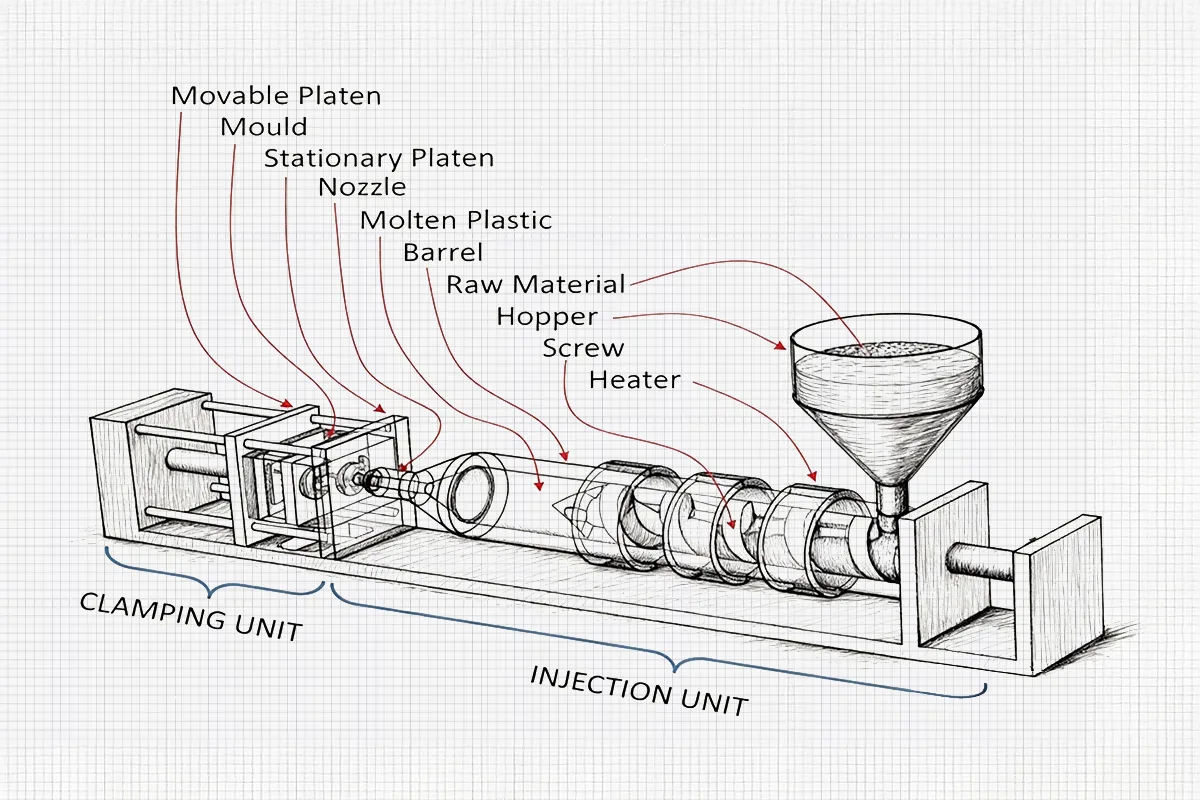
El ciclo de fabricación del moldeo por inyección de plásticos en tiradas cortas es el mismo que el del moldeo por inyección convencional. La principal diferencia es la escala de producción y la durabilidad de las herramientas. Comienza calentando un material termoplástico en un barril calentado. A continuación, un tornillo giratorio introduce el plástico fundido en la cavidad del molde a alta presión.
Una vez llena la cavidad, el material plástico se deja enfriar y se endurece en el molde. A continuación, el molde se abre y unos pasadores eyectores liberan el componente acabado. Dependiendo del lote de producción, este ciclo puede repetirse cientos e incluso miles de veces.
Aunque el proceso es idéntico al del moldeo por inyección tradicional, la velocidad de preparación y fabricación rápida de utillajes es mayor en la fabricación de series cortas. A los ingenieros les interesa maximizar el tiempo de ciclo y minimizar la complejidad del utillaje.
Materiales habituales
El moldeo por inyección de plásticos en tiradas cortas utiliza una amplia variedad de termoplásticos. El proceso de selección del material depende en gran medida de las prestaciones que requiera la pieza, como resistencia, flexibilidad, resistencia al calor y durabilidad química.
Los materiales más comunes son el polipropileno, el polietileno, el nailon, el policarbonato y los elastómeros termoplásticos. Estos materiales ofrecen un equilibrio entre procesabilidad y rendimiento mecánico, lo que los hace populares tanto en la creación de prototipos funcionales como en piezas de producción limitada.
Cuando las propiedades térmicas o mecánicas son esenciales, se recurre a polímeros de calidad técnica, como el PEEK o los nylons reforzados. Sin embargo, estos tipos de materiales tienden a aumentar los costes tanto de utillaje como de procesamiento.
Aplicaciones del moldeo de series cortas
El moldeo por inyección en tiradas cortas se utiliza mucho en sectores en los que la demanda de un producto o el volumen de producción no son seguros. Las nuevas empresas utilizan el moldeo de series cortas para generar su primer lote de productos y verificar simultáneamente la demanda del mercado.
Por ejemplo, fabricantes de productos sanitarios también emplean el moldeo de series cortas para fabricar equipos especializados y herramientas a medida. En estos casos, las pruebas reglamentarias y la validación del diseño suelen realizarse antes de producir grandes volúmenes.
El sector del automóvil no es una excepción, ya que la producción de series cortas ayuda a fabricar piezas a medida, vehículos conceptuales y recambios para modelos que ya no se fabrican. [2].
¿Qué es el moldeo por inyección de plástico de bajo volumen?
Herramientas rápidas y materiales para moldes
El moldeo por inyección de plásticos de bajo volumen aplica métodos de utillaje rápido que reducen el tiempo de fabricación de los moldes. Los moldes de acero endurecido se sustituyen por moldes de aluminio, ya que permiten un mecanizado sencillo y un plazo de entrega rápido. [3].
Los moldes de aluminio suelen producir unos mil componentes antes de agotarse. Se adaptan a la producción de bajo volumen, lo que los convierte en una solución viable para probar y testar prototipos en el mercado.
Otras técnicas de mecanizado rápido son el mecanizado CNC, el mecanizado por descarga eléctrica (EDM) y, a veces, una mezcla de mecanizado aditivo y sustractivo de la producción con pistas de refrigeración conformadas que forman parte del diseño del molde.
Eficiencia de costes en una producción limitada
Una de las principales motivaciones de las aplicaciones de moldeo por inyección de bajo volumen es el control de costes. Confiar en el utillaje convencional de gran volumen para fabricar pequeños volúmenes de producción puede resultar poco realista desde el punto de vista económico. La producción de bajo volumen requiere una menor inversión inicial en el utillaje y proporciona piezas de calidad de producción.
El coste general de la producción en serie es incomparable con el del moldeo de bajo volumen. Los costes de utillaje son inferiores, pero el coste por pieza es ligeramente superior porque se producen menos unidades para distribuir la inversión en utillaje. No obstante, el proceso es rentable en proyectos cuya demanda es incierta o en aquellos con pocos requisitos de producción.
Otra ventaja financiera puede considerarse la gestión de las existencias. Las empresas no necesitan fabricar grandes cantidades ni mantener existencias en los almacenes, ya que pueden producir unidades limitadas en función de la demanda.
¿Cómo llevar a cabo el control de calidad en la fabricación de plásticos de bajo volumen?
La gestión de la calidad en el moldeo por inyección de plásticos de bajo volumen es una consideración vinculante para garantizar que los lotes de producción de bajo volumen igualen el tamaño y el aspecto estético que daría la producción a gran escala. El número de piezas producidas puede ser relativamente pequeño. Sin embargo, estas piezas deben tener un alto valor funcional para probar un producto, hacer una producción piloto o realizar otra tarea especializada en la industria. Esto ha obligado a los gobiernos a introducir estrictos sistemas de inspección y control del proceso por parte de los fabricantes como método de coherencia y fiabilidad.
Principales controles de calidad previos a la producción y durante la misma
Uno de los primeros elementos del control de calidad en la fabricación de bajo volumen es la validación del proceso. Antes de la producción real, los ingenieros suelen probar los productos para asegurarse de que el diseño del molde, las propiedades de los materiales que fluyen por él y los ajustes de la máquina producen piezas satisfactorias. Durante estas pruebas preliminares, los técnicos tienen en cuenta aspectos como los patrones de llenado, las velocidades de enfriamiento, los patrones de contracción y la posible formación de defectos. La presión de inyección, la temperatura del molde y el tiempo de enfriamiento se controlan normalmente para conseguir unas condiciones de procesamiento constantes.
La precisión dimensional es el otro componente fundamental de la garantía de calidad. Las piezas moldeadas por inyección deben fabricarse con tolerancias extremadamente ajustadas para que encajen bien en componentes mecánicos o cajas eléctricas. Los fabricantes utilizan equipos de medición de la calidad, como máquinas de medición de coordenadas (MMC), comparadores ópticos y escáneres láser, para medir la conformidad dimensional. Estas herramientas ayudan a los inspectores a medir las piezas fabricadas utilizando modelos de diseño digital asignados y a determinar las desviaciones que pueden afectar al rendimiento de los productos.
Garantía de calidad de materiales y superficies
La verificación del material también desempeña un papel importante en el mantenimiento de la calidad del producto. Los polímeros termoplásticos moldeados por inyección poseen determinadas propiedades mecánicas y térmicas, que deben conservarse durante el proceso de producción. [4]. A este respecto, pueden realizarse pruebas para asegurarse de que el material es el correcto, posee la cantidad correcta de contenido de humedad y posee las características correctas de flujo de fusión, antes de llevarlo a la fase de producción. No se puede ignorar la manipulación del material, ya que un exceso de humedad o contaminación podría provocar imperfecciones en la superficie, como puntos de laceración, integridad estructural o características mecánicas deficientes.
Las comprobaciones del acabado superficial y la inspección visual son muy importantes, sobre todo para las piezas utilizadas en las industrias de bienes de consumo o equipos médicos. Los defectos que se comprueban en las piezas moldeadas son rebabas, hundimientos, quemaduras, alabeos y rellenos incompletos. Incluso las pequeñas imperfecciones visuales pueden comprometer la calidad percibida de un producto o interferir en los procesos de montaje. Un buen número de plantas utilizan sistemas de visión automatizados para detectar estos defectos y permitir a los fabricantes tener la capacidad de disponer de un estándar homogéneo, incluso cuando el lote de producción es pequeño.
Trazabilidad y validación funcional
La documentación y la trazabilidad también contribuyen a mejorar los sistemas de control de calidad. Cada ciclo de producción tiene un registro detallado que suele incluir los ajustes de la máquina, los lotes de material, la inspección y las observaciones del operario. Este tipo de documentación resulta muy útil en el proceso de resolución de problemas, y cualquier problema detectado durante las pruebas del producto puede remediarse antes de la fabricación.
Por último, las pruebas funcionales suelen realizarse cuando las piezas van a instalarse en entornos exigentes. Para garantizar que los componentes pueden funcionar en situaciones reales, pueden someterse a pruebas de tensión mecánica, de exposición térmica o de ensamblaje. Por ejemplo, las carcasas de plástico para dispositivos electrónicos pueden someterse a pruebas de resistencia a impactos y tolerancia térmica, mientras que los componentes mecánicos pueden evaluarse en función de su resistencia al desgaste y capacidad de carga.
La inspección dimensional, el control de procesos, la comprobación de materiales y las pruebas funcionales permiten a los fabricantes conseguir piezas de alta calidad incluso cuando utilizan líneas de producción pequeñas. El control de calidad no solo es eficaz para garantizar que las piezas moldeadas por inyección de plástico de bajo volumen tengan las especificaciones técnicas correctas. [5]. Sin embargo, también contribuye al éxito del desarrollo del producto, ya que proporciona información fiable para el futuro escalado de la producción.
Cuadro comparativo de la producción
La tabla siguiente compara el moldeo por inyección de bajo volumen y el moldeo por inyección tradicional de alto volumen en varios parámetros importantes.
| Factor de producción | Moldeo por inyección de bajo volumen | Moldeo por inyección de gran volumen |
|---|---|---|
| Cantidad típica de producción | 50 - 10.000 piezas | 50.000 - millones de piezas |
| Material del molde | Aluminio o acero blando | Acero endurecido |
| Coste del utillaje | Bajo a moderado | Alta |
| Plazo de entrega de las herramientas | 1 - 4 semanas | 8 - 16 semanas |
| Coste por pieza | Más alto | Baja |
| Flexibilidad de diseño | Alta | Limitado una vez construido el molde |
| Caso de uso ideal | Prototipos y series cortas | Fabricación en serie |
Esta comparación pone de relieve el papel estratégico que desempeña el moldeo de bajo volumen en los ecosistemas de fabricación modernos.
¿Cuáles son las ventajas y desventajas del moldeo por inyección de bajo volumen?
Ventajas clave
El moldeo por inyección de bajo volumen posee varias ventajas que lo hacen muy atractivo en el desarrollo de productos. Entre los beneficios más significativos se encuentra la capacidad de obtener rápidamente piezas de calidad de producción. No obstante, a diferencia de la impresión 3D, los productos moldeados por inyección poseen propiedades mecánicas, acabado superficial y precisión dimensional idénticos a los de los productos acabados.
La segunda ventaja es que es posible realizar pruebas funcionales en condiciones reales. Los ingenieros pueden ensamblar las piezas moldeadas en los sistemas completos, probar su durabilidad y otras pruebas de producto, y establecer su rendimiento sin los costosos moldes de gran volumen.
El moldeo de bajo volumen también se utiliza para conseguir la personalización. Permite a los fabricantes producir varias versiones de un producto sin tener que recurrir necesariamente a la producción en serie.
Limitaciones y retos
El moldeo por inyección de bajo volumen tiene muchas limitaciones a pesar de todas sus ventajas. La mayor es que su precio por unidad es bastante elevado en comparación con la producción en serie. Cuando se trata de una gran cantidad de producción, la economía de producción se inclina normalmente por el moldeo por inyección tradicional de gran volumen.
La otra restricción está en la durabilidad del molde. La producción de bajo volumen también podría necesitar moldes de aluminio más baratos que se desgastan más rápido que los de acero endurecido, sobre todo cuando se utilizan materiales abrasivos como polímeros rellenos de vidrio.
La optimización del ciclo no es tan intensa en entornos de producción de bajo volumen. Dado que el número total de piezas es menor, es posible que los fabricantes den prioridad a la flexibilidad y la preparación rápida frente a la maximización de la eficiencia de la producción.
¿Cómo ayuda el moldeo por inyección de bajo volumen al desarrollo de productos?
Uno de los elementos significativos de la política moderna de desarrollo de productos es el moldeo por inyección de bajo volumen. Se emplea como intermediario entre el prototipo y la producción a gran escala. [6]. Es una de las vías intermedias donde los ingenieros pueden experimentar con materiales y procesos de producción reales.
Esta fase de producción es habitual en empresas que fabrican productos electrónicos de consumo, equipos médicos, piezas de automóviles y artilugios industriales, ya que pulen sus productos. La capacidad de reiterar rápidamente el proceso con la calidad de producción es extremadamente rápida para acelerar la innovación.
El moldeo de bajo volumen facilita las pruebas de mercado con inversiones reducidas. Las empresas pueden lanzar pequeñas cantidades de los productos para probar su demanda en el mercado, recibir comentarios y tener la oportunidad de hacer cualquier ajuste en los diseños de sus productos.
El moldeo por inyección de bajo volumen ha cobrado importancia debido a los ciclos de vida más cortos de los productos y a la creciente necesidad de personalización. También proporciona al fabricante la flexibilidad necesaria para responder a cualquier alteración en los mercados y seguir alcanzando la precisión y consistencia de una tecnología de moldeo por inyección estándar.
Referencias
[1] Kosmerick, J. (2025). Moldeo por Inyección de Corta Duración: Una Guía Completa. https://uptivemfg.com/short-run-injection-molding-a-comprehensive-guide/
[2] Stoner Molding Solutions (2023, 28 de septiembre). Moldeo por inyección en series cortas y las industrias que se benefician de él. https://stonermolding.com/blog/knowledge-base/2023/09/28/industries-that-benefit-from-short-run-injection-molding
[3] Aco Mold (2025). La guía definitiva para el moldeo por inyección de bajo volumen. https://www.acomold.com/low-volume-injection-molding-ultimate-guide.html
[4] Protolabs (2026). Cómo aprovechar el moldeo por inyección de bajo volumen. https://www.protolabs.com/resources/design-tips/leveraging-low-volume-injection-molding/
[5] Formlabs (2025). Guía del moldeo por inyección de bajo volumen. https://formlabs.com/global/blog/low-volume-injection-molding/
[6] Jianzhi (2025, 2 de septiembre). Guía de moldeo por inyección de bajo volumen: Todo lo que necesita saber. https://www.swcpu.com/blog/low-volume-injection-moulding/














