
القولبة بالحقن منخفضة الحجم هي إنتاج كميات صغيرة نسبياً من المكونات البلاستيكية عن طريق القولبة بالحقن. لا ينطوي القولبة منخفضة الحجم على إنتاج واسع النطاق كما هو الحال في القولبة الإنتاجية الضخمة، ولكن غالبًا ما تدور حول أحجام إنتاج تتراوح بين مئات الأجزاء والآلاف. وهي طريقة تُستخدم عادةً في النماذج الأولية واختبار المنتجات وتصنيع الجسور وفي المكونات الصناعية المتخصصة عالية الدقة، حيث يكون الطلب منخفضًا، ومع ذلك لا يزال يحتاج إلى دقة عالية وقابلية للتكرار.
يمكّن القولبة بالحقن منخفضة الحجم الشركات المصنعة من تقليل وقت التطوير والمخاطر المالية للاستثمار الكبير في الأدوات. تسمح الدُفعات الصغيرة للشركات بتجربة أداء المنتج، وجمع ملاحظات السوق، وإنشاء تصميم أفضل قبل الالتزام بالإنتاج على نطاق واسع. وهذا يجعل هذه العملية وسيلة انتقال هامة بين تقنية النماذج الأولية السريعة وعمليات الإنتاج على نطاق واسع.
السمة المميزة الأخرى لقولبة الحقن منخفضة الحجم هي استراتيجيات الأدوات المبسطة. قد يستخدم المصنعون قوالب الألومنيوم أو نظام الأدوات المختلطة بدلاً من القوالب الفولاذية المقواة المكلفة، والتي من المتوقع أن تدوم ملايين الدورات. ولا يقتصر الأمر على أن هذه المواد أسهل في التصنيع وأقل تكلفة بكثير في التصنيع فحسب، بل إنها تمكّن الشركات أيضًا من الحصول على أجزاء مصبوبة عملية عمليًا بتكلفة منخفضة للغاية في وقت قصير نسبيًا، مع تفاوتات ضيقة نسبيًا.
يوفر القولبة بالحقن منخفضة الحجم المرونة اللازمة للابتكار في معظم الصناعات، مثل الأجهزة الطبية وقطع غيار السيارات ومرفقات الإلكترونيات وتطوير المنتجات الاستهلاكية. فهي تساعد المهندسين على التحقق من هندسة الأجزاء وخصائص المواد، بالإضافة إلى توافق التجميع، قبل توسيع نطاق الإنتاج.

ما هو قولبة الحقن بالحقن على مراحل صغيرة؟
المفهوم ونطاق الإنتاج
القولبة بالحقن صغيرة التشغيل هي نهج إنتاج يهدف إلى تصنيع كميات صغيرة من الأجزاء البلاستيكية المقولبة. وتتراوح أحجام الإنتاج تحت هذه الفئة عادةً من 100 إلى 10000 وحدة، بناءً على مدى تعقيد المنتج وطريقة تصنيع الأدوات. هذا هو النطاق الذي يسد الفجوة بين النماذج الأولية والإنتاج بكميات كبيرة، بحيث يمكن للمصنعين تلبية الطلب خلال فترة قصيرة دون أي استثمار في أدوات الإنتاج باهظة الثمن.
كثيرًا ما تستخدم الشركات التشكيل على دفعات صغيرة عند طرح منتجات جديدة، بالإضافة إلى إنتاج كميات صغيرة من الأجزاء المطلوبة على أساس إصدار محدود، أو قطع الغيار. يوفر الإنتاج على دفعات صغيرة في مثل هذه الحالات فوائد اقتصادية كبيرة بسبب المرونة التي يتيحها. فبدلاً من الاحتفاظ بمخزونات ضخمة من المكونات البلاستيكية في المخزون، يمكن للمصنعين تصنيع المكونات حسب الرغبة.
والفائدة الثانية هي القدرة على تعديل الأدوات وتصميم الأجزاء في فترة زمنية قصيرة. نظرًا لأن القوالب صغيرة التشغيل عادةً ما تكون مصنوعة من الألومنيوم أو الفولاذ اللين، فمن الممكن إجراء تغييرات في التصميم بشكل أسرع بكثير من القوالب الفولاذية المقواة، حيث يمكن إنجاز عمليات إنتاج طويلة.
استراتيجيات الأدوات لعمليات الإنتاج الصغيرة
يعتمد قولبة الحقن صغيرة المدى اعتمادًا كبيرًا على تصميم الأدوات. لا ينبغي أن يفقد القالب الدقة اللازمة لتصنيع قطع بلاستيكية متناسقة، ولكن يجب أن يكون فعالاً من حيث التكلفة بما يكفي لضمان دورات إنتاج قصيرة.
تستخدم العديد من الشركات المصنعة قواعد القوالب المعيارية حيث يشتمل تجويف القالب على إدخالات قابلة للتبديل. تُمكِّن هذه الطريقة المهندسين من تغيير إدراج التجويف عند تغيير التصميم والاحتفاظ بهيكل القالب الأساسي. وبالتالي، ستصبح إعادة تصميم القالب الكامل أقل تكلفة وأقل استهلاكًا للوقت.
يمكن أيضًا توفير قوالب التشغيل الصغيرة مع أنظمة العداء الساخن من أجل تعزيز كفاءة المواد المستخدمة وتقليل الفاقد. عندما تكون البساطة وتكاليف الأدوات مهمة، غالبًا ما يتم استخدام القوالب الباردة العداءة.
كفاءة التكلفة في التصنيع على نطاق صغير
من الناحية الاقتصادية، يتضمن القولبة بالحقن على نطاق صغير موازنة دقيقة بين تكلفة الأدوات وكمية المواد المستهلكة ووقت الإنتاج. قد يكون سعر الوحدة أعلى في الإنتاج الضخم، ولكن المخاطر المالية للإنتاج أقل بكثير، حيث أن التصنيع على نطاق صغير له احتياجات أقل من الأدوات.
يهدف تحليل نقطة التعادل الذي تجريه الشركات المصنعة عادةً إلى تحديد ما إذا كان التشكيل بالحقن هو الأنسب. في نطاقات الإنتاج التي تتجاوز الحدود المحددة، يكون القولبة بالحقن أكثر فعالية من حيث التكلفة من تقنيات الإنتاج الأخرى مثل التصنيع باستخدام الحاسب الآلي أو التصنيع الإضافي.
| طريقة الإنتاج | نطاق الكمية النموذجية | التكلفة النسبية لكل جزء | متطلبات الأدوات |
|---|---|---|---|
| الطباعة ثلاثية الأبعاد | 1 - 200 | عالية | لا يوجد |
| التصنيع الآلي باستخدام الحاسب الآلي | 10 - 500 | متوسط إلى مرتفع | لا يوجد |
| قولبة الحقن بالحقن على نطاق صغير | 500 - 10,000 | معتدل | معتدل |
| صب القوالب بالحقن الشامل | 10,000+ | منخفضة | عالية |
تطبيقات تطوير المنتجات واختبار السوق
الإنتاج على دفعات صغيرة مهم في اختبار مفاهيم المنتجات قبل الاستثمار الضخم فيها. وغالباً ما تستخدم الشركات هذه الدفعات الإنتاجية لاختبار مدى قبول المستهلكين لها وتحسين المنتج وتحديد التحسينات في التصنيع.
على سبيل التوضيح، يمكن لشركة إلكترونيات استهلاكية أن تنتج عدة آلاف من الوحدات من غلاف جديد في الأجهزة لتحديد الطلب في السوق قبل الالتزام بالإنتاج بكميات كبيرة. ويقلل هذا النهج من مخاطر التمويل ويوفر ملاحظات مفيدة حول الاستخدام الفعلي.
ما هي قوالب حقن البلاستيك قصيرة المدى؟
خصائص التصنيع على المدى القصير
صب حقن البلاستيك بالحقن على المدى القصير متخصص في الإنتاج المحدود للأجزاء ضمن الأطر الزمنية المبنية [1]. واعتمادًا على التطبيق، يمكن أن يتراوح حجم الإنتاج من بضع عشرات إلى مئات الوحدات. والهدف الرئيسي هو سرعة دوران الإنتاج بدلاً من كفاءة الإنتاج على مدى فترة طويلة.
وينطبق الإنتاج على المدى القصير بشكل خاص عندما يحتاج المنتج إلى قطع غيار أو تصميمات جديدة أو منتج بإصدار محدود. نظرًا لأن مثل هذه المشاريع عادةً ما تكون في جدول زمني ضيق، فإن المصنعين يركزون على مسار العمل المبسط والتصميم المبسط للقالب.
سير عمل التصنيع
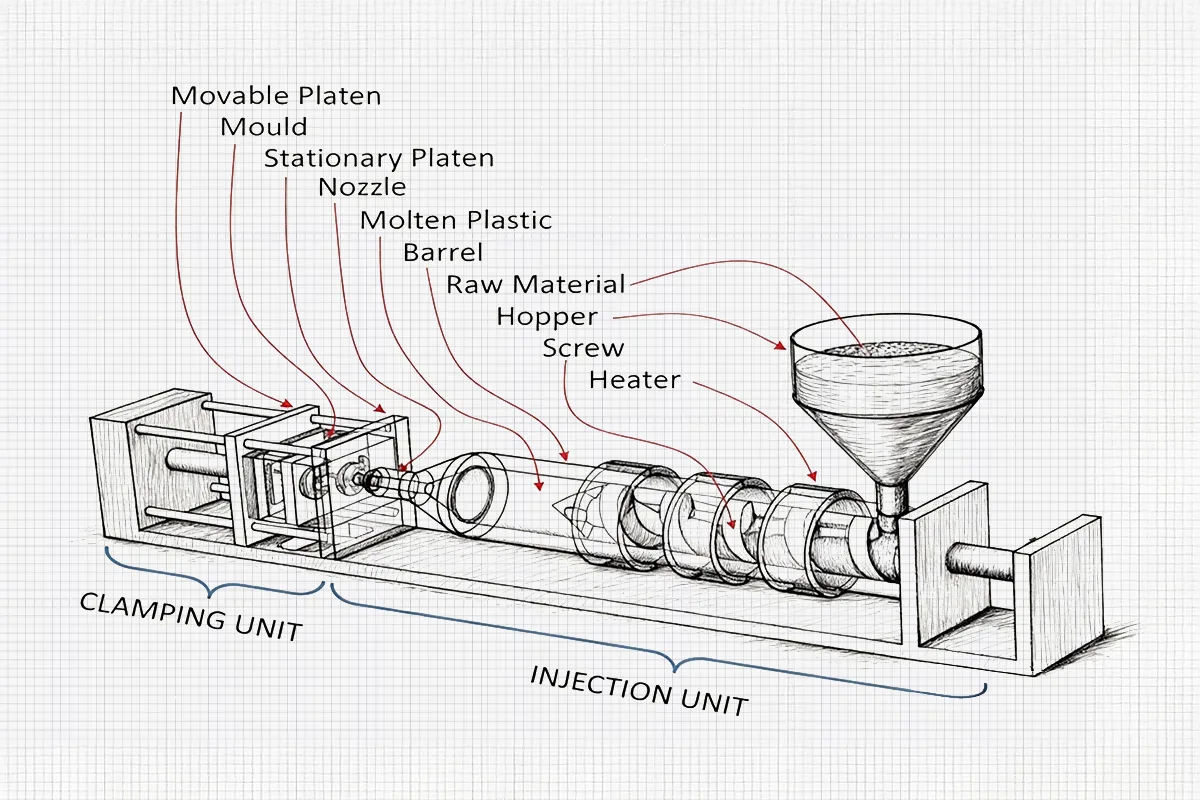
دورة التصنيع لقولبة حقن البلاستيك على المدى القصير هي نفس دورة التصنيع لقولبة الحقن التقليدية. الفرق الرئيسي هو حجم الإنتاج ومتانة الأدوات. تبدأ بتسخين مادة بلاستيكية حرارية في برميل ساخن. ثم يتم دفع البلاستيك المنصهر في تجويف قالب عالي الضغط بواسطة برغي دوار.
بمجرد امتلاء التجويف، تترك المادة البلاستيكية لتبرد وتتصلب في القالب. ثم يفتح القالب، وتطلق دبابيس القاذف المكون النهائي. واعتمادًا على دفعة الإنتاج، يمكن تكرار هذه الدورة مئات بل وآلاف المرات.
على الرغم من أن العملية مطابقة لعملية القولبة بالحقن التقليدية، إلا أن سرعة الإعداد والتصنيع السريع للأدوات أعلى في التصنيع على المدى القصير. يهتم المهندسون بتعظيم زمن الدورة وتقليل تعقيد الأدوات إلى الحد الأدنى.
المواد الشائعة المستخدمة
تستخدم قوالب حقن البلاستيك قصيرة المدى مجموعة متنوعة من اللدائن الحرارية. تعتمد عملية اختيار المواد إلى حد كبير على الأداء الذي يتطلبه الجزء، مثل القوة والمرونة ومقاومة الحرارة والمتانة الكيميائية.
تشمل المواد الشائعة البولي بروبلين والبولي إيثيلين والنايلون والبولي كربونات واللدائن البلاستيكية الحرارية. توفر هذه المواد مفاضلة بين قابلية المعالجة والأداء الميكانيكي، مما يجعلها شائعة في كل من النماذج الأولية الوظيفية وأجزاء الإنتاج المحدودة.
في الحالات التي تكون فيها الخصائص الحرارية أو الميكانيكية ضرورية، يتم النظر في البوليمرات ذات الدرجة الهندسية، مثل البوليمرات من الدرجة الهندسية، مثل PEEK أو النايلون المقوى. ومع ذلك، تميل هذه الأنواع من المواد إلى زيادة تكاليف الأدوات والمعالجة.
تطبيقات القوالب قصيرة المدى
يُستخدم القولبة بالحقن على المدى القصير على نطاق واسع في الصناعات التي لا يكون فيها الطلب على المنتج أو حجم الإنتاج غير مؤكد. وتستخدم المشاريع التجارية الجديدة القولبة على المدى القصير لإنتاج أول دفعة من السلع والتحقق من طلب السوق في نفس الوقت.
على سبيل المثال, الشركات المصنعة للأجهزة الطبية كما تستخدم أيضًا القولبة قصيرة المدى لتصنيع المعدات المتخصصة والأدوات المخصصة. في مثل هذه الحالات، عادةً ما يتم إجراء الاختبارات التنظيمية والتحقق من صحة التصميم قبل إنتاج كميات كبيرة من الإنتاج.
قطاع السيارات ليس استثناءً، حيث يساعد الإنتاج على المدى القصير على إنتاج قطع غيار مصممة خصيصًا ومركبات نموذجية وقطع غيار للموديلات التي لم تعد قيد الإنتاج [2].
ما هي قوالب حقن البلاستيك منخفضة الحجم؟
الأدوات السريعة ومواد القوالب والقوالب السريعة
تطبق قوالب حقن البلاستيك منخفضة الحجم طرقًا سريعة لتصنيع الأدوات التي تقلل من وقت تصنيع القوالب. يتم استبدال القوالب الفولاذية المقواة بقوالب الألومنيوم لأنها تتيح سهولة التصنيع الآلي وسرعة إنجاز العمل [3].
يمكن أن تنتج قوالب الألومنيوم عادةً ألف مكوّن أو نحو ذلك قبل أن تعاني من الاستنفاد. وهي تناسب الإنتاج بكميات منخفضة، مما يجعلها حلاً قابلاً للتطبيق لاختبار النماذج الأولية وإثباتها في السوق.
تشمل تقنيات تصنيع الأدوات السريعة الأخرى التصنيع الآلي باستخدام الحاسب الآلي، والتصنيع الآلي بالتفريغ الكهربائي (EDM)، وأحيانًا مزيج من التصنيع الآلي الإضافي والطرح للإنتاج مع مسارات تبريد مطابقة تشكل جزءًا من تصميم القالب.
كفاءة التكلفة في الإنتاج المحدود
أحد الدوافع الرئيسية لتطبيقات القولبة بالحقن منخفضة الحجم هو التحكم في التكلفة. يمكن أن يكون الاعتماد على الأدوات التقليدية ذات الحجم الكبير لتصنيع كميات صغيرة من الإنتاج غير واقعي من الناحية الاقتصادية. يتطلب الإنتاج منخفض الحجم استثمارًا أوليًا أقل في الأدوات ويعطي أجزاء من جودة الإنتاج.
لا يمكن مقارنة التكلفة العامة للإنتاج الضخم بالتكلفة العامة لقولبة القوالب منخفضة الحجم. تكاليف الأدوات أقل، ولكن تكلفة الجزء الواحد أعلى قليلاً لأنه يتم إنتاج عدد أقل من الوحدات لتوزيع الاستثمار في الأدوات. ومع ذلك، فإن هذه العملية فعالة من حيث التكلفة في المشاريع التي يكون الطلب عليها غير مؤكد أو تلك التي تكون متطلبات الإنتاج فيها قليلة.
ويمكن اعتبار إدارة المخزون ميزة مالية أخرى تتمثل في إدارة المخزون. فالشركات لا تحتاج إلى تصنيع كميات كبيرة أو الاحتفاظ بمخزون في المستودعات حيث يمكنها إنتاج وحدات محدودة بناءً على الطلب.
كيفية إجراء مراقبة الجودة في تصنيع البلاستيك منخفض الحجم؟
تُعد إدارة الجودة في قولبة حقن البلاستيك منخفضة الحجم اعتبارًا ملزمًا في ضمان تطابق دفعات الإنتاج منخفضة الحجم مع الحجم والمظهر الجمالي الذي سيمنحه الإنتاج على نطاق واسع. يمكن أن يكون عدد الأجزاء المنتجة صغيرًا نسبيًا. ومع ذلك، يجب أن تكون هذه الأجزاء ذات قيمة وظيفية عالية لإثبات منتج ما، أو للقيام بالإنتاج التجريبي، أو لأداء مهمة متخصصة أخرى في الصناعة. وقد استلزم ذلك من الحكومات إدخال أنظمة فحص صارمة ومراقبة العمليات من قبل الشركات المصنعة كوسيلة للاتساق والموثوقية.
ضوابط الجودة الأساسية لما قبل الإنتاج وأثناء العملية
أحد العناصر الأولى لمراقبة الجودة في التصنيع منخفض الحجم هو التحقق من صحة العملية. قبل الإنتاج الحقيقي، عادةً ما يقوم المهندسون باختبار المنتجات للتأكد من أن تصميم القالب وخصائص المواد المتدفقة عبر القالب وإعدادات الماكينة تنتج أجزاءً مرضية. خلال هذه الاختبارات الأولية، يأخذ الفنيون في الاعتبار جوانب مثل أنماط التعبئة ومعدلات التبريد وأنماط الانكماش والتشكيل المحتمل للعيوب. عادةً ما يتم التحكم في ضغط الحقن ودرجة حرارة القالب ووقت التبريد لتحقيق ظروف معالجة ثابتة.
دقة الأبعاد هي العنصر الأساسي الآخر لضمان الجودة. يجب أن يتم إنتاج الأجزاء المصبوبة بالحقن بتفاوتات ضيقة للغاية لتتناسب بشكل جيد مع المكونات الميكانيكية أو العبوات الكهربائية. يستخدم المصنعون معدات قياس الجودة مثل ماكينات قياس الإحداثيات (CMM) وأجهزة المقارنة البصرية والماسحات الضوئية بالليزر لقياس مدى توافق الأبعاد. تساعد هذه الأدوات المفتشين على قياس الأجزاء المصنعة باستخدام نماذج التصميم الرقمي المخصصة وتحديد الانحرافات التي يمكن أن تؤثر على أداء المنتجات.
ضمان جودة المواد والسطح
يلعب التحقق من المواد أيضًا دورًا مهمًا في الحفاظ على جودة المنتج. تتميز بوليمرات اللدائن الحرارية المقولبة بالحقن بخصائص ميكانيكية وحرارية معينة، ويجب الحفاظ عليها أثناء عملية الإنتاج [4]. وفي هذا الصدد، يمكن إجراء اختبارات للتأكد من أن المادة هي المادة الصحيحة، وأنها تمتلك الكمية الصحيحة من محتوى الرطوبة، وتمتلك خصائص التدفق الذائب الصحيحة، قبل نقلها إلى مرحلة الإنتاج. لا يمكن تجاهل مناولة المواد لأن الرطوبة الزائدة أو التلوث يمكن أن يؤدي إلى عيوب في السطح، مثل بقع التمزق، أو السلامة الهيكلية دون المستوى المطلوب، أو الخصائص الميكانيكية.
تُعد فحوصات تشطيب السطح والفحص البصري ضرورية للغاية، خاصةً بالنسبة للأجزاء المستخدمة في صناعات السلع الاستهلاكية أو المعدات الطبية. وتتمثل العيوب التي يتم فحصها على الأجزاء المقولبة في الوميض والحوض والحرق والالتواء والتعبئة غير المكتملة. حتى العيوب البصرية الصغيرة يمكن أن تؤثر على الجودة المتصورة للمنتج أو تتداخل مع عمليات التجميع. ويستخدم عدد كبير من المصانع أنظمة الرؤية الآلية للكشف عن هذه العيوب لتمكين المصنعين من الحصول على معيار متجانس، حتى عندما تكون دفعة الإنتاج صغيرة.
التتبع والتحقق الوظيفي
يساعد التوثيق وإمكانية التتبع أيضًا على تحسين أنظمة مراقبة الجودة. يحتوي كل تشغيل إنتاج على سجل مفصل يتضمن عادةً إعدادات الماكينة ودُفعات المواد والفحص وملاحظات المشغل. سيكون هذا النوع من التوثيق مفيدًا جدًا في عملية استكشاف الأخطاء وإصلاحها، ويمكن معالجة أي مشكلات يتم تحديدها أثناء اختبار المنتج قبل التصنيع.
وأخيرًا، يتم إجراء الاختبار الوظيفي عادةً عندما يتم تركيب الأجزاء في بيئات صعبة. ولضمان إمكانية تشغيل المكونات في مواقف حقيقية، قد تخضع لاختبارات الإجهاد الميكانيكي أو اختبارات التعرض الحراري أو اختبارات التجميع. على سبيل المثال، قد يتم اختبار العلب البلاستيكية للأجهزة الإلكترونية لمقاومة الصدمات وتحمل الحرارة، في حين يمكن تقييم المكونات الميكانيكية لمقاومة التآكل والقدرة على تحمل الأحمال.
يتيح فحص الأبعاد، ومراقبة العمليات، وفحص المواد، والاختبار الوظيفي للمصنعين تحقيق قطع عالية الجودة حتى عند استخدام خطوط إنتاج صغيرة. إن مراقبة الجودة ليست فعالة فقط في التأكد من أن الأجزاء المصبوبة بحقن البلاستيك منخفضة الحجم تتمتع بالمواصفات الفنية الصحيحة [5]. ومع ذلك، فإنه يساعد أيضًا في التطوير الناجح للمنتج، حيث يوفر معلومات موثوقة لتوسيع نطاق الإنتاج في المستقبل.
مخطط مقارنة الإنتاج
يقارن الجدول أدناه بين القولبة بالحقن منخفضة الحجم والقولبة بالحقن التقليدية كبيرة الحجم على عدة معايير مهمة.
| عامل الإنتاج | القولبة بالحقن منخفضة الحجم | حقن القوالب بالحقن بكميات كبيرة |
|---|---|---|
| كمية الإنتاج النموذجية | 50 - 10000 جزء | 50,000 - ملايين القطع |
| مادة القالب | الألومنيوم أو الفولاذ اللين | فولاذ مقوى |
| تكلفة الأدوات | منخفض إلى متوسط | عالية |
| مهلة تصنيع الأدوات | 1 - 4 أسابيع | 8 - 16 أسبوعًا |
| التكلفة لكل جزء | أعلى | أقل |
| مرونة التصميم | عالية | محدودة بمجرد بناء القالب |
| حالة الاستخدام المثالية | النماذج الأولية وعمليات الإنتاج القصيرة | التصنيع الشامل |
تسلط هذه المقارنة الضوء على الدور الاستراتيجي الذي يلعبه التشكيل منخفض الحجم في أنظمة التصنيع الحديثة.
ما هي مزايا وعيوب القولبة بالحقن منخفضة الحجم؟
المزايا الرئيسية
يتميز القولبة بالحقن منخفضة الحجم بالعديد من المزايا التي تجعلها جذابة للغاية في تطوير المنتجات. ومن بين أهم هذه المزايا القدرة على الحصول على أجزاء من درجة الإنتاج بسرعة. وعلى الرغم من ذلك، وعلى عكس الطباعة ثلاثية الأبعاد، فإن المنتجات المصبوبة بالحقن تمتلك خواص ميكانيكية وتشطيبات سطحية ودقة أبعاد مماثلة للسلع النهائية.
الميزة الثانية هي إمكانية إجراء الاختبارات الوظيفية في ظل ظروف العالم الحقيقي. يمكن للمهندسين تجميع الأجزاء المصبوبة في أنظمة كاملة، واختبار متانتها واختبارات المنتج الأخرى، وتحديد أدائها دون الحاجة إلى قوالب كبيرة الحجم باهظة الثمن.
يُستخدم القولبة منخفضة الحجم أيضًا لتحقيق التخصيص. وهو يسمح للمصنعين بإنتاج عدد من الإصدارات من المنتج دون الحاجة بالضرورة إلى تشغيل الإنتاج الضخم.
القيود والتحديات
إن القولبة بالحقن منخفضة الحجم لها العديد من القيود على الرغم من جميع الفوائد. يتمثل التحدي الأكبر في أن سعر الوحدة الواحدة مرتفع إلى حد ما مقارنة بالإنتاج الضخم. عندما يتعلق الأمر بكمية كبيرة من الإنتاج، فإن اقتصاديات الإنتاج تميل عادةً نحو القولبة بالحقن التقليدية ذات الحجم الكبير.
القيد الآخر يتعلق بمتانة القالب. فقد يحتاج الإنتاج بكميات قليلة إلى قوالب ألومنيوم أرخص ثمناً، والتي تتآكل أسرع من القوالب الفولاذية المقواة، خاصةً عند استخدام مواد كاشطة مثل البوليمرات المملوءة بالزجاج.
لا يكون تحسين الدورة التدريبية بنفس الكثافة في بيئات الإنتاج منخفضة الحجم. نظرًا لأن العدد الإجمالي للأجزاء أصغر، فقد يعطي المصنعون الأولوية للمرونة والإعداد السريع على زيادة كفاءة الإنتاج إلى أقصى حد.
كيف يساعد القولبة بالحقن منخفضة الحجم في تطوير المنتجات؟
أحد العناصر المهمة في سياسة تطوير المنتجات الحديثة هو القولبة بالحقن منخفضة الحجم. ويتم استخدامه كوسيط بين النموذج الأولي والإنتاج على نطاق واسع [6]. إنه أحد الطرق الوسطى حيث يمكن للمهندسين تجربة مواد وعمليات إنتاج حقيقية.
تعد مرحلة الإنتاج هذه شائعة في الشركات التي تصنع الإلكترونيات الاستهلاكية والمعدات الطبية وقطع غيار السيارات والأدوات الصناعية حيث تقوم بتلميع منتجاتها. إن القدرة على تكرار العملية بسرعة مع جودة الإنتاج سريعة للغاية لتسريع الابتكار.
يسهل التشكيل منخفض الحجم اختبار السوق باستثمارات منخفضة. يمكن للشركات إطلاق كميات صغيرة من المنتجات لاختبار الطلب في السوق، وتلقي ردود الفعل، وإتاحة الفرصة لإجراء أي تعديلات في تصميمات منتجاتها.
أصبح القولبة بالحقن منخفضة الحجم أكثر أهمية بسبب دورات حياة المنتج الأقصر والحاجة المتزايدة للتخصيص. كما أنها توفر للشركة المصنعة المرونة اللازمة للاستجابة لأي تغيير في الأسواق مع الحفاظ على دقة واتساق تقنية القولبة بالحقن القياسية.
المراجع
[1] Kosmerick, J. (2025). قولبة الحقن قصير المدى: دليل شامل. https://uptivemfg.com/short-run-injection-molding-a-comprehensive-guide/
[2] حلول ستونر للقولبة (2023، 28 سبتمبر). القولبة بالحقن قصير المدى والصناعات التي تستفيد منها. https://stonermolding.com/blog/knowledge-base/2023/09/28/industries-that-benefit-from-short-run-injection-molding
[3] أكو مولد (2025). الدليل النهائي لقولبة الحقن منخفضة الحجم. https://www.acomold.com/low-volume-injection-molding-ultimate-guide.html
[4] بروتولابس (2026). كيفية الاستفادة من القولبة بالحقن منخفضة الحجم. https://www.protolabs.com/resources/design-tips/leveraging-low-volume-injection-molding/
[5] فورملابس (2025). دليل القولبة بالحقن منخفضة الحجم. https://formlabs.com/global/blog/low-volume-injection-molding/
[6] جيانزي (2025، 2 سبتمبر). دليل التشكيل بالحقن منخفض الحجم: كل ما تحتاج إلى معرفته. https://www.swcpu.com/blog/low-volume-injection-moulding/














