


掌握注塑成型的表面处理非常重要,因为它影响着成品的触感和视觉质量。 注塑成型 是指将熔融塑料部件倒入模具、冷却和凝固以生产成型物品的制造过程。人们主要将其用于大批量生产相同的物品。这种方法在生产形状和尺寸复杂的零件时高效可靠。它主要用于塑料加工行业。

此外,它还是一种用途非常广泛的工艺,因为它支持各种材料和表面处理,因此最适合目标和要求完全不同的大多数行业。这种形式的制造工艺可以追溯到 1919 年。第 世纪,但仍然是生产复杂部件的最合适形式,同时也很经济。
注塑模具表面光洁度是指模具表面一定程度的纹理、粗糙度或图案。除表面粗糙度外,还包括各种设计图案。与其他加工程序不同,注塑成型表面处理是在注塑成型过程中进行的,而不是在模具制作完成后的后续步骤。
"(《世界人权宣言》) SPISPI 是美国塑料工业协会(Society of Plastics Industry)的首字母缩写,主要针对通过注塑成型制造的塑料制品的质地,以 SPI 表面光洁度为特征。这是一个被广泛认可的系统,用于确定塑料表面的美学质量。
虚拟桌面 代表 德国工程师协会 (德国工程师协会)。VDI 表面光洁度是一种特殊的表面纹理标准,主要用于模具制造。VDI 标准的主要重点是表面粗糙度 "ROUGH",而 SPI 表面粗糙度一般用于 模具抛光 注意 "光滑"。尽管它们是为不同的表面处理而设计的,但由于等级不同,它们的表面效果也有一些相似之处。

了解注塑成型表面处理标准
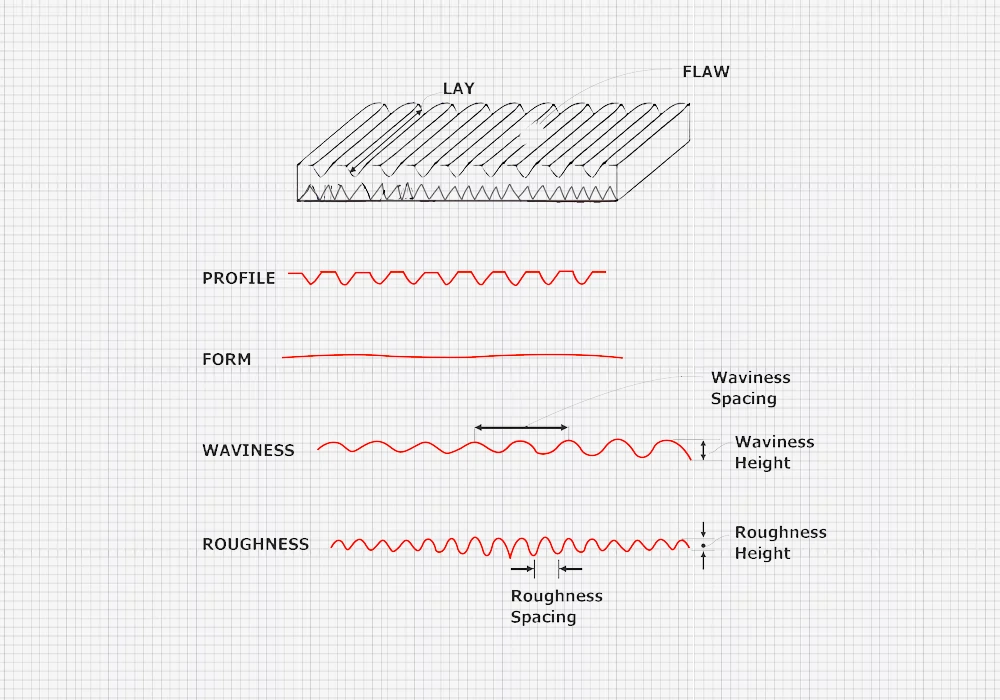
作为工程设计和制造工艺的关键组成部分,注塑成型表面处理对外观和功能都有重大影响。产品的性能、用户体验、坚固性和质量都可以通过表面处理得到提升。表面处理有三种不同的方式:粗糙度、平整度和波浪度。
表面粗糙度- 表面几何形状中的微小不规则,使表面具有磨蚀感和颗粒感。它们可以非常微小,使表面看起来像镜面一样,也可以更大更有条理,像沙子一样。粗糙度会影响成品的质地和外观。
铺设定义 从刀具或机床移动的方向产生的加工要素,以形成表面。它可以是垂直的、平行的、交叉的、径向的、多向的、平行的或各向同性的,通常在生产过程中产生。
波浪度是 用于描述表面中与平面度相对应的更为显著的宏观差异。这些缺陷比粗糙度长度大,但很小、很规则、很短,足以被视为平面度缺陷。由于偏转或颤振以及加热和冷却造成的包边而产生的加工误差。
由于制定了表征和评估表面加工质量的国际标准,各行业之间的交流更加清晰和连贯。由知名组织制定的标准 美国材料与试验协会 (ASTM), 国际标准化组织(ISO)和 德国标准化协会 帮助生产商、消费者和未来的检验员建立对产品表面光洁度的共同认识。遵守相关标准对于确定塑料产品所需的适当表面光洁度非常重要。
注塑成型中表面光洁度的重要性。
表面处理在决定产品的耐用性、性能和整体外观方面起着重要作用。要使所有新产品都能达到实用和美观的标准,明确的表面处理是先决条件。表面处理有时会被视为无关紧要的细节而被忽视,但如果处理得当,它对产品的整体成功起着不可或缺的作用。相反,如果表面处理不当,可能会损害产品的价值,导致消费者不满,甚至可能降低市场份额。
大多数注塑模具是使用电火花加工和数控设备由钢和铝制成的。所使用的立铣刀留下的刀痕和表面缺陷会从模具型腔转移到制成品上。为了消除这些表面缺陷,需要对模具的两部分进行打磨和抛光。虽然可以采用多种抛光技术,但 SPI 模具抛光是行业标准。标准抛光有九种不同的形式,每种形式通常都由高素质的专家手工完成。提高型腔的光洁度有助于满足特定应用的要求,同时还能改善零件的光洁度。
表面处理之所以重要的原因
表面处理非常重要,原因如下:
- 耐磨性和耐用性--表面处理可使产品耐受恶劣环境,抵御磨损,使用寿命更长。
- 涂料附着力:表面粗糙度可能会影响油漆或涂料在物体上的附着力。
- 减少摩擦和发热--表面处理有助于降低摩擦,从而最大限度地减少发热,提高效率。
- 光反射和散射控制--特别是在光学应用产品中,表面处理对光的分散和偏转有重大影响。
- 增强导电性,增加表面导电性。
- 降低噪音:光滑的表面处理比粗糙的表面处理更安静,粗糙的表面处理会产生更多的振动和更大的噪音。
- 美感:表面处理得好坏对产品的感觉有很大影响。
- 功能性能:表面光滑度对于高效密封至关重要,而高效密封对于密封和流体管理(如垫片和 O 形圈等产品的应用)至关重要。

注塑成型表面处理综合指南:SPI 和 VDI
注塑成型工艺中的大多数成型零件都有表面处理。因此,它们可能不需要任何 后期处理.然而,由于偏好或要求等各种原因,这种情况可能会发生变化。因此,需要考虑一些表面处理方案,以满足生产需要。由于表面处理会影响材料选择、拔模角度和生产成本,因此及早考虑表面处理至关重要。本指南全面介绍了 SPI 和 VDI 表面处理。
SPI 表面处理:等级、应用和注意事项
SPI 表面光洁度由塑料工业协会(The Society of the Plastics Industry)在全球范围内确定塑料的美观质量。SPI 表面光洁度标准的每个字母数字都有一个表面粗糙度平均值 (RA) 和光洁度程序。
干喷砂、砂纸、石磨料和某些种类的金刚石磨料可用于精加工技术。在一定的数值范围内,RA 的单位是微米 (µm)。不需要进行上述表面处理的注塑模具,其加工后的表面粗糙度一般为 3.20 RA,加工标记由 SPI 标准提供。
对特定等级的要求不同,允许偏离完美的程度也不同。例如,数字越小,允许的偏差越小,数字越大,允许的偏差越大。根据 PIA(塑料工业协会)的规定,表面等级分为四大类,从 A1(粗糙)到 D3(纹理粗糙)不等。再分为三个等级,即 12 种 SPI 表面处理类型。
A 级光泽
代表高毛利的抛光表面,最适用于需要看起来光滑或像镜面一样的物体,是视觉上赏心悦目的部件,也是最昂贵的部件。它们使塑料制品具有高光泽或透明表面;透明表面用于透明塑料等级,而高光泽表面用于不透明塑料等级。对于所有三种 SPI A 级,都需要使用金刚石抛光膏和旋转工具进行彻底的模具抛光。用于光学零件,如遮阳板、镜子和透镜,以及透明包装。
| SPI 标准 | 说明 | 加工方法 | 表面粗糙度 Ra(微米) |
| A-1 | 高光泽度/光学透明 | #3 级,6000 粗细度金刚石抛光剂 | 0.012 至 0.025 |
| A-2 | 高光/透明 | #6 级,3000 粗细度金刚石抛光剂 | 0.025 至 0.05 |
| A-3 | 高光/透明 | #15 级,1200 粗细度金刚石抛光剂 | 0.05 至 0.10 |
半光面 B 级
拉丝表面具有细腻的纹理和半光泽,非常适合良好的视觉外观和擦除模具上的工具标记。这些 SPI 表面处理属于中级抛光。表面抛光包括来回打磨表面,使用不同尺寸的锉刀来完成。与 SPI A 级抛光相比,这种打磨动作会使更多的线条清晰可见。通常出现在产品中不是特别重要或不美观的部分,如电器面板。
| SPI 标准 | 说明 | 加工方法 | 表面粗糙度 Ra(微米) |
| B-1 | 半光面 - 精细 | 600 砂纸 | 0.05 至 0.10 |
| B-2 | 半亮光 - 中 | 400 砂纸 | 0.10 至 0.15 |
| B-3 | 半光面 - 粗糙 | 320 号砂纸 | 0.28 至 0.32 |
哑光 C 级
与 B 级类似,但更粗糙,用于需要中等粗糙度的产品,以掩盖产品缺陷并提高抓握力。每一种 C 级 SPI 面漆都使用一种特定粒度的砂石工具。 是最经济、最受欢迎的表面处理。是消费类电子产品、家居用品和汽车内饰的理想选择
| SPI 标准 | 说明 | 加工方法 | 表面粗糙度 Ra(微米) |
| C-1 | 哑光 - 精细 | 600 号砂砾石 | 0.35 至 0.40 |
| C-2 | 哑光 - 中 | 400 号砂石 | 0.45 至 0.55 |
| C-3 | 亚光处理 - 粗糙 | 320 号砂石 | 0.63 至 0.70 |
纹理 D 级
最粗糙的表面通常是带有沙粒纹理的表面,用于需要有一定视觉冲击力和触感的产品。在用玻璃珠或氧化铝进行随机干喷砂之前,先用细石粉对这些粗糙表面进行平滑处理,以产生光滑、无方向性的表面效果。这些纹理表面处理适用于热固性工业部件,也适用于消费品手柄等具有缎面或暗淡纹理的物品,以提高抓握力。为此,它被广泛应用于消费品、工业部件和汽车部件。
| SPI 标准 | 说明 | 加工方法 | 表面粗糙度 Ra(微米) |
| D-1 | 浅色纹理 | 干喷玻璃微珠 #11 | 0.80 至 1.00 |
| D-2 | 中等纹理 | 干喷 #240 氧化物 | 1.00 至 2.80 |
| D-3 | 厚重纹理 | 干喷 #24 氧化物 | 3.20 至 18.0 |
与图案设计相比,SPI 更注重抛光程度。SPI 模具抛光的结果因注塑部件所用材料的类型而异。这对可达到的 SPI 等级有很大影响。零件设计包括尖角、复杂几何形状以及 根切 帮助制造商根据产品需要选择合适的表面处理方法。注塑过程中涉及的参数,如冷却速度、温度和注塑压力等,都会对表面光滑度产生影响。
VDI 注塑成型表面光洁度纹理、优点和应用。
VDI 3400 或 VDI 3400 参考资料 的标准 德国工程师协会)、德国工程师协会。该标准包含 45 个纹理等级。最初,放电加工(EDM)用于处理 3400 种纹理,目的是制作塑料模具。因此,有时也称为放电加工纹理。电调整的修改产生了放电加工的粗糙度。考虑到纹理区域的范围,这种纹理的表面质量不可能像人们预期的那样均匀或粗糙。最近,模具生产商在模具抛光后使用化学蚀刻来实现 VDI 3400 纹理,以获得均匀的纹理表面。不过,传统的纹理处理方法,如砂砾、石子和砂纸也可用于实现这一目标。
整个 VDI 3400 标准涵盖了从 #0 到 #45 的 45 个等级
| VDI 3400 | RA /ΜM | RA /ΜIN | N3-N10 | ISO1302 /RT ΜM | RMS |
| 0 | 0.10 | 4.00 | N3 | 4.90 | |
| 1 | 0.112 | 4.48 | 5.50 | ||
| 2 | 0.126 | 5.04 | 5.90 | ||
| 3 | 0.14 | 5.60 | 6.90 | ||
| 4 | 0.16 | 6.40 | 7.90 | ||
| 5 | 0.18 | 7.20 | N4 | 8.90 | |
| 6 | 0.20 | 8.00 | 9.90 | ||
| 7 | 0.22 | 8.80 | 10.80 | ||
| 8 | 0.25 | 10.00 | 12.30 | ||
| 9 | 0.29 | 11.20 | 13.80 | ||
| 10 | 0.32 | 12.80 | 15.80 | ||
| 11 | 0.35 | 14.00 | N5 | 17.20 | |
| 12 | 0.40 | 16.00 | 1.6 | 19.50 | |
| 13 | 0.45 | 18.00 | 22.00 | ||
| 14 | 0.50 | 20.00 | 24.50 | ||
| 15 | 0.56 | 22.40 | 3.2 | 27.00 | |
| 16 | 0.63 | 25.20 | 31.30 | ||
| 17 | 0.70 | 28.00 | 35.20 | ||
| 18 | 0.80 | 32.00 | N6 | 5.0 | 39.00 |
| 19 | 0.90 | 36.00 | 44.40 | ||
| 20 | 1.00 | 40.00 | 49.30 | ||
| 21 | 1.12 | 44.80 | 54.60 | ||
| 22 | 1.26 | 50.40 | 62.40 | ||
| 23 | 1.40 | 56.00 | 70.30 | ||
| 24 | 1.60 | 64.00 | 12 | 78.00 | |
| 25 | 1.80 | 72.00 | N7 | 88.20 | |
| 26 | 2.00 | 80.00 | 98.90 | ||
| 27 | 2.20 | 88.00 | 16 | 109.20 | |
| 28 | 2.50 | 100.00 | 123.90 | ||
| 29 | 2.80 | 112.00 | 138.50 | ||
| 30 | 3.20 | 128.00 | N8 | 20 | 153.70 |
| 31 | 3.50 | 140.00 | 175.50 | ||
| 32 | 4.00 | 160.00 | 197.50 | ||
| 33 | 4.50 | 180.00 | 25 | 218.80 | |
| 34 | 5.00 | 200.00 | 248.60 | ||
| 35 | 5.60 | 224.00 | 277.90 | ||
| 36 | 6.30 | 252.00 | N9 | 37 | 306.20 |
| 37 | 7.00 | 280.00 | |||
| 38 | 8.00 | 320.00 | |||
| 39 | 9.00 | 360.00 | 46 | ||
| 40 | 10.00 | 400.00 | |||
| 41 | 11.20 | 448.00 | |||
| 42 | 12.60 | 504.00 | N10 | 60 | |
| 43 | 14.00 | 560.00 | |||
| 44 | 16.00 | 640.00 | |||
| 45 | 18.00 | 720.00 | 85 |
值得注意的是,VDI 3400 是一种更经济、更有效的方法,适用于吸尘器、计算器和其他类似物品等巨大部件和纹理区域。

实现最佳表面光洁度:深入了解 SPI 和 VDI
注塑件的表面光洁度是一个关键因素。这会影响产品的功能、吸引力和整体质量。在开始寻找表面处理前景之前,了解表面处理的功能非常重要。最好先确定生产量所需的模具类型以及模具所使用的材料。这一点应在选择首选表面处理之前完成。SPI 和 VDI 标准为获得可靠、更重要的是一致的表面处理效果提供了建议。
- 产品表面处理要求:确定产品的精确表面处理。如果需要粗糙度等级,VDI 级可提供更好的可能性,而如果需要更多的表面处理,SPI 级可能更有帮助。
- 预期用途:例如,工业部件可能受益于较高的 VDI 数字纹理,而如果其消费电子产品为高光泽 SPI A 级。
- 时间和成本:与 VDI 表面处理相比,SPI 表面处理需要的抛光次数越多,成本就越高,也越耗时。
- 材料和模具设计:例如,钢材的表面处理效果比铝材好,注塑成型塑料的选择也会影响表面质量。其他重要的考虑因素包括添加剂的存在和熔化温度。
- 处理参数可以减少瑕疵,提高产品的视觉吸引力,因此必须在这些因素之间取得正确的平衡。
拔模角 -是指模塑件或铸造件垂直于分模线的锥度。注塑成型设计通常需要拔模角,但某些软质材料(如尼龙)则例外。每个设计过程都应从一开始就考虑到拔模,因为这是制造设计不可或缺的一部分。
为什么草稿角度很重要?
- 通过减少脱模时造成零件损坏的摩擦,将磨损和模具损坏的可能性降至最低。
- 无需进行不寻常的弹射准备,从而最大限度地缩短冷却时间。
- 确保成品光滑均匀。
- 保持其他表面纹理和饰面的完整性和一致性。
- 这些优势即使不是全部,也能直接或间接降低制造成本。
SPI 和 VDI 终端的比较。
| SPI 表面处理。 | VDI 表面处理。 |
| 强调外观。 | 优先利用纹理功能。 |
| 使用数字和字母刻度(A1-D3)。 | 使用数字刻度(VDI 0-45)。 |
| 抛光和磨光,以获得最佳表面效果。 | 电火花加工或纹理加工技术,以实现特定的表面图案。 |
| 可提供从极其光滑到相当粗糙的各种表面效果。 | 强调实现精加工的过程,而不仅仅是粗糙度。 |
| 美国常用 | 主要用于欧洲 |
SPI 和 VDI 表面处理的优势和局限性
SPI 表面处理的优势
- 在尺寸、整体性能和表面光洁度方面生产可预测的各种零件。(这一点至关重要,因为它可以节省时间、降低故障率,并为客户提供卓越的价值)。
- 适用于需要光亮/闪亮表面的应用场合
- 非常适合制作具有视觉吸引力的产品。
SPI 表面处理的局限性
- 价格昂贵--实现高水平的表面光洁度需要大量的时间、精力和工具。
- 易磨损和划痕--与纹理饰面相比,高光泽表面容易出现明显的磨损和划痕。
VDI 表面处理的优势
- 增强抓地力和油漆附着力,防止和减少崩裂和剥落。
- 能掩盖微小缺陷--生产过程中可能出现的微小不一致和瑕疵都能被纹理表面轻易掩盖。
- 成本效益高 -VDI 精加工所需的工具和加工工序更少,从而降低了生产成本。
VDI 表面处理的局限性
- 与 SPI 涂层相比,VDI 涂层的外观不够精致,反光和抛光程度较低,而纹理和哑光程度较高。
- 与 SPI 面漆相比,可供选择的纹理种类有限。


















