Lo stampaggio a iniezione di metalli (MIM) è un processo in cui le parti metalliche vengono prodotte utilizzando come materia prima il metallo in polvere. Utilizza una tecnica chiamata metallurgia delle polveri. Questo processo integra la flessibilità delle procedure di stampaggio a iniezione della plastica con l'integrità e la resistenza dei metalli per produrre pezzi di geometria complessa. Questo processo è adatto soprattutto per pezzi di dimensioni ridotte, al di sotto dei 100 grammi, e il prodotto viene realizzato sia in grandi che in piccoli volumi.
Viene utilizzato in spazi che richiedono un alto livello di precisione e qualità, come i settori aerospaziale, automobilistico e dei dispositivi medici.


Panoramica del flusso di processo
La procedura di produzione dello stampaggio a iniezione di metalli è abbastanza simile a quella dello stampaggio a iniezione di materie plastiche (PIM), poiché il MIM tratta metalli, ma è leggermente più complicata. Una miscela di minuscole particelle metalliche e di legante plastico - il materiale metallico polimerizzato - viene iniettata nello stampo ad alta pressione. Dopo il raffreddamento, si indurisce e viene quindi rilasciata dallo stampo e, se necessario, rifilata.
Tuttavia, non è ancora finita! Ciò che viene prodotto è la cosiddetta "parte verde", che deve essere sottoposta a debonding. Nel processo successivo, il legante plastico viene rimosso, lasciando un frammento di metallo fragile e poroso, chiamato "parte marrone".
La procedura comprende diverse fasi, come la preparazione della materia prima (compounding), lo stampaggio a iniezione, il debinding e la sinterizzazione. Ogni fase è fondamentale per produrre pezzi con forma, proprietà del materiale e dimensioni ottimali.
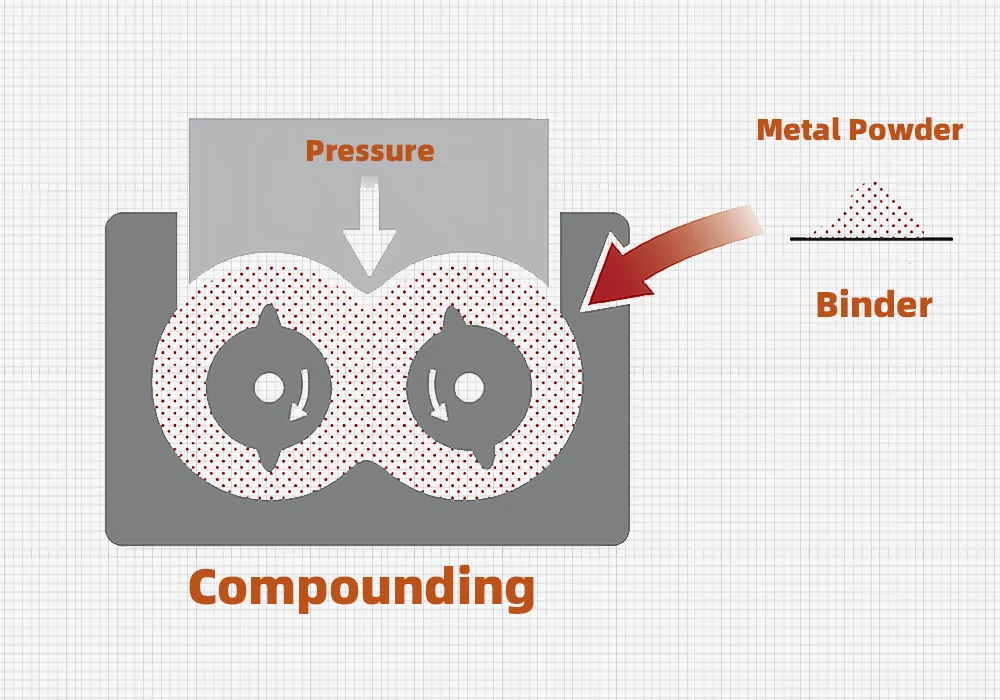
1. Composto
Chiamata anche preparazione del materiale, è la prima fase del processo MIM. Questa fase prevede la miscelazione di polveri metalliche di dimensioni comprese tra 4-25µ con leganti cerosi o termoplastici nel rapporto 60:40 in volume. La miscela viene riscaldata e fusa in speciali apparecchiature di miscelazione, come il miscelatore a lame Sigma, e le particelle vengono distribuite in modo uniforme. Questa distribuzione è essenziale per garantire la viscosità del materiale, che influisce sul processo di stampaggio a iniezione e sulla densità del pezzo finale. Successivamente, la massa viene raffreddata e granulata in un materiale di alimentazione per la macchina MIM.
La polvere metallica determina le proprietà strutturali del pezzo finale. Questo legante facilita il flusso durante lo stampaggio a iniezione e influisce anche sui processi di deceraggio e sinterizzazione. La consistenza del feedstock è fondamentale per garantire un flusso uniforme del materiale durante la fase di stampaggio a iniezione, che si traduce in un pezzo con proprietà uniformi.
2. Stampaggio a iniezione
Questo processo è simile a quello dello stampaggio a iniezione della plastica. Si verifica quando la materia prima preparata viene iniettata nella cavità dello stampo per produrre il pezzo desiderato. La materia prima pellettizzata viene prima riscaldata a una temperatura specifica e iniettata ad alta pressione nella cavità dello stampo.
La rotazione della vite, che si trova all'interno del cilindro, spinge in avanti il materiale di alimentazione e la pressione consente all'ugello di entrare nella cavità. Una volta riempita, il legante si raffredda e si solidifica, mantenendo la forma dei pezzi mentre viene espulso dal solido mediante aria compressa o perni di espulsione.
La parte che esce è la "parte verde" e il processo continua. Lo stampo deve incorporare un cancello e una posizione di sfiato adeguati per facilitare il riempimento costante della camera dello stampo e garantire un prodotto di alta qualità.
Per compensare il ritiro che si verifica durante la sinterizzazione, la cavità viene resa 20% più grande e questa variazione di ritiro dipende da ciascun materiale.

3. Sbavatura
Il deceraggio è il processo di espulsione del legante dalla "parte verde", lasciando una parte metallica porosa nota come "parte marrone". Il processo avviene in più fasi e la maggior parte del legante viene rimossa per lasciare solo il necessario per trattenere i pezzi nel forno di sinterizzazione.
La rimozione del legante avviene in tre categorie;
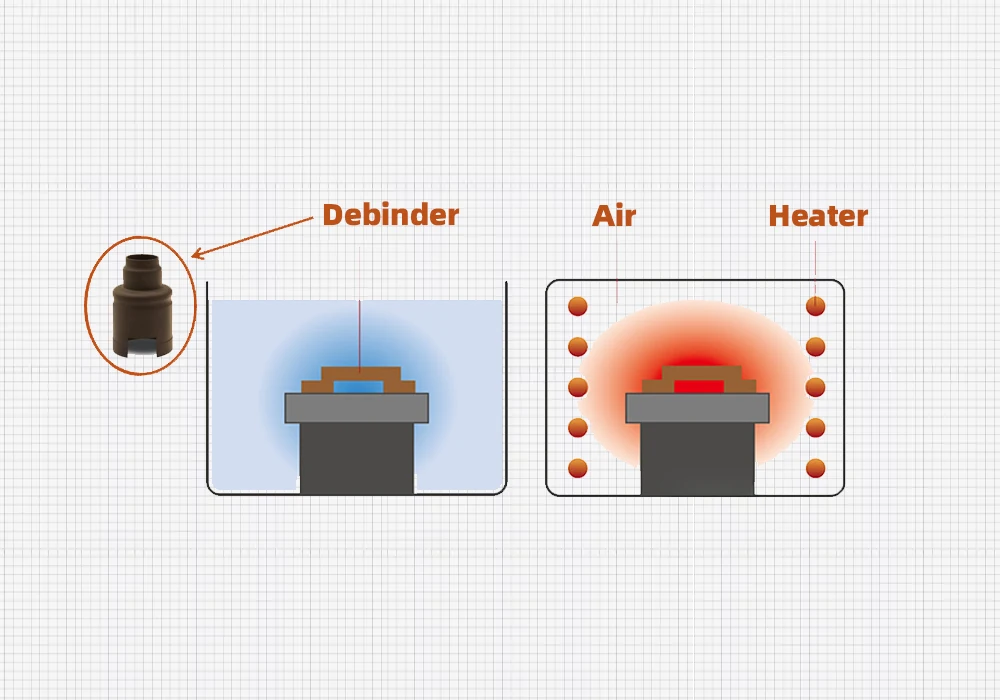
Ⅰ. Debinding con solvente
In questa procedura, la parte verde viene immersa in un solvente liquido per sciogliere ed estrarre il legante. Il materiale del legante determina il tipo di solvente da utilizzare. Ad esempio, se il legante è solubile in acqua, si utilizza un solvente acquoso. In caso contrario, sono preferibili i solventi organici. Il pezzo può essere immerso nel solvente per un certo periodo di tempo, da poche ore a giorni.
Ⅱ. Scorrimento termico/pirolisi
è uno dei metodi più semplici di deceraggio. Il pezzo stampato a iniezione viene riscaldato a una temperatura inferiore alla temperatura di sinterizzazione della polvere metallica. Il legante si decompone e poi evapora, lasciando un frammento di metallo poroso. Alcuni parametri critici che devono essere controllati in questo caso sono la velocità di riscaldamento, il tempo di permanenza e la temperatura di picco. Questi parametri assicurano la completa rimozione del legante e riducono i difetti e le distorsioni.
Ⅲ. Legame catalitico
Questo processo è molto efficace ma piuttosto complesso. Si tratta di esporre il pezzo verde a un vapore acido, come l'acido ossalico o nitrico concentrato. Il vapore acido in questo scenario è un catalizzatore che assicura la decomposizione del legante dalla struttura interna del pezzo. Il processo avviene in un ambiente controllato e il test di compatibilità dei metalli è fondamentale, poiché il processo prevede l'uso di acidi.
In alcuni casi, per ridurre al minimo la deformazione dei pezzi, si utilizza il processo noto come "debinding a due fasi", che prevede la combinazione di legatura termica e solvente.
La "parte marrone" che rimane dopo il processo di deceraggio è una fragile struttura porosa composta da particelle di polvere metallica collegate tra loro. A questo punto, il pezzo è pronto per il processo finale di sinterizzazione, che conferisce alle particelle le proprietà meccaniche desiderate e le consolida.
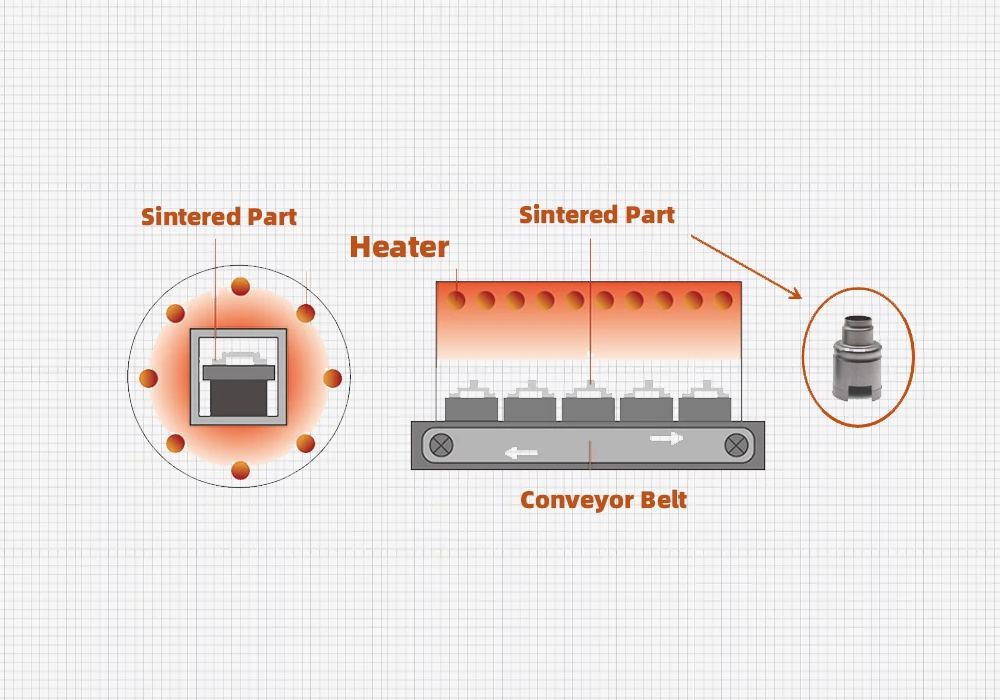
4. Sinterizzazione
Il processo di sinterizzazione avviene quando il metallo marrone viene sottoposto a una temperatura inferiore al punto di fusione della polvere metallica. Le parti scrostate vengono caricate in un forno di sinterizzazione ad alta temperatura, controllato dall'atmosfera, e posizionate su setter in ceramica. Quando i leganti si avvicinano al punto di fusione, si liquefanno ed evaporano. La parte metallica viene quindi riscaldata ad alta temperatura e lo spazio vuoto tra le particelle viene eliminato, facendole fondere. Il pezzo si restringe, trasformandosi in un solido denso delle dimensioni desiderate. Il tasso di ritiro del pezzo può arrivare a 20% durante la fase di sinterizzazione. Tuttavia, questo fenomeno viene tenuto in considerazione nella fase di progettazione e produzione dello stampo.
Materiali per lo stampaggio a iniezione di metalli
I materiali metallici adatti al MIM sono piuttosto comuni. In teoria, qualsiasi materiale in polvere che può essere fuso ad alte temperature può essere trasformato in parti attraverso il processo MIM, compresi i materiali difficili da lavorare e quelli ad alto punto di fusione nei processi di produzione tradizionali. I metalli che possono essere lavorati con il MIM includono acciai a bassa lega, acciai inossidabili e acciai per utensili, leghe a base di nichel, leghe di tungsteno, leghe dure, leghe di titanio, materiali magnetici, leghe di Kovar, ceramiche di precisione e altro ancora. Inoltre, MIM può anche personalizzare le formulazioni dei materiali in base ai requisiti di prestazione dell'utente.
La formatura MIM di leghe non ferrose come l'alluminio e il rame è tecnicamente possibile, ma di solito vengono lavorate con altri metodi più economici, come la pressofusione o la lavorazione. Esempi di materiali sono SUS316L, SUS420J2, SUS440C, SUS630, SNCM415, SKD11, SKH51, leghe di Ti, ecc.
| Sistema di materiali | Composizione della lega | Campi di applicazione |
|---|---|---|
| Acciaio al carbonio e in lega | Fe₂Ni, Fe₈Ni | Automobile, componenti strutturali meccanici |
| Acciaio inox | 316L, 17 - 4PH, 420, 440C | Dispositivi medici, parti di orologi |
| Carburo cementato | WC - Co | Utensili da taglio, orologi, orologi da polso |
| Ceramica | Al₂O₃, ZrO₂, SiO₂ | Elettronica IT, Orologi, Prodotti di uso quotidiano |
| Lega pesante | W - Ni - Fe, W - Ni - Cu, W - Cu | Industria militare, Telecomunicazioni, Prodotti di uso quotidiano |
| Lega di titanio | Ti, Ti - 6Al - 4V | Componenti strutturali medici e militari |
| Materiali magnetici | Fe, NdFeB₃, SmCo₅, Fe - Si | Componenti magnetici |
| Acciaio per utensili | CeMo₄, M₂ | Strumenti vari |
Differenze tra stampaggio a iniezione di metalli (MIM) e stampaggio a iniezione tradizionale (TIM)
Lo stampaggio a iniezione tradizionale (TIM) e lo stampaggio a iniezione di metalli (MIM) sono entrambi processi produttivi utilizzati per produrre pezzi complessi e di alta precisione. Tuttavia, presentano differenze significative nei materiali, nelle attrezzature utilizzate e nei processi di produzione.
Tabella di confronto tra MIM e TIM
| Aspetto | Stampaggio a iniezione tradizionale (TIM) | Stampaggio a iniezione di metallo (MIM) |
|---|---|---|
| Tipo di materiale utilizzato | Termoplastici, ad esempio ABS (acrilonitrile butadiene stirene), PP (polipropilene), PE (polietilene), PC (policarbonato). | Potenza metallica combinata con un legante (feedstock) |
| Forma della materia prima. | Pellet di plastica. | Metallo in polvere mescolato con polimeri (termoplastici) o leganti in cera (feedstock) |
| Progettazione dello stampo | Si concentra sulla modellazione della plastica fusa, quindi il progetto deve consentire alla plastica di scorrere facilmente, permettendo forme intricate e dettagliate. Deve adattarsi ai tassi di contrazione più bassi della plastica (da 0,5% a 2%), rendendo meno complessi i calcoli geometrici. Cavità multiple per aumentare l'efficienza e la velocità di produzione. | Gli stampi devono adattarsi a materie prime dense e a tassi di ritiro del metallo più elevati (15-20%) che si verificano durante il processo di sinterizzazione. Allo stesso modo, il MIM può avere cavità multiple, ma la progettazione deve tenere conto di un maggiore ritiro e di una rimozione uniforme del legante. |
| Materiale dello stampo | Costituito da alluminio, acciaio e altre leghe ad alta resistenza che resistono alla temperatura della plastica fusa (150°C-300°C). | Estratti da acciaio per utensili temprato o da carburo di tungsteno per resistere ad alte pressioni di iniezione e a forti tassi di usura da polvere metallica. |
| Post-elaborazione | È necessaria una post-elaborazione minima, ad esempio la verniciatura, il ritaglio, ecc. | La post-elaborazione è estesa attraverso processi come il deceraggio e la sinterizzazione. |
| Temperature di lavorazione | Funziona a temperature relativamente basse, tra 150°C e 300°C. | Durante la fase di sinterizzazione sono necessarie temperature di lavorazione più elevate, in genere superiori ai 1000°C. |
| Apparecchiature utilizzate | Utilizza macchine ad iniezione di plastica standard con sistemi di riscaldamento e raffreddamento progettati per le materie plastiche. | Sebbene le macchine possano presentare analogie strutturali, richiedono pesanti modifiche per gestire pressioni elevate (30.000-150.000 PSI) e materie prime più dense. |
Differenze e vantaggi del MIM rispetto ad altri processi di produzione dei metalli
Ogni processo produttivo ha aree di applicazione specifiche con vantaggi e limiti. Il MIM combina la versatilità e il risparmio di costi di altri processi produttivi con la resistenza e la robustezza dei metalli. Per capire se il MIM è il metodo di produzione ottimale, analizzeremo i suoi principali vantaggi e le differenze con gli altri processi produttivi.
- Geometrie complesse: Applicazioni che richiedono componenti con forme complesse e proprietà dei materiali che non sono possibili con la lavorazione tradizionale dei metalli.
- Costo-efficacia: Il MIM è un processo altamente automatizzato che riduce la necessità di manodopera rispetto ad altri metodi di formatura dei metalli. La produzione di materiale in eccesso è trascurabile e riduce la quantità di scarti. La sua precisione riduce anche la necessità di operazioni secondarie.
- Qualità costante: Il processo altamente automatizzato e ripetuto assicura che i pezzi prodotti siano simili. Poiché il processo viene eseguito in un ambiente controllato, i difetti e le contaminazioni sono ridotti al minimo.
- Selezione del materiale: L'ampia scelta di materiali, come l'acciaio, il titanio e alcune leghe, garantisce la flessibilità e l'idoneità per una particolare applicazione. Questa proprietà è spesso superiore a quella di processi come la fusione.
- Densità e resistenza: I pezzi prodotti con lo stampaggio a iniezione di metallo hanno elevate proprietà meccaniche, come la durezza e la resistenza, che li rendono adatti a componenti che devono sopportare un'usura estrema e condizioni di stress elevato.
Confronto tra MIM e altri processi di produzione
Altri processi produttivi utilizzati nella produzione di parti metalliche sono la metallurgia delle polveri tradizionale, la forgiatura, la stampa 3D e la LQMT (Liquid metal Technologies). Il grafico seguente confronta vari aspetti della produzione tra il MIM e i processi produttivi elencati.
Il ruolo delle caratteristiche dei materiali nella progettazione della funzione e dell'aspetto dei prodotti
La scelta del materiale è un fattore importante nel processo di stampaggio a iniezione dei metalli, che può influenzare direttamente l'aspetto, il design, le prestazioni e la funzionalità dei prodotti. Ecco come la selezione dei materiali influisce sul design.
1. Proprietà meccaniche e funzionalità
Se usati insieme, materiali come l'acciaio e il titanio hanno proprietà di forza e resistenza alla corrosione. Sono adatti per i componenti che richiedono una maggiore durata meccanica. I componenti progettati per l'uso di questi materiali possono incorporare geometrie di pareti più spesse o essere rinforzati con materiali a bassa resistenza.
2. Restringimento e precisione dimensionale
Il tasso di ritiro del MIM varia tra 15% e 20% durante il processo di sinterizzazione. Tuttavia, ciò dipende dalle proprietà e dal comportamento del materiale. I progettisti devono tenere conto di questa contrazione nelle dimensioni dello stampo, scalando in proporzione per ottenere una migliore precisione.
3. Resistenza alla corrosione.
I componenti sottoposti ad ambienti difficili richiedono materiali resistenti alla corrosione, come l'acciaio inossidabile (316L) o il titanio. I progettisti utilizzano questi materiali per ridurre al minimo la necessità di rivestimenti protettivi e preservare le geometrie.
4. Proprietà termiche
Le leghe di rame hanno elevate proprietà di conducibilità termica e possono essere utilizzate in applicazioni sensibili al calore. I progettisti possono inserire in questi materiali elementi come prese d'aria e alette, più efficaci per la dissipazione del calore.
5. Estetica e finitura superficiale
Materiali come l'acciaio inossidabile hanno eccellenti proprietà di finitura. Sono più facili da rivestire, placcare e lucidare. Prodotti come l'elettronica di consumo utilizzano questi materiali perché richiedono superfici lisce e un aspetto eccellente.
Strategie di ottimizzazione della progettazione del prodotto basate su MIM e tabù per MIM
Semplificare geometrie complesse
Il MIM consente geometrie complesse, che a volte sono difficili da realizzare. Ciò aumenta il rischio di difetti e i costi. Per ridurre al minimo il rischio, il progettista può ottimizzare la geometria utilizzando strategie come elementi sottili, raggi o filetti per ridurre gli angoli vivi. Inoltre, è possibile integrare più componenti in uno solo per eliminare l'assemblaggio.
Ottimizzare lo spessore della parete
Progettare pezzi con uno spessore uniforme migliora il flusso del materiale e previene deformazioni, cricche, vuoti e segni di affossamento. L'utilizzo di un metodo come il carotaggio può ridurre il materiale e i tempi di lavorazione.
Incorporare gli angoli di bozza
Per espellere i pezzi dalla cavità dello stampo è necessario un angolo di sformo, ovvero una leggera conicità. Quando è richiesto un angolo di sformo, un angolo compreso tra 0,5° e 2° sulle pareti verticali è sufficiente per un'espulsione regolare.
Incorporare caratteristiche funzionali
L'ottimizzazione MIM può essere integrata con caratteristiche funzionali per migliorare le prestazioni e ridurre l'assemblaggio. Queste caratteristiche possono includere incastri a scatto, elementi di auto-giunzione o linguette di allineamento. Progettare per la multifunzionalità, come elementi strutturali ed elementi estetici.
Evitare i sottosquadri e le azioni complesse dello stampo
I sottosquadri possono essere interni o esterni e sono necessari per le funzioni del pezzo. Tuttavia, a seconda della posizione e del tipo, aumentano i costi degli utensili e prolungano i cicli. Si consiglia di riprogettare i sottosquadri in geometrie semplici e di utilizzare azioni laterali.
Smontaggio della progettazione a processo completo di prodotti per l'edilizia utilizzando il MIM
Il processo di progettazione dei prodotti di valigeria avviene in diverse fasi, dalla concettualizzazione all'assemblaggio/smontaggio finale. Lo smontaggio è molto importante per la riparazione, la manutenzione e il riciclaggio del prodotto. Di seguito vengono illustrati il processo di smontaggio e le considerazioni da fare quando si utilizza lo stampaggio a iniezione di metalli per progettare prodotti di valigeria.
Sviluppo del concetto: Si tratta dell'analisi iniziale del progetto che identifica i requisiti funzionali dei prodotti del caso da progettare, ad esempio le caratteristiche decorative nei prodotti di consumo o gli involucri leggeri per i componenti aerospaziali.
Selezione del materiale: Il materiale utilizzato nel prodotto è fondamentale per garantire la facilità di montaggio e smontaggio. Un materiale durevole resisterà senza incrinarsi o degradarsi quando si progetta un prodotto di valigeria che richiederà frequenti smontaggi.
Design modulare per lo smontaggio: Si tratta della suddivisione dei prodotti in componenti modulari per facilitare la produzione e semplificare lo smontaggio. Caratteristiche come perni auto-locanti, scanalature a coda di rondine e connessioni filettate sono incorporate direttamente nei componenti MIM.
Design dello stampo: Quando si progetta lo stampo, è necessario considerare aspetti quali la geometria della cassa, lo spessore delle pareti e i requisiti funzionali. Le porte e gli sfiati devono essere posizionati in modo strategico per consentire al materiale di fluire facilmente e ridurre al minimo difetti come vuoti e linee di saldatura.
Prototipazione: I campioni fisici possono convalidare la fattibilità del progetto. La stampa 3D crea prototipi da testare prima del prodotto reale, per garantire che i prodotti finali soddisfino gli obiettivi stabiliti.
Applicazioni MIM
Lo stampaggio a iniezione di metalli (MIM) ha dimostrato di avere successo in numerose applicazioni. Alcuni dei settori chiave in cui viene adottato il MIM sono:
- Applicazioni automobilistiche: Produzione di ingranaggi leggeri e ad alta resistenza per sistemi di trasmissione.
- Componenti di dispositivi medici: Produzione di attrezzature chirurgiche minuscole e complesse per dispositivi minimamente invasivi. Il materiale utilizzato deve avere proprietà come la biocompatibilità e la resistenza alla corrosione o alla sterilizzazione.
- Componenti aerospaziali: Il settore richiede materiali leggeri e ad alta resistenza per ridurre il peso e massimizzare l'efficienza del carburante. Gli ugelli di espulsione del carburante dei motori hanno geometrie complesse per una miscelazione ottimale del carburante, fondamentale per l'efficienza del motore.
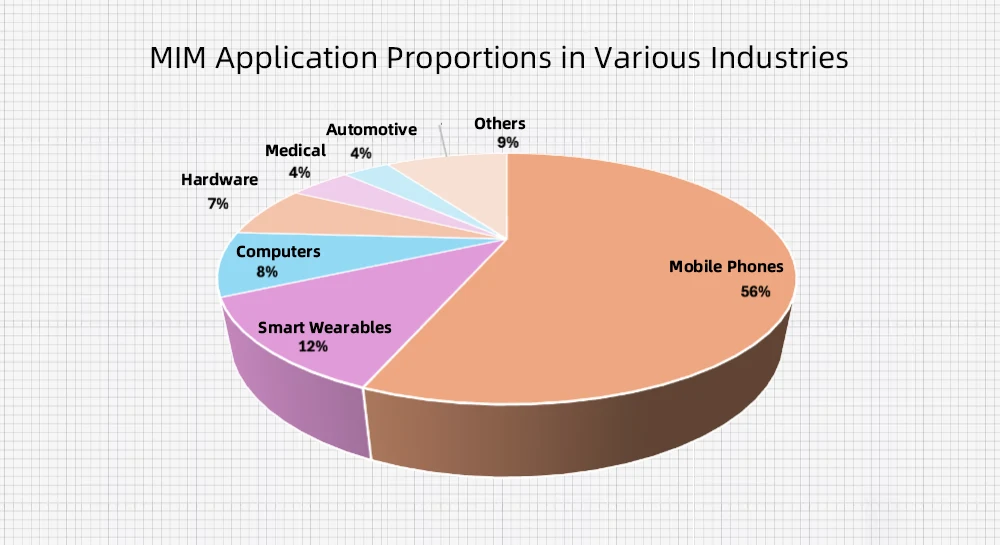
- Elettronica di consumo: La capacità del MIM di produrre prodotti complessi e di alta precisione lo rende irresistibile in questo settore. Viene utilizzato per creare prodotti chiave in dispositivi come smartwatch, hardware per computer e smartphone.