
Dans notre article sur fixationsDans le chapitre précédent, nous avons brièvement mentionné plusieurs techniques d'assemblage par fixation. Pour des raisons techniques ou structurelles, de nombreux produits ou composants en plastique peuvent être assemblés à partir de pièces composées de matériaux et de fonctions différents. Pour assembler deux pièces, il faut concevoir une connexion entre elles. L'objectif de la conception d'un assemblage est de créer la méthode d'assemblage la plus appropriée en fonction de différents facteurs pour assembler et sécuriser les pièces ensemble.
Les méthodes d'assemblage des matières plastiques étant une leçon importante pour les concepteurs de produits, cet article continuera d'explorer les méthodes d'assemblage entre les pièces en plastique.
Méthodes d'assemblage des pièces en plastique
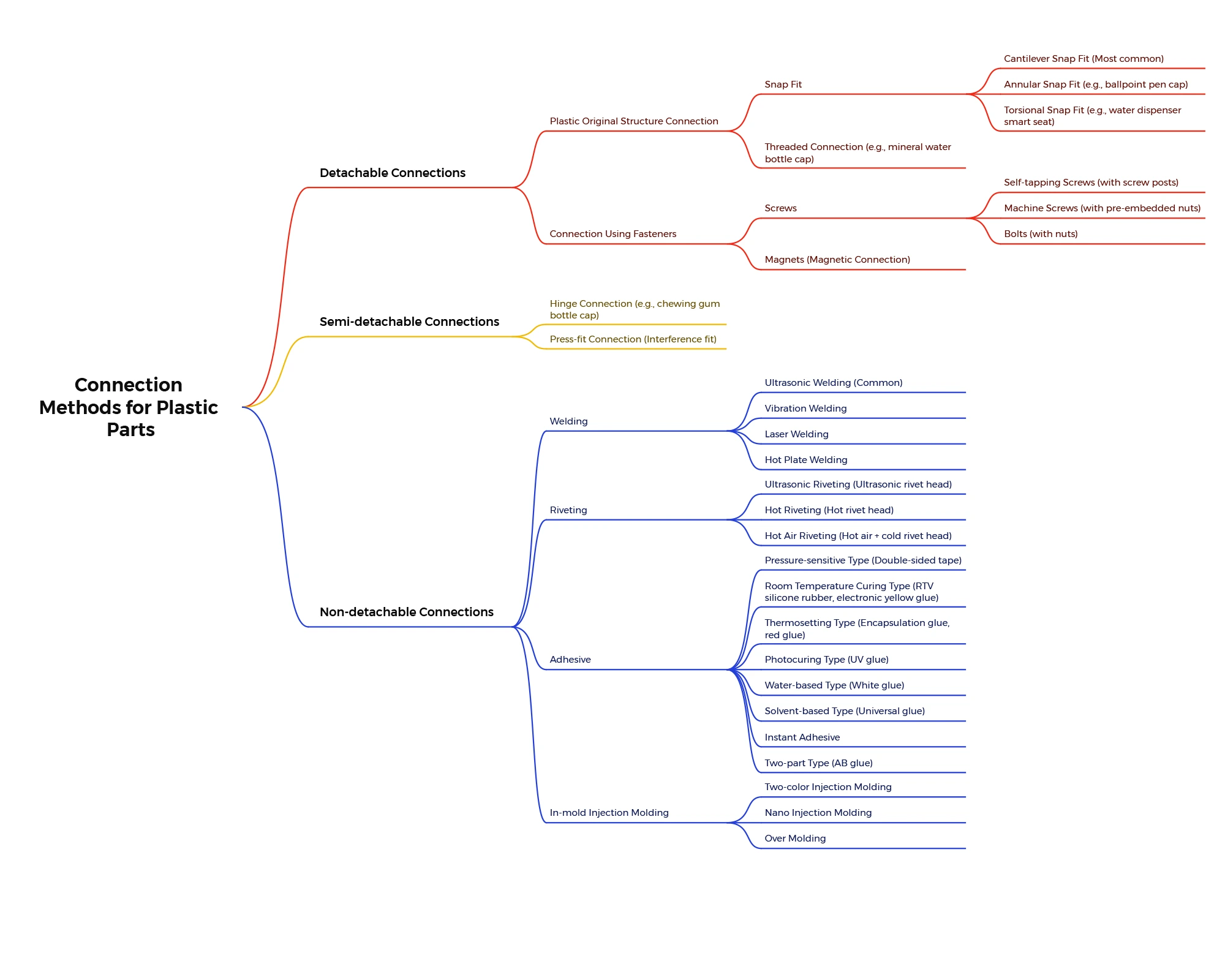
Il existe de nombreuses façons d'assembler des pièces en plastique. Elles peuvent être grossièrement divisées en connexions détachables, connexions semi-détachables et connexions non détachables. Cette classification n'est pas très précise. Certaines méthodes d'assemblage peuvent passer d'un type à l'autre en cas de modification des paramètres structurels. Par exemple, si l'engagement du fermoir est trop fort, il peut devenir difficile ou impossible à détacher. Certains adhésifs peuvent être éliminés par chauffage. Par conséquent, la classification suivante n'est donnée qu'à titre indicatif et ne doit pas être considérée comme une norme.
L'assemblage et la fixation des pièces en plastique peuvent utiliser une seule méthode ou une combinaison de deux méthodes ou plus, comme la combinaison fermoir + vis. Cependant, quelle que soit la méthode de connexion, les principaux facteurs suivants doivent être pris en compte avant de choisir la méthode de connexion :
- Performance de démontage : La nécessité d'un démontage, la fréquence du démontage, la réversibilité du démontage et la commodité du démontage.
- Propriétés des pièces de connexion : Si la forme géométrique est acceptable, s'il y a suffisamment d'espace et si les propriétés du matériau répondent aux exigences.
- Environnement d'exploitation : Charge (exigences en matière de résistance), température (exigences en matière de résistance à la température) et milieu (exigences en matière d'étanchéité à la poussière et à l'eau).
- Facteurs économiques : Coûts des matériaux auxiliaires, coûts d'assemblage et coûts d'entretien.
- Exigences esthétiques : L'intégrité de l'aspect et des effets esthétiques.
Il est difficile, voire impossible, de satisfaire simultanément à tous ces facteurs. C'est pourquoi il convient de choisir la méthode d'assemblage appropriée en fonction des exigences spécifiques du produit ou de la structure.
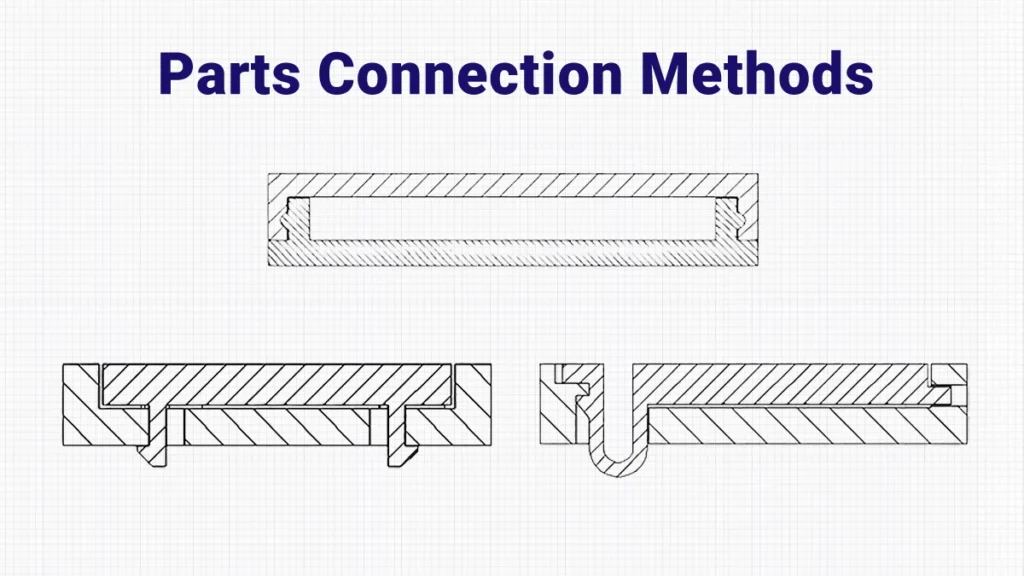
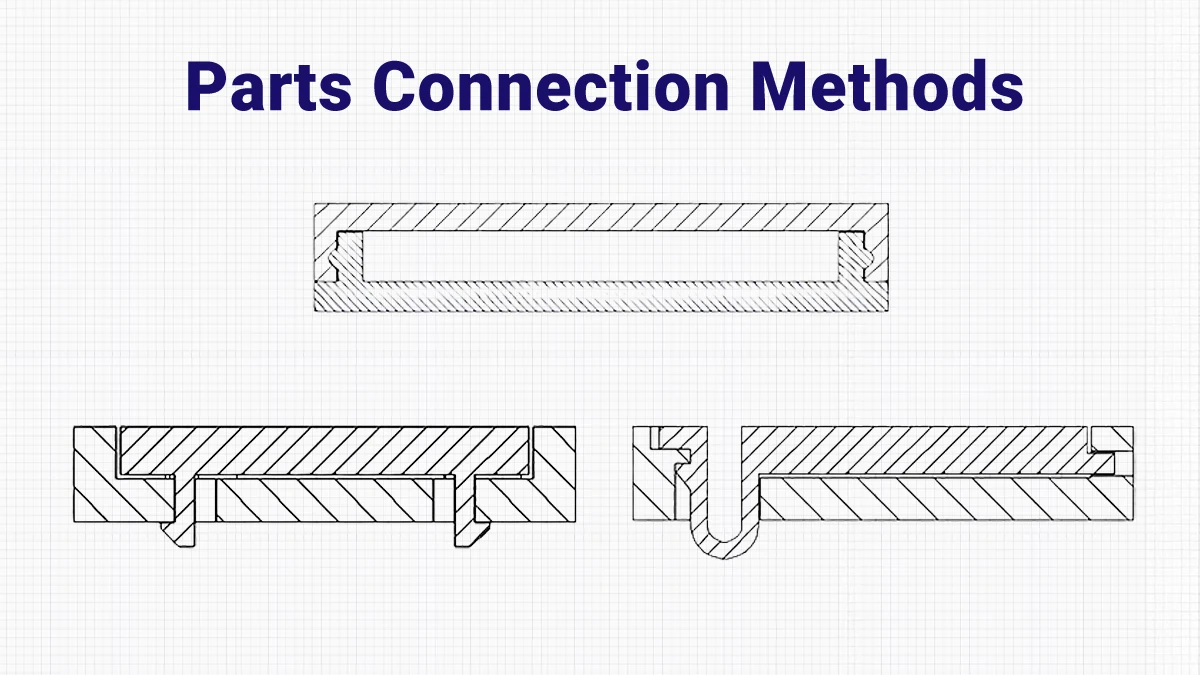
Ensuite, nous présenterons différentes méthodes d'assemblage entre des pièces en plastique à l'aide d'exemples. Par exemple, étant donné les deux pièces suivantes (la taille et la structure spécifiques doivent être conçues en fonction du produit spécifique), quelles sont les méthodes d'assemblage disponibles et existe-t-il des structures similaires dans la vie de tous les jours ?

1. Snap Fits
Il existe de nombreux types d'ajustements rapides. Les paragraphes suivants présentent les plus courants d'entre eux.
Conseils : Si vous souhaitez en savoir plus, vous pouvez cliquer sur le lien “guide d'emboîtement"pour en savoir plus.
a). Mousquetons en porte-à-faux
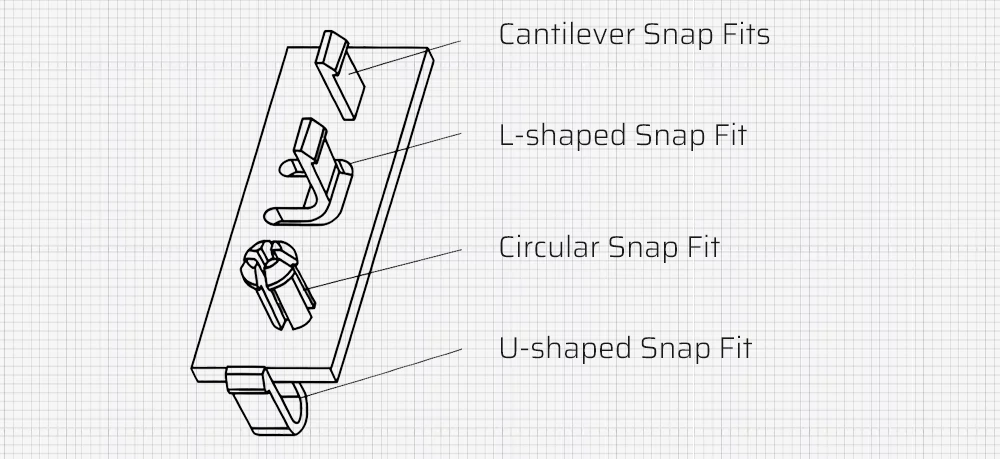
1). Bras droit encliquetable : Cette méthode est couramment utilisée pour relier et fixer des éléments décoratifs. Elle est facile et rapide à installer, esthétique, et son caractère amovible dépend de l'importance de l'engagement.
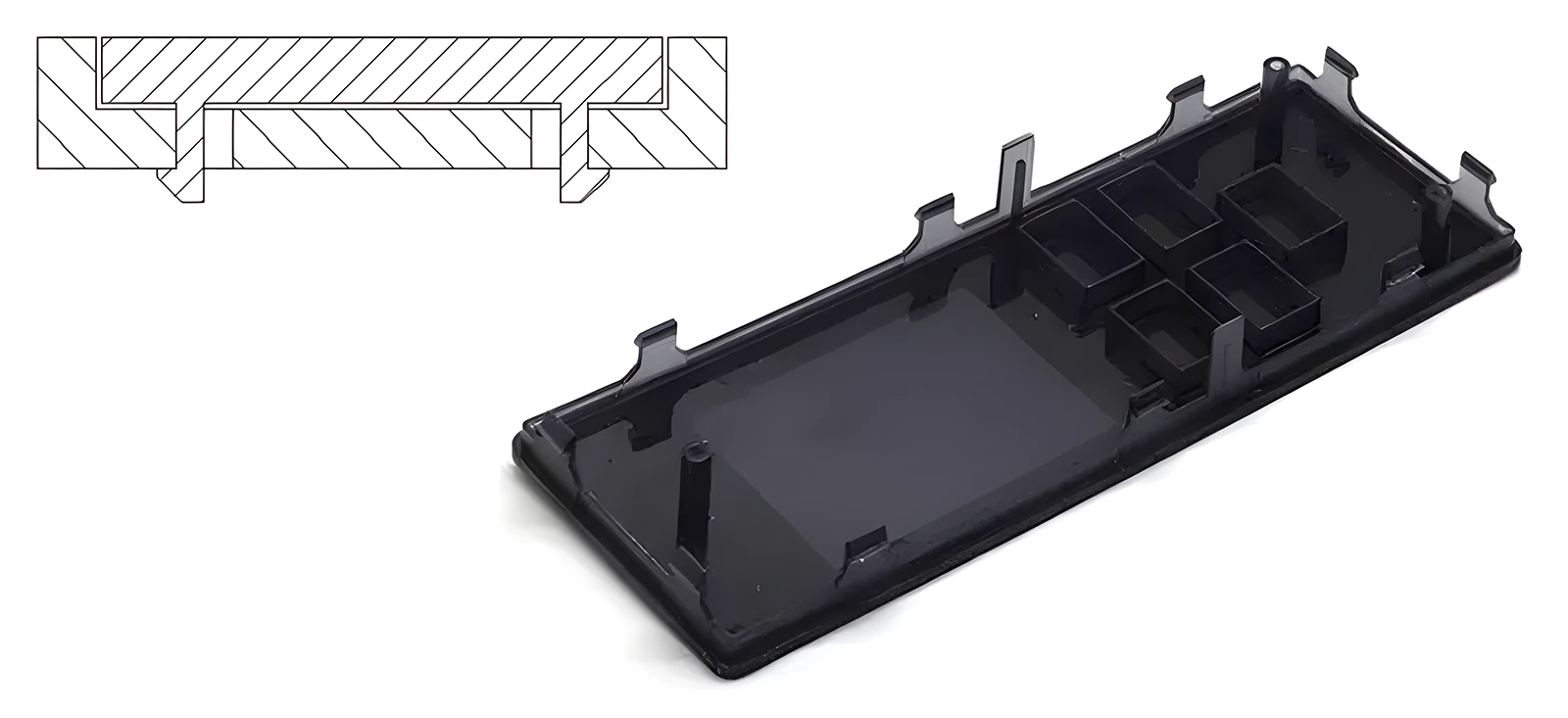
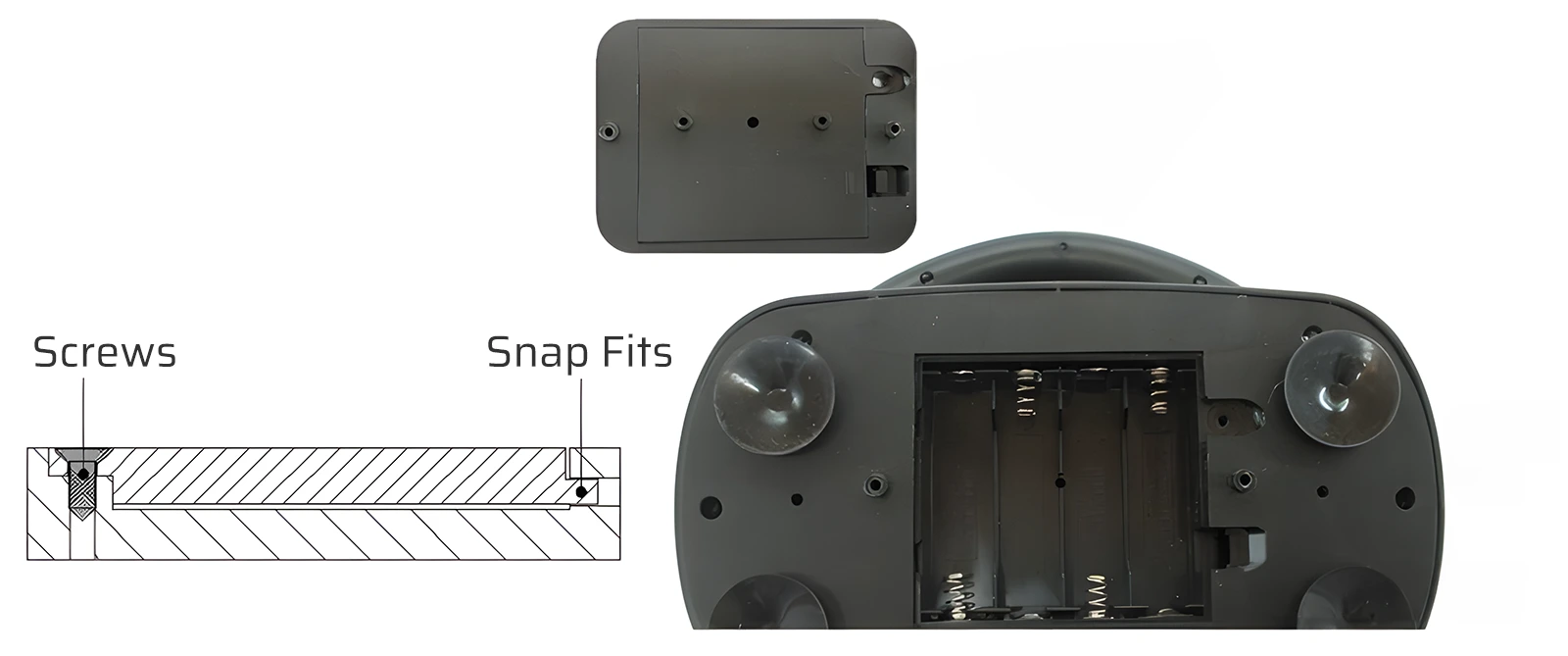
2). Snap Fit en forme de U : Couramment utilisé dans les connexions des couvercles de batterie. La structure en U offre un espace pour la déformation élastique et permet de multiples assemblages et désassemblages.
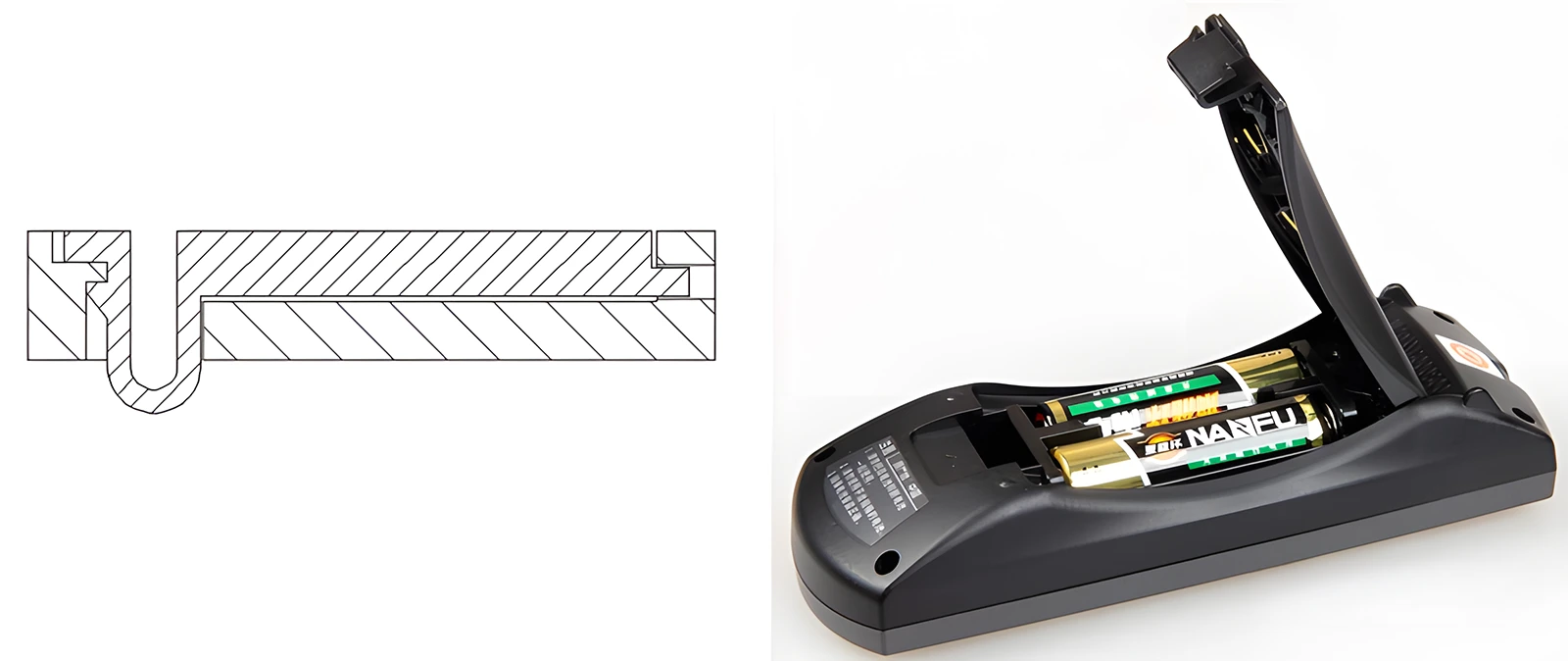
La structure d'encliquetage suivante est une variante de l'encliquetage en forme de U. L'encoche allongée offre un espace de déformation élastique, permettant de multiples assemblages et désassemblages.
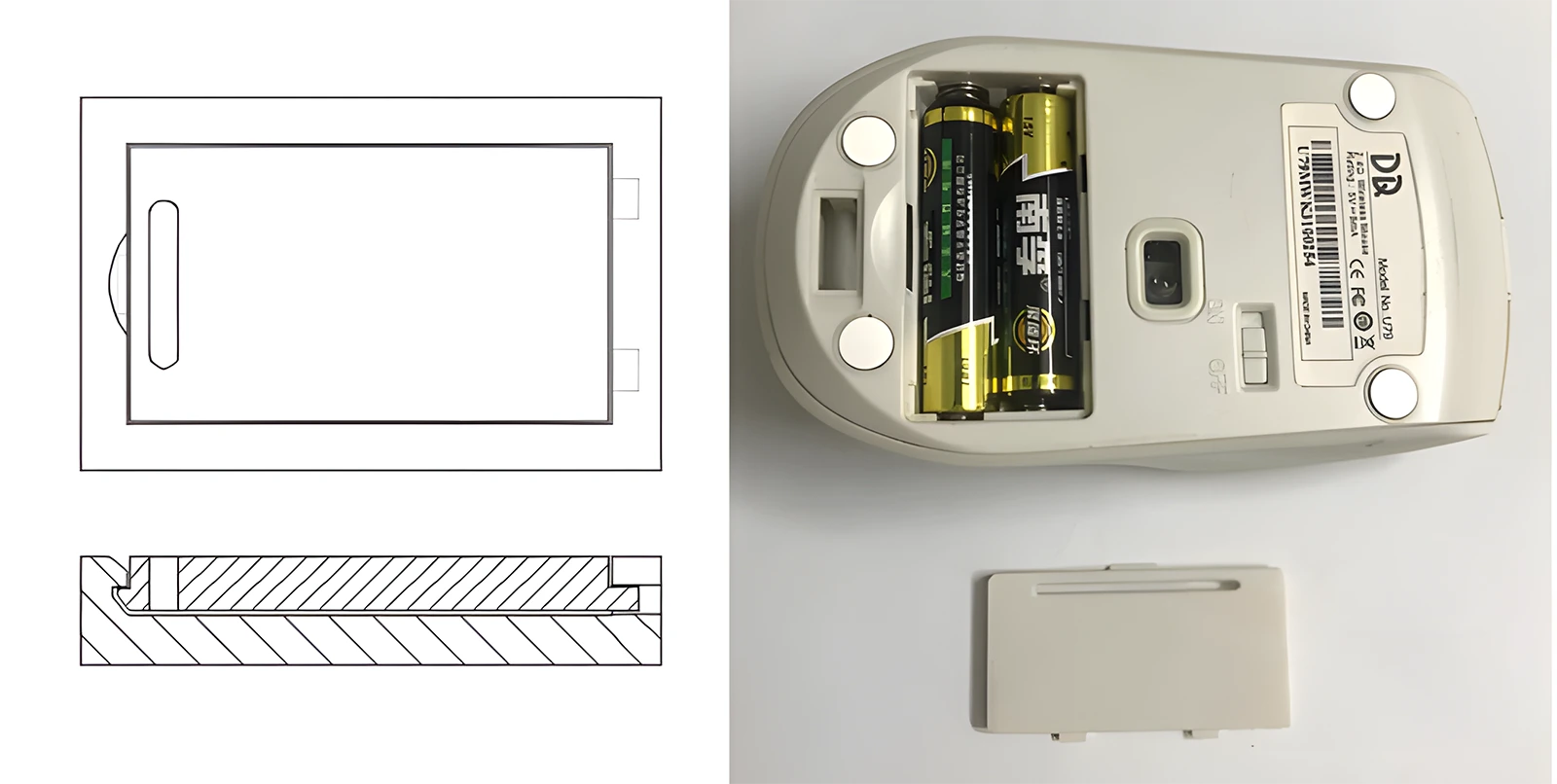
La forme suivante est une autre forme de la précédente, l'espace de déformation étant transféré à l'intérieur. Il cause beaucoup moins de dommages à l'apparence que les deux types précédents. Toutefois, l'inconvénient est que le couvercle de la batterie doit s'enrouler autour du bord inférieur du boîtier, ce qui le rend moins adapté à l'installation de la batterie au milieu du produit.
3). Snap Fit + Vis : Cette méthode de connexion du couvercle de la pile est couramment utilisée dans les jouets pour empêcher les enfants de démonter la pile.
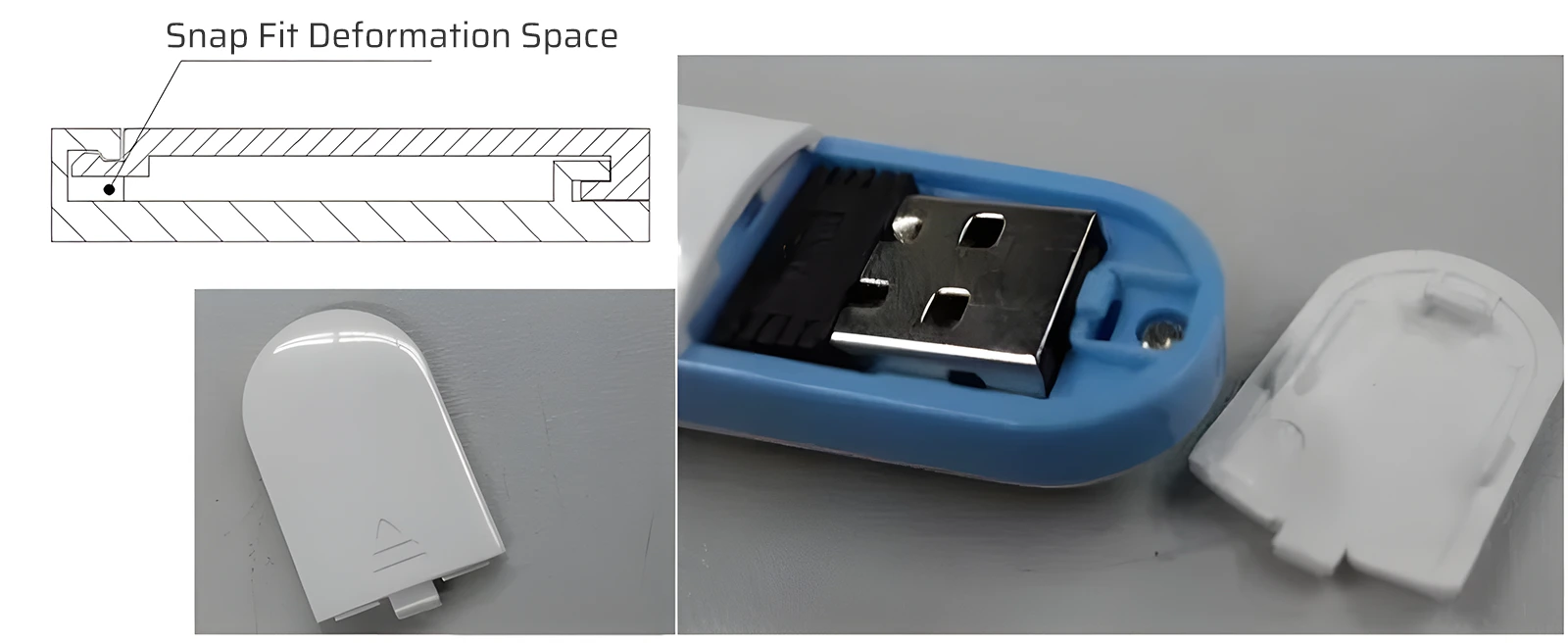
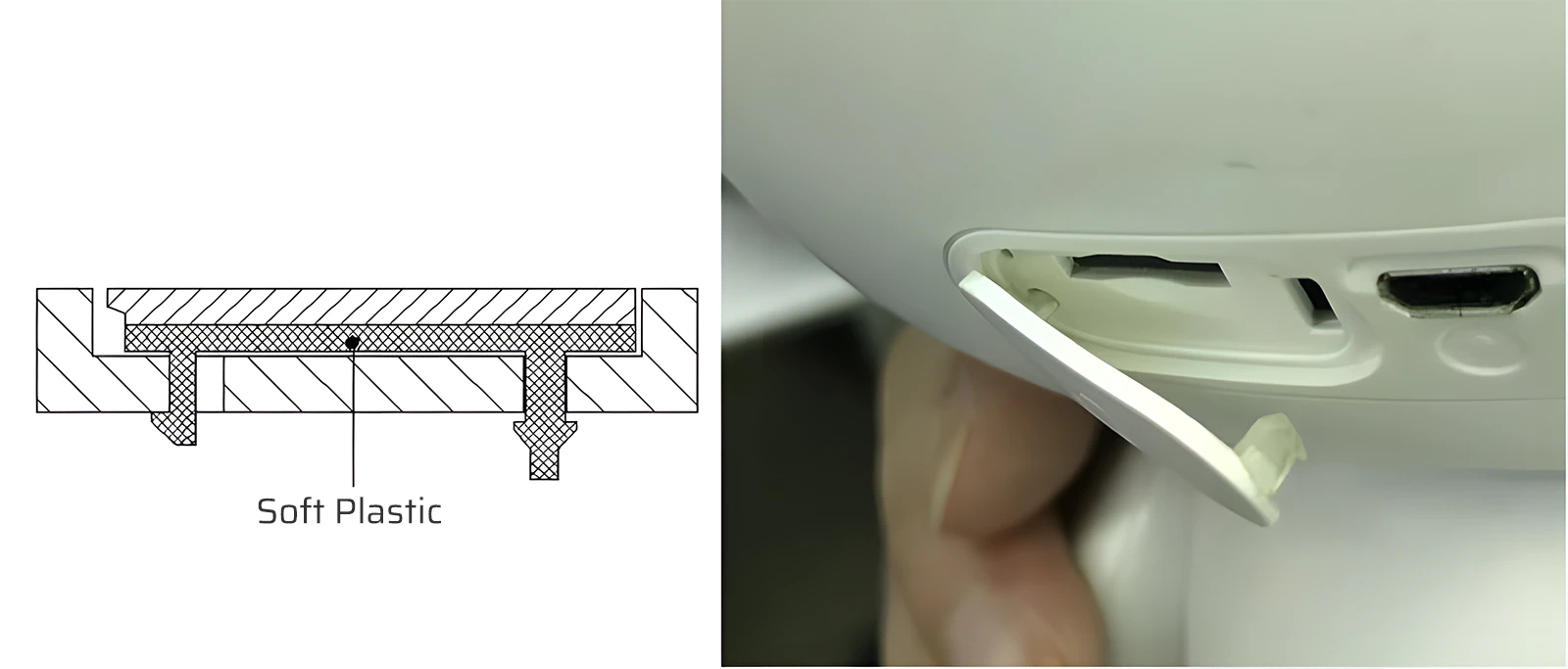
4). Ajustement souple par pression : Atteint grâce à moulage par injection bicolore. L'emboîtement souple présente une bonne déformation élastique et peut être assemblé et désassemblé à plusieurs reprises. La petite poignée du fermoir n'affecte pas l'intégrité de l'apparence et est couramment utilisée pour les couvertures anti-poussière sur les interfaces des produits électroniques et numériques.
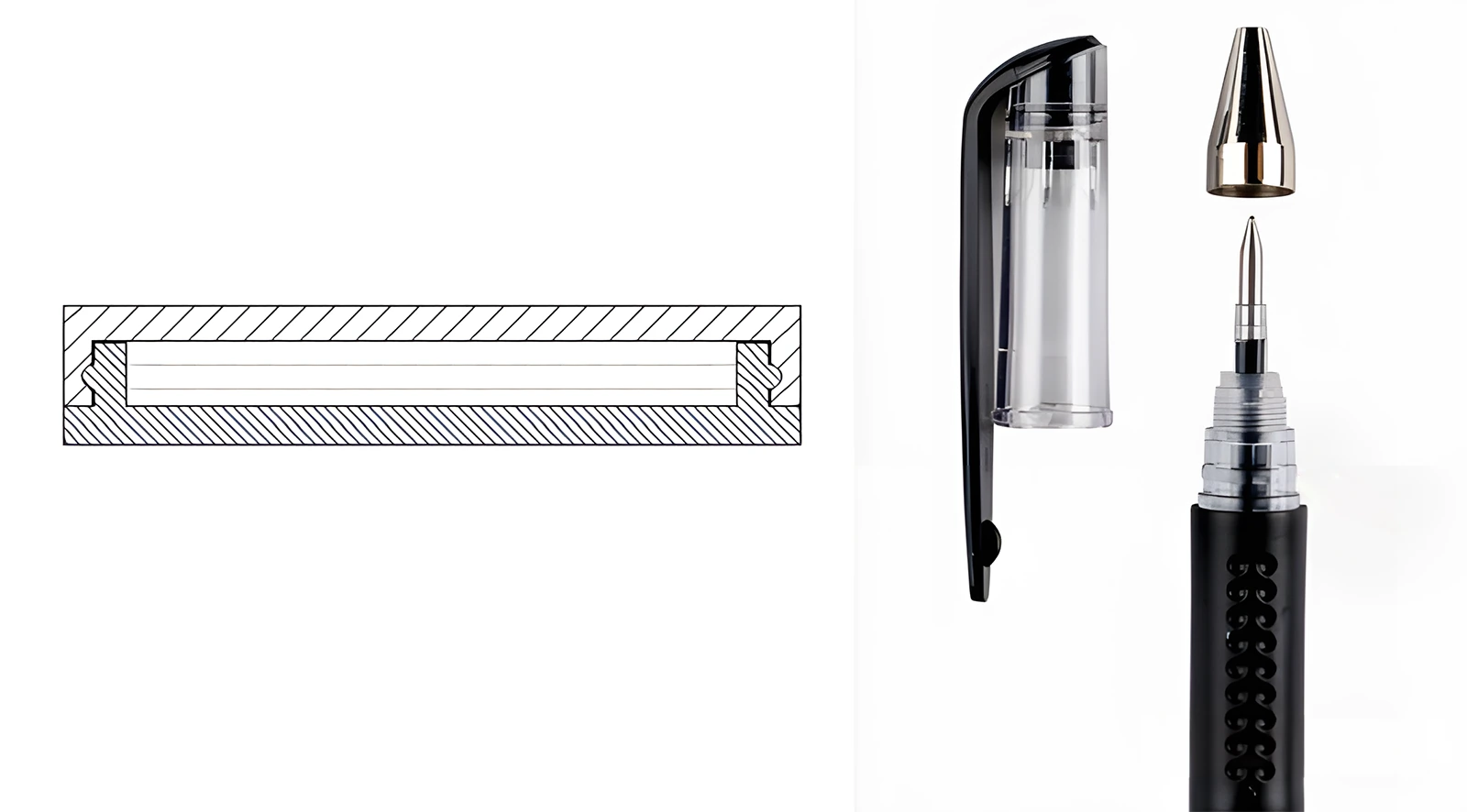
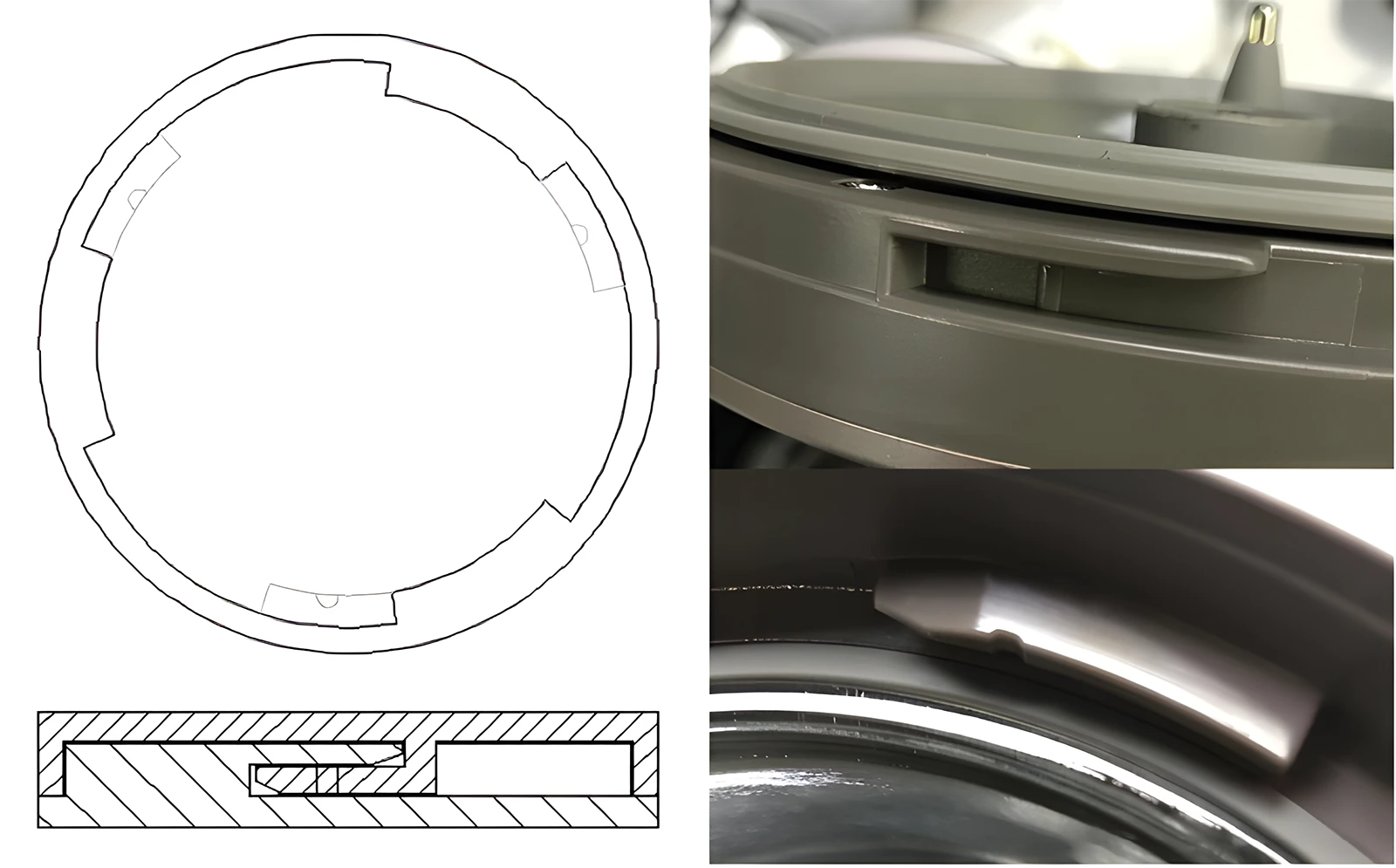
b). Snap Fit annulaire
Cet emboîtement nécessite qu'une des parties soit une pièce déformable, et la pièce déformable doit de préférence être faite d'un matériau ayant une bonne ténacité pour éviter les fissures après de multiples assemblages.
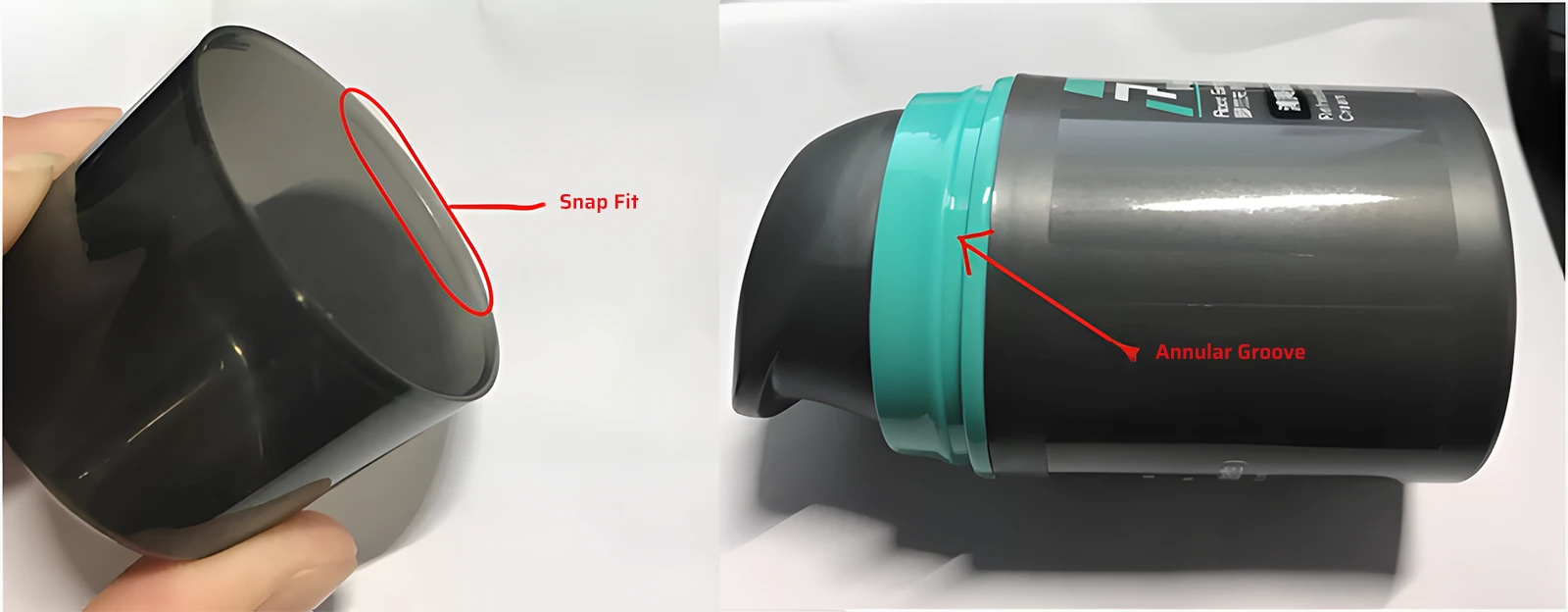
Il n'est pas nécessaire que l'emboîtement annulaire soit un cercle complet. Il doit être conçu en fonction de la situation réelle. Par exemple, le bouchon de bouteille ci-dessous comporte quatre boutons-pression intérieurs régulièrement répartis au lieu d'un cercle complet. La raison pour laquelle un cercle complet n'a pas été conçu est probablement la facilité d'assemblage et une bonne prise en main. Si l'encliquetage n'est pas serré, la longueur de l'encliquetage intérieur peut être augmentée en ajoutant de l'adhésif pour une modification ultérieure du moule.
c). Snap Fit en torsion
Cet emboîtement fonctionne différemment des emboîtements précédents. Il implique deux actions : d'abord, placer les deux pièces en position, puis les faire tourner pour obtenir l'effet d'encliquetage et de fixation.
2. Raccord fileté
Utilisé couramment dans les bouteilles de liquide ou les pipelines, tels que les bouteilles d'eau minérale, les bouchons de bouteilles de boissons et les joints de pipelines.
Conseils : Cliquez pour en savoir plus sur "les types de fils“.
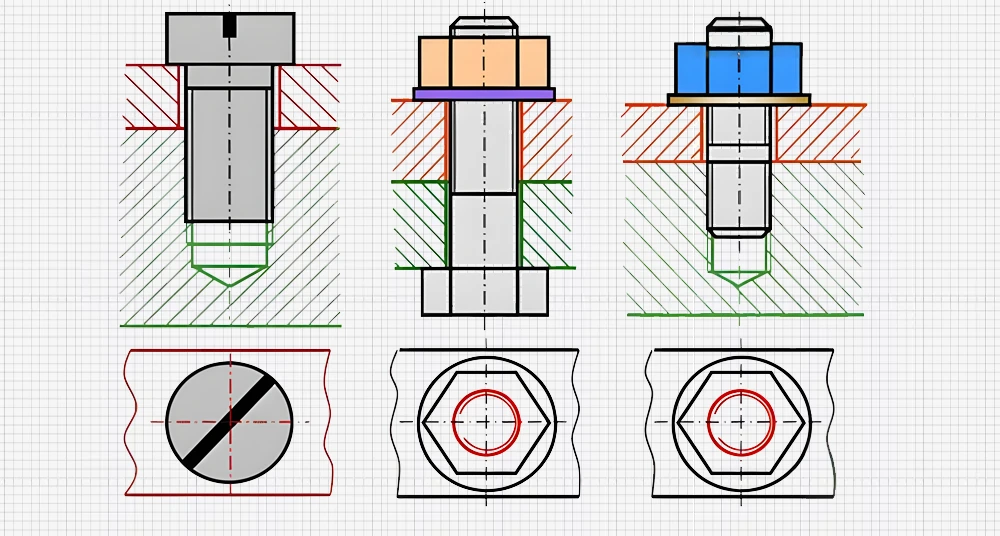
3. Raccordement par vis
Il s'agit d'une méthode très courante, connue de la plupart des gens.
4. Connexion magnétique
Généralement utilisé dans les produits qui doivent être démontés fréquemment. Bien que l'ajout d'un aimant augmente le coût, une connexion magnétique bien conçue offre une excellente expérience à l'utilisateur, est durable et ne nuit pas à l'apparence.

5. Raccordement des pièces de la charnière
Il s'agit en particulier de charnières intégrées en plastique fabriquées en polypropylène (PP), connu pour sa qualité de "plastique centuple". L'ajout d'un support élastique permet d'obtenir une pré-tension pour les états ouvert et fermé.
Conseils : Cliquez sur le lien pour obtenir une compréhension complète de “Plastiques PP".

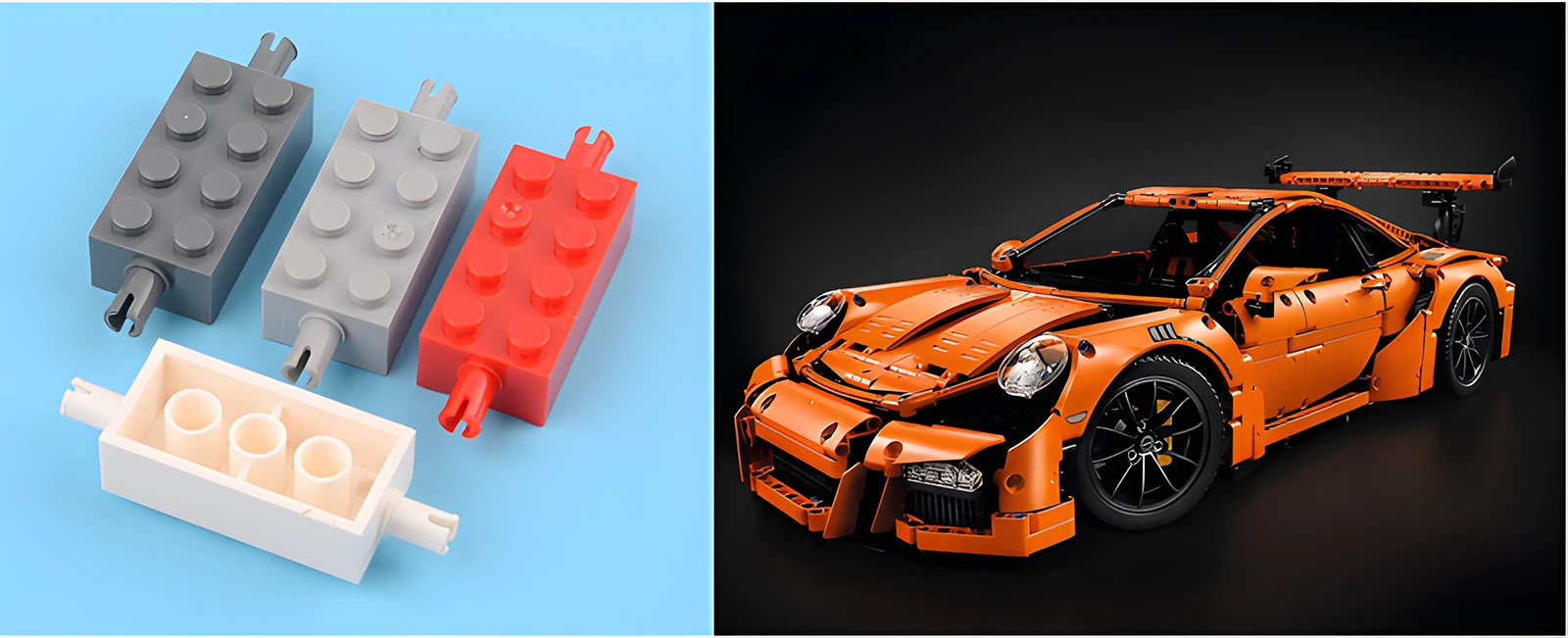
6. Raccordement des pièces par emboîtement
Se réfère principalement aux connexions à ajustement serré. Au cours de l'assemblage mécanique, de nombreuses pièces ont besoin d'un ajustement serré pour éviter la déconnexion ou transmettre un couple important, ce qui donne lieu à la technologie de l'ajustement serré. L'ajustement serré utilise l'élasticité des matériaux pour dilater ou déformer le trou et s'adapter à l'arbre (ou utiliser un arbre creux pour déformer l'arbre). Lorsque le trou reprend sa forme initiale, il serre fermement l'arbre, reliant ainsi les deux pièces. Dans les pièces en plastique, les raccords de blocs de construction utilisent souvent des raccords à ajustement serré.
D'autres exemples incluent divers bouchons en caoutchouc d'interface externe et des bouchons en caoutchouc à vis.
7. Soudage par ultrasons
Une connexion non détachable est largement utilisée dans les produits qui ne peuvent pas être démontés ou qui doivent être scellés, comme les adaptateurs d'alimentation.

8. Rivetage
Le rivetage est également complexe et nécessite de nombreuses connaissances. En fonction de la source d'énergie, on distingue le rivetage à ultrasons, le rivetage à chaud et le rivetage à air chaud. Il s'agit d'une connexion indémontable, particulièrement adaptée à la connexion et à la fixation de pièces minces telles que les cartes de circuits imprimés, les feuilles de métal et les boutons.
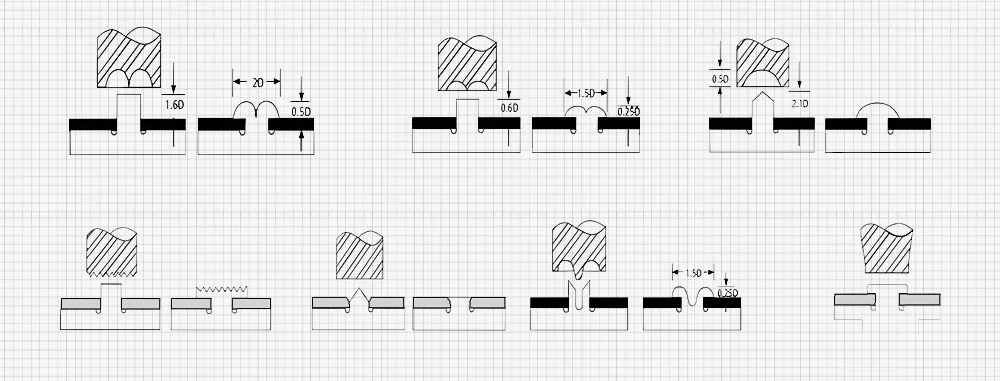
9. Raccordement des pièces adhésives
Désigne l'utilisation d'une couche de médium (adhésif) pour relier et fixer deux pièces, généralement difficiles ou impossibles à démonter.
Sensible à la pression :
Il s'agit principalement d'un ruban adhésif sensible à la pression. L'application d'une certaine pression permet d'obtenir un bon collage ; on utilise généralement le ruban adhésif double face pour relier deux pièces plates !

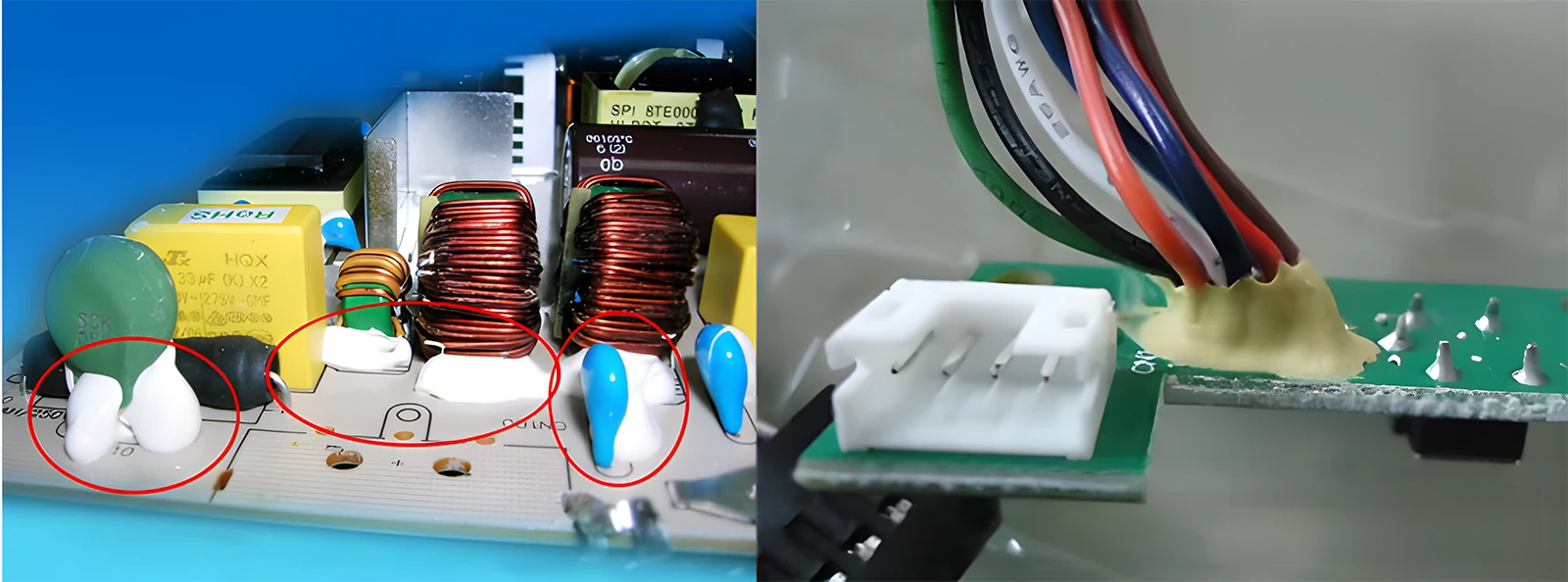
Adhésifs durcissables à température ambiante
Ces adhésifs peuvent durcir à température ambiante, comme le caoutchouc de silicone RTV et la colle jaune électronique, généralement utilisés pour fixer les composants électroniques et éviter qu'ils ne se détachent.
Adhésifs thermodurcissables
Ils sont couramment utilisés pour l'encapsulation et la fixation de composants électroniques, tels que les encapsulants époxy et la colle rouge.
Adhésifs thermoplastiques
Solide à température ambiante, elle doit être chauffée avant utilisation pour devenir un fluide visqueux, nécessite un temps de prépressage et de durcissement après utilisation. Les types les plus courants sont la colle thermofusible EVA et la colle thermofusible PUR. Différences entre elles :
Composition :
PUR est le polyuréthane, EVA est l'acétate d'éthylène-vinyle.
Mécanisme de réaction :
Le PUR durcit sous l'effet de l'humidité, une réaction irréversible. Après avoir été chauffé et collé, il réagit à l'humidité de l'air et devient irréversible (il ne fond pas lorsqu'il est réchauffé mais perd son pouvoir adhésif, de sorte qu'il faut généralement le réchauffer pour le démonter). Cette réaction irréversible permet d'améliorer la résistance et les performances à haute et basse température, avec une grande fiabilité. Couramment utilisé dans les produits électroniques et numériques tels que les téléphones, les tablettes, les écouteurs et l'électronique automobile, pour fixer les écrans et les couvercles arrière des smartphones à cadre étroit et pour l'imperméabilisation.
L'EVA se lie physiquement, se refroidit et se solidifie après l'application. Le réchauffement le refond, permettant une nouvelle liaison, ce qui le rend réversible. Son pouvoir adhésif est faible et son point de ramollissement est bas. Il ne résiste pas aux températures élevées.
Photocomposition :
Désigne les adhésifs qui durcissent sous l'effet de la lumière ultraviolette, tels que la colle UV, également connue sous le nom d'adhésif durcissant aux UV ou de colle sans ombre. Il s'agit d'un adhésif acrylique monocomposant, à faible viscosité, très résistant, à longue durée de conservation, sans solvant, à durcissement rapide, d'une bonne transparence et d'une excellente résistance à la chaleur et aux produits chimiques !

A base d'eau :
Par rapport aux adhésifs à base de solvant, les adhésifs à base d'eau utilisent l'eau comme solvant ou dispersant, remplaçant ainsi les solvants organiques toxiques qui polluent l'environnement. Les adhésifs actuels à base d'eau ne sont pas exempts de solvant et peuvent contenir des composés organiques volatils limités comme auxiliaires pour contrôler la viscosité ou l'écoulement. L'adhésif à base d'eau le plus répandu est la colle blanche ou la colle à bois, couramment utilisée dans la décoration intérieure. La pâte utilisée pour coller les couplets pendant le Nouvel An chinois est également un adhésif à base d'eau, adapté au collage du papier. En raison de son inconvénient, les développeurs ont par la suite créé la colle solide, qui est particulièrement adaptée à un usage bureautique.

A base de solvant :
Désigne les adhésifs qui utilisent des solvants organiques (benzène, toluène, etc.) comme solvant ou dispersant. En raison des substances nocives pour la santé humaine, telles que les composés organiques volatils, le benzène et le toluène, ces adhésifs ne sont pas respectueux de l'environnement. Les adhésifs typiques à base de solvant comprennent la colle universelle.
Adhésif instantané :
Composé principalement d'α-cyanoacrylate, auquel sont ajoutés des tackifiants, des stabilisants, des durcisseurs et des inhibiteurs de polymérisation. Il s'agit d'un adhésif monocomposant à durcissement instantané qui durcit rapidement au contact des traces d'humidité dans l'air, collant fermement les pièces.
Adhésif en deux parties :
Constitué de deux liquides qui durcissent après avoir été mélangés, souvent appelé colle AB. Les types les plus courants sont les suivants acryliqueLes colles AB, époxy et polyuréthane. On l'appelle aussi colle forte car elle possède une force d'adhérence élevée, comparable à celle de la soudure.
10. Moulage par injection dans le moule
C'est le moyen idéal pour relier deux pièces, en combinant différents matériaux ou couleurs de plastique ou de plastique + métal en une seule, éliminant ainsi les étapes d'assemblage ultérieures. Toutefois, il s'agit d'une connexion non détachable dont les coûts de moulage sont élevés, de sorte que la méthode de connexion doit être choisie en fonction de la structure spécifique du produit. Il existe trois types principaux : le moulage par injection bicolore, moulage par injection secondaireet le moulage par nano-injection. Pour plus de détails, voir l'introduction à la structure des moules bicolores.
- Moulage par injection bicolore
- Surmoulage
- Moulage par injection nanométrique
Conclusion
Chaque méthode de connexion peut s'étendre à de nombreux contenus. Si vous le souhaitez, vous pouvez rechercher davantage d'informations pour approfondir votre compréhension. Je fournirai également des introductions individuelles complètes à certaines de ces méthodes de connexion dans de futurs articles. Restez à l'écoute.














