

Dalle basi ai concetti avanzati, questa guida copre tutti gli aspetti dei tipi di filettatura. Esplora i diversi tipi di filettatura, le loro applicazioni e le migliori pratiche per ottenere prestazioni ottimali in progetti strutturali, di prodotto e di produzione.
Le filettature sono componenti spesso trascurati ma innegabilmente cruciali nel mondo dell'ingegneria. Le filettature sono essenziali per la tenuta, la trasmissione di potenza e il fissaggio e si trovano in qualsiasi cosa, dalle piccole viti alle enormi macchine industriali. Scoprite le tecnologie avanzate delle filettature e approfondite le conoscenze essenziali per prendere decisioni informate in campo ingegneristico.
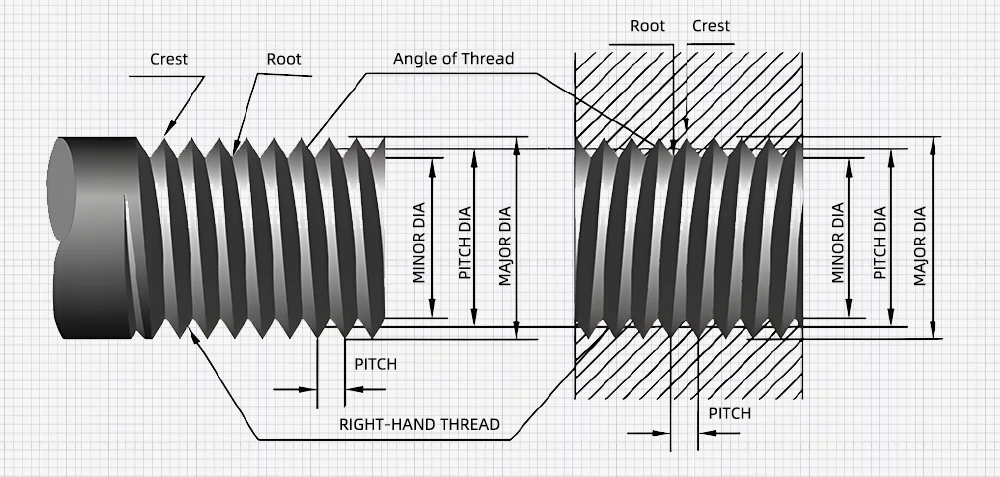
Una filettatura è una cresta o una scanalatura elicoidale prodotta o tagliata su una superficie cilindrica. Questo esatto disegno a spirale forma un'interfaccia meccanica che consente la trasmissione della forza di rotazione o l'unione sicura dei componenti. La comprensione dei suoi componenti fondamentali è fondamentale per progettare filettature efficienti in grado di unire o fissare in modo sicuro i componenti.
Elementi fondamentali della filettatura della vite
PIAZZA
Il passo rappresenta la distanza assiale tra due creste (o radici) successive di una filettatura. Non va confuso con il passo, che è la distanza di avanzamento assiale di una filettatura in un giro completo. Ha un impatto diretto sulla capacità del filetto di avanzare a ogni rotazione e sul suo movimento lineare e rotatorio.
RADICE
La radice è la superficie inferiore del filo. È il punto più basso del filo, al contrario della cresta.
FLANCIO
I fianchi si riferiscono ai lati dritti del filo che collegano la cresta e la radice, formando le superfici inclinate del filo. Formano una struttura solida con superfici laterali inclinate e pendenze che vanno dalla cresta alla radice.
CREST
Per cresta si intende il punto più alto di una filettatura che forma la superficie esterna della vite.
PIOMBO
Il vantaggio è la distanza assiale che un bullone o un dado percorre in una rotazione completa (360°). Il vantaggio nelle filettature a più principi è pari al numero di principi moltiplicato per il passo, mentre nelle filettature a un solo principio è pari al passo. Quanto più piccolo è il passo, tanto maggiore è il vantaggio meccanico.
ANGOLO DEL FILO
È l'angolo misurato su un piano assiale tra i fianchi del filetto.
DIAMETRO MAGGIORE
Il diametro maggiore è il diametro di un cilindro immaginario che circonda e tocca le sommità delle filettature esterne. Le filettature interne toccano i fondi delle filettature.
DIAMETRO MINORE
Il diametro minore, detto anche diametro della radice, è il diametro del cilindro immaginario alla radice.
DIAMETRO DI PASSO
Il diametro del passo è il diametro in cui lo spessore del dente è uguale al passo/2 o al diametro del cilindro immaginario (concentrico all'asse del filetto) che attraversa la superficie in quel punto. Il diametro del passo si trova a metà strada tra il diametro maggiore e il diametro minore di una filettatura a V. Tuttavia, pochi filetti si formano in questo modo.
FILETTATURA ESTERNA
Si tratta di filettature presenti sulla superficie esterna di componenti quali tubi, bulloni, viti, prigionieri, cilindri e alberi.
FILETTATURA INTERNA
La filettatura interna si forma sulla superficie interna dei componenti, come la filettatura di un dado, di un cilindro o di un tubo.
FILETTATURA DESTRA
Quando un bullone o un'asta ruotano in senso orario, la loro superficie esterna avanza nel dado, mentre quando la vite è posizionata orizzontalmente, si inclina verso l'alto e verso sinistra.
FILETTO SINISTRO
Quando un bullone o un'asta ruota in senso antiorario, la sua filettatura sinistra avanza nel dado. Quando la vite è posizionata orizzontalmente, si inclina verso l'alto e verso destra.
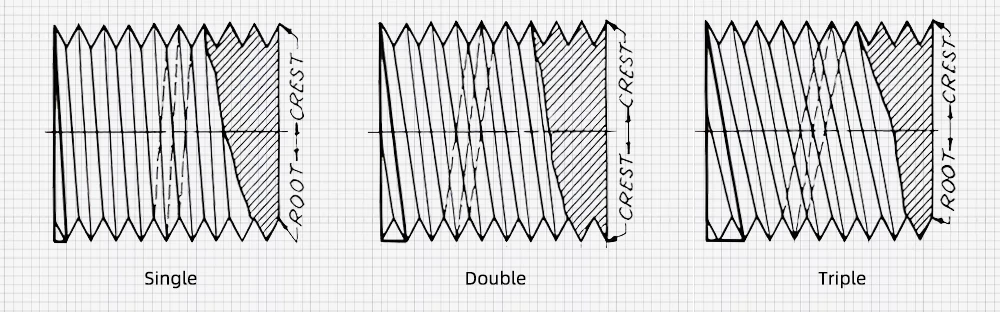
FILO A PARTENZA SINGOLA
La filettatura a partenza singola è una filettatura a partenza singola che ha un passo che coincide con il piombo e un'unica elica visibile, o punto di partenza, che percorre la lunghezza della filettatura su un cilindro. Il passo della filettatura fa sì che il dado si muova lungo l'asse quando un dado è fissato saldamente in una posizione su un bullone filettato e l'asta ruota di 360 gradi.
FILO A DOPPIO AVVIO
Anche le filettature all'interno del foro del dado sono filettature a doppia partenza quando c'è una filettatura a doppia partenza. Un dado avanza o si sposta del doppio del passo della filettatura quando si inserisce in un bullone o in un'asta con filettatura a doppio avvio, e l'asta ruota di 360 gradi.
FILO MULTI-AVVIO
Le filettature a più principi si riferiscono a due o più filettature con lo stesso passo che corrono parallele tra loro. Nelle situazioni in cui un sistema non richiede l'autobloccaggio, ma piuttosto un'elevata velocità di traslazione lungo l'asse del filetto, si applicano le filettature a più principi.
Tipi di fili
Lo sviluppo di vari profili di filettatura è stato influenzato dai processi di produzione storici e dalle preferenze regionali, che hanno portato alla standardizzazione di tipi di filettatura specifici per diverse applicazioni. Inoltre, a causa di requisiti unici sulla capacità di carico, esistono diversi standard di filettatura. È qui che la forma della filettatura è importante. Ogni tipo di filettatura ha uno scopo ben preciso ed è caratterizzata da profili unici. Questo influisce sull'aspetto e sul comportamento della filettatura e comprende valori come il passo e l'angolo del fianco. Il profilo della filettatura determina anche il campo di applicazione per il quale una filettatura è adatta. I tipi di filettatura più comuni si suddividono in diversi gruppi.
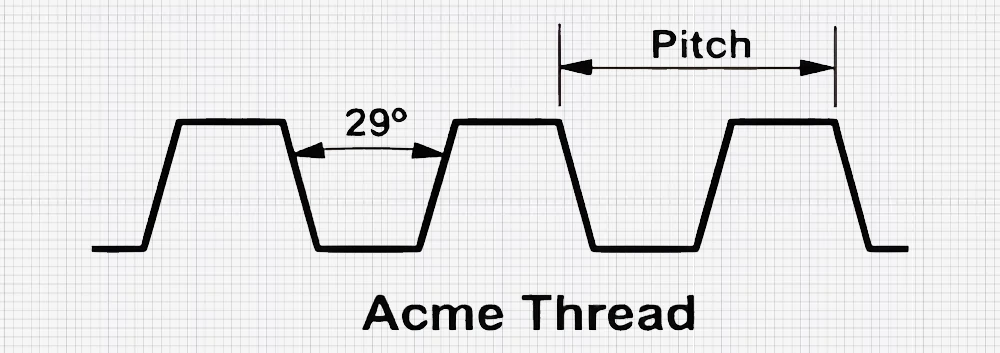
Filettature Acme
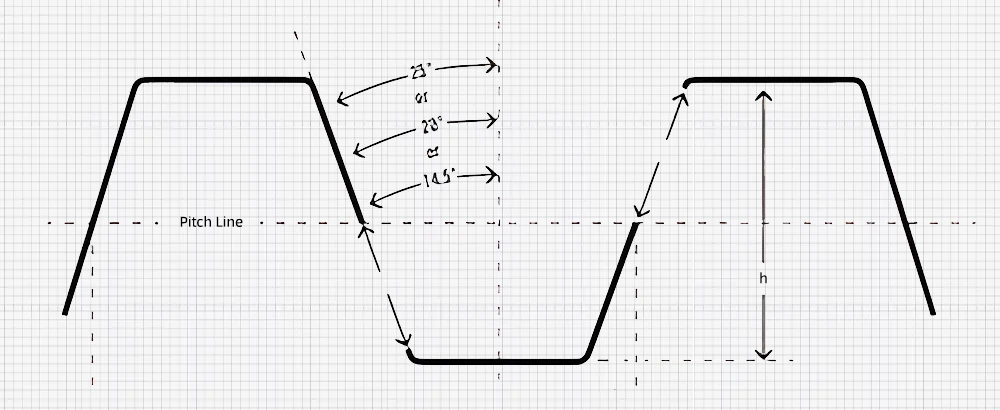
Queste filettature assomigliano in generale alle filettature quadrate, ma hanno una forma affusolata, cioè sono sottili in alto e piatte in basso. Rispetto alla filettatura quadra, è un po' più semplice da tagliare sul lavoro. Inoltre, è considerata molto più resistente. Fissare o svitare il dado spaccato su queste filettature sembra più facile alle loro estremità inclinate. Non contiene gioco. Questa filettatura ha un angolo di fabbricazione di 29°. Le valvole in ottone, le morse da banco e i torni per avvitare sono spesso dotati di filettatura acme.
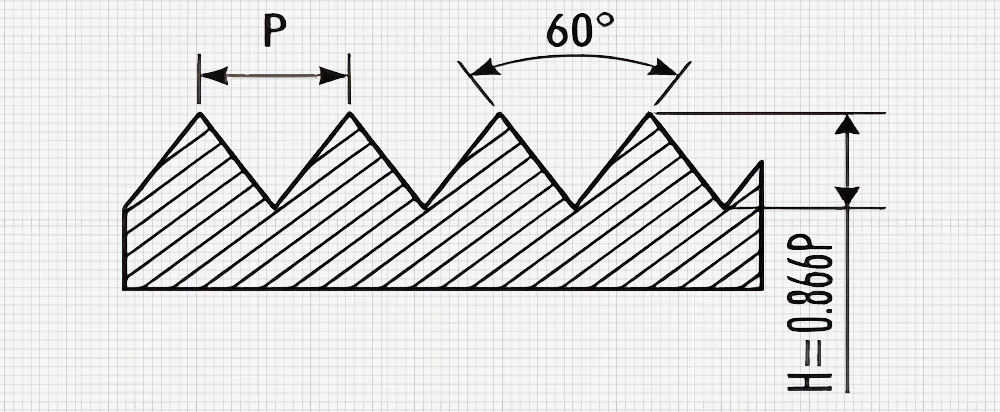
Filettature a V
La forma "V" dell'alfabeto inglese appare in questo stile di filo. A macchina per tornio, fresatriceI filettatori, i rubinetti, le filiere e altri strumenti possono tagliare o creare questo tipo di filettature. Tuttavia, gli standard utilizzati per realizzare queste filettature variano. È il tipo di filettatura più diffuso.
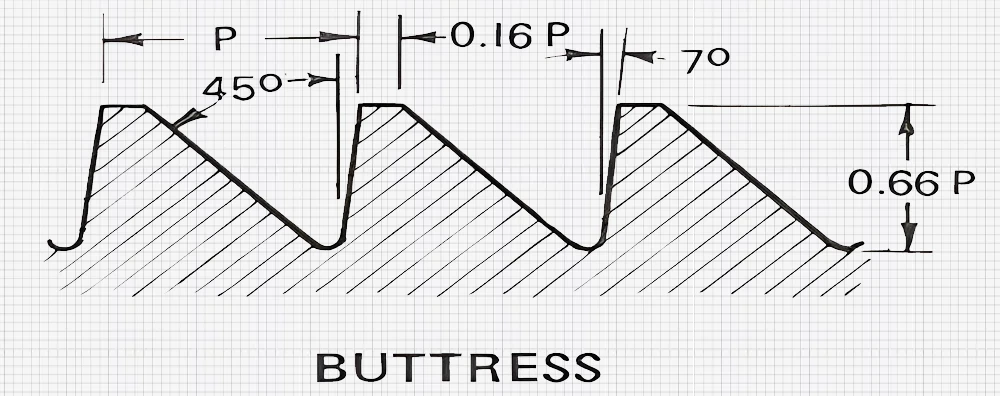
Filettature del contrafforte
Questa filettatura è triangolare, con una faccia orientata perpendicolarmente all'asse della vite e la seconda faccia semplicemente inclinata. Rispetto alla filettatura quadrata, ha una forza di trazione maggiore. I vantaggi della filettatura quadrata e di quella a V sono entrambi offerti dall'unità di filettatura a contrafforte. La sua resistenza è pari a quella di un filetto a V e ha la stessa bassa resistenza all'attrito del filetto quadro. Per questo motivo, è applicabile in situazioni in cui è necessario assorbire un'eccessiva trazione su un lato, come in un cricchetto.
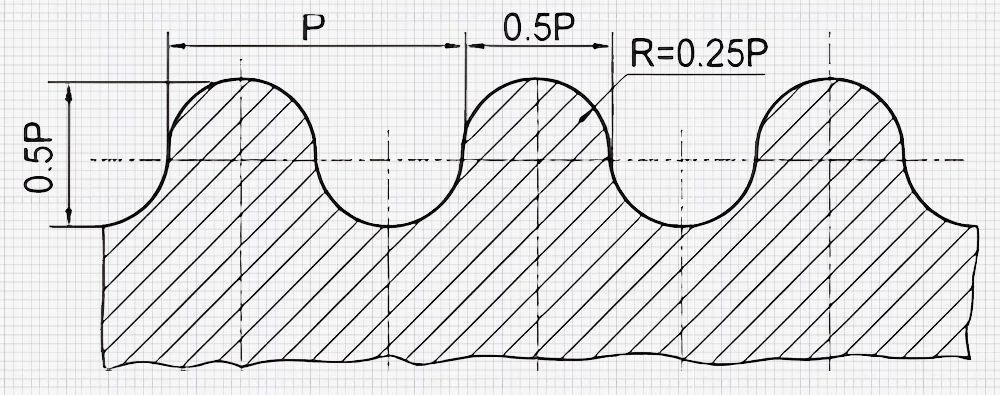
Filettature per nocche
Il filo è abbastanza resistente. È utilizzabile sia per lavori leggeri che per lavori pesanti e impegnativi. Sia la cresta che la radice sono semitonde. Le filettature Knuckle sono progettate per funzionare bene in ambienti difficili dove possono accumularsi detriti, grazie al loro profilo arrotondato che resiste ai danni e all'accumulo di sporco. Questa filettatura modifica il design della filettatura quadrata, consentendo una facile fusione e laminazione. Ha un angolo di 30°. Strozzature per vetro, giunti per carrozze ferroviarie, ingranaggi di accoppiamento, valvole, raccordi, scivoli, idranti, grandi isolatori stampati utilizzati nel settore elettrico e altri articoli possono avere filettature a snodo.
Fili di verme
Sebbene siano più profondi delle filettature Acme, le loro forme sono molto simili. Inoltre, hanno un angolo di 29°. Le filettature a vite senza fine sono comunemente utilizzate nei sistemi in cui la trasmissione di potenza avviene ad angolo retto (vicino a 90°), come nei sistemi di ingranaggi a vite senza fine delle automobili. L'angolo esatto può variare in base al progetto specifico. Le ruote elicoidali si adattano perfettamente all'albero poiché tre dei loro denti sono filettati a vite senza fine.
Singolo e multi-thread
È possibile che un lavoro abbia alcune filettature distinte e indipendenti che scorrono contemporaneamente. Di conseguenza, quando un bullone o una vite sono completamente girati, si parla di vite a filettatura singola. Inoltre, un singolo filetto è in movimento. Nelle viti a filettatura multipla o a più avvitamenti è presente più di una filettatura in qualsiasi momento. Le filettature indipendenti sono inizi, e si possono avere filettature a un filetto, a due filetti, a tre filetti e così via.
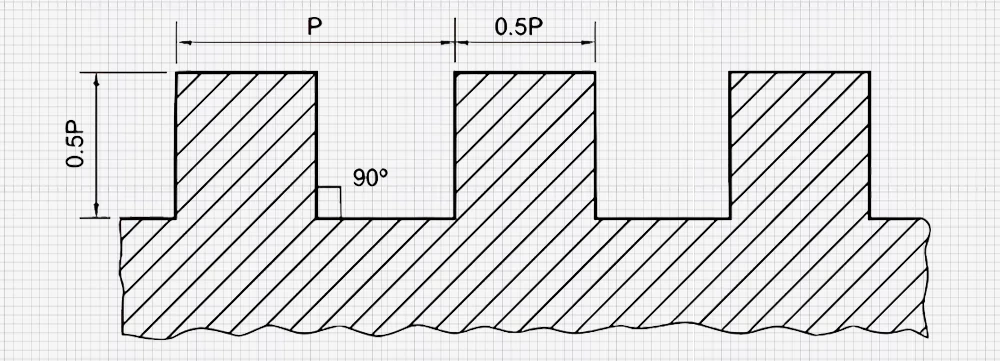
Fili quadrati
Una filettatura quadrata ha una radice estremamente forte. È una filettatura ampiamente utilizzata che prende il nome dalla sua sezione trasversale quadrata. Queste filettature trovano applicazione nei martinetti, nelle presse, negli apparecchi per il sollevamento di carichi pesanti, nella trasmissione di potenza, nell'applicazione di pressione e nelle attrezzature per la morsa. Sebbene offrano una minore resistenza al movimento per attrito rispetto alle filettature Whitworth, le filettature quadre non sono robuste come quelle a V. Non hanno un numero fisso per pollice o una misura precisa.
Filettature coniche
Questo tipo di filettatura ha filetti conici, ovvero filetti tagliati su una superficie conica. Si applica ad alberi come i mandrini per la lucidatura. Possono essere filettature destre o sinistre.
Questi fili hanno molteplici funzioni.
Vantaggio meccanico: Si applica ai meccanismi di sollevamento come martinetti e carrucole.
Precisione: Assicurarsi che gli strumenti di misura, come i micrometri, siano precisi.
Trasmissione di potenza: il movimento di energia da un luogo all'altro.
Controllo della velocità: Regolazione e riduzione del movimento.
Parti di collegamento: Assemblaggio di bulloni e dadi.
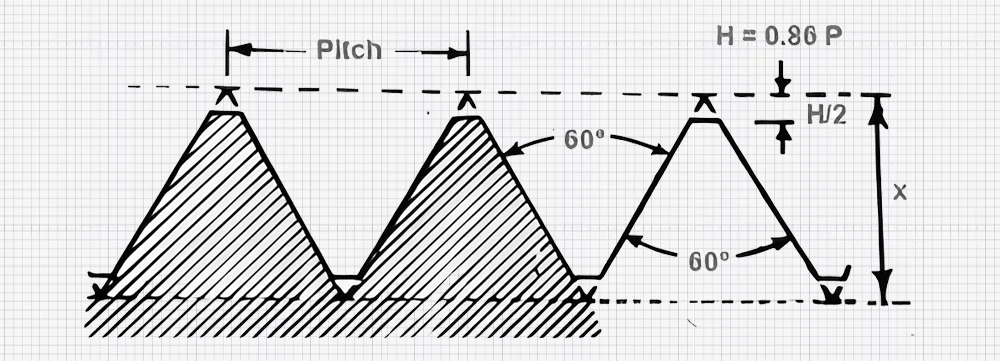
Thread del venditore
Il filo nazionale americano ha un angolo di 60° ed è un filo a V. La parte inferiore e quella superiore sono entrambe piatte. Questo filetto, molto utilizzato, è stato creato dal Istituto americano degli standard. Grazie al suo maggiore rapporto resistenza/peso, il National Fine Thread, una variante più sottile, trova spesso impiego nell'industria automobilistica e aerospaziale.
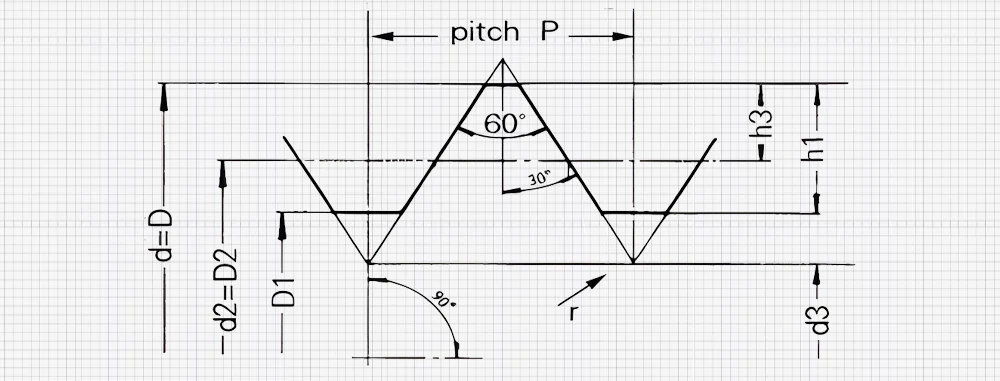
Filettatura metrica (M) o filettatura internazionale
La filettatura più diffusa e utilizzata in Europa è probabilmente la filettatura metrica ISO, standardizzata a livello mondiale. A volte viene indicata come filettatura standard. I millimetri misurano il diametro e il passo. M è la lettera di codice della filettatura metrica. La sua vite è piatta e la radice è rotonda. I parametri della filettatura sono stabiliti dalla norma indiana (IS) 1330-1958: il diametro nominale in millimetri è il primo, seguito dal passo (distanza tra le filettature) in millimetri. A titolo di esempio, la notazione "M20 x 2,5" indica una filettatura con un diametro di 20 mm e un passo di 2,5 mm, ovvero 20 filetti per pollice.
Filettatura standard britannica.
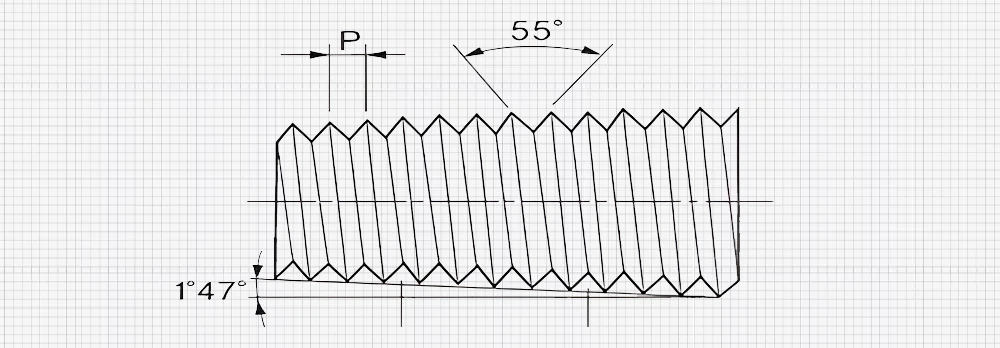
Filettature Whitworth standard britanniche (BSW)
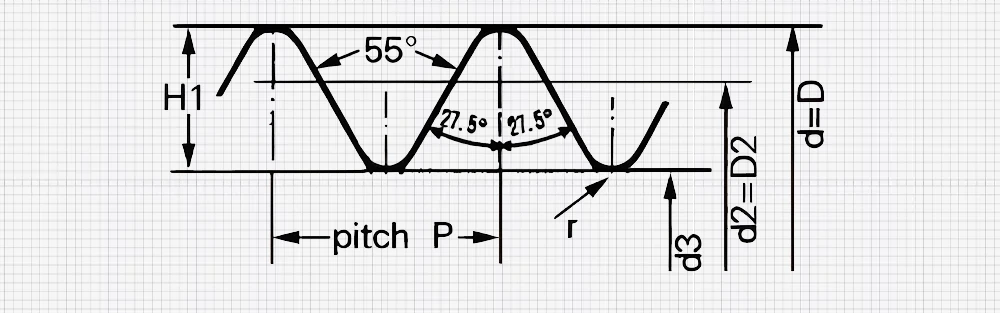
La filettatura britannica di controllo grossolana prende il nome dall'ingegnere britannico Joseph Whitworth. Questa filettatura doveva facilitare l'intercambiabilità. La filettatura Whitworth misura in pollici e ha un angolo di fianco di 55 gradi. La sua cresta, così come la sua radice, è tonda.
Filettatura fine British Standard. (B.S.F)
Questa filettatura assomiglia nella forma alla filettatura BSW. Anche questa filettatura ha un angolo di 55°, ma ha un numero maggiore di fili per pollice, il che significa che i fili sono più sottili. Di conseguenza, la presa diventa più forte. Questo bullone con dado filettato si applica in luoghi con livelli di vibrazioni più elevati.
Filettature per tubi standard britannici
Hanno un taglio a 3/4 di conicità per piede e un angolo di 55°. Si applicano a tubazioni per vapore, gasdotti e raccordi per tubazioni sanitarie. Inoltre, grazie alla conicità, sono a prova di perdite.
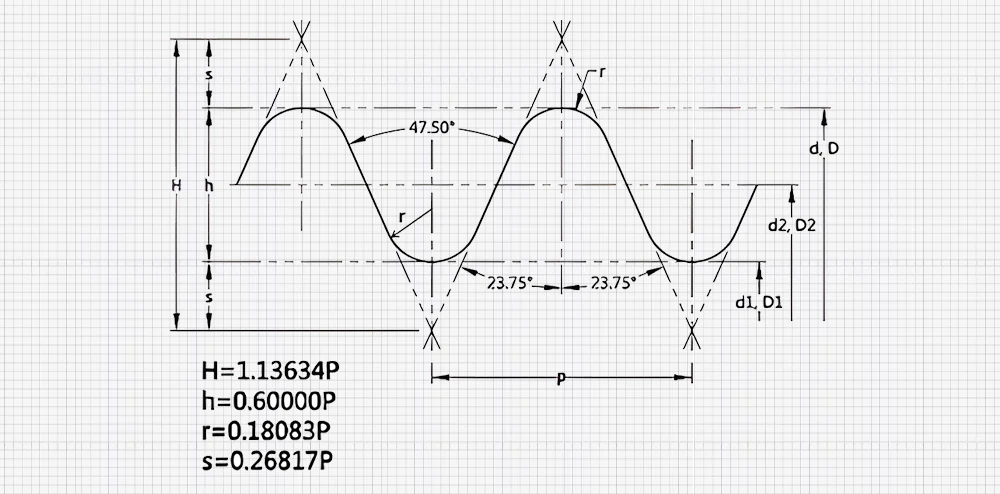
Associazione britannica Fili
Questa filettatura è presente in piccoli e sensibili dispositivi meccanici ed elettrici, tra cui orologi, contatori, televisori, radio e apparecchi elettrici. Queste filettature si adattano a bulloni con dado da 6 mm o 1/2′ e hanno un angolo di 47 1/2°.
In questa tabella è riportata una panoramica dei diversi tipi di filettatura e delle loro classificazioni. Possono esistere criteri e modifiche specifiche.
| Tipo di filo | Classificazione | Descrizione | Applicazioni comuni |
| Fili a V | Uso generale | Profilo triangolare, autobloccante | Bulloni, viti, dadi |
| Nazionale unificato (ONU) | Filettatura a V standard per sistemi statunitensi e in pollici | Elementi di fissaggio, macchinari | |
| Metrico | Filettatura a V standard per sistemi metrici | Elementi di fissaggio, macchinari | |
| Whitworth (BSW) | Filettatura a V standard britannico | Vecchi dispositivi di fissaggio britannici | |
| Fili quadrati | Trasmissione di potenza | Profilo quadrato, alta efficienza | Viti di piombo, jack |
| Filettature Acme | Trasmissione di potenza | Quadrato modificato, meno efficiente ma più resistente | Viti di piombo, viti di potenza |
| Filettature trapezoidali | Trasmissione di potenza | Profilo trapezoidale, elevata capacità di carico | Viti di piombo, slitte per macchine utensili |
| Filettature del contrafforte | Carichi di spinta | Profilo asimmetrico, elevata capacità di spinta | Cuscinetti reggispinta, dispositivi di bloccaggio |
| Fili di verme | Trasmissione di potenza | Filettatura elicoidale su un corpo cilindrico | Ingranaggi a vite senza fine, trasportatori a vite |
| Filettature dei tubi | Sigillatura | Filettature coniche per la tenuta | Raccordi per tubi, valvole |
| NPT (filettatura nazionale) | Filettatura del tubo conica per sistemi statunitensi e in pollici | Raccordi per tubi, valvole | |
| BSP (tubo standard britannico) | Filettatura del tubo conica o parallela per sistemi metrici | Raccordi per tubi, valvole |
Progettazione e considerazione della filettatura
La progettazione della filettatura è un componente ingegneristico essenziale, influenzato da elementi quali il carico, il materiale, l'ambiente e l'applicazione. I progettisti tengono conto del profilo della filettatura, del passo, della profondità e della tolleranza per massimizzare le prestazioni. Numerosi tipi di carichi influenzano la resistenza della filettatura, compresi i carichi statici, dinamici e di fatica. La scelta del materiale influisce sulla durata, sulla resistenza all'usura e sulla protezione dalla corrosione. Le variabili ambientali, come l'umidità e la temperatura, influiscono sulle prestazioni della filettatura. Inoltre, la funzione della filettatura, che sia per la tenuta, la trasmissione di potenza o il fissaggio, dipende dalla particolare applicazione. Grazie a una valutazione meticolosa di questi fattori, gli ingegneri possono scegliere o creare filettature adatte a una varietà di compiti ingegneristici.
Fallimenti della filettatura e prevenzione
Il tipo di filettatura influisce sulle rotture. Le filettature quadrate sono più inclini a galla e a grippare rispetto alle filettature a V, che tendono a spanarsi più frequentemente. Le filettature Acme combinano elementi di entrambe, mentre la fatica delle radici può verificarsi nelle filettature di testa. Le filettature per tubi possono spanarsi o rompersi a causa della corrosione, mentre le filettature metriche sono soggette a rotture generalizzate a seconda della classe di filettatura e del carico. Se si tiene conto di questi fattori, è possibile ridurre in modo significativo il rischio di rotture delle filettature.
Importanza dei tipi di filo e tendenze future
Una conoscenza completa della tecnologia delle filettature è indispensabile per gli ingegneri. Poiché i componenti filettati sono così comuni nei sistemi ingegneristici, questa conoscenza è essenziale per la loro progettazione, selezione e utilizzo. Gli ingegneri possono risolvere con successo i problemi, ottimizzare le prestazioni dei componenti e ridurre i costi grazie a una conoscenza approfondita delle categorie di filettature, dei materiali e dei metodi di produzione. Inoltre, per garantire l'affidabilità e la sicurezza dei prodotti è necessaria una solida base di tecnologia delle filettature.
L'accrescimento delle capacità dei tipi di filo già esistenti sarà probabilmente l'obiettivo principale degli sviluppi futuri della tecnologia dei fili. Ciò implica la creazione di nuovi materiali con maggiore resistenza e durata, lo studio di processi produttivi all'avanguardia per geometrie intricate di filettature e l'incorporazione di tecnologie intelligenti per filettature in grado di auto-monitorarsi e adattarsi. Inoltre, i settori in via di sviluppo dovranno concentrarsi sulla ricerca di modi per ottimizzare le prestazioni delle filettature in ambienti difficili, come gli ambienti corrosivi o le alte temperature.











