La rivettatura di parti metalliche, nota anche come connessione a rivetto, è un termine meccanico che prevede l'utilizzo di una forza assiale per deformare il gambo del rivetto all'interno del foro, formando una testa di rivetto e collegando così più parti.
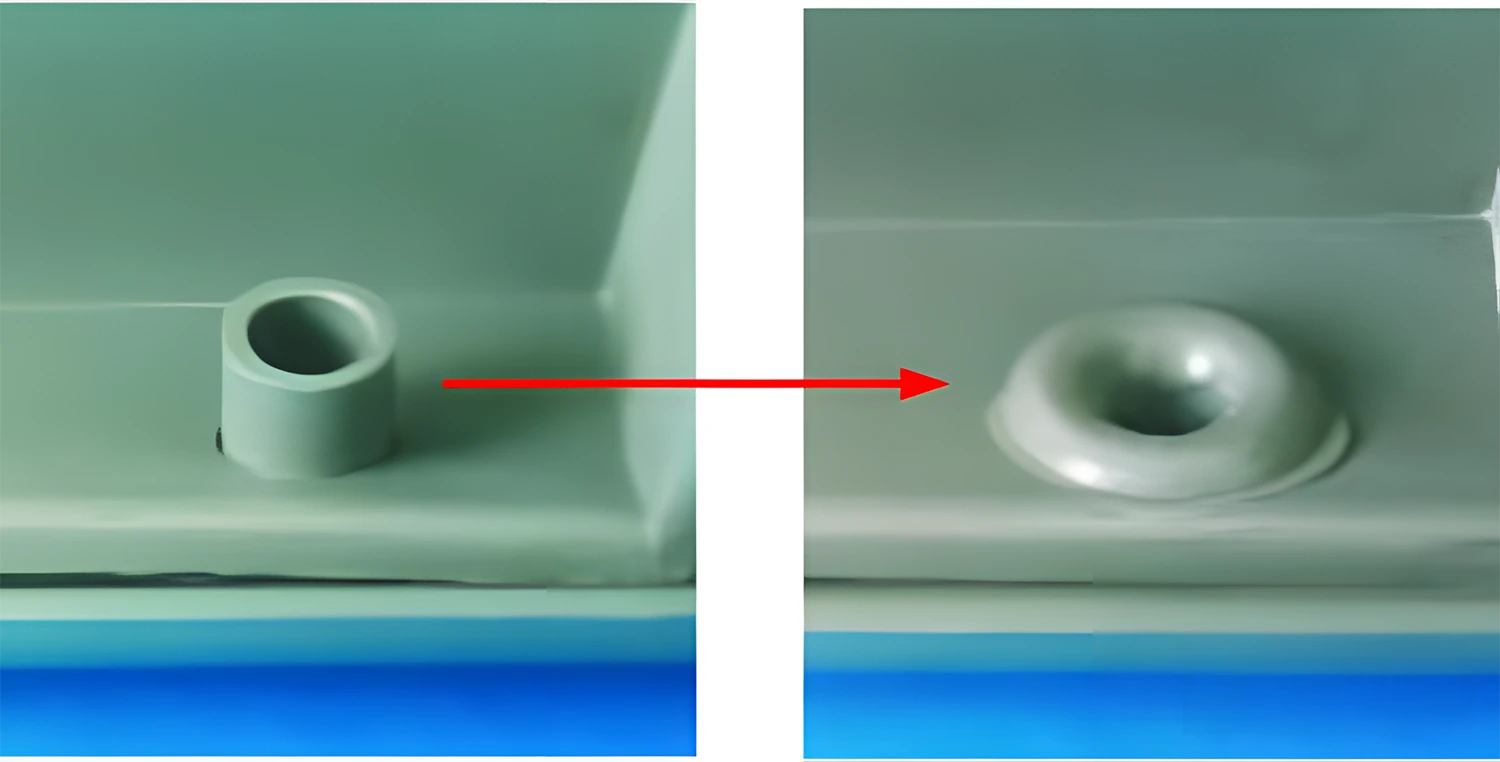
La rivettatura di parti in plastica coinvolge componenti in plastica come corpo principale, mentre le parti collegate possono essere componenti in plastica, parti in metallo (ad esempio, lastre metalliche), componenti elettrici (ad esempio, PCB), tessuti (ad esempio, tessuto a rete), ecc. A differenza della rivettatura metallica, che richiede rivetti o montanti aggiuntivi, la rivettatura plastica utilizza direttamente strutture in plastica come colonne o nervature ricavate dal corpo in plastica. Queste strutture passano attraverso le parti collegate e le colonne o le nervature sporgenti vengono riscaldate, ammorbidite e modellate sotto la pressione della testa di rivettatura. Una volta raffreddata, la rivettatura è completata.

Processi di rivettatura basati su metodi di riscaldamento:
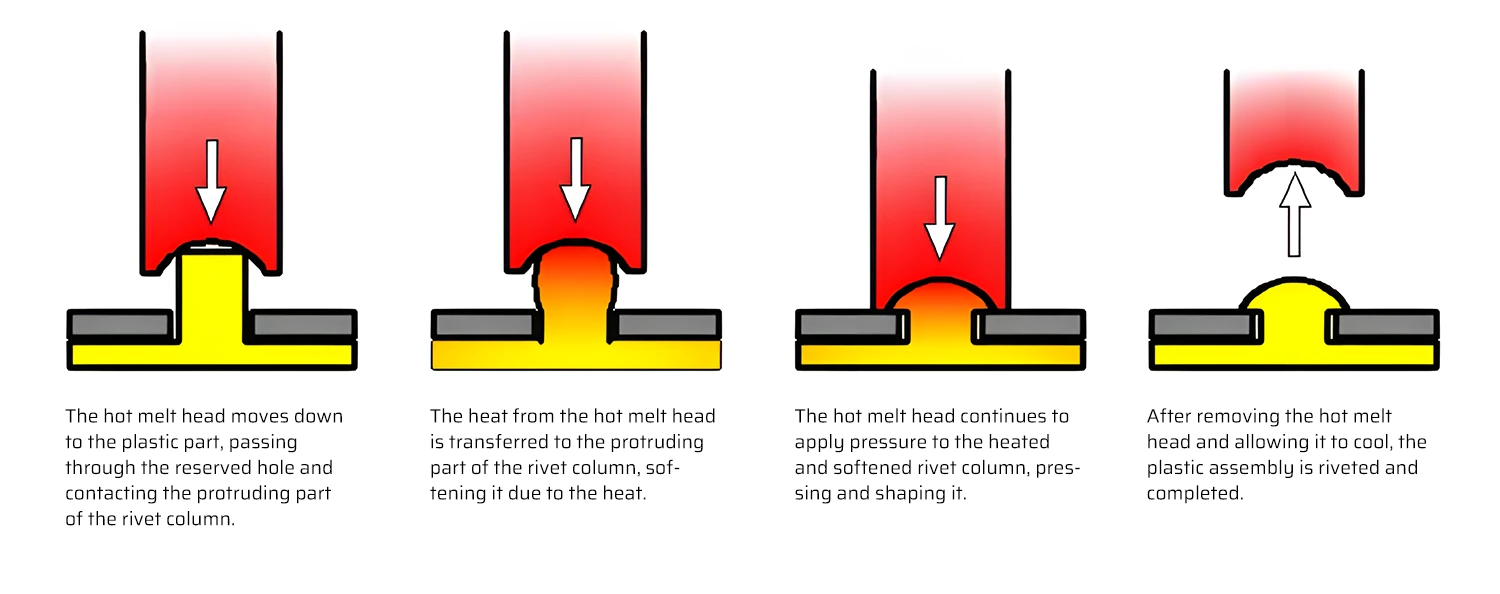
Rivettatura a caldo:
Si tratta di un metodo di rivettatura a contatto. Alcune tecniche prevedono l'inserimento di un tubo di riscaldamento all'interno della testa di rivettatura per riscaldare la testa di rivettatura in metallo. Ciò comporta una testa di rivettatura in metallo più grande e una minore efficienza di riscaldamento. Attualmente, la tecnologia più diffusa utilizza principi di riscaldamento a impulsi ad alta frequenza per consentire alla testa di rivettatura di auto-riscaldarsi, eliminando la necessità di blocchi o tubi di riscaldamento per condurre il calore. Ciò aumenta l'efficienza di riscaldamento e consente di ottenere una testa di rivettatura in metallo più piccola, adatta a un maggior numero di applicazioni.
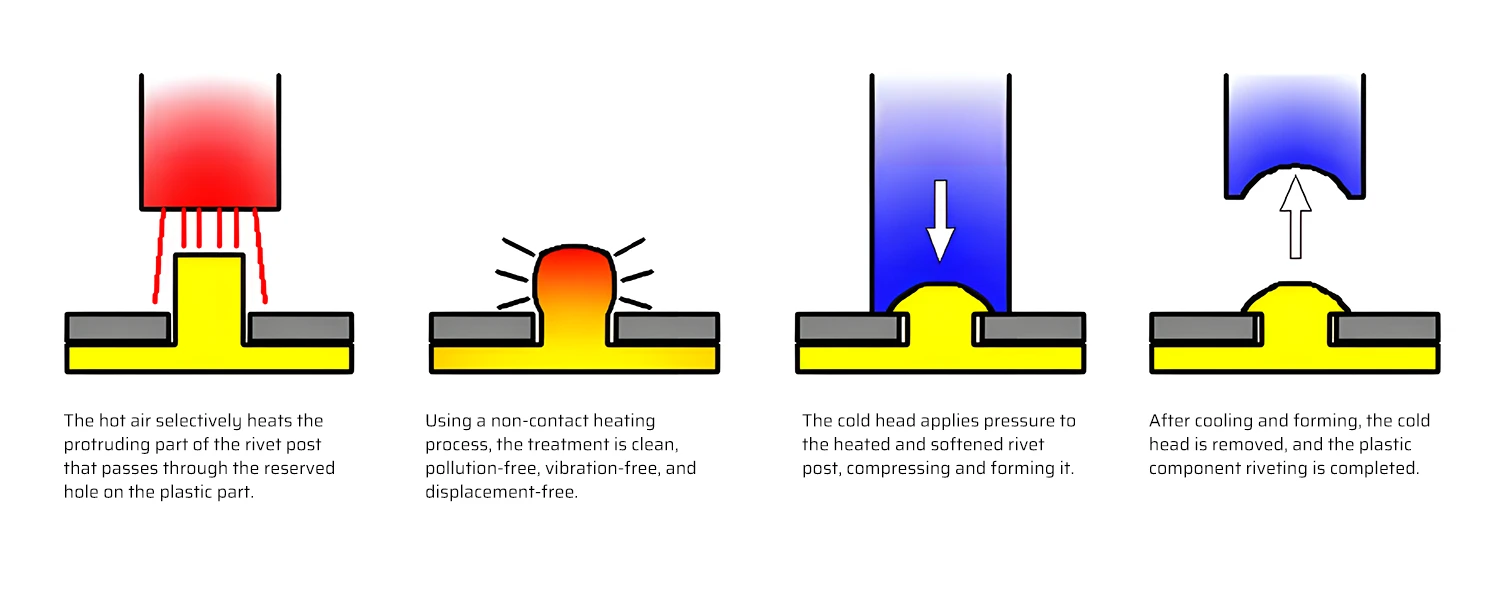
Rivettatura ad aria calda:
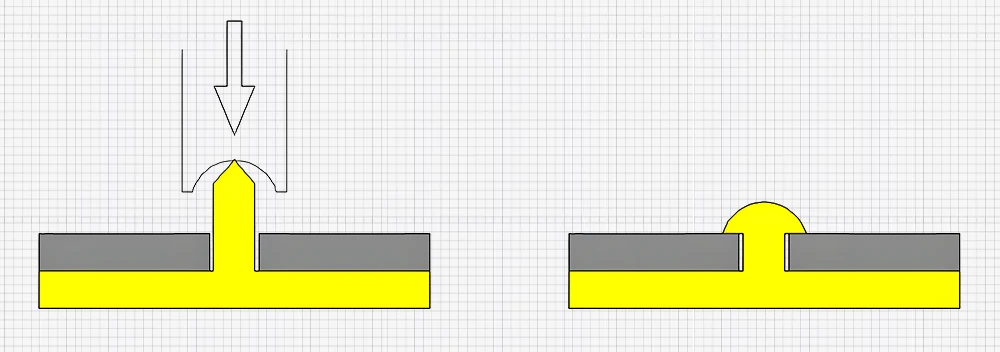
Il processo di rivettatura ad aria calda utilizza principalmente l'aria calda come fonte di riscaldamento per riscaldare e formare la colonna di rivetti. L'intero processo comprende due fasi:
Nella prima fase, l'aria calda riscalda uniformemente la colonna di rivetti fino a renderla malleabile. Una temperatura stabile e un flusso d'aria uniforme sono fondamentali per riscaldare efficacemente la colonna di rivetti.
Nella seconda fase, la testa di rivettatura a freddo preme la colonna di rivetti ammorbidita per formare una testa di rivetti solida. Poiché la colonna del rivetto è stata completamente riscaldata e ammorbidita, la testa del rivetto formata può fissare saldamente le parti da rivettare. Nella rivettatura a freddo ad aria calda, l'accoppiamento tra la colonna del rivetto e i fori sulle parti da rivettare non deve essere troppo lasco. Se lo spazio è troppo grande, la plastica ammorbidita può riempire gli spazi durante il processo di rivettatura, causando una dimensione insufficiente della testa del rivetto.
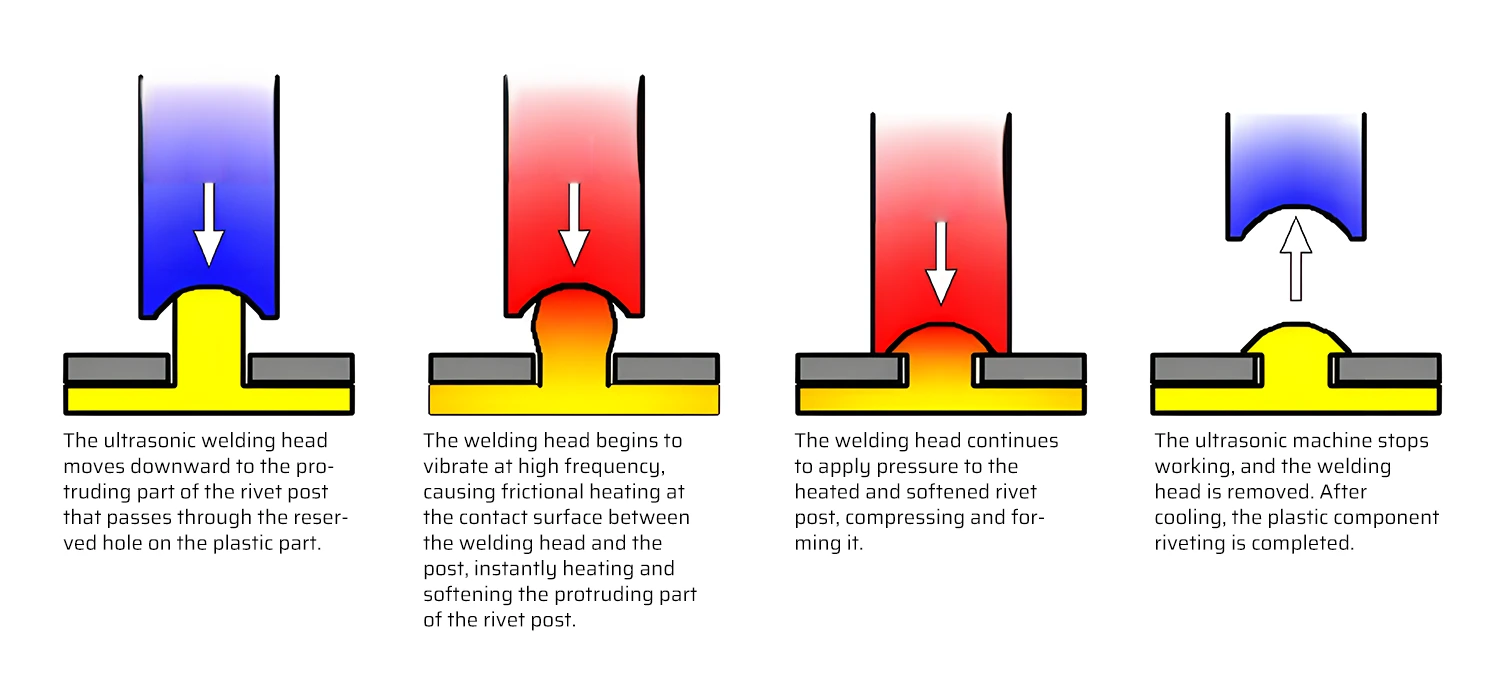
Rivettatura a ultrasuoni:
Anche questo è un metodo di rivettatura a contatto. Il processo è il seguente:
Scegliere il giusto processo di rivettatura: Pro e contro
Vantaggi comuni:
- Struttura semplice della parte in plastica, per ridurre i costi dello stampo.
- Processo di assemblaggio semplice, nessuna necessità di materiali o elementi di fissaggio aggiuntivi, elevata affidabilità.
- Più punti di rivettatura possono essere rivettati contemporaneamente, migliorando notevolmente l'efficienza dell'assemblaggio.
- Adatto per collegare non solo parti in plastica, ma anche parti in metallo e altre parti non metalliche, soprattutto in spazi ristretti.
- Le parti rivettate sono adatte a vibrazioni meccaniche di lunga durata e a condizioni ambientali estreme.
- Funzionamento semplice, risparmio energetico, rapido, con facile controllo visivo della qualità del prodotto.
Svantaggi comuni:
- Richiede attrezzature e utensili di rivettatura aggiuntivi.
- Non è adatto per applicazioni ad alta resistenza o con carichi prolungati.
- Collegamento permanente, non adatto ad applicazioni staccabili o riparabili.
- Una volta guastato, è difficile da riparare e, se necessario, è necessario prendere in considerazione la ridondanza nella fase di progettazione.
Confronto specifico tra pro e contro:
| Articolo a confronto | Rivettatura a caldo | Rivettatura ad aria calda | Rivettatura a ultrasuoni |
|---|---|---|---|
| Forza di rivettatura | La testa metallica di fusione a caldo agisce direttamente sul perno del rivetto, fondendolo durante la pressatura, con conseguenti sollecitazioni elevate. La forza di post-rivettatura è inaffidabile e sensibile alle vibrazioni. | L'intero perno del rivetto viene riscaldato, con conseguente basso livello di stress. La forza di post-rivettatura è elevata e non è sensibile alle vibrazioni. | La testa di saldatura a ultrasuoni agisce direttamente sul perno del rivetto con vibrazioni ad alta frequenza, con conseguenti sollecitazioni elevate. La resistenza del post-rivetto è inaffidabile. |
| Effetto di fissaggio | La testa di pressatura agisce sul perno del rivetto, ammorbidendolo e pressandolo contemporaneamente. La radice del rivetto non può ammorbidirsi completamente, con conseguenti lacune nell'assemblaggio del prodotto ed effetti di fissaggio errati. | Eccellente. L'intero rivetto si ammorbidisce e si forma rapidamente sotto pressione, riempiendo completamente le fessure di montaggio. | La testa di saldatura agisce sul perno del rivetto, ammorbidendolo e pressandolo contemporaneamente. La radice del rivetto non può ammorbidirsi completamente, causando lacune nell'assemblaggio del prodotto ed effetti di fissaggio errati. |
| Velocità di rivettatura | Punta piccola: 6-10 anni, punta grande: 50-60 anni. | Riscaldamento 6-10s, raffreddamento 2s | Meno di 5s |
| Flessibilità delle apparecchiature | Il riscaldamento e la rivettatura sono integrati e personalizzati in base al prodotto, rendendo complesso il cambio di formato. | La rivettatura a caldo e a freddo può essere regolata in modo indipendente. L'ugello dell'aria può essere personalizzato in base al punto di rivettatura e la temperatura del punto di rivettatura è regolabile in modo indipendente. | Se si tratta di una testa di saldatura integrata, la profondità o l'ampiezza del punto di rivettatura non possono essere controllate in modo indipendente. |
| Aspetto del punto di rivettatura | Superficie luminosa e bella, facile da disegnare. | Può ottenere luminosità, superficie prevalentemente opaca, nessuna trafilatura. | Superficie luminosa e bella. |
| Adattabilità dei materiali | La fibra di vetro può precipitare, alterando l'aspetto. | Può rivettare quasi tutti i comuni materiali termoplastici e in fibra di vetro. | Non è possibile o è difficile rivettare materiali in fibra di vetro. |
| Impatto sul prodotto | Se si effettua la rivettatura con riscaldamento a contatto, il calore della testa di fusione a caldo può influire sui componenti o sulla superficie del prodotto in prossimità del punto di rivettatura. | La rivettatura con riscaldamento senza contatto non danneggia i componenti o l'aspetto del prodotto. | Vibrazioni riscaldamento rivettatura, le vibrazioni possono danneggiare i componenti. |
| Costo dell'attrezzatura | Basso | Medio | Alto |
Altri aspetti:
Rivettatura a caldo:
I vantaggi sono evidenti. La testa del rivetto riscalda contemporaneamente la colonna del rivetto e forma la testa del rivetto. Ciò consente un design molto compatto dell'apparecchiatura, particolarmente adatto per i piccoli componenti con colonne di rivetti in plastica strettamente distanziate.
Tuttavia, ci sono anche degli svantaggi significativi. Se la testa del rivetto non si raffredda completamente, il calore residuo può far aderire la plastica alla testa del rivetto, provocando una filamentazione. La testa del rivetto deve essere sostituita frequentemente. Non è adatta a colonne di rivetti più grandi perché diventa sempre più difficile trasferire il calore superficiale al centro e alla base della colonna di rivetti, causando potenzialmente un fenomeno di nucleo freddo e un riempimento insufficiente della fessura tra la colonna di rivetti e la parte collegata. Inoltre, i prodotti realizzati con la rivettatura a caldo tendono ad avere tensioni residue relativamente elevate e una minore resistenza all'estrazione. Pertanto, non è adatta a prodotti con elevati requisiti di posizionamento e fissaggio.
Rivettatura ad aria calda:
Poiché la colonna di rivetti in plastica viene riscaldata uniformemente in un ambiente ad aria calda ad alta temperatura, la colonna di rivetti in plastica si ammorbidisce completamente dall'interno verso l'esterno, riducendo efficacemente lo stress interno dopo la formatura. Nella seconda fase, la testa di rivettatura a freddo preme e forma il materiale plastico completamente ammorbidito, che può riempire rapidamente oltre 90% dello spazio di montaggio tra la parte collegata e la colonna di rivetti, ottenendo un ottimo effetto di fissaggio.
Rivettatura a ultrasuoni:
La forza di rivettatura e l'effetto di fissaggio sono simili a quelli della rivettatura a caldo. Tuttavia, poiché la rivettatura a ultrasuoni genera calore attraverso l'attrito, una volta formato il punto di rivettatura, il generatore di ultrasuoni smette di funzionare. A differenza della rivettatura a caldo, la testa di saldatura a ultrasuoni non trasporta calore, riducendo la probabilità di filamentazione. La rivettatura a ultrasuoni richiede anche il tempo più breve.
Quando si utilizza la rivettatura a ultrasuoni, la colonna di rivetti non deve essere progettata su piani con differenze di altezza significative, poiché ciò può causare differenze di ampiezza nei vari punti di rivettatura, con conseguenti tassi di riscaldamento non uniformi e colonne potenzialmente allentate o degradate. Anche la distanza di distribuzione delle colonne è limitata se si utilizza una singola testa di saldatura. Al contrario, i processi di rivettatura a caldo o ad aria calda consentono di progettare colonne di rivetti su piani diversi e di realizzare rivettature in più punti contemporaneamente, anche su distanze considerevoli.
Adattabilità dei materiali:
La rivettatura è adatta solo per le plastiche termoplastiche, che possono fondere entro un intervallo di temperatura specifico. Le plastiche termoindurenti si induriscono a una certa temperatura e sono difficili da rivettare con i tre metodi sopra descritti. Per questo motivo, si scelgono spesso le plastiche termoplastiche per la rivettatura e le strutture dei prodotti sono spesso costituite da plastiche termoplastiche.
Le plastiche termoplastiche sono ulteriormente suddivise in plastiche amorfe (dette anche non cristalline) e cristalline (dette anche semicristalline).
Plastiche non cristalline:
Questi hanno disposizioni molecolari disordinate e una temperatura distinta (Tg, temperatura di transizione vetrosa) a cui il materiale si ammorbidisce gradualmente, si scioglie e scorre. Queste materie plastiche sono adatte a tutti e tre i processi di rivettatura.
Plastiche semicristalline:
Hanno disposizioni molecolari ordinate con un chiaro punto di fusione (Tm) e un punto di ricristallizzazione. Prima di raggiungere il punto di fusione, le plastiche semicristalline rimangono solide. Quando la temperatura raggiunge il punto di fusione, le catene molecolari iniziano a muoversi e la plastica inizia a fondere. Se il calore diminuisce, la plastica si solidifica rapidamente.
Grazie alla doppia funzione di riscaldamento della colonna del rivetto e di formazione del punto di rivettatura, le materie plastiche semicristalline sono più adatte alla rivettatura a caldo.
Le plastiche semicristalline hanno una struttura molecolare regolare, simile a una molla, che assorbe facilmente l'energia delle vibrazioni ultrasoniche ad alta frequenza, rendendo difficile la generazione di calore nella giunzione dei rivetti. Le plastiche semicristalline hanno spesso punti di fusione elevati e richiedono un'energia ultrasonica sufficiente per fondere la plastica. Pertanto, sono più difficili da rivettare rispetto alle plastiche non cristalline. Per ottenere una qualità di rivettatura superiore per le plastiche semicristalline è necessario considerare più fattori, come un'ampiezza più elevata, un design adeguato del giunto, il contatto della testa di saldatura, la distanza di saldatura e la distanza tra le due parti. dispositivi di saldatura. Per concentrare l'energia ultrasonica, la parte superiore della colonna di rivetti deve essere progettata in modo da ridurre al minimo il contatto iniziale con la testa di saldatura.
Altre proprietà del materiale che influiscono sulla rivettatura a ultrasuoni sono la durezza (una durezza più elevata migliora generalmente la rivettatura a ultrasuoni), il punto di fusione (punti di fusione più elevati richiedono una maggiore energia ultrasonica) e la purezza (una maggiore purezza delle materie prime migliora gli effetti della rivettatura, mentre le impurità nei materiali riciclati riducono le prestazioni).
Plastiche con riempitivi (ad esempio, fibre di vetro):
Le materie plastiche con cariche presentano differenze significative nei punti di fusione tra la plastica e le cariche. Per la rivettatura a caldo, il controllo della temperatura entro ±10° è cruciale; le alte temperature causano la precipitazione delle fibre di vetro dalla plastica, con conseguente adesione e superfici ruvide, mentre le basse temperature causano crepe e formazione a freddo. Per la rivettatura a ultrasuoni è necessaria una maggiore energia di vibrazione per fondere la plastica. Un elevato contenuto di riempitivo provoca residui e distacchi nei punti di rivettatura, riducendo la forza e l'affidabilità della rivettatura.
Quando il contenuto di riempitivo è inferiore a 10%, può non influire significativamente sulle proprietà del materiale. I riempitivi (ad esempio, le fibre di vetro) sono utili per rivettare materiali morbidi come PP, PE e PPS. Un contenuto di riempitivo compreso tra 10%-30% riduce la forza di rivettatura, mentre un contenuto superiore a 30% influisce significativamente sulle prestazioni di rivettatura.
Colonne di rivetti e teste di rivetti comuni
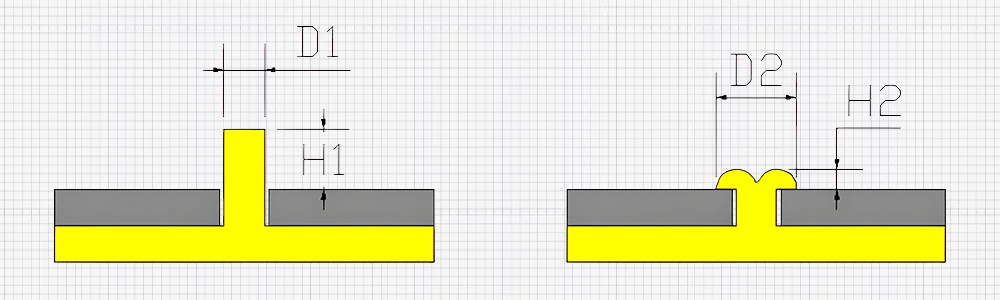
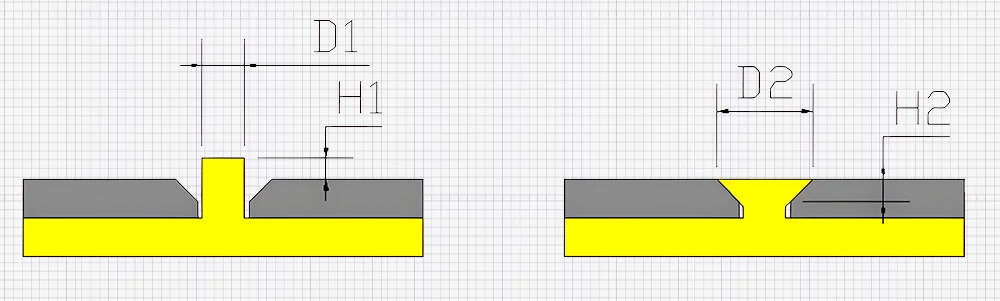
1. Testa del rivetto semicircolare (profilo grande)
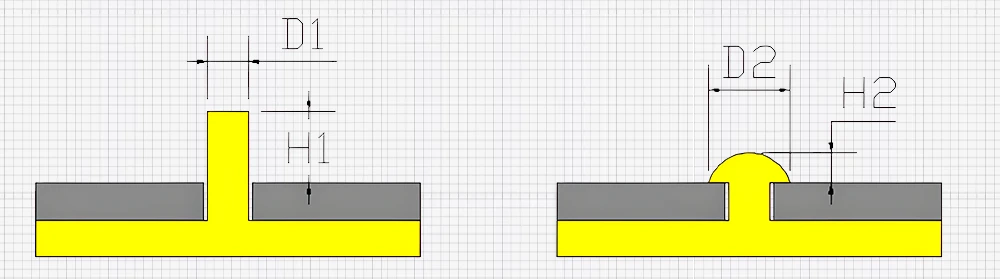
1). Adatto per diametri della colonna di rivetti (D1) inferiori a 3 mm, preferibilmente superiori a 1 mm per evitare rotture.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente (1,5-1,75) * D1.
3). Il diametro della testa del rivetto (D2) è generalmente di circa 2 * D1 e l'altezza (H2) è di circa 0,75 * D1. I numeri specifici dovrebbero basarsi sulla conversione del volume S_testa = (85%-95%) * S_colonna.
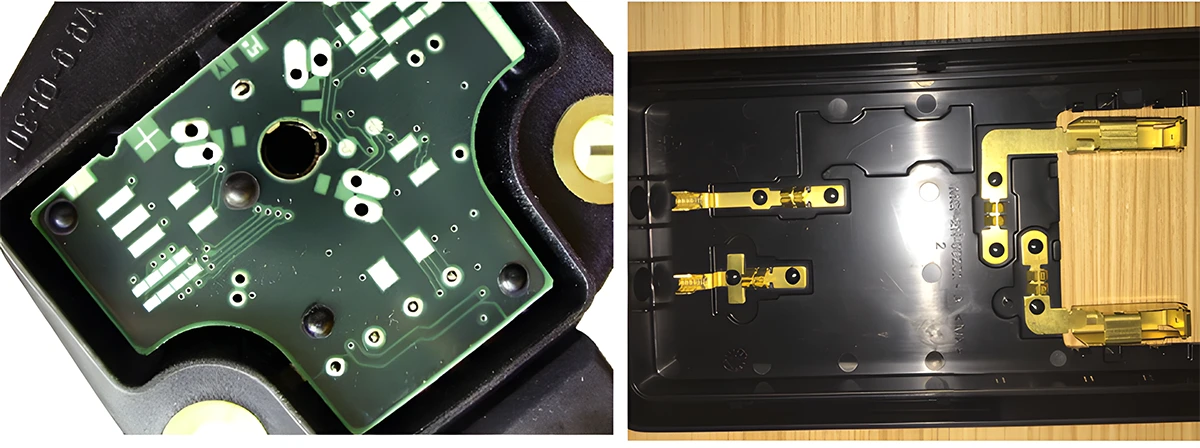
4). Questo tipo è quello più comunemente utilizzato, in genere per situazioni con requisiti di bassa resistenza, come le schede PCB e le parti decorative in plastica.
2. Testa del rivetto semicircolare (profilo piccolo)
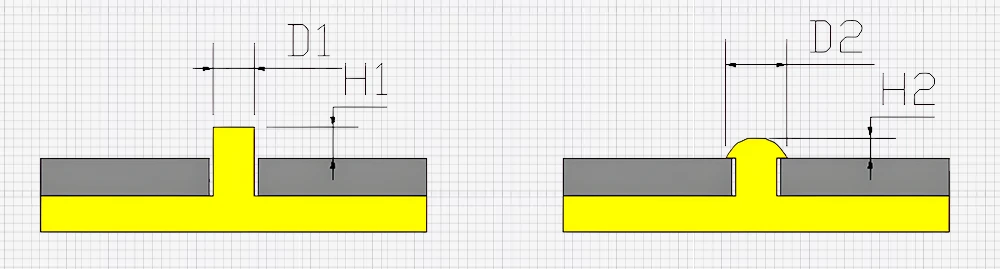
1). Adatto per diametri della colonna di rivetti (D1) inferiori a 3 mm, preferibilmente superiori a 1 mm per evitare rotture.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente 1,0 * D1.
3). Il diametro della testa del rivetto (D2) è generalmente di circa 1,5 * D1, mentre l'altezza (H2) è di circa 0,5 * D1. I numeri specifici dovrebbero basarsi sulla conversione del volume S_testa = (85%-95%) * S_colonna.
4). Questo tipo ha un tempo di rivettatura più breve rispetto alla testa del rivetto semicircolare a profilo largo, generalmente utilizzata in situazioni con requisiti di bassa resistenza, come i nastri morbidi FPC e i pezzi di molla in metallo.
3. Testa del rivetto semicircolare doppia
1). Adatto per diametri della colonna di rivetti (D1) compresi tra 2 e 5 mm.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente 1,5 * D1.
3). Il diametro della testa del rivetto (D2) è generalmente di circa 2 * D1 e l'altezza (H2) è di circa 0,5 * D1. I numeri specifici dovrebbero basarsi sulla conversione del volume S_testa = (85%-95%) * S_colonna.
4). Questo tipo ha una colonna di rivetti leggermente più grande rispetto al tipo a testa semicircolare. Per ridurre i tempi di rivettatura e ottenere risultati migliori, si utilizza il metodo a doppia testa semicircolare, generalmente per situazioni che richiedono una maggiore forza di fissaggio.
5). I centri della colonna del rivetto e della testa di rivettatura a caldo dello stampo devono essere allineati per ottenere una testa del rivetto di forma regolare.
4. Testa del rivetto anulare
1). Adatto per diametri della colonna di rivetti (D1) superiori a 5 mm.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente (0,5-1,5) * D1, con diametri maggiori che assumono il valore minore. Il diametro interno è 0,5 * D1 (per evitare il ritiro sul lato posteriore della colonna).
3). Il diametro della testa del rivetto (D2) è generalmente di circa 1,5 * D1, mentre l'altezza (H2) è di circa 0,5 * D1. I numeri specifici dovrebbero basarsi sulla conversione del volume S_testa = (85%-95%) * S_colonna.
4). Con l'aumentare del diametro della colonna di rivetti, per abbreviare i tempi di rivettatura e ottenere risultati migliori evitando difetti di ritiro sul retro, si utilizzano colonne di rivetti cave, in genere per situazioni che richiedono una maggiore forza di fissaggio.
5). Le colonne di rivetti cave sono riscaldate in modo uniforme all'interno e all'esterno, facilitando l'ottenimento di una testa di rivetto ben sagomata.
5. Testa del rivetto piatto
1). Adatto per diametri della colonna di rivetti (D1) inferiori a 3 mm.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente 0,5 * D1.
3). Il diametro (D2) e l'altezza (H2) della testa del rivetto devono essere basati sulla conversione del volume S_testa = (85%-95%) * S_colonna.
4). La parte collegata deve avere uno spessore sufficiente per la svasatura; in caso contrario, la connessione non sarà affidabile e non avrà una forza di fissaggio sufficiente.
5). Le teste piatte dei rivetti sono adatte a situazioni in cui la testa del rivetto formato non deve sporgere dalla superficie.

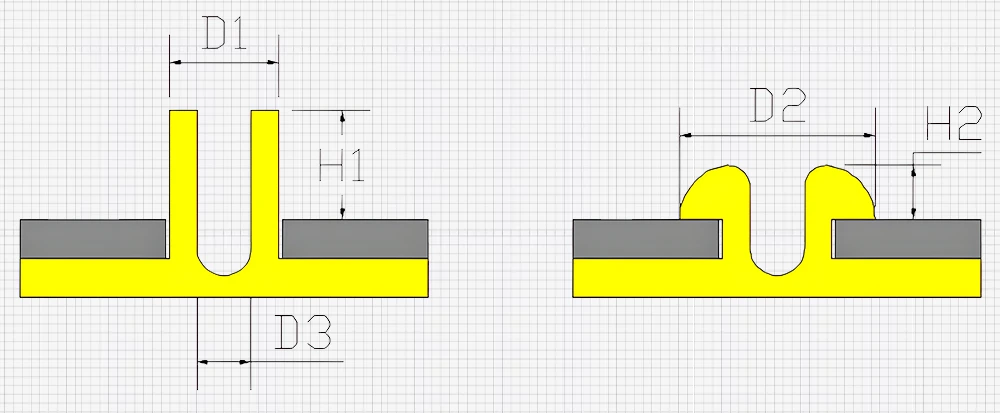
6. Testa del rivetto a coste
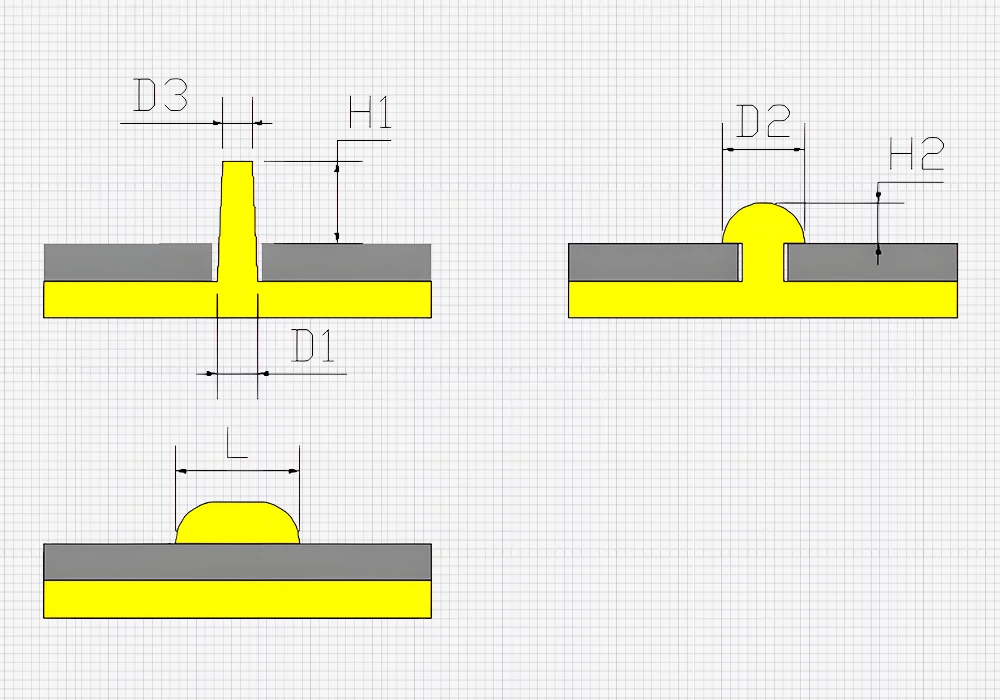
1). Il diametro di base della colonna di rivetti (D1) deve essere inferiore a 3 mm, con un diametro superiore (D3) pari a (0,4-0,7) * D1.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente (1,5-2) * D1, e H1 deve essere inferiore alla lunghezza della colonna di rivetti (L).
3). Il diametro della testa del rivetto (D2) è generalmente di circa 2 * D1 e l'altezza (H2) è di circa 1,0 * D1. I numeri specifici dovrebbero basarsi sulla conversione del volume S_testa = (85%-95%) * S_colonna.
4). Utilizzare teste di rivetti nervate quando è necessaria un'area di contatto più ampia per la testa del rivetto e non c'è spazio sufficiente per progettare una colonna di rivetti vuota.
7. Testa del rivetto flangiata
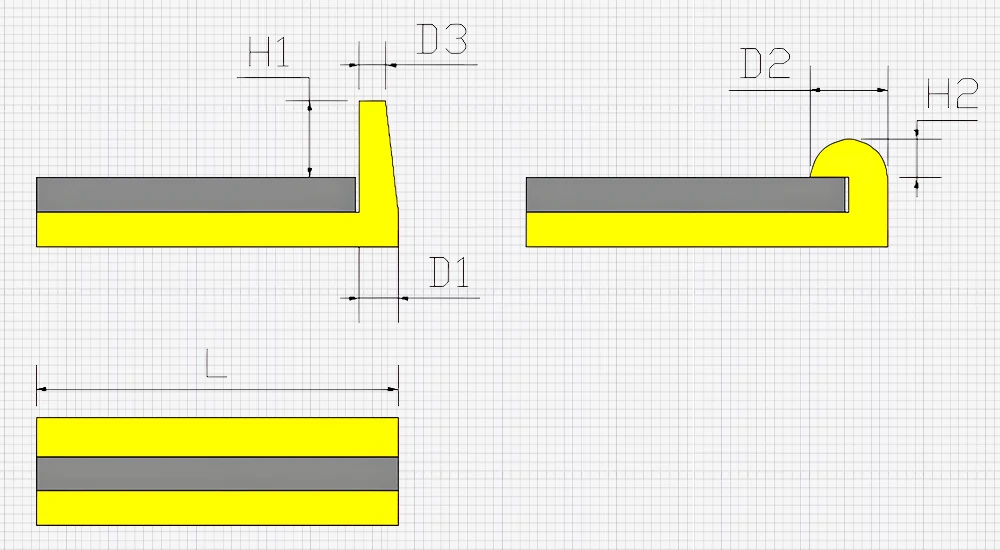
1). Il diametro di base della colonna di rivetti (D1) deve essere inferiore a 3 mm, con un diametro superiore (D3) pari a (0,3-0,5) * D1.
2). L'altezza della parte sporgente della colonna di rivetti (H1) è generalmente (1,5-2) * D1, e H1 deve essere inferiore alla lunghezza della colonna di rivetti (L).
3). Il diametro della testa del rivetto (D2) è generalmente di circa 2 * D1 e l'altezza (H2) è di circa 1,0 * D1. I numeri specifici dovrebbero basarsi sulla conversione del volume S_testa = (85%-95%) * S_colonna.
4). Le teste dei rivetti flangiate sono adatte a situazioni che richiedono la crimpatura o l'avvolgimento della parte collegata.
Suggerimenti: Volete esplorare i vari tipi di rivetti e le loro applicazioni specifiche? Consultate la nostra guida dettagliata su tipi di rivetti.
Note:
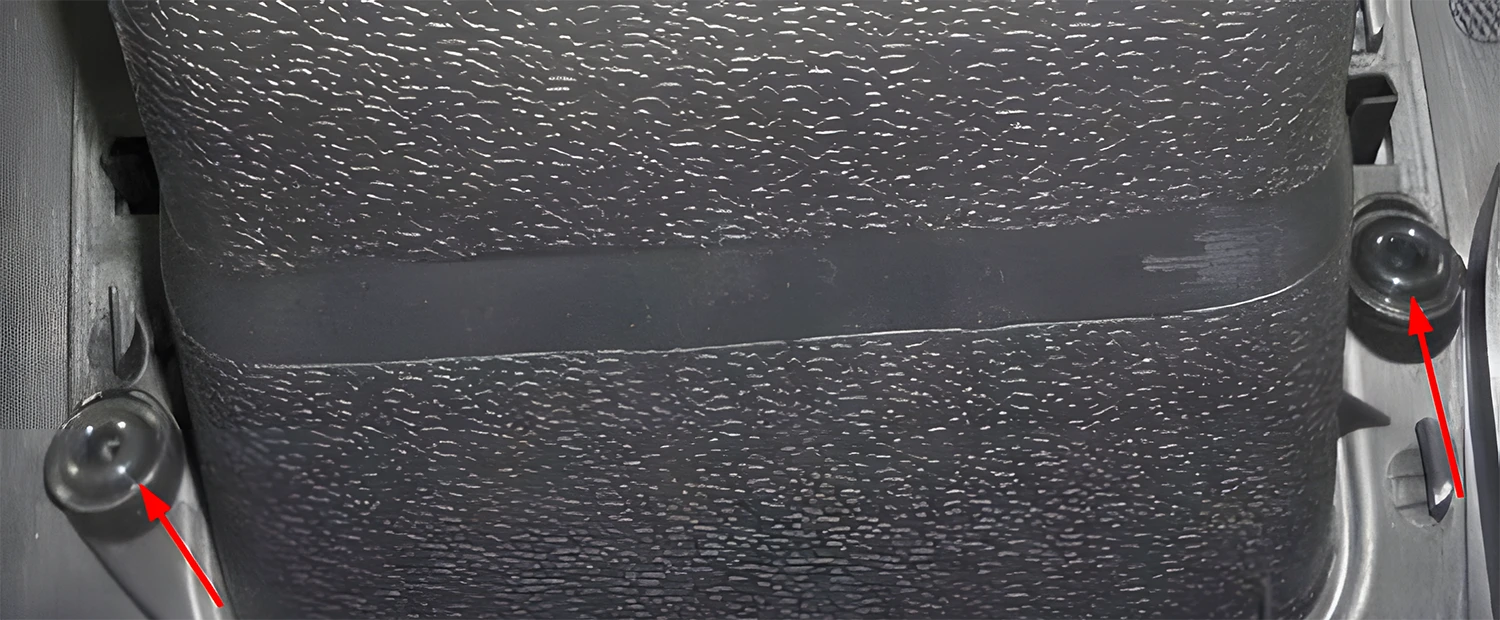
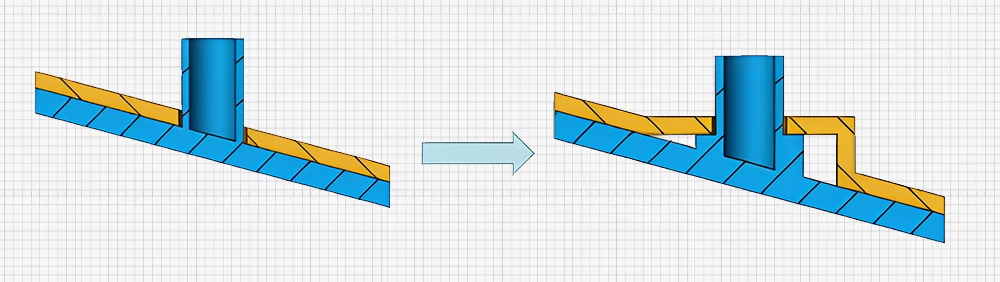
Se la colonna di rivetti si trova su una superficie inclinata o è alta rispetto alla base, progettarla come segue:
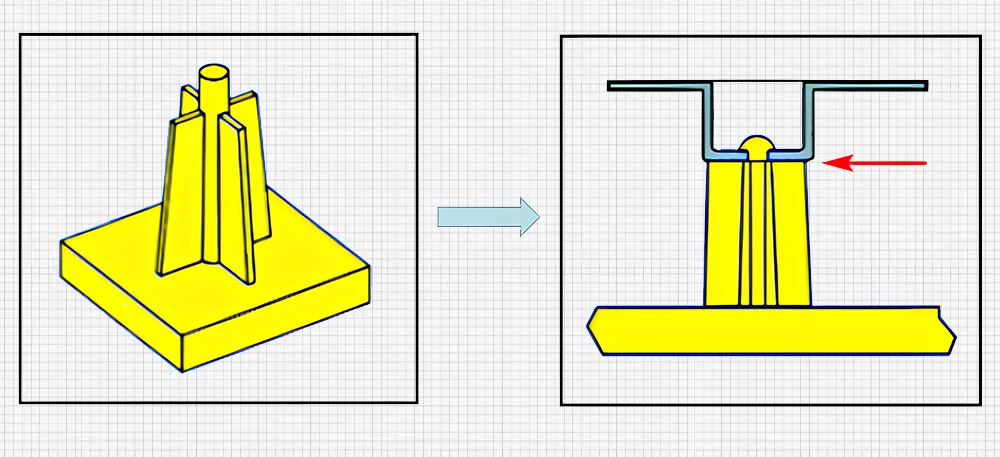
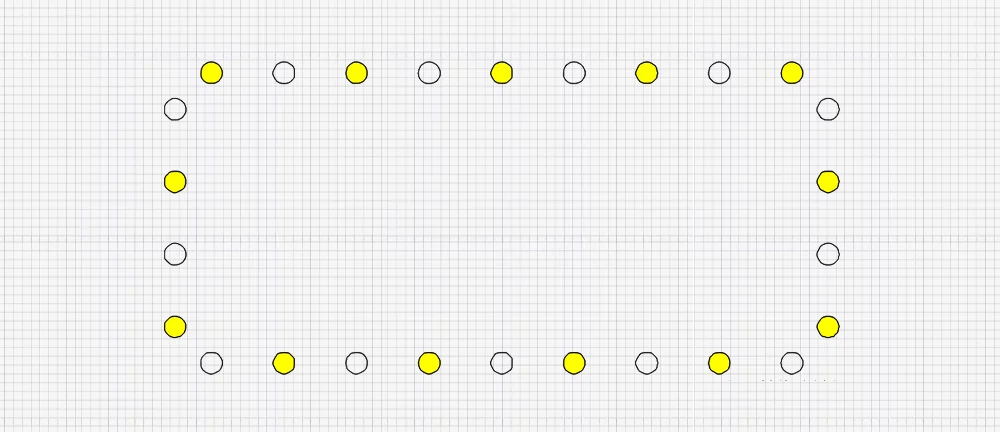
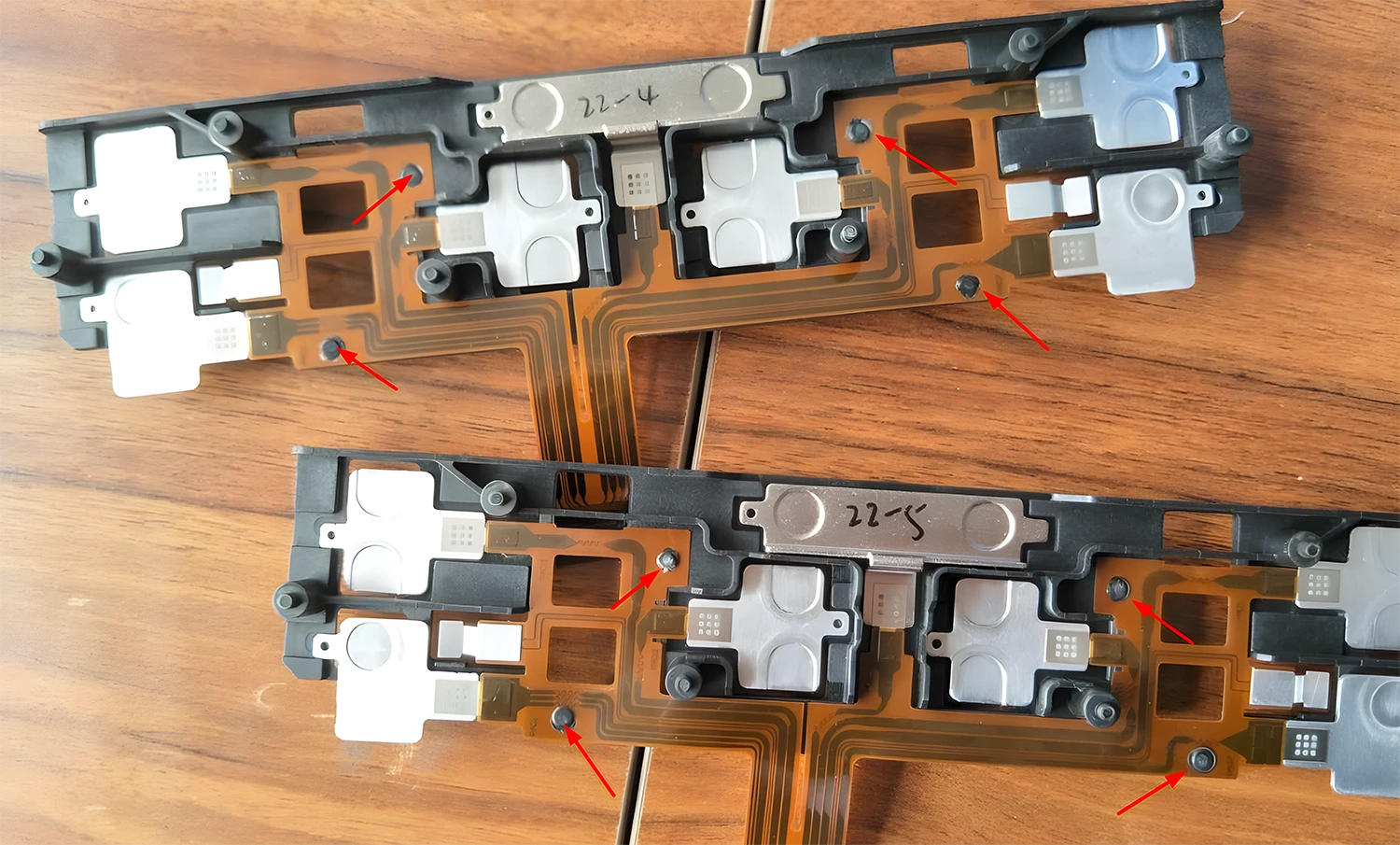
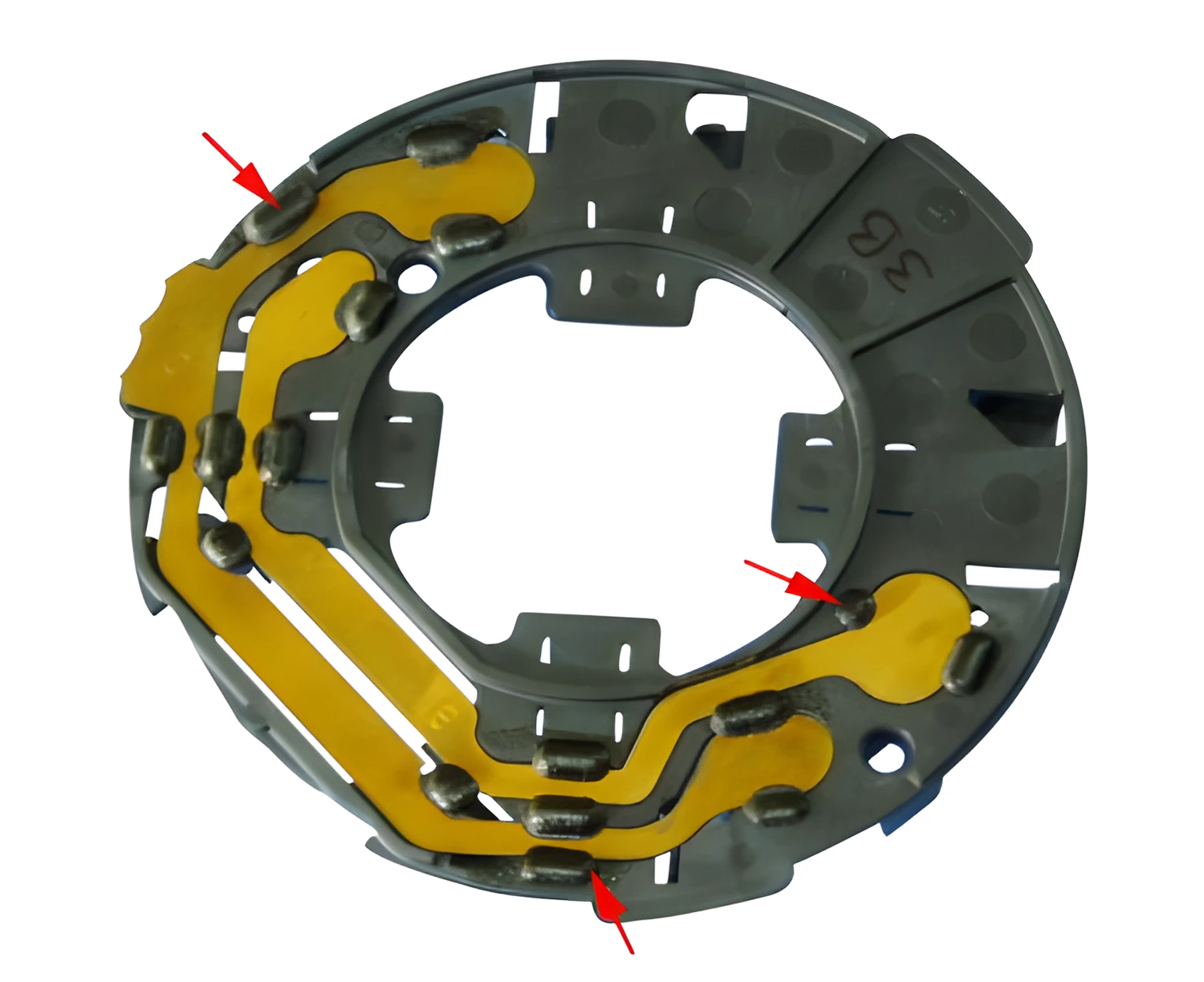
Poiché la rivettatura è una connessione permanente e difficile da riparare una volta fallita, possiamo progettare una ridondanza nella struttura, se necessario. Ad esempio, raddoppiare il numero di colonne di rivetti e di fori, utilizzare prima le colonne di rivetti gialli e, se è necessaria una riparazione, utilizzare le colonne di rivetti bianchi per una seconda possibilità di riparazione.