Knurling is a workshop technology that involves pressing a patterned design into the surface of a workshop tool. The patterned design can be straight, angular lines, or diamond-like shapes. By adding texture and improving handling, the surface offers an effective grip. Knurling also adds decorative features to the tool. Manufacturers mostly perform knurling on cylindrical parts.
However, they can still perform knurling on flat surfaces if needed. Some tools where knurling happens include tool handles like screwdrivers and fasteners like bolts, pipes, and rods. The main role of knurling in the manufacturing industry is to enhance grip in the working part. This grip makes it easier to handle the tool in areas where slippage can be dangerous. It also offers aesthetic value to the tools and mechanical locking fit. Knurling further helps to enhance wear resistance surfaces in different conditions. The resulting surfaces also help to dissipate heat, which, in some cases, increases the surface area.

Manual Knurling
Manual knurling has existed for a long time on lathe machines. This process depends on the effectiveness of the workshop technician’s skills and the knurling tools. Technicians apply different tools to perform the knurling process.
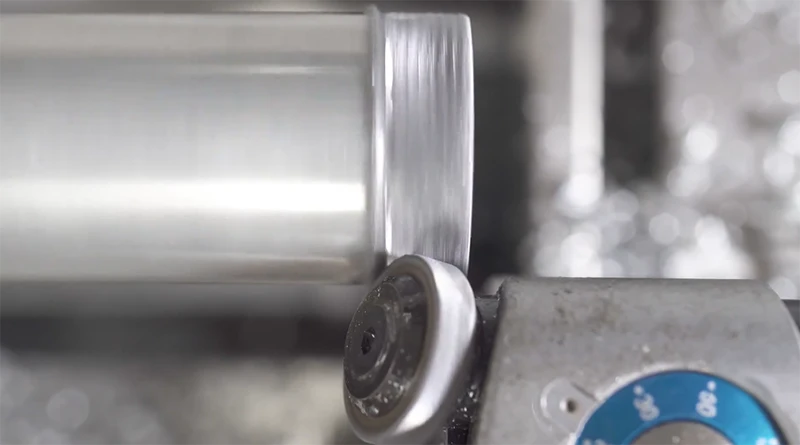
The knurling tool holds and guides the knurling wheels, creating textured patterns on the part surface. Technicians feed the knurling tool on the rotating workpiece on the lathe machine to achieve the necessary pattern. The knurling tool guides a knurling wheel which has thread patterns.
Knurling wheels are cylindrical rollers with ridges for pressing patterns to the workpiece. There are different designs of the knurling wheels, which create different knurling patterns. Some knurling patterns include straight knurling, diamond knurling, and angular knurling.
A lathe machine is a very important requirement for the knurling process. It rotates the workpiece while the knurling tool impresses patterns.
Manual Knurling Process
Workpiece Setting
Setting the workpiece on the lathe machine helps achieve quality knurling results. Technicians securely mount and accurately align the material on the lathe. While setting the workpiece, centering is critical to misalignment. Poor centering can lead to uneven knurling patterns. Dial indicators help check for any runout. Deviating the workpiece from true rotation can lead to tool wear and poor knurling results.
Positioning Knurling Tool
Correct positioning of the knurling tool involves securely clamping it on the lathe tool post. The tool should be positioned well on the tool post for proper contact with the workpiece. Center height adjustment ensures that the center height of the knurling wheel is in line with the workpiece’s centerline. To position the tool against the workpiece, bring the knurling tool closer to the rotating workpiece until it makes gentle contact with the workpiece surface.
Pressure Application
Once the tool constantly interacts with the workpiece, the operator increases pressure depending on the material. Sufficient pressure is vital for uniform and quality patterns. Low pressure may not lead to effective knurling, while too much pressure can lead to warping, deflection, or material breakage. After successful knurling, operators inspect the workpiece to ensure consistent patterns.
CNC Knurling
CNC knurling is an automated process of making patterns on a workpiece, leveraging the capabilities of CNC lathes or milling machines. This process uses computer-controlled systems to manage tool pressure and movement and create patterns.
CNC Knurling Process
1. CNC Machine Programming
The first step in the CNC knurling process is creating a program to run the machine. The program defines a set of parameters to describe the knurling process. While programming the CNC machine, the first step is selecting the type of pattern, whether straight, diamond, or angular. Second, the operator sets the depth of the pattern. The depth of the knurling wheel into the workpiece depends on the material and the purpose of the knurled material.
The programming aspect also involves determining the feed rate. The feed rate determines how fast the operations take and the speed of the knurling tool along the part’s surface. While a higher feed rate leads to fast production, it can compromise the knurling quality. On the other side, a slower feed rate increases machining time. However, it allows for a more precise formation of the pattern.
After specifying the feed rate, operators program the spindle speed (RPM). The spindle speed determines how quickly the workpiece rotates in the knurling process. Operators work with a lower speed if the material has a high hardness level. They use higher speeds for softer materials. Proper spindle speed eliminates overheating of the knurling tool and workpiece and leads to a smooth pattern.
2. Toolpath Definition and Coolant Setup
The next step is defining a toolpath to guide the knurling tool in a specific trajectory of pattern creation. The toolpath includes the starting point, movement line, and number of passes. When designing shallow patterns, the operator sets on a single pass. Multiple passes are for deep or complex patterns.
The operators then set up coolant and lubrication in cases of high-speed operation to reduce friction. Programming the coolant to activate at specific stages of machining is also important.
3. Simulation and Execution
Before allowing the program to work, the operators simulate it on CNC software. Simulation enables the visualization of the toolpath and the correct setting of all parameters. Once the simulation reveals that the program is accurate and error-free, operators feed the program to the CNC machine for execution.
4. Tool Setup
After setting up the right program, the operator sets up the tool. Typically, knurling tools include a knurling wheel. This process involves properly mounting and aligning the tool in the machine’s tool holder. After positioning, the CNC machine moves the tool automatically according to the CNC program to make it in contact with the workpiece.
5. Pressure Control
CNC knurling has a specific program for controlling pressure. It is unlike manual knurling, where an operator controls pressure accordingly. The pressing force from the machine is consistent between the knurling tool and the workpiece. This consistent force ensures the formation of uniform pattern depth and minimizes distortion cases.
The knurling process occurs automatically following the program that operators feed the machine. In modern CNC, continuous monitoring and adjustment occur in real-time. It adjusts the tool path and pressure accordingly to maintain optical pattern quality. When the machine completes the knurling process, it instantly repeats it for more parts with similar accuracy. Thus, CNC knurling is suitable for mass production.
Applications in Prototyping: Manual vs. CNC Knurling
Knurling plays both functional and aesthetic roles in prototype development. Manual and CNC knurling depend on precision, scale, and complexity. Manufacturers prefer manual knurling when creating one-off prototypes, which requires hands-on craftsmanship and flexibility. Flexibility for custom designs is a feature of manual knurling for developing unique prototypes. Operators can adjust the knurling depth and pattern to meet the clients’ changing needs. Clients requiring the machining of grips, custom tools, and handles prefer working with manual knurling. Manual knurling further provides hands-on control over the process. This control is advantageous for operators working on experimental designs for easy readjustment.
CNC Knurling offers Rapid Prototyping with Precise Specifications
Operators prefer using CNC knurling in cases where speed and precision are crucial. This knurling method works well on jobs that have tight machining tolerance, leading to consistent surface texture. In CNC knurling, every prototype meets the exact client’s needs and operator’s specifications, which creates trust between the operator and clients. CNC knurling is very fast, even for complex parts. Compared to manual knurling, the machine effectively and easily makes complex prototypes within the shortest time possible. Automating CNC machines ensures that iterative production of small complex products is performed.
Comparison Table of Manual Knurling and CNC Knurling Parameters
| Aspecto | Manual Knurling | CNC Knurling |
| Personalización | Best for highly customized, one-off prototypes. Skilled operators can adapt patterns easily. | Ideal for replicating complex designs with high precision. Limited flexibility without reprogramming. |
| Volume | More cost-effective for low-volume or single prototypes. | Efficient for higher volumes and rapid iteration of multiple prototypes. |
| Precisión | It depends on operator skill, which may result in slight variations between parts. | High precision and repeatability with consistent patterns on each prototype. |
| Velocidad | It is a slower process, especially for complex patterns, as it relies on manual effort. | Fast and efficient, especially for complex patterns and multiple iterations. |
| Complexity | Limited to simpler patterns and less intricate designs. | Can handle complex and intricate knurling patterns with ease. |
| Material Handling | Allows immediate adjustments based on material variations (soft or hard materials). | Provides consistent pressure and pattern depth across different materials. |
| Relación coste-eficacia | Lower initial cost for small projects due to lack of setup and programming. | More cost-effective in the long term for large-scale or multi-iteration projects due to automation. |
| Skill Requirement | Requires a highly skilled operator for precision and quality. | It requires programming skills but requires less operator intervention during production. |
| Aplicaciones | Suitable for custom tools, handles, and low-precision parts. | It is ideal for prototyping in the automotive, medical devices, and electronics industries, where high precision is required. |
| Lead Time | Longer lead times, particularly for detailed designs or larger quantities. | Shorter lead times for large-scale or multiple prototypes due to automation. |
| Design Iteration | Changes in design require manual adjustments, which can be time-consuming. | Design changes are easily implemented by reprogramming the CNC machine. |
| Herramientas | Uses knurling wheels and manual adjustments for pattern creation. | Uses CNC lathes or milling machines with automated tool movement and pressure control. |
Future Trends in Knurling Technology: CNC Automation and Advanced Materials
CNC knurling rapidly evolves because of new materials, automation, and machine learning advancements. The trends will significantly lead to high levels of versatility, precision, and efficiency in prototyping. While CNC has a wider scope of applications in knurling, future developments seek to enforce automation with artificial intelligence (AI) and advanced robots. The future trends seek to make CNC machines autonomous with integrated tool change systems for automatic knurling tool change. This automation will reduce downtime and lead to high production levels. Future systems will seek integrated robotic systems for post-processing and part handling. The ability of robots to load and unload parts will enhance continuous production and minimize cases of workplace accidents.
Machine learning (ML) and predictive analytics are becoming CNC knurling technology, leading to high precision levels. For example, engineers seek to employ predictive maintenance. This approach will help predict when the machine requires maintenance to help with the sequential scheduling of the parts processing. The system further will include vision systems and AI to detect possible surface defects in the knurling process.
New materials are also emerging, changing the nature of CNC knurling. For example, aerospace uses composites like glass fiber-reinforced polymers (GFRP) and carbon fiber-reinforced plastics (CFRP). These composites are lightweight and are more strong. CNC knurling technology is needed to adapt to these materials.
Conclusión
Knurling is an important engineering process that helps to provide a grip for tools and fingers. The workshop technology involves pressing a patterned design into the workshop tool surface. The main role of knurling in the manufacturing industry is to enhance grip in the working part. This grip makes it easier to handle the tool in areas where slippage can be dangerous.
Manual knurling has existed for a long time on lathe machines. Technicians apply different tools to perform the knurling process. There are various designs of the knurling wheels, which create different knurling patterns. Some knurling patterns include straight knurling, diamond knurling, and angular knurling.
CNC knurling is an automated process of making patterns on a workpiece, leveraging the capabilities of CNC lathes or milling machines. Manual and CNC knurling depend on precision, scale, and complexity. Manufacturers prefer manual knurling when creating one-off prototypes, which requires hands-on craftsmanship and flexibility. Operators prefer using CNC knurling in cases where speed and precision are crucial. This knurling method works well on jobs that have tight tolerance, leading to consistent surface texture.
In CNC knurling, every prototype meets the exact client’s needs and operator’s specifications, which creates trust between the operator and clients. CNC knurling rapidly evolves because of new materials, automation, and machine learning advancements. The trends will significantly lead to high levels of versatility, precision, and efficiency in prototyping.