


Ползуны для литьевых форм - очень важный компонент конструкции пресс-формы. Ползуны и подъемники имеют определенное функциональное сходство (строго говоря, подъемники являются частью системы слайдеров). Чтобы облегчить понимание энтузиастам пресс-формы, я расскажу о слайдерах и подъемниках отдельно. Те, кому интересно, могут перейти по ссылке на страницу подъемников, чтобы узнать о них больше.
Что такое ползун в литьевой форме
В изделиях, изготовленных методом литья под давлением, часто встречаются изделия с большим количеством канавок, отверстий или подрезные конструкции. Мы знаем, что во время процесс литья под давлениемПосле формовки деталей сердцевина и полость должны быть открыты, и изделие выталкивается с помощью выталкивающих штифтов, чтобы извлечь деталь из формы. Однако если деталь имеет подрезы, отверстия или канавки, это мешает нормальному разделению сердцевины и полости. В таких случаях для облегчения распалубки требуется затвор литьевой формы.
Чтобы помочь всем понять, давайте посмотрим на следующее изображение, на котором показана деталь со структурой подрезов на боковой стороне. Это очень часто встречается в деталях, изготовленных методом литья под давлением.
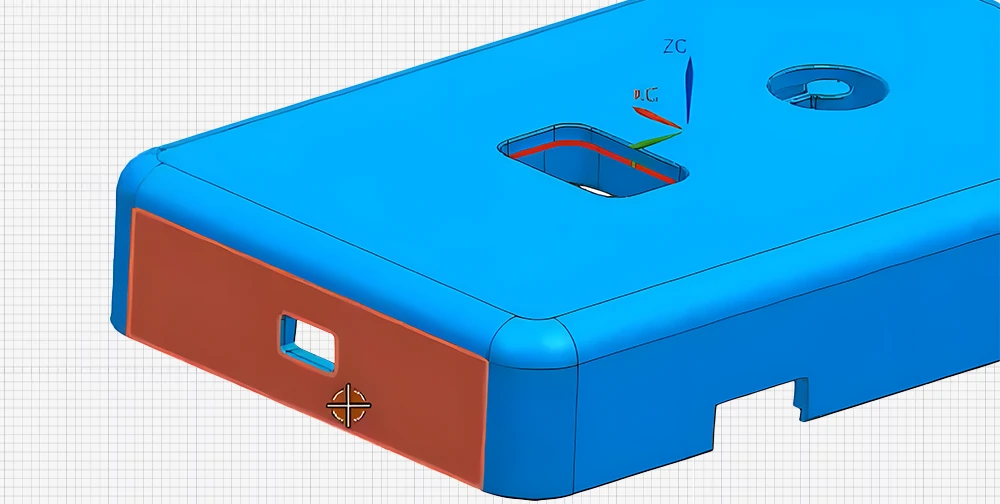
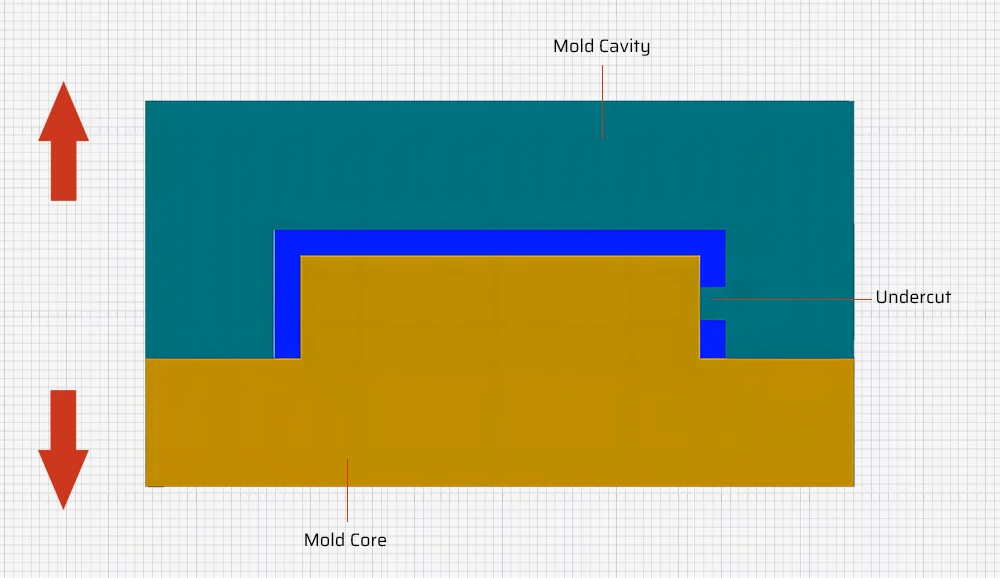
Давайте посмотрим на вид сбоку этой детали. Свободная область, показанная на изображении, представляет собой подрезную структуру детали. Если в этой точке разделить сердцевину и полость, деталь застрянет в сердцевине и не будет расплавляться плавно.
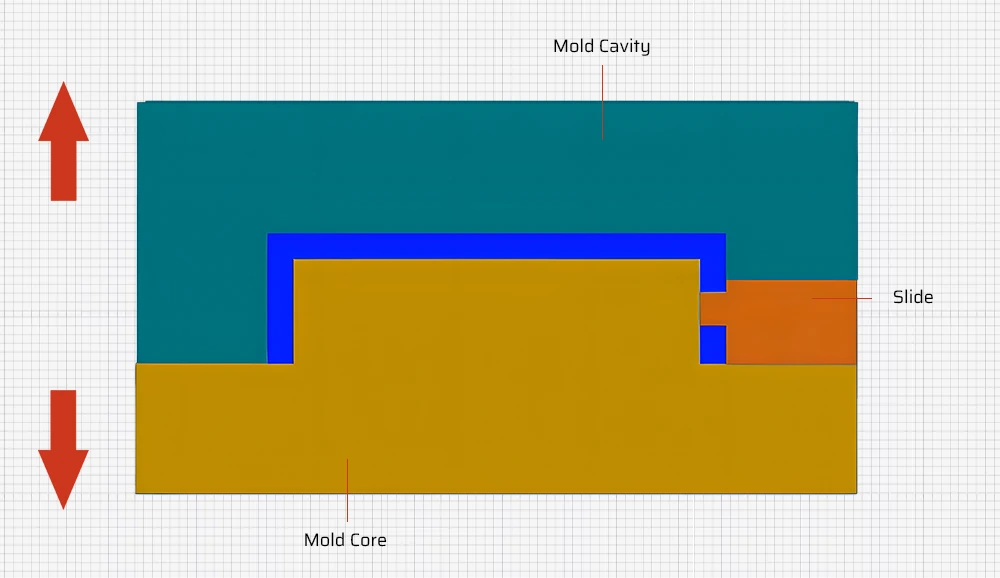
В это время мы можем добавить механизм слайдера. Ползун может быть выдвинут в горизонтальное положение перед извлечением отлитой под давлением детали, что обеспечивает плавную распалубку. Таким образом, нетрудно понять, что ползун относится к компоненту конструкции пресс-формы, который может перемещаться вдоль оси пресс-формы. Он обычно используется для регулировки высоты открытия пресс-формы и помощи при распалубке, а также для выполнения других функций.
Состав и принцип работы слайдера
Состав
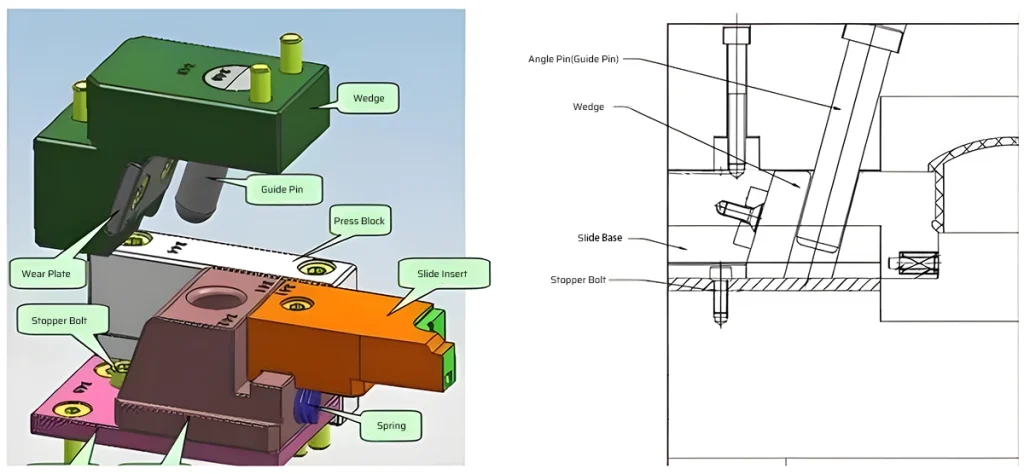
Основные компоненты обычного слайдера включают в себя основание слайдера, ползунковая вставка, прижимной блок, клин, угловой палец (направляющий палец), износостойкая пластина, стопорный болт и пружины. Каждый компонент имеет свою специфическую роль.
- База для слайдера: Фиксирует ползун и воспринимает его рабочее давление и нагрузку при движении, обеспечивая движение ползуна по правильной траектории и выравнивание.
- Пресс блок: Поддерживает и направляет верхнюю половину ползуна. Он помогает поддерживать расстояние между ползуном и сердечником, обеспечивая нормальную работу пресса и его точность.
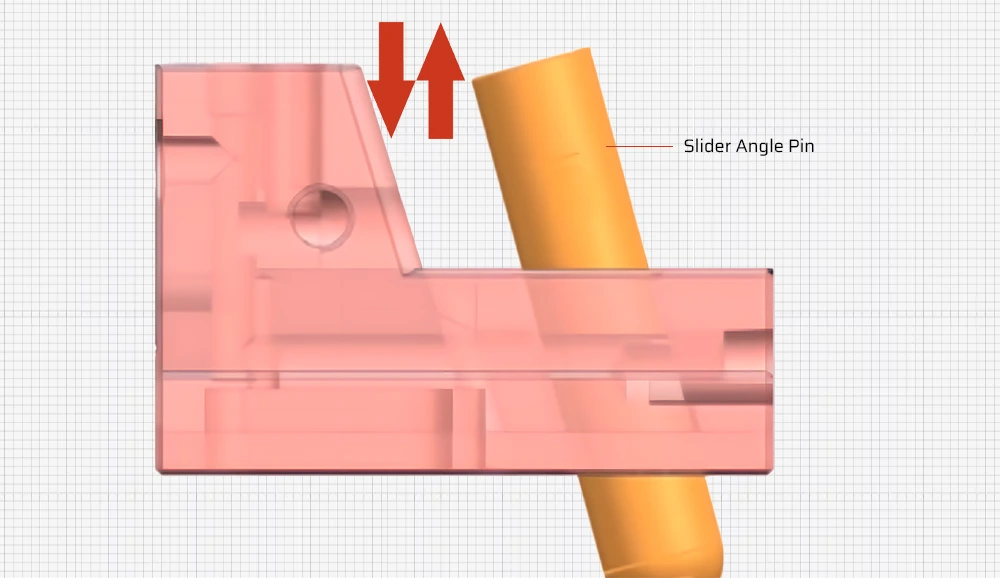
- Угловой штифт (направляющий штифт): Благодаря своей угловой ориентации преобразует вертикальное движение термопластавтомат во время открытия и закрытия в горизонтальное движение ползуна. Это облегчает извлечение сердечника из полости пресс-формы.
- Стопорный болт: Винтовой элемент, закрепленный на ползуне пластиковой формы, который контролирует ход ползуна во время перемещения, предотвращая чрезмерное перемещение или перемещение за пределы заданного диапазона, что обеспечивает нормальную работу формы.
- Клин: Используется для сжатия слайдера, предотвращая его втягивание во время инъекции под действием давления.
- Слайдерная вставка: Для формованных деталей, особенно для подрезных участков формованных изделий, когда предъявляются жесткие требования к точности, эти участки должны быть отдельно изготовлены в виде вставок. Это облегчает замену и обслуживание в будущем, и они крепятся к основанию ползуна.
Принцип работы
В слайдере нет контуров или гидравлических цилиндров, так откуда же берется его энергия? Источником энергии для системы слайдера является движение наклонной направляющей стойки. Во время процесса открытия и закрытия пресс-формы угловая направляющая стойка создает трение с внутренней стенкой ползуна. Эта сила трения заставляет всю систему ползунов двигаться в направлении, перпендикулярном направлению распалубки.
Принцип построения ползуна литьевой формы
Разумная технологичность
Компоненты механизма слайдера должны иметь высокая технологичностьОсобенно это касается формовочных деталей. Общие требования включают:
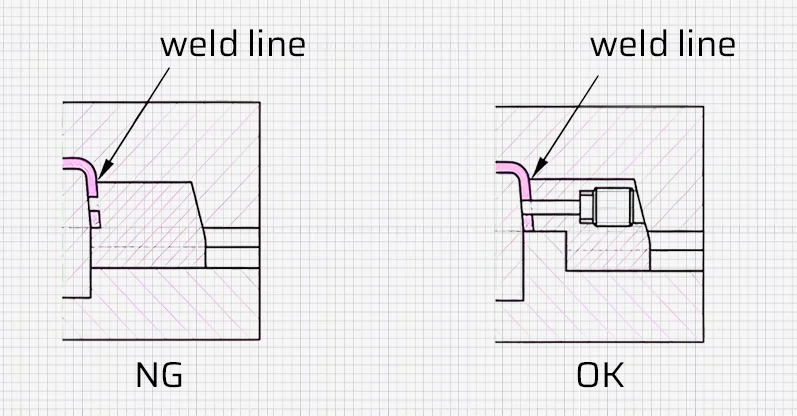
a. По возможности избегайте образования сварных линий в положении ползунка. Если это неизбежно, линия сварки должна быть расположена в менее заметной части резиновой детали, а длина линии сварки должна быть сведена к минимуму. Кроме того, по возможности следует использовать композитную конструкцию, позволяющую обрабатывать область линии сварки ползуна вместе с полостью.
b. Для облегчения обработки формовочная часть и скользящая часть в идеале должны быть выполнены как единая конструкция.
Достаточная прочность и жесткость
Механизмы ползунов обычно проектируются на основе опыта, также могут проводиться упрощенные расчеты для обеспечения достаточной прочности и жесткости, как правило, принимаются:
a. Максимальные конструктивные размеры. Если позволяет пространственное расположение, компоненты слайдера должны использовать максимально возможные конструктивные размеры.
b. Оптимизированная структура дизайна.
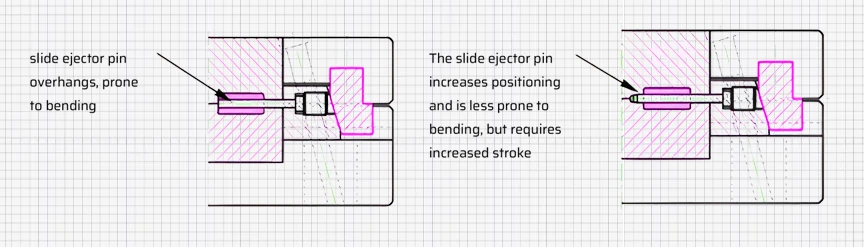
1). Располагается на конце более длинного скользящего пальца для предотвращения изгиба скользящего пальца.
2). Измените структуру клина, чтобы повысить прочность сборочных деталей пресс-формы.
3). Усильте блокировку, чтобы повысить прочность клина.
Движение слайдера
Для обеспечения нормального функционирования системы заслонок очень важно, чтобы во время открытия и закрытия пресс-формы механизм заслонок не мешал другим элементам конструкции, а последовательность движений была логичной и надежной. Обычно рекомендуется учитывать несколько моментов:
A. При использовании заслонки полости необходимо соблюдать последовательность открытия пресс-формы.
B. При использовании гидравлических ползунов необходимо правильно контролировать последовательность разъединения и возврата; в противном случае ползун может столкнуться и вызвать повреждения.
C. Во время закрытия пресс-формы необходимо предотвратить вмешательство системы ползунов в работу системы выталкивателей.
Если выступы системы ползунов и системы выталкивателей перекрываются в направлении открытия формы, рекомендуется сбросить систему ползунов, чтобы дать возможность системе выталкивателей сброситься первыми.
D. Если угловой штифт, приводящий в движение ползун, длинный, необходимо увеличить длину направляющего штифта пресс-формы.
Цель удлинения направляющего штифта заключается в том, чтобы перед тем, как угловой штифт приведет систему ползунов в положение, пресс-форма и полость были полностью направлены направляющим штифтом и направляющей втулкой, что предотвращает повреждение системы ползунов во время закрытия пресс-формы.
(4) Обеспечьте достаточный ход ползуна для облегчения распалубки резиновых деталей
Ход ползунка обычно рассчитывается на основе глубины боковых отверстий или глубины тиснения плюс дополнительные 0,5-2,0 мм. Для подъемников используется меньшее значение, а для других типов выбирается большее. Однако при использовании сборных пресс-форм для формования таких деталей, как рама трансформатора, ход должен быть больше глубины боковых углублений.
Продолжительность жизни
Ползунок должен двигаться плавно и надежно и иметь достаточную срок службы.
В системе слайдеров обычно используется Т-образный направляющий паз.
Когда система ползунов завершает боковой разбор или вытягивание сердцевины, длина блока ползунов, остающаяся в направляющем пазу, должна составлять не менее двух третей его общей длины. Если размер плиты пресс-формы не позволяет обеспечить минимальную длину установки, можно использовать удлиненный направляющий паз.
Направляющая поверхность ползуна (т.е. подвижная контактная поверхность и несущая поверхность) должна иметь достаточную твердость и смазку. Как правило, детали ползуна должны быть термически обработаны, а их твердость должна быть выше HRC40. Твердость направляющих деталей должна быть в диапазоне от HRC52 до HRC56, и эти детали должны иметь обработанные масляные канавки.
Надежное позиционирование
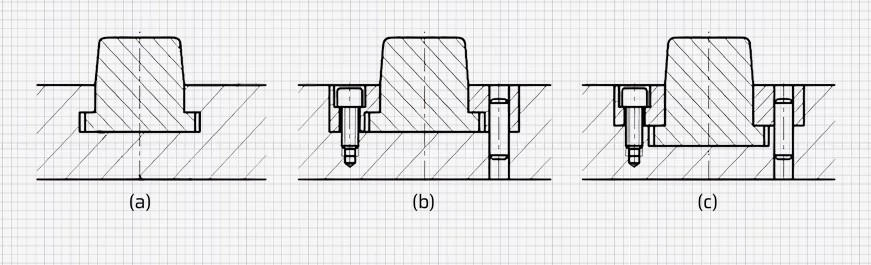
После того как система ползунов завершает разделение или вытягивание стержня, она должна оставаться в положении, в котором только что закончилось движение, чтобы обеспечить успешный возврат во время закрытия пресс-формы. Поэтому необходимо надежное устройство позиционирования, хотя система ползунов с подъемниками не нуждается в устройстве позиционирования. Ниже приведены несколько часто используемых конструктивных форм.
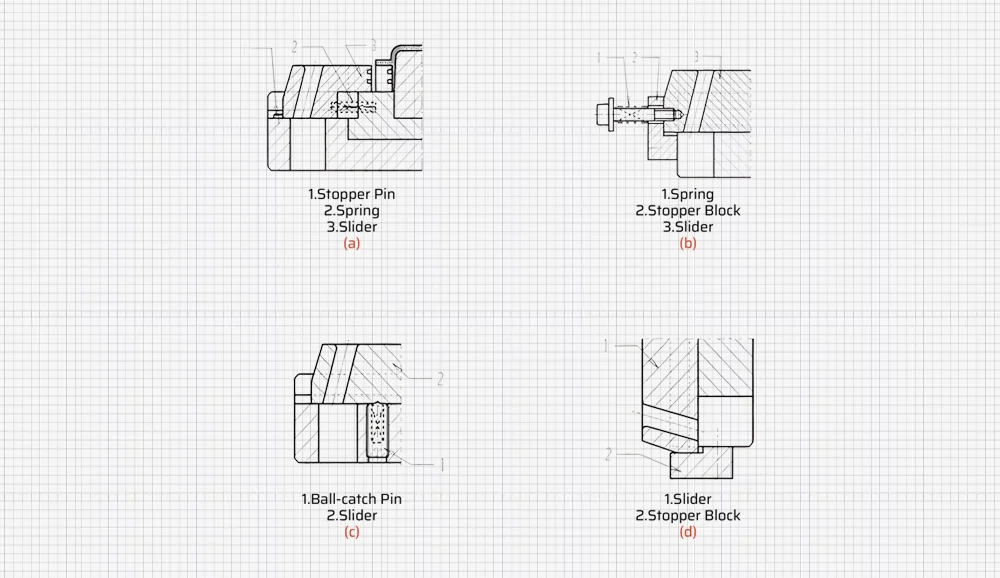
Тип a): Широко используется, но из-за ограничений встроенных пружин расстояние хода невелико.
Тип b) Подходит для пресс-форм, в которых после установки ползун располагается выше или сбоку и имеет большую дистанцию перемещения. Когда ползун находится выше, усилие пружины должно превышать вес ползуна более чем в 1,5 раза.
Тип c) Подходит для форм, в которых после установки ползун располагается сбоку.
Тип d) Применяется для пресс-форм, в которых после установки ползун располагается ниже и остается на стопорном блоке под действием собственного веса.


















